欧5后处理技术介绍
- 格式:pdf
- 大小:1.74 MB
- 文档页数:31
五轴联动加工中心后置处理的编写与验证五轴联动加工中心后置处理的编写与验证摘要:本文针对瑞士MIKRON UCP710工作台双摆动式五轴联动加工中心机床的运动原理,以及Heidenhain iTNC430控制系统的特点,阐述运用UG软件中后处理工具——UG POSTBUID 3.4.1,定制适合ucp 710五轴后处理的开发思路,并且通过VERICUT模拟软件进行模拟验证成功。
目前成功开发出来的五轴后处理已在本校实训中心MIKRON UCP710五轴机床中得以全面应用,顺利地完成了各种3~5轴的零件加工。
关键词:五轴加工中心 UG Postbuld VERICUT1、任务的来源2001年冬,本中心购置了一台由瑞士MIKRON品牌的五轴联动加工中心,型号为——UCP710。
如图1所示,此机床为工作台双摆动结构,(俗称:Table—Table双摆台)。
通过X/Y/Z三个线性轴、定轴A轴的摆动和转动轴C轴的转动实现五轴联动加工。
该机床的控制系统是德国的Heidenhai iTNC 430。
目前,后置处理文件是计算机辅助制造软件中CAM 与机床控制系统之间沟通的桥梁,是实现多轴加工的关键之一。
同时本中心现配有CAD/CAM软件——UG,为了让UCP710早日投入到教学与生产加工,我们必须解决后置处理的问题。
现在国内多轴机床后置处理程序的开发已慢慢开始发展,但很多的资源还要通过国外进行技术支持。
即使客户选购能够实现多轴加工编程的软件,但还要额外支付昂贵的后置开发费用才能实现软件与机床的“通讯”。
开发通用的编写后置处理工具软件,可以有效地保证NC程序正确性,提高编程人员的后置处理技术以及效率,还可以把零件加工信息(如图号、工序号、刀具规格、程序加工时间等参数)嵌入NC程序中,提高加工的安全性,增加程序的可读性,减少操作人员的人为加工误差。
2、UCP710 post开发的过程目前,常用的后置处理方法主要有以下两种:第一种,利用CAD/CAM软件的通用后置处理模块,定义的运动方式,通过选取/软件提供的机床标准控制系统,定义某一类型或某台的后置处理。
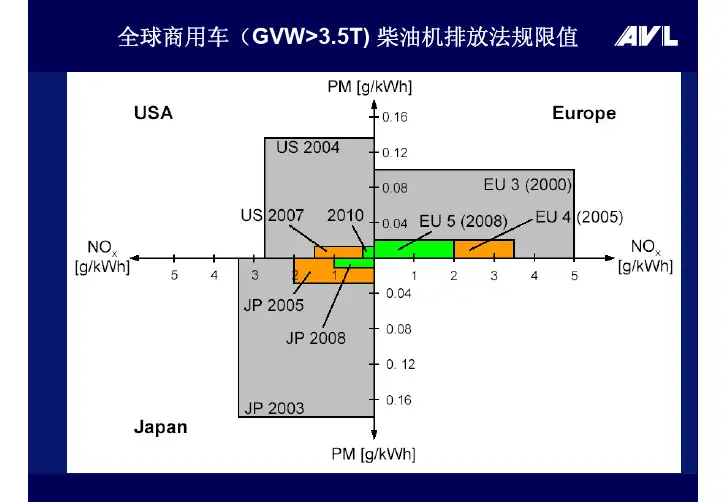
美国商用车(GVW>3.5T) 柴油机排放限值欧洲商用车(GVW>3.5T) 柴油机减排放过程欧洲商用车(GVW>3.5T) 柴油机排放限值Japan TC2008 2000欧洲柴油油品改进计划欧3发动机基本技术Direct InjectionSta n dard w aste gate t urbocharging, VGT as a n optionAir to Air IntercoolingCombustion optimisation,with o r without swirl support4 valve per cylinderAdvanced high pressure injection system ÎM multiple injection, Rate shapingElectronic Management SystemLow lube oil consumptionE GR system as an option目前欧洲发动机状态Source: BOSCHEmission control technologyEngine technologyEU3EU5EU4US10US07US04Japan NSTJapan NLT NOx [g/kWh]PM [g/kWh]0,100,022,03,55,0欧4发动机燃烧技术发展Flexiable Fuel system with > 1600 barHigh performance Cooled EGR systemHigh EGR tolerance combustion systemNew combustion bowl for low soot in oilAlternative combustion at part load for temperature managementHigh specific power require 2 stage turbochargerImprove vehicle cooling systemDifferent tuning according to the strategy applied欧4发动机主要技术发展方案Strategy 1:reduction with SCR-NOx-PM reduction with engine internal measuresStrategy 2:reduction with cooled EGR-NOx-PM reduction with DPF (e.g CRT) or POCStrategy 3:-High efficiency cooled EGR-High injection pressure-No exhaust after treatment system欧4发动机主要技术发展方案示意排放后处理装置的选择•High Effective•Reasonable cost•Optimum reliability•Stable performance and extended durability •Negligible impact on fuel economy•Optimum compatibility with engine technologies and other after-treatment systemSCR (NOX尿素还原)SCR化学反应原理SCR catalyst Urea injectionPump Air Urea-SCR ECUCAN port NOx sensor Temp. in Temp. out Urea-water TankExhaust inExhaust out Intake air Air flow sensorSCR 在ESC循环中降低NOx的实验结果1SCR 在ESC循环中降低NOx的实验结果2SCR 在ETC循环中降低NOx的实验结果1SCR 的燃油经济性(事例)Example: a 40-ton Euro-4 truckSolution:Diesel consumption Urea ConsumptionSCR29.8 L/100 kilometers, 1.5 L of urea.(5% of fuel consumption) DPF+EGR32.6 L/100 kilometers, but no urea.NOx trap5% fuel consumption penalty vs Euro 3 truck and 7% fuel consumption penalty vs Euro 3 truckSource: ACEA针对欧3欧4排放,欧洲商用车制造商决定统一采用SCR技术有关SCR的其他情况SCR催化器消音器集成SCR在欧洲的实施计划Urea InfrastructureLogistical Implementtation1st stage: Filling stations atTrucking companies2nd stage: Automotive fillingstattions at truck stopsalong the majorhighways3rd stages: Public filling stationsJoint project realized byOEMs, urea industry, oil industry,component suppliersUrea filling station at Stuttgart (Source: TOTAL)2003年西欧计划尿素的生产布置AdBule(尿素)的欧洲标准(DIN70070)AdBlue TM是SCR系统的必要元素Urea –as the active component in AdBlue, is a productlargely used in agriculture and industryAdBlue TM-A 32.5% urea solution in watermeeting the DIN 70070 standardAdBlue TM–is by far the best reagent since it is clear, non-toxic and non-hazardous product and there are norestrictions for its transport on rails, road andships.AdBlue TM –is trade mark of aqueous urea solution forautomotive applicationAccurate dosing system of AdBlue and appropriate strategies is necessary to provide the correct amount of reductant during all driving conditions and prevent ammonia (NH3) slip预测的西欧AdBule的需求量Source: ACEA欧洲AdBule的价格According to new ACEA report 2003,urea at retail should cost about 40 Euro-cents per liter, versus about 79 Euro-cents/liter for diesel fuelSCR结论2ADVANTAGES:Most effective NO x reduction technologyfor HD trucks in the long rangeCombustion adjusted for best fuel efficiency and lowest particulatesCHALLENGES:High system costPackaging of dosage system, urea tank, SCR catalyst and modified exhaust mufflerLong term field testingLogistics for urea-water solution is a prerequisiteOBD is indispensable.EGR 对过量空气系数和烟度的影响2.0 1.6 1.2 15% EGR 0.8 8% EGR Current engine technology Development target 15% EGRSmoke – FSN0.40 1.40% EGR 1.5 1.6 1.7 1.81.9Air excess ratio – [-]冷却EGR的布置1(高压式) 1 2 3 4 5 6 7 8NOx sensor Particulate trap ∆p sensor Air flow meter Air filter Modulated EGR-Rate control valve Intake manifoldEngineExhaust manifold EGR cooler EGR valveVenturiCheck valve (optional)Air / Air Intercooler高压冷却EGR的使用Modulated EGR-Rate control valve2 3 4 5 6 7 8 Particulate trap is optionalAir filterEngineExhaust manifold Air flow meter EGR cooler EGR valveVenturiCheck valve (optional)Problems:NOx sensor System contamination Increased soot-in-oilParticulate trap ∆p sensor Transport losses increase with improved TC efficiency VTG - EGR controlRequirements: Durable particulate filter with reliable regeneration, durable and insensitive controlAir / Air Intercooler1Advantages:Intake manifold冷却EGR的布置2(低压式) 1 2 3 4 5 6 7 8NOx sensor EGR valve Air filterEngineExhaust manifoldEGR coolerPartic ulate trap ∆p sensorEGR coolerAir / Air IntercoolerIntake manifold低压冷却EGR的使用 1 2 3 4 5 6 7 8Advantages: Reduced control complexityEGR valve Air filter Air / Air Intercooler Intake manifoldEngineExhaust manifold Fuel economyEGR coolerProblems:NOx sensorPartic ulate trap ∆p sensor Reliability of particulate filter Recirculated NO2 may form corrosive nitrous acidRequirements: Low sulfur fuel (<50 ppm S) Durable particulate filter with reliable regeneration冷却EGR系统示意1冷却EGR系统示意2颗粒扑捉器(DPF)- 穿墙式连续被动再生颗粒扑捉器(CRT)Filter Section Catalyst Section Inlet HeadOutlet HeadWall Flow Filter Conversion of Soot stored: Pt - Oxidation Catalyst Oxidation of NO to NO2: 2 NO + O2 2 NO2 C + 2 NO2 CO2 + 2 NO at temp. 200 - 550 deg C CO2 C + O2 at temp. > 550 deg CSource: Johnson Matthey49202010-21氧化燃烧颗粒-1C + 2NO2 C + O2CO2 + 2NO CO2at temp. 200 - 550 deg C at temp. > 550 deg C。
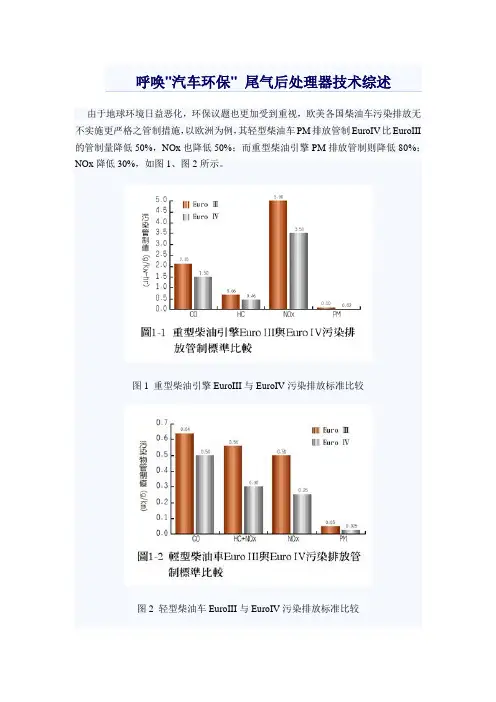
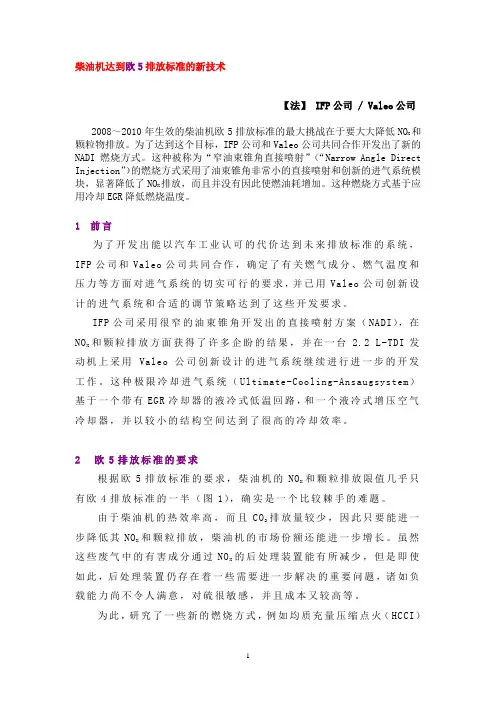
由于地球环境日益恶化,环保议题也更加受到重视,欧美各国柴油车污染排放无不实施更严格之管制措施,以欧洲为例,其轻型柴油车PM排放管制EuroIV比EuroIII 的管制量降低50%,NOx也降低50%;而重型柴油引擎PM排放管制则降低80%;NOx降低30%,如图1、图2所示。
图1 重型柴油引擎EuroIII与EuroIV污染排放标准比较图2 轻型柴油车EuroIII与EuroIV污染排放标准比较美国也决定了2007重型柴油引擎排放标准,PM为0.01g/bhp-hr;NOx为0.20g/bhp-hr,与现在的1998年标准相比,新规则在NOx水平代表95%降低(目前在4.0g/bhp-hr),在PM排放有80-90%降低(当前卡车引擎在0.1g/bhp-hr和城市的公共汽车在0.05g/bhp-hr)。
这也意味着后处理器的强迫使用。
以目前情况来看,符合我国三期排放标准车辆中已约有50%配置使用氧化触媒等废气排放后处理器组件,其对HC和部分PM具有改善作用,而对NOx及PM中碳成分却无影响。
为因应未来更严格的排放标准,各大车厂无不积极投入De-NOx触媒及PM粒状污染物捕集器之开发工作,期以符合法规要求。
环顾国内情况,我国柴油引擎技术大部分是依赖国外原厂提供,对于国内几家大厂而言,技术来源或许较无问题,但对于生产及代理数量较少之车厂,其技术能力之获得则必然发生困难。
因此,于实施下一阶段排放标准前,政府相关单位应建立起柴油车污染控制后处理器之相关技术能力来协助车厂因应污染排放的控制工作。
●国内外后处理器技术发展现况在全球法规污染物排放标准更加严苛的发展趋势下,若单纯只透过改良引擎燃烧行为、降低机油消耗量及减少柴油中的硫含量等方式,仍然不足以保证能完全符合较严苛的法规标准值,故借助于后处理系统的二次减量仍在所难免。
(一)氧化触媒转化器选择后处理系统时,必须考虑下列因素:效率、背压、耐温、耐久、成本。
截至目前为止,氧化触媒转化器之经济效益最大,其优点如下:1.符合法规需求可氧化SOF达80﹪以上,但对碳粒无氧化能力,因此须配合燃烧行为预先减少碳粒生成,并控制柴油中的硫含量低于0.05﹪,以避免生成硫酸及金属类硫酸盐等粒状污染物。


柴油机达到欧5排放标准的新技术【法】 IFP公司 / Valeo公司和 2008~2010年生效的柴油机欧5排放标准的最大挑战在于要大大降低NOX颗粒物排放。
为了达到这个目标,IFP公司和Valeo公司共同合作开发出了新的NADI燃烧方式。
这种被称为“窄油束锥角直接喷射”(“Narrow Angle Direct Injection”)的燃烧方式采用了油束锥角非常小的直接喷射和创新的进气系统模排放,而且并没有因此使燃油耗增加。
这种燃烧方式基于应块,显著降低了NOX用冷却EGR降低燃烧温度。
1 前言为了开发出能以汽车工业认可的代价达到未来排放标准的系统,IFP公司和Valeo公司共同合作,确定了有关燃气成分、燃气温度和压力等方面对进气系统的切实可行的要求,并已用Valeo公司创新设计的进气系统和合适的调节策略达到了这些开发要求。
IFP公司采用很窄的油束锥角开发出的直接喷射方案(NADI),在和颗粒排放方面获得了许多企盼的结果,并在一台 2.2 L-TDI发NOX动机上采用Valeo公司创新设计的进气系统继续进行进一步的开发工作。
这种极限冷却进气系统(Ultimate-Cooling-Ansaugsystem)基于一个带有EGR冷却器的液冷式低温回路,和一个液冷式增压空气冷却器,并以较小的结构空间达到了很高的冷却效率。
2 欧5排放标准的要求根据欧5排放标准的要求,柴油机的NO和颗粒排放限值几乎只X有欧4排放标准的一半(图1),确实是一个比较棘手的难题。
排放量较少,因此只要能进一由于柴油机的热效率高,而且CO2步降低其NO和颗粒排放,柴油机的市场份额还能进一步增长。
虽然X的后处理装置能有所减少,但是即使这些废气中的有害成分通过NOX如此,后处理装置仍存在着一些需要进一步解决的重要问题,诸如负载能力尚不令人满意,对硫很敏感,并且成本又较高等。
为此,研究了一些新的燃烧方式,例如均质充量压缩点火(HCCI)和高预混合燃烧(HPC)。

[访美国西南研究院首席工程师湛日景博士]汽车污染物排放,尤其是柴油车的排放问题越来越被人们所关注,而政府也表示出了对于治理环境污染问题的决心.工信部产业政策司前不久发公告表示,定于2014年12月31日废止适用于国家第三阶段汽车排放标准柴油车产品,2015年1月1日起国Ⅲ柴油车产品将不得销售.汽车污染物排放,尤其是柴油车的排放问题越来越被人们所关注,而政府也表示出了对于治理环境污染问题的决心。
工信部产业政策司前不久发公告表示,定于2014年12月31日废止适用于国家第三阶段汽车排放标准柴油车产品,2015年1月1日起国Ⅲ柴油车产品将不得销售。
这需要商用车生产企业改变其柴油车装置来符合国Ⅳ标准要求。
与此同时,国内外柴油机生产企业及关键零配件供应商也应提前布局,进行相应的技术储备、人才储备和市场推广。
为此,本刊记者采访了汽车排放和后处理领域的知名专家美国西南研究院首席工程师湛日景博士。
AI:中国工信部发布公告,将从2015年1月1日起全面实施重型柴油机国Ⅳ排放标准,您认为这一时机是否已经成熟?我们还有哪些方面需要尽快改进提高?湛日景博士:实际上,国Ⅳ技术,包括发动机技术、排放后处理技术,以及燃油和车用尿素等,早已成熟。
目前,国Ⅳ重型柴油机基本上都采用了SCR技术,而这一技术在国Ⅳ阶段低于50ppm硫含量的柴油并非必要条件,因此,在全国范围内推进重型柴油机的国Ⅳ排放标准,没有技术上的障碍。
当然,由于以往对排放法规的监管不到位,某些企业有侥幸心理,尚不能达标,这些问题在法规执行的过程中应逐步加以解决。
AI:作为知名发动机排放及后处理行业专家,您对国内外柴油机及后处理的相关技术及法规非常了解。
请您与我们分享一下,美国、欧洲及日本等国家和地区的相关法规及技术研发最新进展。
有哪些值得我们借鉴学习?湛日景博士:首先,我们需要对排放法规有比较深刻的理解。
自从美国在20世纪70年代开始实施排放法规以来的近40年,排放法规一直是发动机和车辆技术进步最大的推动力。
摘要:介绍了欧洲第五阶段(欧Ⅴ)摩托车法规对OBD 系统的技术要求,对其中的失火监测、催化转化器劣化监测、氧传感器劣化监测等监测项目进行了分析。
结合欧Ⅴ法规的OBD 要求,对在摩托车上实现上述几项监测的技术手段进行了研究,分析了这些监测技术应用于摩托车OBD 系统的可行性。
关键词:欧Ⅴ排放法规摩托车OBD中图分类号:U483文献标识码:A文章编号:2095-8234(2020)06-0088-05Analysis of The Technical Requirements of MotorcycleOBD System in Euro ⅤRegulationsZhong Weijun 1,2,Wang Qing 1,2,Shi Wei 1,2,Dou Jinquan 1,2,Qiu Pengxu 1,21-Tianjin Internal Combustion Engine Research Institute,Tianjin University (Tianjin,300072,China)2-National Motorcycle Quality Supervision and Inspection Center (Tianjin)Abstract :This paper introduces the technical requirements of OBD system in fifth stage European (EuroⅤ)motorcycle emission regulations,and analyzes the misfire,catalytic converter degradation,and oxygen sensor degradation monitoring.Considering the OBD requirements in Euro Ⅴregulations,this article stud -ies the above several monitoring techniques,and the feasibility of application to motorcycle OBD system are analyzed.Keywords :Euro Ⅴ;Emission regulation;Motorcycle;OBD摩托车欧Ⅴ法规OBD 系统的技术要求分析仲伟军1,2王青1,2石伟1,2窦金泉1,2邱鹏旭1,2(1-天津大学内燃机研究所天津3000722-国家摩托车质量监督检验中心(天津))小型内燃机与车辆技术SMALL INTERNAL COMBUSTION ENGINE AND VEHICLE TECHNIQUE第49卷第6期2020年12月Vol.49No.6Dec.2020作者简介:仲伟军(1990-),男,工程师,主要研究方向为机动车排放标准法规以及测试技术。
排放后处理技术(一)为满足欧4和欧5排放标准的要求,欧洲重型载货车制造商目前采取的措施主要有SCR(选择性催化还原)、EGR和DPF等方法。
废气再循环(EGR)EGR是废气再循环技术的简称,该系统的作用就是将柴油机产生的废气的一部分送回气缸。
废气被送回气缸的数量由ECU进行控制。
ECU根据发动机的转速、负荷、温度、进气流量、排气温度控制电磁阀适时地打开,进气歧管真空度经电磁阀真空膜室膜片拉杆将EGR阀打开,排气中少部分废气经EGR阀进入进气系统,与混合气混合进入气缸参与燃烧。
少部分废气进入气缸参与混合气燃烧。
但是由于再循环的废气具有惰性,不参加化学反应,使进入缸内的混合气被稀释,氧气浓度降低,从而也使可燃混合气的发热量降低;另外由于废气中的CO2及水蒸气的热容量较大,增大了混合气的比热容,降低了缸内的高峰温度这两者都使柴油机燃烧过程的着火延迟期增加,燃烧速度变慢,缸内最高燃烧温度下降,而破坏了NOx生成所需要的高温富氧的条件,故抑制了NOx的生成,降低了柴油机NOx的排放量。
但是,过度的废气参与再循环,将会影响混合气的着火性能,从而影响发动机的动力性,特别是在发动机怠速、低速小负荷及冷机时,由ECU控制废气不参与再循环,以免发动机性能受影响;当发动机超过一定转速、负荷及达到一定的温度时,ECU控制少部分废气参与再循环,而且,参与再循环的废气量根据发动机转速、负荷、温度及废气温度的不同而不同,以达到废气中NOx最低。
以斯堪尼亚重卡柴油机为例,配置了EGR和涡轮气体混合装置,将符合质量要求的废气返回到发动机中,使NOx降低了30%,碳油微粒降低了80%,从而达到了欧Ⅳ标准。
2007年斯堪尼亚又推出可满足欧5标准的全新EGR发动机平台,在这些新的发动机上,斯堪尼亚采用EGR技术,无需任何后处理装置即可达到欧5排放标准。
选择性催化还原系统(SCR)SCR是一种机外净化系统。
其基本原理是在热的尾气中添加32.5%的尿素溶剂(AdBlue)作为还原剂。
由于地球环境日趋恶化,环保议题也加倍受到重视,欧美各国柴油车污染排放无不实施更严格之管制方法,以欧洲为例,其轻型柴油车PM排放管制EuroIV比EuroIII的管制量降低50%,NOx也降低50%;而重型柴油引擎PM排放管制那么降低80%;NOx降低30%,如图1、图2所示。
图1 重型柴油引擎EuroIII与EuroIV污染排放标准比较图2 轻型柴油车EuroIII与EuroIV污染排放标准比较美国也决定了2007重型柴油引擎排放标准,PM为bhp-hr;NOx为bhp-hr,与此刻的1998年标准相较,新规那么在NOx水平代表95%降低(目前在bhp-hr),在PM排放有80-90%降低(当前卡车引擎在bhp-hr和城市的公共汽车在bhp-hr)。
这也意味着后处置器的强迫利用。
以目前情形来看,符合我国三期排放标准车辆中已约有50%配置利用氧化触媒等废气排放后处置器组件,其对HC和部份PM具有改善作用,而对NOx及PM 中碳成份却无阻碍。
为因应以后更严格的排放标准,各大车厂无不踊跃投入De-NOx 触媒及PM粒状污染物捕集器之开发工作,期以符合法规要求。
环视国内情形,我国柴油引擎技术大部份是依托国外原厂提供,关于国内几家大厂而言,技术来源或许较无问题,但关于生产及代理数量较少之车厂,其技术能力之取得那么必然发生困难。
因此,于实施下一时期排放标准前,政府相关单位应成立起柴油车污染操纵后处置器之相关技术能力来协助车厂因应污染排放的操纵工作。
●国内外后处置器技术进展现况在全世界法规污染物排放标准加倍严苛的进展趋势下,假设单纯只透过改良引擎燃烧行为、降低机油消耗量及减少柴油中的硫含量等方式,仍然不足以保证能完全符合较严苛的法规标准值,故借助于后处置系统的二次减量仍在所不免。
(一)氧化触媒转化器选择后处置系统时,必需考虑以下因素:效率、背压、耐温、耐久、本钱。
截至目前为止,氧化触媒转化器之经济效益最大,其优势如下:1.符合法规需求可氧化SOF达80﹪以上,但对碳粒无氧化能力,因此须配合燃烧行为预先减少碳粒生成,并操纵柴油中的硫含量低于﹪,以幸免生成硫酸及金属类硫酸盐等粒状污染物。