冷轧钢板检验作业指导书
- 格式:doc
- 大小:118.50 KB
- 文档页数:8
6.2长度须符合表1规定(摘自GB708-2006)
表1
6.3宽度须符合表2规定(摘自GB708-2006)
表2
文件非经许可不准影印
制订部门:质量部
冷轧钢板进料检验作业指导书文件编号:
制订日期:14年3月28日第 1 版第 4/11 页
6.4厚度须符合表3规定(摘自GB708-2006)
表3
文件非经许可不准影印
6.5不平度须符合表4规定(摘自GB708-2006)
表4
文件非经许可不准影印
6.6冷轧钢板的锈蚀等级应达到C级以上,根据GB8923-88的规定,钢材表面四个锈蚀等级分别
以A、B、C和D表示,其文字叙述如下:
A:全面地覆盖着氧化皮而几乎没有铁锈的钢材表面;
B:已发生锈蚀,并且部分氧化皮已经剥落的钢材表面;
C:氧化皮已因锈蚀而剥落,或者可以剥除,并且有少量点蚀的钢材表面;
D:氧化皮已因锈蚀而全面剥落,并且已普遍发生点蚀的钢材表面。
6.7化学成份
6.7.1 碳素结构钢冷轧钢板之化学成份须符合表5规定(摘自GB700-2006)
表5
文件非经许可不准影印
6.8力学性能
6.8.1 碳素结构钢冷轧钢板之力学性能须符合表6规定(摘自GB700-2006)
表6
文件非经许可不准影印。
钢板进货检验作业指导书
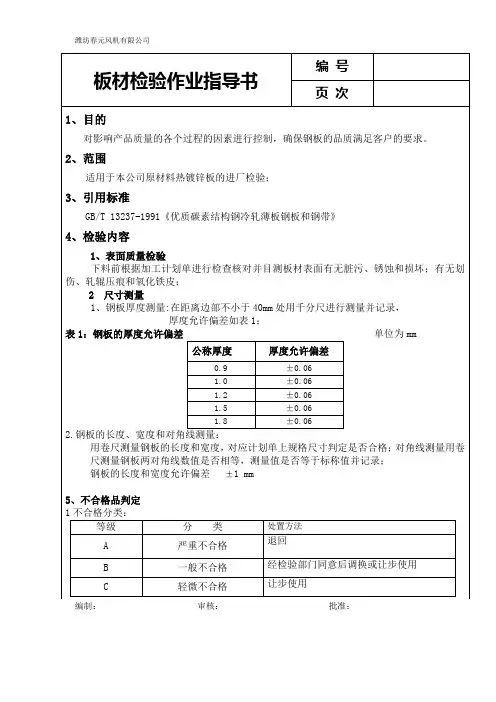
1.范围:本标准适用于本公司采购的生产所用钢板
2.目的:指导检验人员依据相关标准对材料进行质量检验.
3.原料检验
3.1.仓库接到送货单后对其原材料的数量、名称规格进行核对,核对无误后对材料进行暂收.随后通知进货检验员进行质量检验.材料检验合格后检验员在入库上签字才能办理入库手续.
3.2.检验员依据采购单的所采购的材料规格、数量、名称是否相符,如有不符可拒检,并通知知仓库及相关部门.如符合则行下一个环节检验.
4.检查项目
4.1外观2.规格(厚度.宽度.长度)3.锈蚀度.3.化学成份.4.力学性能
5.外观检验标准及方法.
5.1外观.材料外观除了符合现有国家有关标准规定外,尚应符合以下要求:
5.1.1.当钢材表面有锈蚀,麻点或划伤等缺陷时,其深度不得大于其钢板厚度的允许偏差值的2/1;
5.1.2.钢板表面锈蚀等级应符合国家标准GB8923《涂装前钢材表面锈蚀等级》的C级以上(含C级)。
锈蚀等级定义:
A-全面的覆盖有氧化皮而几乎没有铁锈的钢材表面。
B-已发生锈蚀,并且部分氧化皮已经剥落的钢材表面。
C-氧化皮已因锈蚀面剥落,或可以刮除,并且有少量点蚀的钢材表面。
D-氧化皮因锈蚀而全面剥离,并且已普遍发生点蚀的钢材表面。
6.规格(尺寸)检验标准及方法
6.1.厚度.用卡或千分尺测量厚度,其尺寸应符合《GB/T709-2006》
中表5的普通精度要求。
6.2.宽度。
用圈尺测量,其尺寸应符合《GB/T709-2006》中表7要求。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==钢板检验作业指导书篇一:冷轧钢板检验作业指导书冷轧钢板检验作业指导书更多免费资料下载请进:好好学习社区冷轧钢板检验作业指导书1、目的为检验员提供检验方法和操作指引,指导其正确地对钢板进行验收,以确保钢板品质符合产品需求。
2、范围2.1本标准规定了冷轧钢板的验收细则。
2.2本标准适用于0.5~3.5mm,宽度为700~1500mm的冷轧钢板验收。
3、定义3.1钢板:以平板状,矩形的,可直接轧制或用大于600mm宽钢带剪切而成;3.2薄板:厚度在0.3~4.0mm之间称为薄板;3.3大规格板:宽度大于1500mm或长度大于4000mm称为大规格板; 3.4变断面板:厚度沿板材长度方向均匀变化的板材。
3.5耐指纹板:用干净的手指触摸耐指纹电镀锌钢板表面时,应不留下指纹痕迹。
3.6包装:将1件或1件以上产品包裹包或捆扎成一个货物单元。
3.7标签:固定在包装件上的纸条或其他材料制品,上面标有产品名称、规格、生产厂等内容。
3.8标志:该术语适用于以下标识钢材特性的任何一种方法,如字模喷印、打印、书写等。
3.9吊牌:用钢丝、U形钉、平头钉等固定物在包装件或容器上的一种活动标签。
常用纸板、塑料、金属等材料制造。
3.10覆盖:用保护材料盖住产品或包装件的顶部和四个侧面(底部除外)。
3.11裹包:用保护材料完全包裹产品,即用保护材料包裹产品的顶部、底部和四个侧面。
3.12护角:安放在产品或包装件角部上起保护作用的构件。
3.13护棱:安放在产品或包装件棱边上起保护作用的构件。
3.14毛重:货物重量和所有的包装材料重量之和。
3.15净重:货物本身的重量。
3.16理论重量:根据钢材的公称尺寸和密度计算的重量。
4、检验规则4.1钢板的质量由供方技术监督部门进行检验和验收。
冷轧作业指导书(总2页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--冷轧作业指导书1、冷轧机分为1-6号机。
2、操作工人上岗前应穿戴好劳护用品,并由当班的管理人员开会安排工作任务及安全方面的注意事项。
3、冷轧工操作时选择与轧机的相符编号的坯管,未经得生产计划部同意不准私自更改轧制规格。
4、原料检查:①原料外表面要求无裂纹、翘皮等缺陷。
②外径、壁厚尺寸要求与生产传票相等。
③所有来料均要切除尾部飞皮,并无毛刺。
④特别检查钢号、标识是否与传票一致。
⑤如果不符合以上要求,需查明原因后才能生产。
5、轧机检查①检查所有按钮是否有效。
②检查所有油路是否正常。
6、轧管装料打开芯杆卡紧装置,将坯管装入芯杆卡紧装置和回转送进箱,进入中间床身的轧制中心线上,同事将坯管卡盘退至后极限位置或坯管长相适宜的位置。
调节三爪或液压夹紧装置将芯棒杆卡紧,并放上芯杆限位装置。
轧制启动开关,使用快捷键使坯管端面和卡盘接近(距离不超过10mm),开始轧制管子。
轧制第一支管子时,应先把送进速度调到低速轧制,并沿管子旋转方向用手带动旋转。
在轧出300mm时,应停机按技术要求进行检查,检查合格后可继续生产,不合格则调整斜楔来调试外径大大小,调整芯杆滑座位置来调试内孔的大小。
直到表面质量和尺寸精度符合生产技术要求。
当卡盘走到前端碰到限位开关时,停止前进,主电机停车,使其快速退回到后端,松开卡盘,等待重新上料再次轧制。
管子轧出轧机箱后,要及时放上刮油装置。
正常轧制后,应把调试管不合格部位切除,整支不合格的应拿出并作好标识和记录(写明钢号和实际尺寸)。
7、所轧坯管检查在调试正常后应检查:外径、壁厚、内孔、长度、直线度是否符合生产传票要求,并取样保留样品(所有精管,即下工序不需要热处理的)取样350mm,其他坯管取样100mm左右。
原则上统一规格取一个样,若中途有更换芯棒,调动轧机应及时取样看是否合格。
钢材检验作业指导书1、检验频次:每批不大于60t同厂家、同牌号、同批号、同规格钢筋。
超过60t的部分,每增加40t(或不足40t的余数),增加一个拉伸试验试样和一个弯曲试验试样。
2、检测项目抗拉强度、屈服强度、伸长率、冷弯,其标准规定值如下表:序号钢筋类别屈服强度极限强度伸长率弯曲1Ⅰ级钢筋235 370 25 合格2Ⅱ级钢筋335 455 17 合格3、主要试验仪器万能材料试验机、连续式标点机。
4、检测评定依据《金属材料室温拉伸试验方法》GB/T228-2002;《金属材料弯曲试验方法》GB/T232-1999;《钢筋混凝土用钢第2部分:热轧带肋钢筋》GB1499.2-2007;《钢筋混凝土用钢第1部分:热轧光圆钢筋》GB1499.1-2008。
5、取样方法⑴、低碳钢热扎圆盘条拉伸试验2根,弯曲试验2根;热扎光圆钢筋拉伸试验2根,弯曲试验;⑵、试件的切取时,应在钢筋或盘条的任意一端截去500mm后切取,钢筋的拉伸试样长度L≥5d+200mm,弯曲试样长度L≥5d+150mm(d为钢筋直径)。
①热轧带肋钢筋取样数量、取样方法、试验方法及评定方法按下表要求进行:序号检验项取样数取样方法试验方法评定方法1 拉伸2 任选2根切取GB/T228 GB1499.2-2 冷弯 2 任选2根切取GB/T2322008②热轧光圆钢筋取样数量、取样方法、试验方法及评定方法按下表要求进行:序号检验项取样数取样方法试验方法评定方法1 拉伸2 任选2根切取GB/T228 GB1499.1-2 冷弯 2 任选2根切取GB/T2322008 6、钢筋的拉伸试验⑴、万能材料试验机的精度应在±1%,试件预期破坏荷载应在试验机的最大量程的20%~80%。
⑵、原始标距的选定,钢筋直径为6~10mm时,原始标距选用10d,钢筋直径大于10mm时,原始标距选用5d(d-钢筋直径)。
⑶、原始标距的标实,采用钢筋连续标距仪或游标卡尺进行等份划分。
原材料检验指导书编制:审核:批准:品质部目录1、冷轧钢板 (1)2、热轧钢板 (2)3、不锈钢热板 (2)4、不锈钢冷板 (3)5、热轧花纹钢板 (4)6、铝板 (5)7、花纹铝板 (7)8、平焊法兰 (9)9、钢制对焊管件 (10)10、无缝钢管 (11)11、热轧型钢 (13)适用产品:轧制宽度≥600mm的冷轧钢板。
适用标准:GB/T 708-2006《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》。
供方要求:可以提供产品质量合格证明书。
检验要求:(1)进货检验数量:抽检3张,如合格则判定该批均合格;如不合格,则判定整批不合格。
(2)供方必须列入公司《合格供方名录》。
(3)每批产品随货附有产品质量合格证明书。
(4)表面允许有不影响使用的薄层氧化铁皮、铁锈和轻微的麻点、划痕等局部缺陷,但不能有结疤、裂纹、折叠、夹杂、气泡和氧化铁皮压入等对使用有害的缺陷。
(5)不得有分层。
(6)厚度允许误差(mm):适用产品:轧制宽度≥600mm的热轧钢板。
适用标准:GB/T 709-2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》。
供方要求:可以提供产品质量合格证明书。
检验要求:(1)进货检验数量:抽检3张,如合格则判定该批均合格;如不合格,则判定整批不合格。
(2)供方必须列入公司《合格供方名录》。
(3)每批产品随货附有产品质量合格证明书。
(4)表面允许有不影响使用的薄层氧化铁皮、铁锈和轻微的麻点、划痕等局部缺陷,但不能有结疤、裂纹、折叠、夹杂、气泡和氧化铁皮压入等对使用有害的缺陷。
(5)厚度允许误差(mm):3、不锈钢热板适用产品:耐腐蚀不锈钢热轧钢板。
适用标准:GB/T 4237-2015《不锈钢热轧钢板和钢带》。
供方要求:可以提供产品质量合格证明书。
检验要求:(1)进货检验数量:抽检3张,如合格则判定该批均合格;如不合格,则判定整批不合格。
(2)供方必须列入公司《合格供方名录》。
(3)每批产品随货附有产品质量合格证明书。
作业指导书钢材检验作业指导书文件编号:控制状态:发放编号:生效日期:年月日钢材检验作业指导书一、目的规范试验检验人员试验操作,保证试验过程的科学、正规、规范,确保试验结果客观、公正、公平。
二、范围适用于本室对所有钢材(包括型钢、钢筋、钢筋接头)的试验检验。
三、条件1、人员条件所有试验人员均应经过专业技能培训,持证上岗作业,取得交通部质监总站颁发的公路工程试验检测工程师证书或省级公路质监站颁发的公路工程试验检测员证书,并在本中心完成注册的人员。
熟悉本岗位试验操作规程、标准;熟练掌握本岗位试验操作的技能。
2、设备条件所有试验使用过程中使用的试验设备、工具均性能完好,已经国家权威机构检定(校准或测试须经确认)合格,标识清楚,且在合法有效的计量周期范围内。
3、环境条件钢材的检测环境要求试验一般在室内温度10℃~35℃范围内进行,对温度要求严格的试验,试验温度应为23℃±5℃。
四、质量标准1、样品准备检查样品的数量及外观是否能满足所检测参数及指标的要求。
2、试验方法及精度特别提示操作规程钢筋直径的复查:卡尺实量(注意对标准值判定);量长度、称重,计算直径,注意量测时,量测点一定要正确。
1)、样品准备。
用打点机或卡尺为样品进行标距。
开机预热10分钟。
2)、关回油阀,打开送油阀,升油缸5mm左右,关送油阀,将仪器读数清零。
此时切忌不能装样品上夹具。
3)、夹持样品,并确保样品被夹在夹具槽口中央。
此时切忌不能对仪器进行清零操作。
4)、按规程/标准规定的速率加载,直到样品破坏。
5)、关送油阀,打开回油阀,打印检测数据或读取检测数据。
6)、第二个样品检测。
如前面回油阀开的时间较长,油缸已降到底,试验应重复前面第2~5步;如油缸未降到底,可直接重复第3~5步,完成样品试验。
3、试验检验过程试验过程中,应有两人同时相互配合进行,分工协作;一人为主检员,一人为协助人员;主检员负责主要操作作业,一个辅助复查并负责记录数据;主检人员试验并诵读数据后,辅助人员应复查读数并在试验记录表上记录。
进货检验作业指导书目录一、进货检验作业指导书 (1)1 目的 (3)2 适用范围 (3)3 引用文件 (3)4 定义 (3)4.1 重缺陷 (3)4.2 轻缺陷 (3)4.3 碳素结构钢 (3)4.4 不锈钢 (3)4.5热轧状态 (3)4.6冷轧状态 (4)4.7钢板等级 (4)5 工作程序及要求 (4)5.1抽样标准 (4)5.2目检要求 (4)5.3检验设备/工具 (4)5.4检验环境要求 (4)5.5 HSE防护要求 (4)5.6来料待检区 (4)5.7来料检验要求 (4)5.8特殊物料检验 (4)6 技术参数 (4)6.1碳素结构钢 (4)6.2热轧钢板 (5)6.3冷轧钢板 (7)7 允许标准 (8)8 一般检验项目 (8)8.1尺寸测量 (8)8.2 外观检查 (8)8.3 判定等级 (9)1.目的制定此通用检验标准的目的是为来料提供一份完整的一般性检验,若Norsafe无特别检查的项目或客户要求,则一律按照此标准进行检验.如本标准与客户要求冲突,则以客户要求为准.2.适用范围此标准适用于冷轧钢板、热轧钢板、不锈钢板等的检验。
3.引用文件4.定义4.1重缺陷:指损坏、功能不良等影响将来产品的实质功能失去或造成可靠度降低的缺陷,包括产品的缺陷对未来产品的实质功能可能影响较大但又无法预料的缺陷,以及明显影响产品质量之缺陷,以MA 表示之;4.2 轻缺陷:系指来料的缺陷并不会明显影响未来产品的外观、组装、功能,以MI表示之。
4.3碳素结构钢这类钢主要保证力学性能,故其牌号体现其力学性能,用Q+数字表示,其中“Q”为屈服点“屈”字的汉语拼音字首,数字表示屈服点数值,例如Q275表示屈服点为275Mpa。
若牌号后面标注字母A、B、C、D,则表示钢材质量等级不同,含S、P的量依次降低,钢材质量依次提高。
若在牌号后面标注字母“F”则为沸腾钢,标注“b”为半镇静钢,不标注“F”或“b”者为镇静钢。
冷轧钢板电镀锌工艺及检验通用指导书XXXXXXXXXX有限公司20XX-5-211.目的规定钣金机箱中冷轧钢板电镀锌工艺的标准和方法,避免使用错误的镀锌参数和镀锌质量欠佳的工件入库或流入生产现场。
2.适用岗位适用于电镀锌工作和检验人员。
3.参考文件GBB/T4956-85 《磁性金属基体上非磁性覆盖层厚度测量》GB9800-88 《电镀锌和电镀镉层的铬酸转化膜》GB/T9799-1997 《金属覆盖层钢铁上的锌电镀层》4.工作描述4.1零部件要求4.1.1彻底清除箱体中的毛刺、包砂、飞边、焊渣、飞溅等表面缺陷。
4.1.2去除工件表面上有锈迹、机加工油、脏污。
4.2静电喷涂工艺流程要求4.2.1电镀工艺流程为:除油-清洗-盐酸活化-清洗-电镀锌-清洗-钝化-硝酸活化-清洗-烘干-冷却。
4.2.2根据下表进行喷涂参数的设定5.电镀检验5.1检验周期5.1.1电镀锌表面外观检查100%进行检验。
5.1.2电镀锌盐雾试验设定为3个月检验相关样品一次。
5.1.3电镀锌结合强度试验设定为3个月检验相关样品一次。
5.2检验方法及依据5.2.1在标准光源对色灯箱内,背景颜色为中灰色,以目视方法进行。
在300MM处目视肉眼观察镀层表面是否光亮,颜色均匀一致色,与标准样品颜色基本相同。
5.2.2.外观检验是否有缺陷:如起泡、脱落、粗糙、锈迹、水痕、刮伤和局部无镀层等。
5.2.3涂层防盐雾能力测试:采用GBT--2423.17-2008 《电工电子产品基本环境试验规程第2部分试验方法试验Ka;盐雾试验》的试验方法对样品进行48小时连续中性盐雾试验。
不合格时可用加严检验。
检验方法:使用盐雾测试仪器将其试验参数设置为:盐溶液采用分析纯,浓度为5%,雾化前的溶液PH值为6.8,试验室温度: 35℃/耐腐蚀试验法(CASS)50℃±1℃;压力桶温度: 47℃。
放入工件对工件进行48小时连续中性盐雾试验。
试验通过条件为:样机无腐蚀现象,但涂层钢板的切口和边缘允许生白锈。
1.目的规定板材的入检方式及判定规格,确保入检过程顺畅,保证入料品质。
2.适用范围适用于本公司所有的板材的入料检验,板材包括热轧板、冷轧板、镀锌板、铝板和不锈钢钢板。
3.检验要求3.1 材质证明:3.2 外观质量:板材的材质、规格、型号应符合设计要求和规范规定。
检验方法:检查外包装的标识、质量证明书。
4.1.2板材的表面质量应符合下列规定:合格:无裂纹、缩孔、夹渣、褶皱、重皮、砂眼、针孔和超过板厚公差之半的局部凹坑、碰伤。
检验方法:目视检查。
检查数量:每托的首张板。
3.3 尺寸。
Q235B板材的几何尺寸及偏差应符合下表(摘自GB/T709-2006)。
表1钢带(包括连轧钢板)的厚度偏差单位为毫米4.1.4宽度。
用圈尺测量,其尺寸应符合下表要求(摘自GB/T709-2006)。
表2切边钢带(包括连轧钢板)的宽度允许偏差单位为毫米4.1.5不平度。
钢板的不平度应符合下表要求(摘自GB/T709-2006)。
表3 连轧钢板的不平度单位为毫米检测方法:将钢板自由的平放在平面上,除钢板本身的重量外不施加任何压力。
用一根长度为1000mm或2000mm的直尺,在距离钢板纵边至少25mm和距横边至少200mm区域内的任何方向,用卷尺测量钢板的下表面与直尺之间的最大距离。
测量连轧钢板下表面与平面之间的最大距离(如图2所示)。
4.1.6化学成分及力学性能。
要求供应商提供材质证明,其性能应符合下表要求。
钢的化学性能要求产品名称执行标准C Si Mn S P Q235B GB/T700-2006≤0.2≤0.35≤1.4≤ 0.045≤0.045钢的力学性能要求产品名称执行标准屈服强度ReH(N/mm²)抗拉强度Rm(N/mm²)断后伸长率A/%冲击试验温度/℃冲击吸收功/JQ235B GB/T700-2006≥235370~500≥26+20274.2不锈钢钢板的检测。
不锈钢板:参照ASTM A240 / A 240M-05 标准检测方法和流程同Q235B检测。
XXXXX有限公司XX/ZJ-06-602006-10-01发布2006-10-01实施1.0目的对冷轧钢筋的原材料和产品实施验证,确保其质量。
2.0范围所有进厂的低碳钢热轧圆盘条,生产过程及交付的冷轧扭钢筋产品。
3.0使用工具游标卡尺、钢直尺、拉力实验机、弯曲试验机、相应的工装和记号笔。
4.0检验方法目测与验证,必要时外送检验。
5.0引用标准GB/T701-1997:低碳钢热轧圆盘条GB/T232-1999:金属材料弯曲试验方法GB/T228-1987:金属材料拉伸试验方法JG3046-1998:冷轧扭钢筋GB/T14981-2004:热轧盘条尺寸、外形、重量及允许偏差6.0验证步骤6.1原材料的入厂检验6.1.1核对文件和准确标准6.1.1.1核对入厂材料文件①内容:合同号、牌号、材质、数量、力学性能、重量、批量及生产厂商等;②无质量证明文件或质量证明文件不齐全,可以拒收。
6.1.1.2准备检验标准①国家和行为标准JG3046-1998;冷轧扭钢筋;GB701-1991:低碳钢热轧圆盘条;GB/T232-1999:金属材料弯曲试验方法GB/T228-1987:金属材料拉伸试验方法GB/T14981-2004:热轧盘条尺寸、外形、重量及允许偏差②《进货检验手册》或《冷轧扭钢筋检验作业指导书》;③顾客的特殊需要。
6.1.2材料的外观检验6.1.2.1标记检查①内容:材料的牌号、规格、技术标准或产地等;②无标记或标记不清,可以拒收。
6.1.2.2表面质量的检验①无锈蚀、凹坑、无纹、无结疤、无轧叠、无耳子等轧制缺陷;②无断裂、无变形等外伤性缺陷;③将盘条端部(含头部或尾部)50~100mm 切下,观察截面不得有分层和夹杂; ④允许划伤、压痕、凹坑、麻点及小裂纹(深度均不超过0.2mm 的缺陷存在)。
6.1.3原材料的牌号或化学成分检验 6.1.3.1牌号或化学成分如下表盘条牌号与化学成分6.1.3.2在保证力学性能符合上表时,碳、锰含量下限可不做交货条件,当采用Q215时,其碳的含量不宜小于0.12%。