注塑模具设计方法.ppt
- 格式:ppt
- 大小:9.45 MB
- 文档页数:231
瓶盖注塑模具设计1. 引言注塑模具是一种用于制造塑料制品的工具,常用于生产各种类型的瓶盖。
瓶盖注塑模具设计的目标是实现高效、精确和可靠的生产过程,以满足市场的需求。
本文档将介绍瓶盖注塑模具设计的关键要素,包括模具的结构、选材、制造工艺和检验方法等。
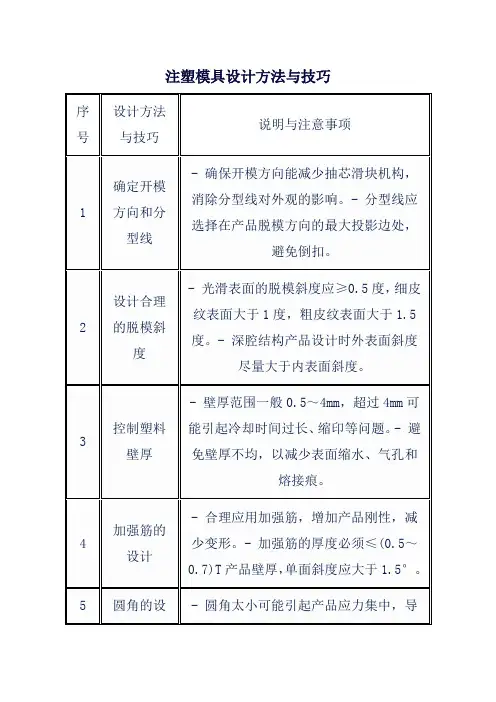
2. 模具设计要素在进行瓶盖注塑模具设计之前,需要考虑以下几个要素:2.1 瓶盖形状和尺寸瓶盖的形状和尺寸将直接影响到模具的设计。
设计师需要根据瓶盖的要求确定模具的尺寸和形状,包括瓶盖的直径、高度、壁厚等。
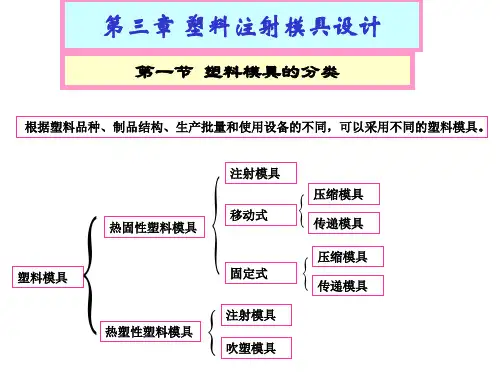
2.2 模具结构模具的结构决定了瓶盖的成型过程和质量。
常见的模具结构包括单腔模具、多腔模具和家模具等。
不同的模具结构会影响到注塑工艺和成本。
2.3 材料选用模具的选材是瓶盖注塑模具设计的重要环节。
常用的模具材料包括优质钢材和合金钢等。
合理选择材料能够提高模具的硬度、耐磨性和使用寿命。
2.4 模具制造工艺模具制造工艺决定了模具的精度和寿命。
常见的模具制造工艺包括加工中心加工、电火花加工和线切割等。
合理选择工艺可以提高模具的制造效率和质量。
2.5 模具调试和调整模具调试和调整是确保瓶盖注塑模具正常运行的关键环节。
设计师需要根据生产工艺和成型效果进行模具调试和调整,以提高模具的稳定性和生产效率。
3. 模具制造过程瓶盖注塑模具的制造过程主要包括以下几个步骤:3.1 模具设计在模具设计阶段,设计师需要根据瓶盖的要求和生产工艺,绘制出模具的结构设计图,确定模具的尺寸、形状和材料。
3.2 模具加工模具加工是将设计好的模具结构图转化为实际模具的过程。
常见的模具加工方法包括数控机床加工、车床加工和磨床加工等。
通过精密加工,可以保证模具的精度和质量。
3.3 模具装调模具装调是将制造好的模具安装到注塑机上,并进行调试和校准的过程。
在这个过程中,操作人员需要调整模具的位置、温度和注塑参数,以确保模具的正常运行和瓶盖的质量。
3.4 模具测试模具测试是对制造好的模具进行性能测试的过程。