公差与测量第二章
- 格式:ppt
- 大小:4.10 MB
- 文档页数:88
《公差配合与测量技术》(笫二版)各章习题参考答案第一章 光滑圆柱的公差与配合习题1—10解:1)该配合用于对心与可拆卸,根据给出条件,x max ≯20μm,Y max ≯-20μm 可知 为过渡配合。
2)考虑到一般情况下应优先选用基孔制,该配合未提出其它要求,故选用基孔制。
3)求出配合公差 T f =|X max --Y max |=40μm查教材P14表1—2 IT6+IT7=13+21=34μm <40μm 故令孔选用IT7 轴选用IT64)确定孔、轴极限偏差并选定配合 ∵基准孔 EI=0 ES=+IT7=+21μm ∴X max =ES-ei=21-ei 设X max 暂按20代入则ei=21-20=1μmY max =EI-es=0-es 则es=0-(-20)=+20μm查表1—5 只有轴的基本偏差k 为ei=+2μm 与计算的值相接近,故选k ,对前 计算值重新修正: X max =ES-ei=21-2=19μm 显然,X max 仍小于20μm ,符合题意。
即:配合应为 Φ25H7∕k6 5)验算Φ25H7: ES=21μm EI=0μm Φ25k6: es=20μm ei=2μm X max =ES-ei=21-2μm=19μm Y max =EI-es=0-20μm =-20μm即: X max ≯20μm ,Y max ≯-20μm 符合题意。
习题 1—11解:1)确定基准制 因为一般情况,可选用基孔制 2)确定孔、轴公差等级由于 T f =︱X max -X min ︱=︱0.097-0.04︱=0.057mm=57μm查表1—2,与计算相接近的孔、轴公差等级为:IT6=22μm IT7=35μm 取孔公差等级为IT7(比轴低一级) 即 T D =35μm ∕轴公差等级为IT6 T d =22μm 则基准孔 ES=+35μm EI=03)计算热变形所引进的间隙变化量ΔX=95〔22×10-6(100-20)-22×10-6(150-20)〕=-0.1045㎜=-105μm 4)确定非基准件轴的基本偏差因基准孔 ES=35μm EI=0∵ X min =EI-es=40μm ∴es=- X min =-40μm ei=es-T d =-62μm 为了补偿热变形,在所计算的轴的上下偏差中加入补偿值ΔX ,即:es '=es +ΔΧ=-145μm ei '=ei +ΔΧ=-167μm故气缸孔的尺寸及偏差应为: Φ95035.00(mm )活塞的尺寸及偏差应为 : Φ95145.0167.0--(mm )习题1—17解:1)减速器属于一般机械,题意已明确采用P 0级精度2)查《现代综合机械设计手册》(中) 北京出版社 P1249页轴承内径 d=45mm 外径 D=75mm 宽 B=16mm 额定径向动负荷 C=21KN 实际径向动负荷为:1500N ∴P=1500∕21000=0.07 查表1-28 P <0.07C 应属于轻负荷3)查表1—24 轴承内孔与轴配合的公差带应为Φ45j6 ;查表1—25 轴承和外壳配合的公差带应为φ75H7 习题1—18解:1)参照教材P45各级精度应用的范围,应选择P0级2)已知该汽车所用前轴承的负荷为轻系列深沟球轴承,型号可选为:61810 3)该轴承内孔与轴的配合查表1—24,应选公差带为:Φ50j6;查表1—25与轴承配合的外壳孔公差带为:φ65J7第二章 测量技术基础习题2—23解:1)假设经过判断,不存在已定系统误差2)求出测量列算术平均值 X =10.01275㎜3)计算残差∑=121i νi=0 不存在未定系统误差4)计算测量列单次测量值的标准差S ≈1.865μm5)判断粗大误差3S=3×1.865μm=5.595μm由于测量列的各残差值皆小于3S ,故无粗大误差6)计算测量列总体算术平均值的标准偏差-xσ=nS =12865.1≈0.54μm7)计算测量列总体算术平均值的测量极限误差-)(x lim δ=±3-xσ=0.543⨯±μm=62.1±μm ≈1.6μm8)确定测量结果单次测量结果(第五次) X 5=10.014±3S=10.014±0.0056㎜算术平均值表示的测量结果 X C =-x ±3-xσ=10.±.0016㎜习题2—24解:1)如果只测量1次,则测量值20.020㎜为不定值(∵S=0),此时测量结果 为20.020±lim δ=20.020±0.005㎜ 即测量值可能为20.025~20.015㎜内的任何值。
题目:配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。
选项A:对
选项B:错
答案:对
题目:选择公差原则时,应综合考虑零件的功能要求、生产批量、机床设备状况和操作人员的技术素质等因素。
选项A:对
选项B:错
答案:对
题目:所设计孔、轴配合中的孔和轴加工后,经测量合格的某一实际孔与某一实际轴在装配后得到了间隙,则设计配合:
选项A:可能是间隙配合也可能是过渡配合
选项B:一定是间隙配合
选项C:一定是过盈配合
选项D:一定时过渡配合
答案:可能是间隙配合也可能是过渡配合
题目:下列配合中间隙最大的是:
选项A:H7/h6
选项B:H7/d6
选项C:H7/t6
选项D:H7/f6
答案:H7/d6
题目:下列配合中,配合公差最小的是:
选项A:φ30H8/g7
选项B:φ100H7/g6
选项C:φ30H7/g6
选项D:φ30H7/u7
答案:φ30H7/g6
题目:查出φ40H8/f7配合中孔和轴的上、下偏差,配合性质为:选项A:ES=35um EI=0 es=-25um ei=-50um 过渡配合
选项B:ES=39um EI=0 es=-25um ei=-50um 间隙配合
选项C:ES=39um EI=0 es=-20um ei=-45um 间隙配合
选项D:ES=39um EI=0 es=-25um ei=-45um 过盈配合
答案:ES=39um EI=0 es=-25um ei=-50um 间隙配合
题目:下列极限与配合在零件图上标注正确的是:
选项A:。
公差配合与技术测量教案第一章:概述1.1 课程介绍本课程旨在让学生了解和掌握公差配合与技术测量的基础知识,培养学生进行尺寸控制和质量检测的能力。
1.2 教学目标(1)理解公差配合的基本概念;(2)掌握尺寸公差、形状公差和位置公差的概念及分类;(3)了解技术测量的基本原理和方法。
1.3 教学内容(1)公差配合的基本概念;(2)尺寸公差、形状公差和位置公差的概念及分类;(3)技术测量的基本原理和方法。
第二章:尺寸公差2.1 教学目标(1)掌握尺寸公差的基本概念;(2)了解尺寸公差的标注方法和限制;(3)熟悉尺寸公差在实际工程中的应用。
2.2 教学内容(1)尺寸公差的基本概念;(2)尺寸公差的标注方法;(3)尺寸公差的限制;(4)尺寸公差在实际工程中的应用。
第三章:形状公差3.1 教学目标(1)掌握形状公差的基本概念;(2)了解形状公差的分类及标注方法;(3)熟悉形状公差在机械加工中的应用。
3.2 教学内容(1)形状公差的基本概念;(2)形状公差的分类及标注方法;(3)形状公差在机械加工中的应用。
第四章:位置公差4.1 教学目标(1)掌握位置公差的基本概念;(2)了解位置公差的分类及标注方法;(3)熟悉位置公差在机械加工中的应用。
4.2 教学内容(1)位置公差的基本概念;(2)位置公差的分类及标注方法;(3)位置公差在机械加工中的应用。
第五章:技术测量5.1 教学目标(1)掌握技术测量的基本原理;(2)了解常用测量工具及使用方法;(3)熟悉测量误差及减小方法。
5.2 教学内容(1)技术测量的基本原理;(2)常用测量工具及使用方法;(3)测量误差及减小方法。
第六章:公差配合在工程中的应用6.1 教学目标(1)理解公差配合在工程中的重要性;(2)掌握公差配合在设计、生产和使用过程中的应用;(3)了解公差配合在提高产品质量和降低成本中的作用。
6.2 教学内容(1)公差配合在工程中的重要性;(2)公差配合在设计、生产和使用过程中的应用;(3)公差配合在提高产品质量和降低成本中的作用。
第二章练习一判断题1(×)机械加工的目的是要把所有同一规格的尺寸准确地加工成同一数值。
2(√)极限尺寸和实际尺寸有可能大于、小于或等于基本尺寸。
3(√)极限偏差和实际偏差可以为正值、负值或零。
4(√)公差只可能是正值,不可能是负值或零。
5(×)偏差只可能是正值,不可能是负值或零。
6(×)最大实体状态是孔、轴具有允许的材料量为最少的状态。
7(×)公差可以说是允许零件尺寸的最大偏差。
8(×)图样标注φ200 -0.021的轴,加工得愈靠近基本尺寸就愈精确。
9(×)孔、轴配合为φ40H9/n9,可以判断是过渡配合。
10(√)基轴制过渡配合的孔,其下偏差必小于零。
11(×)相互结合的孔与轴,其公差数值必须相等。
12(√)不经选择与修配,就能互相替换装配的零件,就是具有互换性的零件。
13(×)零件的互换程度越高越好。
14(×)零件的最大实体尺寸大于零件的最小实体尺寸。
15(×)公差值愈大,说明该尺寸与其基本尺寸相差愈大。
16(×)某一对孔、轴结合的实际间隙为+0.003mm,,则此孔、轴组成的配合一定是间隙配合。
二选择题1( D )配合精度高,表明A、X或Y值小B、轴的公差值大于孔的公差值C、轴的公差值小于孔的公差值D、轴、孔公差值之和小2( A )配合是_____相同的孔与轴的结合A、基本尺寸B、实际尺寸C、作用尺寸D、实效尺寸3( B )标准公差值与_____有关A、基本尺寸和公差等级B、基本尺寸和基本偏差C、公差等级和配合性质D、基本偏差和配合性质4( C )基本偏差代号为P(p)的公差带与基准件的公差带可形成_____。
A、过渡或过盈配合B、过渡配合C、过盈配合D、间隙配合15( D )最大实体尺寸是_____的统称A、孔的最小极限尺寸和轴的最小极限尺寸B、孔的最大极限尺寸和轴的最大极限尺寸C、轴的最小极限尺寸和孔的最大极限尺寸D、轴的最大极限尺寸和孔的最小极限尺寸16( B )从加工过程看,零件尺寸进入公差范围的“起始尺寸”是A、最大极限尺寸B、最大实体尺寸C、最小极限尺寸D、最小实体尺寸17( D )从加工过程看,零件尺寸的“终止尺寸”是A、最大极限尺寸B、最大实体尺寸C、最小极限尺寸D、最小实体尺寸18( A )基孔制是基本偏差为一定孔的公差带,与不同_____轴的公差带形成各种配合的一种制度A、基本偏差的B、基本尺寸的C、实际偏差的D、以上都不是19( A )在计算标准公差值时,各尺寸段内所有基本尺寸的计算值是用各尺寸段的_____•作为该段内所有基本尺寸来计算值的A、首尾两个尺寸的几何平均值B、所有尺寸的算术平均值C、所有尺寸的几何平均值D、首尾两个尺寸的算术平均值20( D )设置基本偏差的目的是将_____加以标准化,以满足各种配合性质的需要。
《公差与测量技术》作业绪论一、填空题1、互换性是指在制成的()的一批零件或部件中,任取其一,不需要做任何()、()或()就能进行装配,并能满足机械产品的()的一种特性。
2、互换性原则广泛用于机械制造中的()、()、()、机器的()等各个方面。
3、零件的互换性既包括其()的互换,也包括其()的互换。
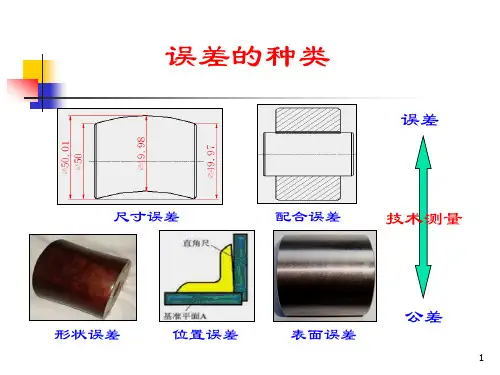
4、零件的几何量误差主要包含()、()和()等。
5、几何量公差就是零件几何参数()的(),它包括()和()等。
6、制定和贯彻()是实现互换性的基础,对零件的()是保证互换性生产的重要手段。
二、判断题1、互换性要求零件具有一定的加工精度。
()2、零件在加工过程中的误差是不可避免的。
()3、具有互换性的零件应该是形状和尺寸完全相同的零件。
()4、只有将零件的误差控制在相应的公差范围内,才能保证互换性的实现。
()5、测量的目的只是判定加工后的零件是否合格。
()三、单向选择题1、关于互换性,下列说法中错误的是()A、互换性要求零件具有一定的加工精度B、现代化生产必须遵循互换性原则C、为使零件具有互换性,必须使零件的各几何参数完全一致2、关于零件的互换性,下列说法中错误的是()A、凡是合格的零件一定具有互换性B、凡是具有互换性的零件必为合格品C、为使零件具有互换性,必须把零件的加工误差控制在给定的公差范围内3、具有互换性的零件应是()A、相同规格的零件B、不同规格的零件C、形状、尺寸完全相同的零件4、某种零件在装配时需要进行修配,则此零件()A、具有互换性B、不具有互换性C、无法确定其是否具有互换性5、关于几何参数的公差,下列说法正确的是()A、几何参数的公差就是零件几何参数的变动量B、只有将零件的误差控制在相应的公差范围内,才能保证互换性的实现C、制定和贯彻公差标准是保证互换性生产的重要手段第一章1-1 基本术语及其定义一、判断题1、凡内表面皆为孔,外表面皆为轴。
()2、孔、轴是指圆柱的内外表面及由两平行平面和切面形成的包容面、被包容面。
第二章几何量测量基础思考题2-1 我国法定计量单位中长度的基本单位是什么?试述第十七届国际计量大会通过的长度基本单位的定义?2-2 测量的实质是什么?一个完整的测量过程应包括哪四个要素?2-3 以量块作为传递长度基准量值的媒介有何优点,并说明量块的用途?2-4 量块的制造精度分哪几级,量块的检定精度分哪几等,分“级”和分“等”的主要依据是什么?2-5 量块按“级”和按“等”使用时的工作尺寸有何不同?何者测量精度更高?2-6 何谓量具、量规、量仪?2-7 计量器具的基本技术性能指标中,标尺示值范围与计量器具测量范围有何区别?标尺刻度间距、标尺分度值和灵敏度三者不何区别?示值误差与测量重复性有何区别?并举例说明。
2-8 几何量测量方法中,绝对测量与相对测量有何区别?直接测量与间接测量有何区别?交举例说明。
2-9 测量误差的绝对误差与相对误差有何区别?两者的应用场合有何不同?2-10 测量误差按特点和性质可分为哪三类?试说明产生这三类测量误差的主要因素。
2-11 试说明三类测量误差各自的特性,可用什么方法分别发现、消除或减小这三类测量误差,以提高测量精度?2-12 如何估算服从正态分布的随机误差的大小?服从正态分布的随机误差具有哪四个基本特性。
2-13 进行等精度测量时,以多次重复测量的测量列算术平均值作为测量结果的优点是什么?它可以减小哪类测量误差对测量结果的影响?2-14 进行等精度测量时,怎样表示单次测量和多次重复测量的测量结果?测量列单次测量值和算术平均值的标准偏差有何区别?2-15 什么是函数误差?如何计算函数系统误差和函数随机误差?习题一、判断题(正确的打√,错误的打×)1、直接测量必为绝对测量。
( )2、为减少测量误差,一般不采用间接测量。
( )3、为提高测量的准确性,应尽量选用高等级量块作为基准进行测量。
( )4、使用的量块数越多,组合出的尺寸越准确。
( )5、0~25mm千分尺的示值范围和测量范围是一样的。
公差与检测技术知到章节测试答案智慧树2023年最新江苏大学第一章测试1.互换性是几何量相同意义上的互换。
()参考答案:错2.公差数值越大,几何量的精度越低。
()参考答案:错3.几何量公差属于标准化的范畴。
()参考答案:对4.国家标准规定我国以“十进制的等差数列”作为优先数系。
()参考答案:错5.R10/3系列,就是从基本系列R10中,自1以后,每逢3项取一个优先数组成的派生系列。
()参考答案:对6.检测是检验与测量的统称。
()参考答案:对7.接触测量适合测量软质表面或薄壁易变形的工件。
()参考答案:错8.标准化就是标准的制定过程。
()参考答案:错9.公差是几何量允许变动的范围,其数值()参考答案:只能为正10.多把钥匙能开同一把锁,是因为这些钥匙()参考答案:同时具有功能性互换和几何量互换11.保证互换性生产的基础是()参考答案:标准化12.下列情况允许企业标准存在的情况是()参考答案:严于国家标准的企业标准13.R20系列中,每隔()项,数值增至10倍。
参考答案:2014.用光滑极限量规检验轴时,检验结果能确定该轴()参考答案:合格与否15.直尺属于()类计量器具。
参考答案:量具16.下列属于零部件不完全互换的有()参考答案:同一厂制造或装配时可采用的互换性;制造或装配时允许分组或修配实现的互换性17.下列关于标准说法正确的是()参考答案:国家标准由国务院标准化行政主管部门;极限与配合标准属于基础标准范畴;以“GB/T”为代号的标准是推荐性标准;ISO是世界上最大的标准化组织18.下列属于优先数系选择原则的是()参考答案:应遵守先疏后密的原则;当基本系列不能满足要求时,可选择派生系列;选择派生系列,应优先选择延伸项中含有1的派生系列19.从提高测量精度的目的出发,应选用的测量方法有()参考答案:直接测量;相对测量20.尺寸公差与几何公差采用独立原则时,零件加工后的实际尺寸和几何误差中有一项超差,则该零件()。
《公差配合与技术测量》教案最全面第一章:绪论1.1 课程介绍了解《公差配合与技术测量》课程的背景和重要性。
理解公差配合与技术测量在工程技术和制造行业中的应用。
1.2 公差配合的概念解释公差配合的含义和作用。
掌握基本公差和配合的分类。
1.3 技术测量的基本概念介绍技术测量的定义和目的。
掌握常用测量工具和仪器的基本原理和使用方法。
第二章:尺寸公差与配合2.1 尺寸公差的概念解释尺寸公差的概念和作用。
掌握基本尺寸、公称尺寸和实际尺寸的关系。
2.2 配合制度介绍配合制度的分类和特点。
掌握配合公差等级的表示方法。
2.3 配合的应用学习配合的选择和应用方法。
掌握配合公差在实际工程中的应用实例。
第三章:形状和位置公差3.1 形状公差解释形状公差的概念和作用。
掌握基本形状公差的表示方法。
3.2 位置公差介绍位置公差的概念和作用。
掌握基本位置公差的表示方法。
3.3 形状和位置公差的应用学习形状和位置公差的选择和应用方法。
掌握形状和位置公差在实际工程中的应用实例。
第四章:表面粗糙度4.1 表面粗糙度的概念解释表面粗糙度的含义和作用。
掌握表面粗糙度的表示方法。
4.2 表面粗糙度的测量介绍表面粗糙度的测量方法和仪器。
掌握表面粗糙度测量的基本技巧。
4.3 表面粗糙度的应用学习表面粗糙度的选择和应用方法。
掌握表面粗糙度在实际工程中的应用实例。
第五章:测量技术5.1 测量概述了解测量技术的概念和作用。
掌握测量的基本原理和方法。
5.2 测量工具和仪器介绍常用测量工具和仪器的基本原理和使用方法。
掌握测量工具和仪器的选择和操作技巧。
5.3 测量误差与数据处理学习测量误差的概念和分类。
掌握数据处理的基本方法和技巧。
第六章:尺寸链与公差带6.1 尺寸链的概念解释尺寸链的含义和作用。
掌握尺寸链的构成和计算方法。
6.2 公差带的概念介绍公差带的含义和作用。
掌握公差带的表示方法。
6.3 尺寸链和公差带的应用学习尺寸链和公差带的选择和应用方法。