玻璃模具排气设计
- 格式:docx
- 大小:377.19 KB
- 文档页数:11

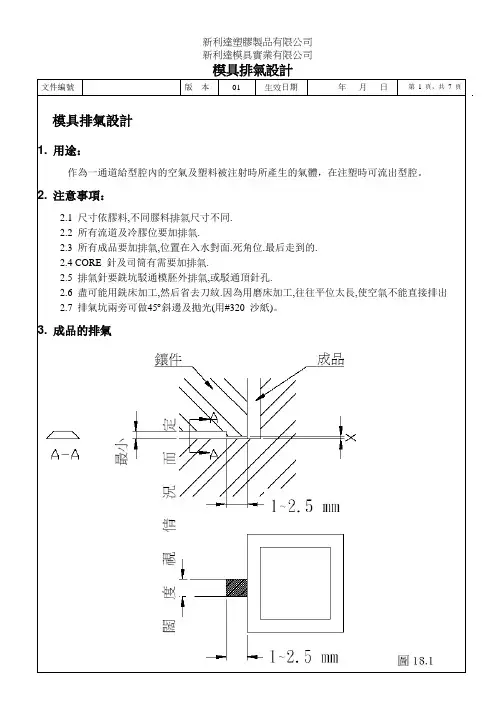
模具排气
一,模具分型面的排气对于生产合格的产品非常重要。
要求在分型面的周边,滑块的周边,凸模镶件的周边等需要排气的地方设计排气槽。
排气槽一般设计在塑料充填的末端。
(设计在凸模侧或凹模侧易于加工的部位)排气槽的设计请参考样图。
二,产品内部的排气
塑料最后充填的区域不在分型面上,而在产品的内部。
可以通过增加镶件,镶一组薄片镶件或排气钢来实现排气,薄片镶件上要设计排气槽。
排气镶件底部必须连通大气。
排气钢的加工要用放电加工来实现,铣加工会使排气微孔堵塞而失去作用。
三,导柱孔的排气
模具的导套孔一端被上底板或下底板盖住,导柱在快速进入或退出导套时,导套内的空气被快速压缩或抽真空,一方面产生尖锐的气流噪音,另一方面,快速运动的分子产生热量使导柱和导套的温度升高,容易摩擦拉毛。
在A板和B板的反面开设排
气槽。
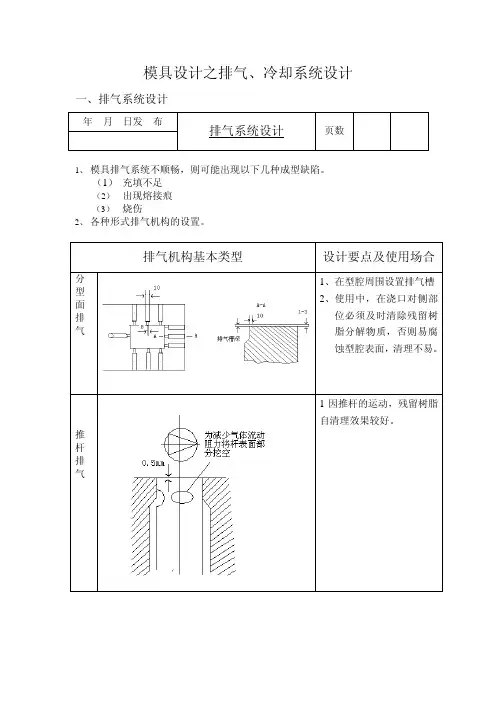
模具设计⽼师傅分享——排⽓槽的合理设计及排⽓⽅法在模具试模和⽣产中常会出现填充不⾜、压缩空⽓灼伤、制品内部很⾼的内应⼒、表⾯流线和熔合线等现象。
对于这些现象除了应⾸先调整注塑⼯艺外,还要考虑模具浇⼝是否合理。
当注塑⼯艺和浇⼝这两个问题都排除以后,那么模具的排⽓就是主要的问题了,解决这⼀问题的主要⼿段是开设排⽓槽。
排⽓槽的主要作⽤:1、是在模具注胶时,排除模腔内的空⽓。
2、是排除胶料在加热过程中产⽣的各种⽓体。
⼀、排⽓槽的尺⼨:开排⽓槽时应注意两点:1、排⽓槽在排⽓的同时,其尺⼨设计应能防⽌物料溢进槽内。
2、防⽌排⽓槽堵塞。
排⽓槽宽度尺⼨:应根据模具⼤⼩取4-10mm之间,见图⼀排⽓槽前端深度尺⼨A:要⼩于胶料益边值, 排⽓槽前端长度取3-6mm,见表⼀排⽓槽后端深度尺⼨:应根据模具⼤⼩取0.3-0.6mm之间,见图⼀※排⽓影响分型⾯接触⾯积的⼤⼩所以排⽓槽数量太多是有害的。
⼆、注塑模具排⽓⽅法:对于模腔模芯有以下⼏种排⽓⽅法:1、⽔⼝排⽓:2、分型⾯排⽓:3、镶件和镶针排⽓:对于镶拼式的型腔或型芯,可利⽤其拼合的缝隙排⽓。
4、顶针和司筒排⽓:利⽤顶针和司筒与型芯的配合间隙排⽓。
5、透⽓钢排⽓:透⽓钢是⽤球状颗粒合⾦烧结⽽成的材料,预硬钢强度较差,但质地疏松,允许⽓体通过。
在需排⽓的部位放置⼀块这样的合⾦即可达到排⽓的要求,但其底部通⽓孔直径不宜太⼤,以防⽌型腔压⼒将其挤压变形。
6、排⽓井排⽓:在塑料熔体汇合处的外侧,设置⼀个空⽳,使⽓体排⼊其中,也可获得良好的排⽓效果。
7. 强制性排⽓:在封闭⽓体的部位,设置排⽓杆。
此法排⽓效果好但会在塑件上留下杆件痕迹,故排⽓杆应设在塑件的隐蔽处。
三、排⽓设计时应注意的事项:1、当排⽓极困难时采⽤镶拼结构,如果有些模具的死⾓不易开排⽓槽,⾸先应在不影响产品外观及精度的情况下适当把模具改为镶拼加⼯,这样不仅有利于加⼯排⽓还可以改善原有的加⼯难度和便于维修。
2、在塑料制品的封闭形状处,⼀定要增加顶针,以作排⽓,防⽌烧伤和融接痕。
模具设计—排气系统
在注射以及合模过程中,必须及时将模具中多余的气体排出,以保证产品颀量及合模的顺畅。
排气系统包括:产品排气、导套排气。
对于细水口模,还包括尼龙胶钉排气等。
1.产品排气
1.1分型面排气
一般设置于型腔周围,但有时也设置在型芯周围或是型腔、型芯周围均设。
排气槽深度与材料粘度关系密切,排气槽深度一般为
0.02~0.03mm,宽5~8mm,长6mm之后以0.5mm的深度引出模
外。
1.2.顶针排气
大型深腔制,非常适合采用顶针排气,将顶针双边做小
0.02~0.03mm即可。
当产品中间有烧焦等缺陷时也可采用顶针
排气来解决。
1.3.镶件排气
制品上有较深骨位时常采用镶拼结构,既方便加工,以可起到排气作用。
2.导套排气
导套上排气槽一般宽5~8mm,深0.5~1.0mm。
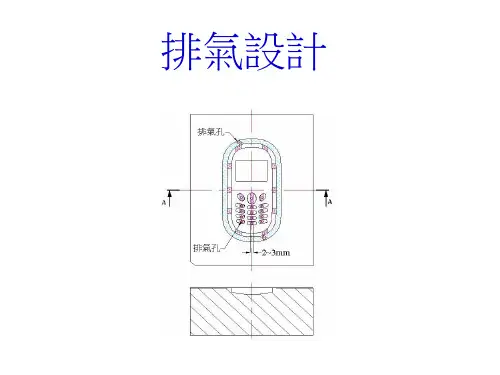
3.尼龙胶钉排气
细水口模前模尼龙胶钉孔顶端一般要开排气孔,直径为∮5mm。
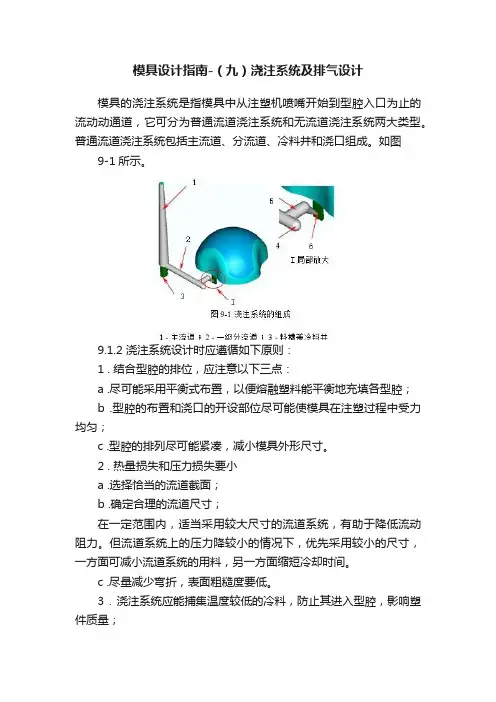
模具设计指南-(九)浇注系统及排气设计模具的浇注系统是指模具中从注塑机喷嘴开始到型腔入口为止的流动动通道,它可分为普通流道浇注系统和无流道浇注系统两大类型。
普通流道浇注系统包括主流道、分流道、冷料井和浇口组成。
如图9-1所示。
9.1.2 浇注系统设计时应遵循如下原则:1 . 结合型腔的排位,应注意以下三点:a .尽可能采用平衡式布置,以便熔融塑料能平衡地充填各型腔;b .型腔的布置和浇口的开设部位尽可能使模具在注塑过程中受力均匀;c .型腔的排列尽可能紧凑,减小模具外形尺寸。
2 . 热量损失和压力损失要小a .选择恰当的流道截面;b .确定合理的流道尺寸;在一定范围内,适当采用较大尺寸的流道系统,有助于降低流动阻力。
但流道系统上的压力降较小的情况下,优先采用较小的尺寸,一方面可减小流道系统的用料,另一方面缩短冷却时间。
c .尽量减少弯折,表面粗糙度要低。
3 . 浇注系统应能捕集温度较低的冷料,防止其进入型腔,影响塑件质量;4 . 注系统应能顺利地引导熔融塑料充满型腔各个角落,使型腔内气体能顺利排出;5 . 防止制品出现缺陷;避免出现充填不足、缩痕、飞边、熔接痕位置不理想、残余应力、翘曲变形、收缩不匀等缺陷。
6 . 浇口的设置力求获得最好的制品外观质量浇口的设置应避免在制品外观形成烘印、蛇纹、缩孔等缺陷。
7 . 口应设置在较隐蔽的位置,且方便去除,确保浇口位置不影响外观及与周围零件发生干涉。
8 . 考虑在注塑时是否能自动操作9 .考虑制品的后续工序,如在加工、装配及管理上的需求,须将多个制品通过流道连成一体。
9.2 流道设计9.2.1 主流道的设计(1) 定义:主流道是指紧接注塑机喷嘴到分流道为止的那一段流道,熔融塑料进入模具时首先经过它。
一般地,要求主流道进口处的位置应尽量与模具中心重合。
(2) 设计原则:热塑性塑料的主流道,一般由浇口套构成,它可分为两类:两板模浇口套和三板模浇口套。
参照图9-2,无论是哪一种浇口套,为了保证主流道内的凝料可顺利脱出,应满足:D = d + (0.5 ~ 1) mm (1)R1= R2 + (1 ~ 2) mm (2)其它相关尺寸详见第十六章第四节。
模具设计之模具排气设计标准
模具内的气体不仅包括型腔里空气,还包括流道里的空气和塑料熔体产生的分解气体。
在注塑时,这些气体都应顺利的排出。
排气不足的危害性:
( 1 ) 在胶件表面形成烘印、气花、接缝,使表面轮廓不清;
( 2 ) 充填困难,或局部飞边;
( 3 ) 严重时在表面产生焦痕;
( 4 ) 降低充模速度,延长成型周期。
我们常用的排气方法有以下几种:
一、模胚的排气
导柱导套上为了合模的顺利,需开设排气槽
三板模的尼龙胶塞,为了顺利合模及开模的,A 板开排气孔
二、流道末端的排气
三、成型零件的排气
1.分型面开排气槽排气:为了加工与清理的方便,一般的情况下是做在前模仁
如上图,宽度b=(4~8)mm 长度 L为3mm ~5mm左右,排气槽的深度h因树脂不同而异,主要是考虑树脂的粘度及其是否容易分解。
作为原则而言,粘度低的树脂,排气槽的深度要浅。
容易分解的树脂,排气槽的面积要大,各种树脂的排气槽深度可参考下表
2.镶件的排气
填充困难或最后填充的位置,在镶件上注意做排气,排气须引至模外
3.顶针排气
胶件中间位置的困气,可加设顶针,利用顶针和型芯之间的配合间隙,或有意增加顶针之间的间隙来排气
4.疏气钢
它的排气效果是与厚度成反比的,所以,他的一般厚度为30-50MM,精加工时不可以选择机加工,只能放电。
这点特别注意,由于成本等原因,实际上很少用到
另外还有排气栓排气(原理同疏气钢),其为标准件。
第46卷第2期2018年4月玻璃与搪瓷GLASS &ENAMELVol. 46 N o#Apr.2018吹-吹法制瓶中模具的排气赵民生(上海市硅酸盐学会窑炉与设备专业委员会,上海200051)摘要:在吹-吹法生产玫璃瓶时,模具排气具有重要的作用。
分析了初模侧和成模侧排气孔的设计位置、形状、深度等,归纳了由于排气不畅导致的缺陷,指出模具排气在制瓶生产中应注意的关键点。
关键词:吹-吹法;模具;排气中图分类号:T Q171.6+35 文献标志码:B文章编号=1000-2871(2018)02-0016-04D O I:10.13588/ki.g.e.1000-2871.2018.02.005Mould Exhaust in B&B Forming ProcessZHAO Minsheng(Furnace and Equipment Committee,Shanghai Ceramic Society,Shanghai200051,China)Abstract;This paper studies and investigates mould exhaust in B&B process.I t analyzes mould exhaust a t both blank mould side and finish mould side,such as positi Some of defects resulting from poor exhaust have also been summarized.Key words;B&B process;mould;mould exhaust在现代制瓶过程中,除了要用压缩空气对玻璃料滴进行倒气、扑气与正吹气工序,其模具还必须适时地 排除其模腔空间(Voids)所占有的气体,让出空间使得玻璃液迅速贴紧模腔,才能生产出合格的玻璃瓶。
1模具排气历史的回顾早在1882年亚博加斯特(Arbogost)在美国发明了压-吹法(Press &BlowProcess),在同时代1885年英 国的阿什累(Ashley)发明了用吹-吹工艺(Bl〇w&Blow)来制造玻璃瓶。
专利名称:一种提升排气效果的玻璃制品成型模具专利类型:实用新型专利
发明人:陈宁,周郦
申请号:CN202121326696.9
申请日:20210615
公开号:CN215627576U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种提升排气效果的玻璃制品成型模具,包括模具本体,模组本体包括内模和外模,内模外壁开设有均匀分布的排气孔,外模内设有套设在内模外侧的升降环,升降环内壁固定连接有呈圆周分布的喷气头;升降环固定连接有与外模内壁滑动连接的升降块,升降块贯穿有丝杆,丝杆延伸至外模下方并通过联轴器连接有丝杆电机。
本实用新型通过设有内模、外模、升降环、喷气头、进气管、环形管、丝杆,丝杆驱动升降环和其上的喷气头上下移动,对内模上的排气孔进行高压喷吹,在进行吹膜前对排气孔进行清理,提高模组的排气效果。
申请人:深圳市铭鑫旭业精密模具制品有限公司
地址:518000 广东省深圳市光明区公明街道西田社区第三工业区7号厂房201
国籍:CN
代理机构:北京棘龙知识产权代理有限公司
代理人:聂颖
更多信息请下载全文后查看。
制瓶吹&吹法中模具的排气制瓶吹&吹法中模具的排气在现代制瓶过程中除了要用压缩空气对玻璃料滴进行倒气正吹气等吹制工序,其模具还必须适时地排除其模腔空间(Voids)里所占有的气体,让出空间使得玻璃液迅速贴紧模腔,生产出合格的玻璃瓶。
一模具排气历史的回顾:早在1882年亚博加斯特(Arbogost)在美国发明了压&吹法(Press&Blow Process),在同时代1885年英国的阿什累(Ashley)发明了用吹&吹工艺(Blow&Blow)来制造玻璃瓶。
在此二个制瓶工艺发明之前。
制瓶完全处在手工操作的阶段,制瓶人对模具的排气也没有概念,制瓶的速度也全在于制瓶师傅们“手中的活”。
如果玻璃瓶出现由于排气的缺陷,师傅们手中可以慢一点使得模具从容地排出气体。
但经过多年的实践与总结,当时的制瓶人也逐步认识到模具排气在制瓶过程中的必要性与重要性。
因此在手工操作的模具排气上也开始受到重视并做了大量的工作。
下图一的专利就是关于模具排气当年的例子之一。
图一1874年4月7日模腔排气的专利,专利号:149461此专利距今天已有143年,从此专利图中我们可以看到其成模上、中、下均有排气孔C,然后与大孔B钻通由G孔排出成模。
可见当年还在手工操作时的情况下,我们同行前辈们就已经认识到模具排气的重要性,它排气原理与今天的排气基本相似。
二现代制瓶模具排气问题的提出及解决方法:现代随着制瓶高速化以及轻量化的发展,玻璃瓶模具加工的精度也随之提高。
现在模具的合缝线等配合精度已经做到了可谓严丝合缝密不透风,其模具的腔室(Cavity)几乎是密闭的。
而人们对玻璃瓶的质量要求越来越高,因此在现代制瓶过程中模具排气的问题日趋凸出。
人们不仅在成模处打了排气孔,还在其他模具中也采取了不同的排气措施,那么模具在现代制瓶生产吹&吹法过程中到底有几处需要排气的?1.初模侧根据落料的需要:当料滴以自由落体的速度落进初模模腔里,其模腔是合拢关闭腔室也是密闭的(Voids),其下部的气体必须要排出让位于料滴的进入。
初模侧模具的排气包括有:⑴芯子的排气(Vent)芯子上开一类似S的槽并且打一小穿孔以排除其气体,见图二。
图二芯子S槽的排气在芯子中心钻一通孔孔径0.3-0.5毫米左右不等,沿着此孔在芯子的表面加工一S型的槽沟,在落料时此S排气槽可以帮助口模下方密闭空间将气体排出,使得料滴下落时料滴快速进入口模与芯子处。
在生产一些细长颈的玻璃瓶或者其他特殊的玻璃瓶时,为了加速排气有人在芯子上加工三道S槽的。
见图三左:更有人设计芯子由二体组成,由一芯棒压紧在芯子里,芯棒上端与芯子有间隙,此间隙与下段的一侧孔相通然后再与直孔接通用于排气。
由于此间隙是一圈的,因此其排气效果大大优于S槽,见图三右。
图三三条S槽及二段式芯子的排气⑵口模的排气(Vent)口模在与初模配合处设有排气槽,见图四。
图四口模排气的图示从图四可以看到口模与初模接合处有四条排气槽,其宽度10-14毫米深0.05-0.08毫米不等。
此排气槽经初模燕尾槽上的排气孔排出模腔外部见图五:⑶初模的排气(Vent)初模下段处也设有排气槽,见图五。
图五初模排气槽的图示初模的排气槽有三条其宽度和深度与口模相似。
由于初模有三道排气槽当料滴落下进入模腔后它的排气效果是较大的。
初模侧这三个模具的排气(Vent)均为了落料快速顺畅地进入初模的低端,料滴可迅速在口模与芯子处就位。
有制瓶专家曾说落料的顺畅它是制瓶成功的一半,这话说得中肯。
在生产长、细颈玻璃瓶时为了保证落料顺畅,有在初模处加装有真空以辅助落料迅速到位,这样它可以减少扑气的时间与扑气的压力,减轻扑气箍(Settle Wave),进而提高玻璃液的均匀分布。
近几年,由于真空新技术的发展,一种由压缩空气冲出以射流附壁原理而产生真空应用与玻璃瓶行业。
用此真空辅助落料它称为LPBB(Light Production Blow&Blow Process)的制瓶工艺(又称9.5法)。
LPBB法是初模采用真空形成瓶口的工艺法,其原理见图六。
图六LPBB工艺初模侧真空原理图此种真空的产生仅用压缩空气作动力,不需要另外的真空泵与管路设备简单可靠。
由于此种制瓶工艺基本没有扑气,因此它少有“断腰”现象。
因此可以减轻瓶重提高机速。
此技术是近十几年的新发明,也是一种排气的新形式,由此派生出一种制瓶的新工艺。
国外有成熟的经验,有志者可探讨一下。
(4)倒气工序的排气:闷头的排气(Vent),在闷头的端面设有排气槽,见图七。
图七闷头排气槽的图示玻璃料团在初模中经扑气等形成瓶口与泡穴,瓶口成形后下一步是倒气。
此时闷头已经就位压在初模上,它与初模配合在初模腔室上部形成一封闭的空间。
要使得料胚在倒气(counterblow)的作用下迅速上升到位,此密闭空间(Void)必须要排出此处的气体,否则料胚上升时会受到阻力。
因此我们在闷头端面处开有此排气槽。
见图六:此排气平面槽为4-6条宽和其深度与口模相仿。
因此我们用压缩空气(倒气)推动玻璃料团向初模上腔,此时闷头排气槽排出气体(Air)。
料滴团迅速形成内部有空泡的初模料胚(a Bubble in the Parison)。
2.成模侧:成模的排气(Exhaust)(1)成模模壁处的排气孔,见图八。
图八成模排气的图示从初模翻转进入成模,成模的模腔比料胚大的多,在正吹气的作用下料胚会迅速被吹涨,此时成模模腔四周“埋伏(Air Trapped)”着的气体要迅速排出。
一般在成模的瓶身与瓶颈处钻几排的排气孔(如图八就有三排排气孔)。
小排气孔钻接通垂直的大孔而大孔与真空管孔相连用真空辅助帮助排气,它排气原理与图一1874年专利基本相同。
这样在正吹气、排气孔与真空(Final Blow,Exhaust,Vacuum)三管齐下,可将初模料胚迅速吹制成玻璃瓶的形状。
此处真空是自然排气的重要补充,是强制排气的一种形式。
(2)成模底部的排气(Vent)有些玻璃瓶比如方瓶、长方形瓶以及多角瓶的玻璃瓶它对瓶底的四角要求很高。
此类玻璃瓶在正吹气时常会发生瓶底打不足或者瓶底四角不挺等现象。
玻璃瓶在正吹气时其吹制过程如图九。
图九瓶底四角是最后成形因为玻璃瓶在正吹气吹制时,瓶底四角的成形是较后的,因此在这类玻璃瓶瓶底四角也要打排气孔,如图十。
图十模底排气图示经过瓶底排气,多角的玻璃瓶瓶底均能达到瓶底各角饱满挺括,能符合客户审美的要求。
(3)吹气头的排气(Exhaust)热玻璃瓶在吹气头作用下的内部冷却排气(Exhaust),见图十一。
图十一吹气头多路的排气从图十一中可见当料胚吹涨后玻璃紧贴成模模壁,此时玻璃外表面已冷却下来,而热瓶的内部却得不到充分的冷却,热瓶内部高温不减。
形成了所谓“外焦里嫩”现象。
根据Emhart公司调查研究成模处散热情况为:成模散热占42%(Transferred to mold),瓶底散热占16%(Bottom Plate),正吹气散热占22%(During Final Blow),对流散热占13%(convective),正吹气内部冷却散热占7%(Internal Cooling)。
此时正吹气要继续吹气欲将热玻璃瓶7%的内部热量快速排出。
正吹气通过吹气管源源不断向热瓶里吹冷气,而瓶内的热气体通过气头不断地向外排出如此循环不断,终将成模侧的热瓶7%的内部热量排出。
在此吹气头的热瓶内部冷却排气其效果功不可抹(InternalCooling)。
(4)吹气头端面的排气(Vent)在吹气头压在成模的端面处也设有几道排气槽(Vent),它的作用是防止成模瓶口处的气压过高,可避免造成瓶口变形等缺陷。
见图十一右:由于此排气槽不与玻璃液接触不会有玻璃液渗出之忧,因此它的深度根据不同工况可适当深些。
综上所叙,吹&吹法在制瓶生产中模具的排气初模侧有四处,成模侧也是四处。
不知是否包括了吹&吹法全部排气望同仁们指正。
要注意的是各工厂在设计选用模具排气时均要根据本厂制瓶机的具体情况,特别是产品的情况比如:玻璃瓶的大小、形状以及瓶颈与瓶身是否有文字、字母、图案、花纹和商标等。
并要参考制瓶工艺的其他参数,选择模具的排气以优化自己的设计。
三排气不畅造成的缺陷:由于在制瓶生产过程中情况复杂,不可避免地会发生模具排气不良、不畅甚至堵塞等情况。
因此会造成众多的缺陷,现举几例说明:1.瓶口毛糙(毛口)(DIRTY FINIS);产生原因:由于初模排气不畅,落料不顺导致涂油过多过密。
2.a. 口不足(NOT MADE UP FINISH),b.螺纹不足(NOT MADE UP THREAD),c.瓶口凸环不足(球环不足)(notmade up bead);产生原因:由于初模排气不畅,落料不顺未能及时到位或者由此造成的料滴在初模内跳动等。
3.a. 瓶颈吹不足(扁颈)(NOT BLOWN UPNECK),b. 歪颈(BENT NECK);产生原因:成模内部冷却排气不畅,造成热量未大量排出使得瓶过热,热瓶易变形;4.a. 瓶身凹陷(瘪身)(DENTED SIDE),b. 瓶身未吹涨(not blown up body),c.瓶肩吹不足(塌肩)(not blown up shoulder),d.合缝凹陷(sunkenseam),e.垂直度不合格(歪身)(LEANER),f.瓶身凹陷(凹身)(SUNKEN PANEL);产生原因:成模排气小孔堵塞或者真空管堵畅,造成热瓶未能贴紧成模壁。
5.刻字(花纹)不清(WASHED OUTENGRAVING),见图十二。
图十二刻字(花纹)不清产生原因:成模某排气小孔堵塞,造成此处无排气以致热瓶未能紧贴成模壁。
推而广之玻璃瓶上的商标Logo、图案与字母等不清晰、模糊与不饱满等均为此原因所致。
笔者曾有此几次经历。
6.蕾丝不清(WASHED OUT B.S. STIPPLE);产生原因:模底排气不良等原因。
由于模具排气的不畅会造成其他众多的缺陷,此处不作更详的叙说。
四模具排气在制瓶生产中的注意点:1. 排气平槽它包括:芯子的S槽、口模平槽、初模的平槽、闷头上的平槽以及吹气头端面的平槽,其深度一般在005-0.08毫米,仅相当于一根头发丝,在验收新模具时要特别注意测量其加工的深度与宽度,在模具车间返修时更要注意此槽的情况,是否被油灰覆盖等情况以便进行适当的再加工。
2. 排气孔它包括:成模的排气孔、模底、芯子的排气孔等。
孔径仅为0.3-0.7毫米左右非常容易被热碎玻璃渣堵塞。
在模具车间返修时要特别注意观察此小孔通畅与堵塞的情况,及时清除修理。
3. 由于吹气头的特殊性,在修理疏通完工后,最好用专用设备对其进气与排气的情况进行校验。
4. 在初、成模涂油时会产生大量的烟气,此烟气它对模具排气会产生很大的阻力,将会产生各种的缺陷。