第四章 焊点机械可靠性设计及评价方法
- 格式:pdf
- 大小:1.23 MB
- 文档页数:10

焊点的质量与可靠性1. 焊点质量的重要性焊接是一种常见的金属连接方法,它在各种工业领域都有广泛的应用。
焊点的质量直接关系到焊接件的强度、可靠性和寿命。
因此,焊点质量的高低对于产品的质量以及人身安全都具有重要的影响。
2. 影响焊点质量的因素焊点的质量受多种因素的影响,以下是几个常见的因素:2.1. 焊接材料的选择焊接材料的选择对焊点质量具有重要影响。
合适的焊接材料可以提高焊点的强度和韧性,从而提高焊接件的可靠性。
一般来说,焊接件的材料应与被焊接材料具有良好的相容性,以确保焊接的质量。
2.2. 焊接工艺参数的控制焊接工艺参数,如焊接电流、焊接时间和焊接速度等,对焊点的质量起着重要的影响。
过高或过低的焊接电流可能导致焊点的气孔和裂纹,影响焊接件的可靠性。
因此,必须严格控制焊接工艺参数,以获得高质量的焊点。
2.3. 表面处理焊接前的表面处理对焊点质量也具有重要影响。
表面的油污、氧化物以及其他污染物可能导致焊接时的缺陷或不良结构,降低焊点的质量。
因此,在焊接前必须对工件进行适当的清洗和处理,确保焊点质量可靠。
3. 焊点质量的检测方法为了保证焊点的质量和可靠性,需要对焊点进行有效的质量检测。
以下是一些常见的焊点质量检测方法:3.1. 目测检测目测检测是最简单的焊点质量检测方法之一。
通过肉眼观察焊点表面的情况,判断焊点是否存在裂纹、疏松和气孔等缺陷。
这种方法成本低廉,操作简单,但对于微小缺陷的检测效果较差。
3.2. X射线检测X射线检测是一种非破坏性的焊点检测方法。
通过照射焊点并观察照片来检测焊点内部的缺陷。
X射线检测能够发现微小的裂纹和气孔,可以较为准确地评估焊点的质量。
然而,X射线设备的成本较高,需要专业人员进行操作。
3.3. 超声波检测超声波检测是一种常用的焊点质量检测方法。
通过发送超声波脉冲并接收回波,来评估焊点内部的缺陷情况。
超声波检测可以检测到焊点的裂纹、夹渣和未熔合等缺陷,具有较高的灵敏度和准确性。
SMT焊点可靠性研究前言近几年﹐随着支配电子产品飞速发展的高新型微电子组装技术--表面组装技术(SMT)的飞速发展﹐SMT焊点可靠性问题成为普遍关注的焦点问题。
与通孔组装技术THT(Through Hole Technology)相比﹐SMT在焊点结构特征上存在着很大的差异。
THT焊点因为镀通孔内引线和导体铅焊后﹐填缝铅料为焊点提供了主要的机械强度和可靠性﹐镀通孔外缘的铅焊圆角形态不是影响焊点可靠性的主要因素﹐一般只需具有润湿良好的特征就可以被接受。
但在表面组装技术中﹐铅料的填缝尺寸相对较小﹐铅料的圆角(或称边堡)部分在焊点的电气和机械连接中起主要作用﹐焊点的可靠性与THT焊点相比要低得多﹐铅料圆角的凹凸形态将对焊点的可靠性产生重要影响。
另外﹐表面组装技术中大尺寸组件(如陶瓷芯片载体)与印制线路板的热膨胀系数相差较大﹐当温度升高时﹐这种热膨胀差必须全部由焊点来吸收。
如果温度超过铅料的使用温度范围﹐则在焊点处会产生很大的应力最终导致产品失效。
对于小尺寸组件﹐虽然因材料的CTE 失配而引起的焊点应力水平较低﹐但由于SnPb铅料在热循环条件下的粘性行为(蠕变和应力松弛)存在着蠕变损伤失效。
因此﹐焊点可靠性问题尤其是焊点的热循环失效问题是表面组装技术中丞待解决的重大课题。
80年代以来﹐随着电子产品集成水平的提高,各种形式﹑各种尺寸的电子封装器件不断推出﹐使得电子封装产品在设计﹑生产过程中,面临如何合理地选择焊盘图形﹑焊点铅料量以及如何保证焊点质量等问题。
同时﹐迅速变化的市场需求要求封装工艺的设计者们能快速对新产品的性能做出判断﹑对工艺参数的设置做出决策。
目前﹐在表面组装组件的封装和引线设计﹑焊盘图形设计﹑焊点铅料量的选择﹑焊点形态评定等方面尚未能形成合理统一的标准或规则﹐对工艺参数的选择﹑焊点性能的评价局限于通过大量的实验估测。
因此﹐迫切需要寻找一条方便有效的分析焊点可靠性的途径﹐有效地提高表面组装技术的设计﹑工艺水平。
焊点可靠性分析技术要点1. 可焊性的评估和测试可焊性一般指金属表面被熔融焊料润湿的能力,润湿的过程如上所述,在电子行业中,可焊性评估的目的是验证元器件引脚或焊端的可焊性是否满足规定的要求和判断存储对元器件焊接到单板上的能力是否产生了不良影响,可焊性测试主要是测试镀层可润湿能力的稳健性(robustness)。
可焊性测试通常用于判断元器件和PCB在组装前的可焊性是否满足要求。
焊料润湿性能的试验方法有很多种,包括静滴法(Sessile drop)、润湿称量法(Wetting balance也称润湿平衡法)、浸锡法等。
图1为静滴法的示意图,该法是将液体滴落在洁净光滑的试样表面上,待达到平衡稳定状态后,拍照放大,直接测出润湿角θ,并可通过θ角计算相应的液—固界面张力。
该法中接触角θ可用于表征润湿合格与否,θ≤90°,称为润湿,θ>90°,称为不润湿,θ=0°,称为完全润湿,θ=180°,为完全不润湿。
润湿称量法则是将试样浸入焊锡中,测量提升时的荷重曲线,然后根据该荷重曲线,得出对润湿时间以及浮力进行修正后的润湿力。
以上两种方法为定量的方法,浸锡法则是定性的方法,是将试样浸入熔融焊料炉,观察焊料在镀层上的爬锡情况,凭经验定性评估镀层对焊料润湿情况,从而得出可焊性结论。
这种方法具有快捷、方便和费用少等特点,但是它的重复性和再现性Gauge R&R差,两个人在不同时间进行同一测试可能会得出不同的结论。
可焊性的测试方法,代表性的标准为“IPC/EIA J-STD-003B印制板可焊性试验”和“IPC/EIA/JEDEC J-STD-002C元件引线、焊接端头、接线片及导线的可焊性测试”。
润湿称量法由于其具有良好的重复性和再现性,受到多个标准的推荐使用。
影响可焊性的因素很多,主要有:焊料的合金组成、表面镀层(或者表面处理)、温度、助焊剂和时间等。
目前用于电子装配的焊料合金,主要以锡添加其它金属组成,添加的金属类型和量的比例,对润湿性能有很大影响。
SMT焊点可靠性研究前言近几年﹐随着支配电子产品飞速发展的高新型微电子组装技术--表面组装技术(SMT)的飞速发展﹐SMT焊点可靠性问题成为普遍关注的焦点问题。
与通孔组装技术THT(Through Hole Technology)相比﹐SMT在焊点结构特征上存在着很大的差异。
THT焊点因为镀通孔内引线和导体铅焊后﹐填缝铅料为焊点提供了主要的机械强度和可靠性﹐镀通孔外缘的铅焊圆角形态不是影响焊点可靠性的主要因素﹐一般只需具有润湿良好的特征就可以被接受。
但在表面组装技术中﹐铅料的填缝尺寸相对较小﹐铅料的圆角(或称边堡)部分在焊点的电气和机械连接中起主要作用﹐焊点的可靠性与THT焊点相比要低得多﹐铅料圆角的凹凸形态将对焊点的可靠性产生重要影响。
另外﹐表面组装技术中大尺寸组件(如陶瓷芯片载体)与印制线路板的热膨胀系数相差较大﹐当温度升高时﹐这种热膨胀差必须全部由焊点来吸收。
如果温度超过铅料的使用温度范围﹐则在焊点处会产生很大的应力最终导致产品失效。
对于小尺寸组件﹐虽然因材料的CTE 失配而引起的焊点应力水平较低﹐但由于SnPb铅料在热循环条件下的粘性行为(蠕变和应力松弛)存在着蠕变损伤失效。
因此﹐焊点可靠性问题尤其是焊点的热循环失效问题是表面组装技术中丞待解决的重大课题。
80年代以来﹐随着电子产品集成水平的提高,各种形式﹑各种尺寸的电子封装器件不断推出﹐使得电子封装产品在设计﹑生产过程中,面临如何合理地选择焊盘图形﹑焊点铅料量以及如何保证焊点质量等问题。
同时﹐迅速变化的市场需求要求封装工艺的设计者们能快速对新产品的性能做出判断﹑对工艺参数的设置做出决策。
目前﹐在表面组装组件的封装和引线设计﹑焊盘图形设计﹑焊点铅料量的选择﹑焊点形态评定等方面尚未能形成合理统一的标准或规则﹐对工艺参数的选择﹑焊点性能的评价局限于通过大量的实验估测。
因此﹐迫切需要寻找一条方便有效的分析焊点可靠性的途径﹐有效地提高表面组装技术的设计﹑工艺水平。
计算机系统的焊点可靠性试验简介在计算机系统的生产过程中,焊接是重要的步骤之一。
焊点的可靠性对于计算机系统的正常运行和使用寿命具有重要影响。
为了测试焊点的可靠性,采用焊点可靠性试验是一种常见的方法。
本文将介绍计算机系统的焊点可靠性试验的过程和一些常见的测试方法。
焊点可靠性试验的目的焊点可靠性试验的主要目的是评估焊点的质量和寿命。
通过对焊点进行试验,可以检测焊点的强度、稳定性和可靠性。
通过这些试验结果,可以判断焊点是否能够满足计算机系统的要求,从而采取相应的措施提高焊接质量和可靠性。
焊点可靠性试验的步骤焊点可靠性试验的步骤可以分为以下几个阶段:1. 焊接准备在进行焊点可靠性试验之前,需要对焊接过程进行准备。
这包括选择适当的焊接材料和焊接方法,准备焊接设备以及调试焊接参数。
2. 样品制备制备好焊接样品是进行焊点可靠性试验的关键步骤之一。
根据需要测试的焊接部件的类型和规格,选择合适的基材和焊料进行样品制备。
将焊接样品制备成相应的形状和尺寸,确保样品的一致性和代表性。
3. 焊接过程在焊接过程中,根据样品的要求进行焊接操作。
根据焊接方法的不同,可以采用手工焊接、自动化焊接或者半自动化焊接。
焊接过程中需要注意控制焊接温度、焊接时间和焊接速度等参数,确保焊接质量的稳定性和一致性。
4. 焊点可靠性测试焊接完成后,通过对焊点进行可靠性测试来评估焊点的质量和寿命。
常见的焊点可靠性测试方法包括静态拉力测试、冲击测试、热老化测试和震动测试等。
根据测试结果,可以评估焊点的可靠性,并鉴定焊接过程中存在的问题。
5. 结果分析和改进根据焊点可靠性试验的结果和分析,可以对焊接过程进行改进和优化。
通过调整焊接参数、改善焊接材料和改进焊接设备等方式,提高焊点的可靠性和稳定性。
常见的焊点可靠性试验方法在计算机系统的焊点可靠性试验中,常见的试验方法包括以下几种:1. 静态拉力测试静态拉力测试是一种常见的焊点强度测试方法。
通过施加拉力,测试焊点的强度和断裂负荷。
焊点的质量与可靠性机电工程学院微电子制造工程1000150312 黄荣雷摘要:本文介绍了Sn-Pb合金焊接点发失效的各种表现形式,探讨失效的各种原因。
在实践基础上,指出如何在工艺上进行改进已改善焊点的可靠性,提高产品的质量。
1前言电子产品的"轻、薄、短、小"化对元器件的微型化和组装密度提出了更高的要求。
在这样的要求下,如何保证焊点质量是一个重要的问题。
焊点作为焊接的直接结果,它的质量与可靠性决定了电子产品的质量。
也就是说,在生产过程中,组装的质量最终表现为焊接的质量。
目前,在电子行业中,虽然无铅焊料的研究取得很大进步,在世界范围内已开始推广应用,而且环保问题也受到人们的广泛关注,但是由于诸多的原因,采用Sn-Pb焊料合金的软钎焊技术现在仍然是电子电路的主要连接技术。
文中将就Sn-Pn焊料合金的焊点质量和可靠性问题进行较全面地介绍。
2焊点的外观评价良好的焊点应该是在设备的使用寿命周期内,其机械和电气性能都不发生失效。
其外观表现为:(1)良好的湿润;(2)适当的焊料量和焊料完全覆盖焊盘和引线的焊接部位(或焊端),元件高度适中;(3)完整而平滑光亮的表面。
原则上,这些准则适合于SMT中的一切焊接方法焊出的各类焊点。
此外焊接点的边缘应当较薄,若焊接表面足够大,焊料与焊盘表面的湿润角以300以下为好,最大不超过600。
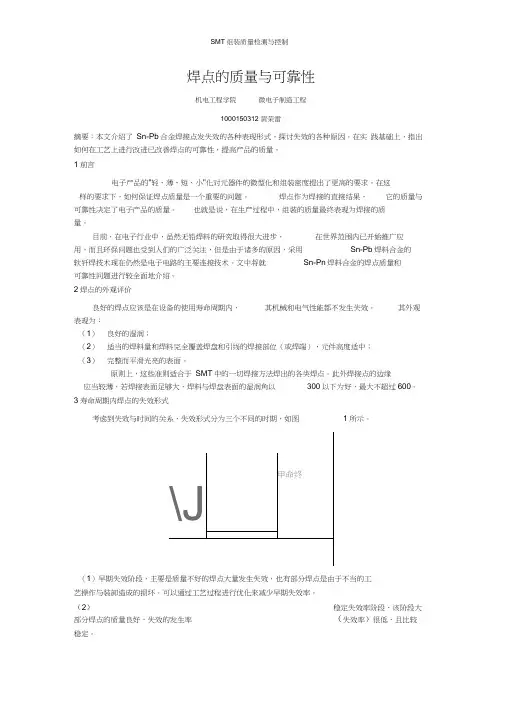
3寿命周期内焊点的失效形式考虑到失效与时间的关系,失效形式分为三个不同的时期,如图1所示。
(1)早期失效阶段,主要是质量不好的焊点大量发生失效,也有部分焊点是由于不当的工艺操作与装卸造成的损坏。
可以通过工艺过程进行优化来减少早期失效率。
(2)稳定失效率阶段,该阶段大部分焊点的质量良好,失效的发生率(失效率)很低,且比较稳定。
(3)寿命终结阶段,失效主要由累积的破环性因素造成,包括化学的、冶金的、热-机械特性等因素,比如焊料与被焊金属之间发生金属化合反应,或热-机械应力造成焊点失效。

焊接工程质量评定1. 简介焊接是一种常见的金属连接技术,广泛应用于工程建设和制造业中。
然而,焊接工程的质量是影响工程质量和安全的关键因素之一。
对于焊接工程的质量评定,需要综合考虑许多因素,包括焊接材料、焊接工艺、焊接人员的技能水平等。
本文将介绍焊接工程质量评定的方法和标准,以帮助工程师和质量控制人员评估焊接工程的质量。
2. 焊接工程质量评定的目标焊接工程质量评定的目标是确定焊接工程的质量是否符合规定的标准和要求。
通过评定焊接工程的质量,可以及时发现和解决焊接过程中可能存在的问题,确保焊接工程的可靠性和安全性。
3. 焊接工程质量评定的方法焊接工程质量评定的方法通常包括以下几个步骤:3.1. 检查焊接材料的质量焊接的质量受到焊接材料的影响,因此首先需要对焊接材料的质量进行检查。
检查焊接材料的方法包括检查焊接材料的型号和批号是否符合要求,以及检查焊接材料的外观和化学成分等。
3.2. 检查焊接工艺文件焊接工艺文件是指规定焊接工艺和参数的文件,包括焊接方法、焊材种类、焊接电流、电压等。
检查焊接工艺文件的目的是确保焊接过程中的参数符合规定的标准。
3.3. 检查焊接过程控制焊接过程控制是指在焊接过程中对焊接参数进行监控和调整的过程。
通过检查焊接过程控制,可以评估焊接过程的稳定性和可控性。
3.4. 检查焊接质量焊接质量是评定焊接工程质量的重要指标之一。
常用的检查方法包括可视检查、尺寸测量、超声波检测等。
通过检查焊接质量,可以确定焊接工程是否存在焊缺陷、焊接强度是否满足要求等。
3.5. 检查焊接人员的技能水平焊接人员的技能水平直接影响焊接工程的质量。
通过检查焊接人员的资质证书、工作经验和培训情况等,可以评估焊接人员的技能水平。
4. 焊接工程质量评定的标准焊接工程质量评定的标准通常是根据国家或行业的相关标准制定的。
常见的焊接工程质量评定标准包括焊接缺陷标准、焊接强度标准等。
在评定焊接工程质量时,需要根据具体的焊接工程类型和要求来选择相应的标准。
机械工程中的可靠性评估方法探讨
在机械工程中,可靠性评估是一个重要的环节,它涉及到产品的质量、安全性以及使用寿命。
以下是一些常用的可靠性评估方法:
1. 概率论与数理统计方法:这种方法基于概率论和数理统计的理论,对产品的故障概率和故障模式进行分析。
通过对大量数据的收集和分析,可以评估产品的可靠性水平,并找出潜在的改进点。
2. 故障树分析(FTA):FTA是一种自上而下的分析方法,它通过建立故障树来识别导致产品故障的各种因素。
这种方法可以帮助工程师确定产品的薄弱环节,并制定相应的改进措施。
3. 事件树分析(ETA):与FTA类似,事件树分析也是一种自上而下的分析方法。
它通过建立事件树来描述产品在各种事件下的响应和失效模式。
这种方法可以帮助工程师预测产品在不同条件下的可靠性表现。
4. 失效模式与影响分析(FMEA):FMEA是一种预防性的可靠性评估方法,它通过对产品中潜在的失效模式进行分析,预测其在各种条件下的影响和发生概率。
这种方法可以帮助工程师确定产品的薄弱环节,并制定相应的改进措施。
5. 可靠性增长试验:这种方法通过长期运行和测试机械设备,观察故障发生的频率和失效模式的变化,来评估机械设备的可靠性。
通过可靠性增长试验,可以了解机械设备在长期使用过程中的可靠性水平,并采取相应的维护和改进措施。
在选择合适的可靠性评估方法时,需要考虑产品的特点、使用环境、故障模式等因素。
同时,还需要根据评估结果,采取相应的改进措施,提高产品的可靠性和安全性。
焊接接头的可靠性评估方法机械结构中,焊接接头的服务寿命和可靠性一直是工程师关注的焦点。
然而,由于焊接接头具有非线性、非均质、非恒定的物理特性,因此难以通过传统的可靠性分析方法进行评估。
本文将介绍焊接接头可靠性评估的四种主要方法。
1.疲劳寿命法焊接接头在正常使用中经常受到变形和荷载,长期作用下,疲劳断裂是其主要故障形式。
疲劳寿命法通过对焊接接头施加疲劳荷载,并采取失效率的逆推法,计算出接头的寿命。
该方法的优点在于考虑了焊接接头的实际使用情况,能够很好地反映接头的可靠性。
2.准则法准则法是指将焊接接头的几何形状和尺寸、材料和工艺等因素与历史上已知的数据进行比对,从而判断焊接接头的可靠性。
具体地,通过对已有接头疲劳断裂的数据进行统计分析,建立出一系列的准则,对新的焊接接头进行验证和判断。
该方法的不足在于仅仅依靠历史统计数据,忽略了焊接接头的实际使用情况,存在较大的误差。
3.有限元法有限元法是一种将复杂结构分割成简单结构,模拟和分析的数学方法。
将焊接接头建模为有限数量的结构单元,并在计算机模拟中对其施加实际负载和应力,从而得出接头的稳定性和可靠性。
该方法的优点在于考虑了焊接接头的结构和物理特性,可以很好地反映其实际使用情况,是目前应用最广泛的方法之一。
4.试验方法试验方法是将实际制造的焊接接头进行负载和疲劳试验,以获取其最终失效的应力和形式。
该方法的优点在于考虑了焊接接头的实际情况和制造工艺的影响,能够获得最为准确的结果。
不过其需要耗费大量的人力和物力,成本很高。
结论四种方法各有其优缺点,建议在工程实际中采取多种方法进行验证和评估。
其中,疲劳寿命法和有限元法应用最为广泛,准则法和试验方法有时也会被采用。
需要注意的是,焊接接头的可靠性评估需要考虑多个环节,如设计、制造、使用环境等,综合考虑后才能得出准确的结论。
焊点质量的检测方法焊点质量的检测方法是用来评估焊接过程中焊接质量是否符合要求的一种技术手段。
焊点质量的良好与否直接影响到焊接结构的强度、稳定性以及使用寿命。
下面将介绍几种常用的焊点质量检测方法。
1. 目测检测法:目测检测法是一种比较简单、快速的质量检测方法。
通过肉眼观察焊接区域的形态、色泽和表面缺陷等来判断焊点的质量。
目测检测法的优点是便捷、经济,但其准确性受到检测人员主观因素的影响,不能对焊点的内部质量进行评估。
2. 声波检测法:声波检测法是一种利用超声波传播原理评估焊点质量的方法。
通过在焊接区域施加超声波,并通过接收器接收反射回来的超声波信号,利用声波的传播速度和振幅等参数来评估焊点的质量。
声波检测法能够检测出焊点的内部缺陷和裂纹等问题,对焊接质量的评估准确性较高。
3. X射线检测法:X射线检测法是一种利用X射线通过被检测物体来获取内部信息的方法。
在焊接检测中,通过将焊点置于X射线源与X射线检测器之间,利用X射线的穿透性来检测焊点的内部质量,包括焊缝内部的缺陷、孔洞和气孔等。
X射线检测法准确性高,能够检测出很小的焊接缺陷,但它需要专门的设备和技术人员,并且对环境和人体有一定的辐射危害。
4. 磁性粉检测法:磁性粉检测法是一种利用磁性粉来检测焊点质量的方法。
这种方法主要适用于铁磁性材料的焊接。
首先在焊接区域施加一个磁场,然后在焊接区域上撒上带有磁性粉末的颜料。
通过观察磁性粉末在焊接区域的分布情况和形状来判断焊点是否存在缺陷。
磁性粉检测法操作简便、成本低,但对磁性粉末的选取和施加磁场的均匀性有一定要求。
5. 渗透液检测法:渗透液检测法是一种涂覆法检测方法,适用于检测焊点表面的裂纹和其他缺陷。
这种方法先将焊接区域的表面清洁干净,然后涂上渗透液,使渗透液充分进入缺陷,一定时间后将渗透液擦拭干净,并在其表面施加显微镜下易于观察的荧光剂,通过观察渗透液和荧光剂的表面来判断焊点是否存在缺陷。
以上是几种常用的焊点质量检测方法。
焊接性评定方法有很多焊接性评定方法是用来评估焊接接头的质量和性能的一种重要手段。
在工程领域中,焊接是一种常见的连接方式,而焊接接头的质量直接影响着整个工件的使用性能和安全性。
因此,正确选择和使用焊接性评定方法对于保证焊接接头质量具有重要意义。
首先,我们来介绍一种常用的焊接性评定方法——金相显微组织分析法。
这种方法通过对焊接接头进行金相显微组织观察和分析,来评定焊接接头的质量。
通过金相显微组织分析,可以清晰地观察到焊接接头的晶粒结构、夹杂物、气孔等缺陷,从而判断焊接接头的组织状态和质量。
其次,还有一种常用的焊接性评定方法是机械性能测试法。
这种方法通过对焊接接头进行拉伸、弯曲、冲击等机械性能测试,来评定焊接接头的强度、韧性等性能。
通过机械性能测试,可以直观地了解焊接接头的承载能力和抗拉弯性能,从而评定其质量。
除了以上介绍的两种常用方法外,还有一些其他的焊接性评定方法,如超声波探伤法、X射线检测法、磁粉探伤法等。
这些方法各有其特点和适用范围,可以根据具体的焊接接头材料、形式和要求来选择合适的评定方法。
在进行焊接性评定时,需要注意以下几点,首先,要根据焊接接头的具体情况选择合适的评定方法,不能一概而论;其次,评定过程中要严格按照标准操作,确保评定结果的准确性和可靠性;最后,对于评定结果不合格的焊接接头,要及时进行整改和修复,确保其符合相关标准和要求。
综上所述,焊接性评定方法是评定焊接接头质量的重要手段,选择合适的评定方法并严格执行评定过程,对于保证焊接接头质量具有重要意义。
希望本文介绍的内容能够对大家有所帮助,谢谢阅读!。
机械电子工程中的可靠性与安全性评估方法在机械电子工程领域,可靠性与安全性评估是非常重要的环节。
可靠性评估是指对设备、系统或产品在特定条件下能够正常工作的能力进行评估,而安全性评估则是评估设备、系统或产品在使用过程中对人身安全和环境的保护能力。
本文将介绍机械电子工程中常用的可靠性与安全性评估方法。
一、可靠性评估方法1. 故障模式与影响分析(FMEA)故障模式与影响分析(Failure Mode and Effects Analysis,简称FMEA)是一种常用的可靠性评估方法。
它通过对设备、系统或产品的各个部件进行故障模式的分析,评估故障对系统功能的影响程度,并制定相应的预防和纠正措施。
FMEA方法可以帮助工程师在设计阶段发现潜在的故障模式,从而提前采取措施避免故障的发生。
2. 可靠性增长分析(RGA)可靠性增长分析(Reliability Growth Analysis,简称RGA)是一种用于评估系统可靠性提升情况的方法。
它通过对系统故障数据的统计分析,预测系统在未来运行中的可靠性水平。
RGA方法可以帮助工程师了解系统的可靠性改进情况,指导后续的系统维护和改进工作。
3. 可靠性试验可靠性试验是一种通过对设备、系统或产品进行一系列实验,获取其故障数据,从而评估其可靠性水平的方法。
常见的可靠性试验包括寿命试验、加速寿命试验和可靠性度量试验等。
可靠性试验可以帮助工程师了解设备、系统或产品的寿命特性,为可靠性改进提供依据。
二、安全性评估方法1. 风险评估风险评估是一种用于评估设备、系统或产品在使用过程中对人身安全和环境的保护能力的方法。
它通过对潜在风险的识别和评估,确定相应的风险等级,并制定相应的风险控制措施。
风险评估可以帮助工程师了解系统的安全性能,指导系统设计和改进工作。
2. 故障树分析(FTA)故障树分析(Fault Tree Analysis,简称FTA)是一种用于评估系统故障概率和系统可靠性的方法。
焊点可靠性测试标准
焊接是制造业中常见的连接工艺,焊点的可靠性直接关系到产品的质量和安全性。
因此,对焊点的可靠性进行测试是非常重要的。
本文将介绍焊点可靠性测试的标准和方法。
首先,焊点可靠性测试应该符合国家标准和行业标准。
国家标准是对焊接工艺
和焊接质量的基本要求,而行业标准则是针对具体行业的特点和需求进行的规定。
在进行焊点可靠性测试时,应当参照相关的国家标准和行业标准,以保证测试的准确性和可靠性。
其次,焊点可靠性测试应包括静态测试和动态测试两个方面。
静态测试是指在
静止状态下对焊点进行测试,包括拉伸、剪切、弯曲等力学性能测试,以及金相组织分析、硬度测试等材料性能测试。
动态测试则是指在动态载荷下对焊点进行测试,包括振动、冲击、疲劳等测试,以模拟实际工作条件下的焊点可靠性。
另外,焊点可靠性测试还应考虑焊接材料的选择和焊接工艺的影响。
不同的焊
接材料和焊接工艺对焊点的可靠性有着重要影响,因此在进行测试时应考虑这些因素,并根据实际情况进行相应的调整和控制。
最后,焊点可靠性测试的结果应当进行科学分析和评估。
通过对测试结果的分析,可以评估焊点的可靠性水平,确定是否符合设计要求,从而为产品的质量和安全性提供依据。
总之,焊点可靠性测试是确保焊接质量和产品可靠性的重要手段,应当严格按
照标准进行测试,综合考虑材料、工艺等因素,科学分析测试结果,以确保焊点的可靠性达到要求。