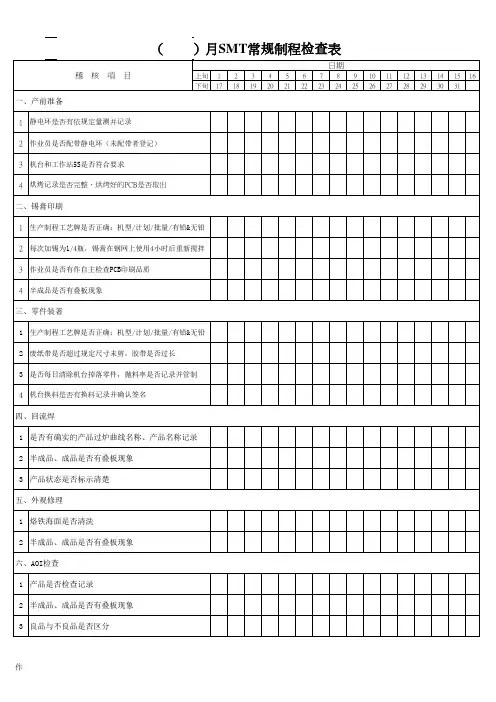
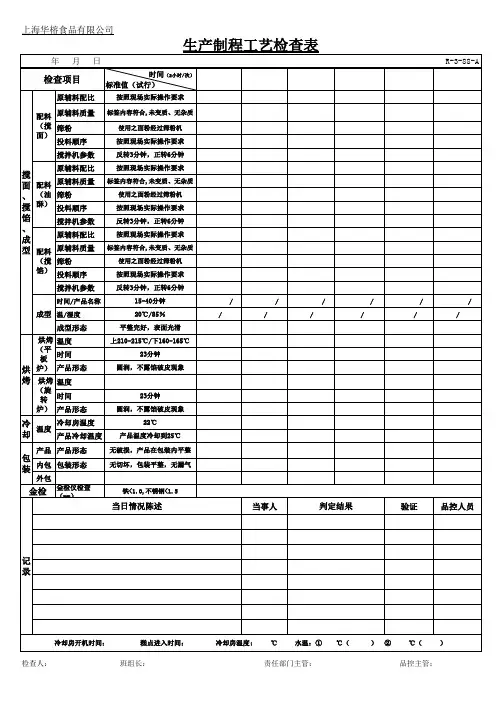
生产制程工艺检查表
- 格式:doc
- 大小:18.00 KB
- 文档页数:1
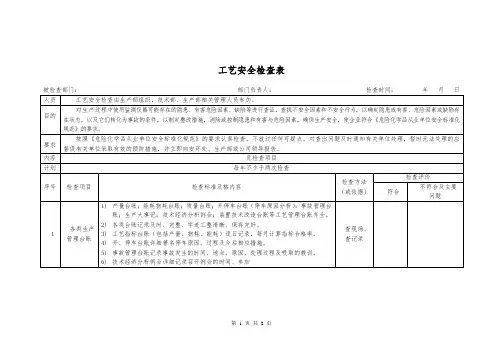
NO:QPA( )供应商通用制程工艺审核检查表(QPA)供应商名称:审核日期:□ 初审 □ 复审审核人员:部门: 部门: 部门: 部门:姓名: 姓名: 姓名: 姓名: 职位: 职位: 职位: 职位:供应商陪审人员:姓名: 姓名:姓名:职位: 职位: 职位:目的供应商自评2、通过自评,供应商可以了解厦华的要求,做好审核的准备工作,同时也可以就此份检查表中有疑问部分同厦华审核 人员达成共识。
厦华审核1、在审核过程,厦华审核人员会对检查表中的每一条款进行审核,或者会重点关注供应商自评分为5分的条款。
适用范围:1、适用于使用A 类或B 类检查表的供应商。
评分方法②每一分部分的得分计算方法同总得分的计算方法,即本部分的得分总和除以本部分适用的总条款数的5倍乘以100。
3、厦华审核人员确认条款不适用于该供应商时可以打“X”,但打“X”的条款应尽可能地少。
审核结论注:当有某些条款不适用打“X ”时,总条款数即为检查表中总条款数减去打“X ”的条款数。
满分“5”分应在充分论证的基础上得出,如果供应商提供的证据和检查表的标准不是完全符合,但厦华审核人员 确认此做法能达到目的且供应商有清晰的思路时可以给“5”分。
1、厦华审核人员必须在完成所有条款的审核后方能宣布最终的审核结果。
2、①总得分即为所有条款的得分总和除以检查表中总条款数的5倍再乘以100,即按以下公式计算:1、在厦华对供应商审核之前,供应商应根据此份检查表进行自评,并在相应的得分栏中打出相应的分数。
11、评估供应商的质量保证体系和制程控制是否符合厦华电子公司的质量体系要求。
2、此份检查表是建立在ISO9000质量体系标准基础之上,但加入了厦华电子公司的特殊要求。
1005⨯⨯=实际审核条款数各条款实际得分总和总得分管理控制疑问部分同厦华审核为5分的条款。
总条款数的5倍乘以100。
合,但厦华审核人员。
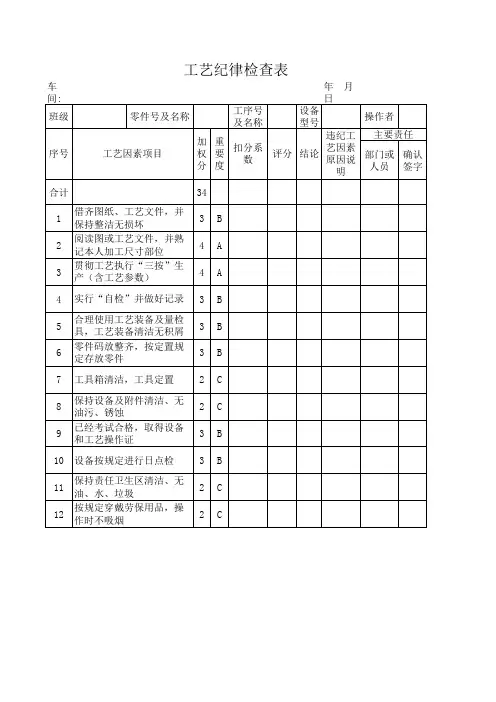
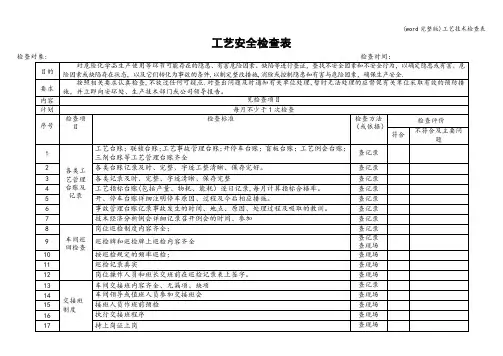
工艺纪律检查表一、设备与工装1、设备是否按照规定进行维护保养,保养记录是否完整?检查设备的日常保养记录,包括清洁、润滑、紧固等项目。
查看设备的定期检修计划和执行情况,是否按时进行了大、中、小修。
2、设备的运行状态是否正常,有无异常噪音、振动或发热?观察设备在运行过程中的表现,倾听是否有异常声音。
用手触摸设备表面,感受是否有过度的振动或发热。
3、工装是否完好无损,定位是否准确?检查工装的外观,有无变形、磨损或损坏。
验证工装在使用时的定位精度,是否符合工艺要求。
4、设备和工装的标识是否清晰,编号是否唯一?查看设备和工装的标识牌,确认其名称、型号、编号等信息是否清晰准确。
二、原材料与零部件1、原材料和零部件的采购是否符合规定的渠道和标准?核对采购合同和供应商清单,确认原材料和零部件的来源合法合规。
检查原材料和零部件的质量检验报告,是否符合相关标准。
2、原材料和零部件的存放是否符合要求,有无防潮、防锈、防变质措施?查看仓库的存储环境,温度、湿度是否适宜。
检查原材料和零部件的包装和防护措施是否到位。
3、领用的原材料和零部件是否经过检验和确认,有无错领、混领现象?查看领料单和检验记录,确认领用的物料经过了检验合格。
在生产现场抽查正在使用的原材料和零部件,核对其规格型号是否正确。
4、剩余的原材料和零部件是否妥善保管,是否有清晰的标识和记录?检查剩余物料的存放区域,是否整齐有序。
查看剩余物料的标识和台账,记录是否完整准确。
三、生产操作1、操作人员是否经过培训和考核,具备相应的技能和资质?查看操作人员的培训记录和资格证书。
现场询问操作人员对工艺文件的理解和掌握程度。
2、操作人员是否严格按照工艺文件进行操作,有无擅自更改工艺参数或操作方法?观察操作人员的实际操作过程,与工艺文件进行对比。
检查工艺参数的设定和调整记录,是否经过授权和审批。
3、生产过程中的自检、互检和专检是否执行到位,检验记录是否完整?询问操作人员自检的内容和方法,查看自检记录。
工艺检查记录表问题描述图片1.熔铸车间配料生产记录在做假,记录全部是A356的重量,实际废轮也在加《记录控制程序》没有整改2.5#熔炼炉气氛温度要求500~1000℃,实际46℃,铝水温度仪表显示284℃,热电偶处陶瓷已坏需更换《投料配比作业指导书》操作内容第4点温度控制已完成3.灭火器4月份没有点检《消防安全规定》已完成内容部门不符合条款纠正措施工艺纪律检查通报检查时间:检查地点:参加人员:检查结果:(主要问题点及整改)问题点责任人完成日期复查情况及时间4.23#机生产的5460 5#模没有工艺卡和设备点检卡已完成5.5#熔化炉打印温度处合格证已过期,需更换《测量设备控制程序》没有整改6.冷干机的设备点检卡没有《设备操作规程》的要求没有整改7.电子称是有了,但没有在用(水位很低,水中重量称不了) 《铝液氢含量检验规程》的要求,《铝液精炼作业指导书》第7点铝液检测水位是到了,但水需更换太混了8.产品摆放超出1.7m 《X光检查作业指导书》操作内容第8点产品叠放(最高1.7m)9.5#熔炼炉温度记录打印纸4月25日已打印完,需更换《设备操作规程》的要求1.料框号已掉,进炉时记录的料框号是14,实际打的是5号料框号,记录不完整没有硬度和热处理钢号《椭圆度、平面度作业指导书》操作内容第3点打钢号对料框号进行补上;建议工艺对热处理追溯钢号改进为日期+班号,这样既方便生产又同样可以清楚追溯.5月6日每次检查都存在着一样的问题2.没有设备报警装置点检卡《设备操作规程》的要求由机修每星期一进行点检4月26日已完成3.产品没有标识《记录控制程序》对车间产品进行标识,特别是少量零星产品4月25日已完成4.厂道上热处理后的产品是这样摆放的(两托叠在一起)落实叉车工整改4月26日已完成1.1#加工中心没有工艺卡,2#加工中心生产5737产品没有工艺卡,现场的工艺卡是5214、56801、2#加工中心还没有工艺2.1#加工中心的产品是这样放在工作台上的《6S管理规定》中要求已完成3.换刀卡片已写满需更换《钻孔作业指导书》1.现场没有涂层试验用的胶带纸,工作台也很乱《喷粉作业指导书》、《喷漆下件作业指导书》涂层试验要求已完成2.打磨后清洗作业指导书的链速改为2.0~2.3m/min,点检部位示意图是2.2m/min《打磨后清洗作业指导书》操作内容第5点粉体清洗没整改3.灭火器4月份没有点检《消防安全规定》已完成4.打磨后清洗设备点检卡记录不及时,有些班都很长时间没有记录了《设备操作规程》的要求已完成5.热水洗温度超出工艺范围,要求50~60℃,实际显示76℃《前处理作业指导书》操作内容第5点前处理1.以上检查不符合项各责任部门在5月2日前完成整改计划,并提交。
工艺监督检查表摘要:一、引言1.工艺监督检查的重要性2.监督检查表的作用二、工艺监督检查表的填写要求1.基本信息填写2.工艺过程描述3.质量控制要点4.检查标准与方法三、工艺监督检查的具体实施1.检查时间与频率2.检查人员组成3.检查流程4.检查结果处理四、如何提高工艺监督检查的有效性1.加强培训与管理2.完善检查制度与流程3.运用先进技术手段4.建立激励与约束机制五、结论1.工艺监督检查对提高产品质量的关键性2.监督检查表在其中的重要作用3.持续优化与改进的方向正文:一、引言在我国制造业发展中,工艺监督检查起着至关重要的作用。
通过对生产过程中的各个环节进行严格把控,可以有效提高产品质量,降低不良品率,提升企业竞争力。
而工艺监督检查表作为监督检查的工具,更是承载了这一使命。
本文将从工艺监督检查的重要性、监督检查表的填写要求、具体实施以及如何提高有效性等方面进行详细阐述。
二、工艺监督检查表的填写要求1.基本信息填写:包括企业名称、生产车间、产品名称、检查日期等,这些信息是监督检查的基础数据,有助于对生产过程进行跟踪与分析。
2.工艺过程描述:对产品生产过程中的各个环节进行详细描述,包括原材料、加工设备、工艺参数等,以便于检查人员了解生产状况。
3.质量控制要点:明确质量控制的关键环节,如焊接、装配、调试等,并对这些环节制定具体的检查标准。
4.检查标准与方法:根据产品质量要求,制定相应的检查标准。
同时,选择合适的检查方法,如目视、测量、试验等,确保检查结果的准确性。
三、工艺监督检查的具体实施1.检查时间与频率:根据生产实际情况,合理安排检查时间,确保生产过程中的问题能够及时发现。
同时,制定合理的检查频率,既要避免过度检查,又要保证检查效果。
2.检查人员组成:监督检查应由具备丰富经验的专业人员和现场操作人员共同组成,以确保检查结果的权威性。
3.检查流程:制定明确的检查流程,确保检查工作有序进行。
检查流程应包括检查内容、检查方法、检查结果记录等环节。
清洗
浸泡
破壳
原辅料配比
原辅料质量
投料顺序温度时间温度时间温度时间温度时间温度时间
料液时间风味温度时间温度时间温度时间温度时间温度时间色泽风味温度湿度产品温度
开始时间
结束时间
温度
湿度
产品外观不符率当事人验证QC
5±0.5小时
碧根果烘制夏威夷果榛子扁桃核扁桃仁130±20℃
15±2分钟
140±20℃
20±0.5
5±0.5小时
100±20℃
咸甜适中具有规定口味,无哈喇味、涩
味、焦味等
15±2分钟
加工后的果仁应有特有的滋味和气味
碧根果夏威夷果榛子扁桃核扁桃仁15±2分钟
130±20℃
预烘15±2分钟
130±20℃
检查人: 质检主管:异常
记录
≤50%≤3%
投料流水冲洗时间≥10分钟颗粒基本完整;开壳率≥95%原料预
处理筛选
≤30℃≤35℃
时间(2小时/次)无明显可见杂质及异物≤50%
190±20℃
≤50℃(摊凉后)130±20℃
100±20℃
12±0.5小时
100±20℃
130±20℃
5±0.5小时
无焦黑等现象
生产制程工艺检查表--
检查项目
标准值(试行)无过期,未变质、无杂质按照现场实际操作要求15±2分钟按照现场实际操作要求
按照分级要求,规格大小不符合率≤5%摊凉时间 年 月 日 当日情况陈述判定结果浸泡时间≥5小时;浸泡时液面应没过原料配料挑选摊凉间料液口感适中,具配料特有口味
入味3-5分钟
摊凉间。