2轴类零件车削(普车实训操作+图解)
- 格式:ppt
- 大小:5.31 MB
- 文档页数:34
![普通车床操作与加工实训课件 (10)[19页]](https://uimg.taocdn.com/35e6a599192e45361166f578.webp)
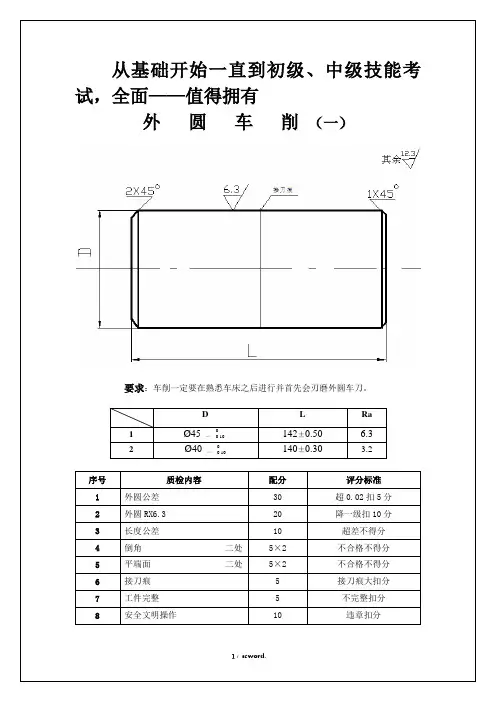
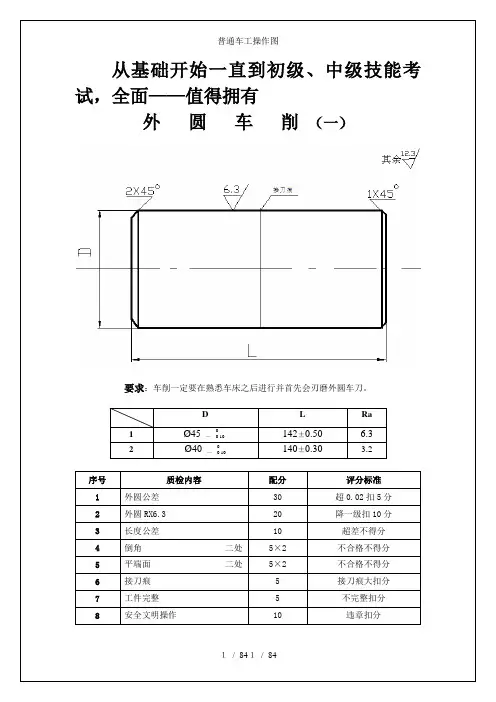
从基础开始一直到初级、中级技能考试,全面——值得拥有外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间材料毛坯时间45 Ø50x14545 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
轴类零件的车削加工工作流程图及标准单位名称流程名称轴类零件的车削工作流程层次三级概要轴类零件车削工作节点车工A1 2 3 4 5 6 7 8 9 10 11 12 13 14 15轴类零件的车削加工工作标准任务名称节点任务程序、重点及标准时限相关资料准备工具量具刀具审 图对轴进行粗车装夹轴调 头对轴进行粗车调 头半精加工精加工调 头半精加工精加工加工完毕结束检查车床手柄位置是否正常,对各注油点,滑道润滑,低速运转2分钟开始安全教育、布置工作A1B1程序:☆工作前,对职工进行安全教育和学习,并布置当天工作☆熟悉掌握操作安全注意事项10-15份审图B2 程序:☆认真读图,看图纸有无问题,如有问题及时找工程技术人员询问,无问题按照图纸技术要求准备工具标准:认真读图保证图纸加工要求10—30分车床操作说明书准备工具量具刀具B3程序:☆根据工件图样准备工具:鸡心夹、活扳手;量具:游标卡尺、钢直尺、卷尺、千分尺;刀具:外圆粗车刀和精车刀、螺纹尖刀、切槽刀。
标准:工具、刀具、量具准备正确齐全3—5分车床操作说明书及车工岗位作业规范装夹轴类工件B4程序:☆把轴装夹在车床上☆采用一夹一顶装夹法标准:装夹稳固,可靠,10—20分车床操作说明书及车工岗位作业规范对轴类工件进行粗车B5程序:☆先按工件直径要求,按最大尺寸先车一刀,然后按图纸要求逐步车每个台阶并各留1mm的余量,直径留2—3mm余量,切削速度选择150—260转/分,走刀量选择0.25—0.4mm,背吃刀量2.5—4mm标准:保证图纸加工要求10—60分车床岗位作业规范调头B6 程序:☆把轴换另一头车削标准:符合操作规程5—10分车床岗位作业规范对轴类工件进行粗车B7程序:☆同A5标准:保证图纸加工要求10—60分车床岗位作业规范调头B8 程序:☆把轴换另一头车削标准:符合操作规程3—5分车床岗位作业规范半精加工B9 程序:☆半精加工台阶长度留0.5mm,直径留0.5—1mm余量,切削速度150—290转/分,走刀量0.2—0.25mm背吃刀量1—2mm。
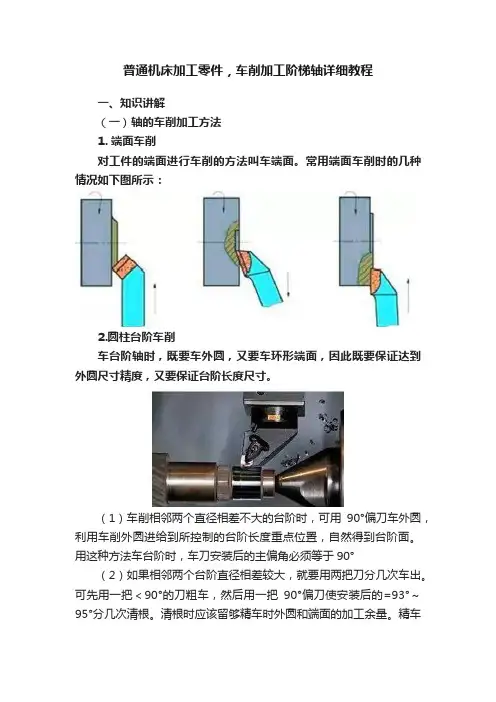
普通机床加工零件,车削加工阶梯轴详细教程一、知识讲解(一)轴的车削加工方法1. 端面车削对工件的端面进行车削的方法叫车端面。
常用端面车削时的几种情况如下图所示:2.圆柱台阶车削车台阶轴时,既要车外圆,又要车环形端面,因此既要保证达到外圆尺寸精度,又要保证台阶长度尺寸。
(1)车削相邻两个直径相差不大的台阶时,可用90°偏刀车外圆,利用车削外圆进给到所控制的台阶长度重点位置,自然得到台阶面。
用这种方法车台阶时,车刀安装后的主偏角必须等于90°(2)如果相邻两个台阶直径相差较大,就要用两把刀分几次车出。
可先用一把<90°的刀粗车,然后用一把90°偏刀使安装后的=93°~95°分几次清根。
清根时应该留够精车时外圆和端面的加工余量。
精车外圆到台阶长度后,停止纵向进给,可根据进给手柄使车刀慢慢地均匀退出,把端面精车一刀。
至此,一个台阶加工完毕。
3.圆锥面车削在车床上车削圆锥面的方法有很多种,最常用的方法是转动小滑板法。
3.圆锥面车削(1)小滑板转动角度原则小滑板转动角度应是圆锥素线与车床主轴轴线夹角,即就是工件圆锥半角,使车刀进给轨迹与所要车削的圆锥素线平行即可。
如果图样上没有注明圆锥半角,可计算得出。
(2)找正小滑板角度方法4.其它面加工切槽时用切槽刀。
切槽刀前为主切削刃,两侧为副切削刃。
安装切槽刀,其主切削刃应平行于工件轴线,主刀刃与工件轴线同一高度。
切窄槽,主切削刃宽度等于槽宽,横向走刀一次将槽切出。
切宽槽,主切削刃宽度小于槽宽,分几次横向走刀,切出槽宽;切出槽宽后,纵向走刀精车槽底,切完宽槽。
另外,切断与切槽的方法很相似。
(二)圆锥的基本参数1.圆锥的四个基本参数(1)最大圆锥直径(D)(2)最小圆锥直径(d)(3)圆锥长度(L)(4)圆锥半角(α/2)和锥度(C)。
锥度是两个垂直圆锥轴线截面直径差与该两截面问的轴向距离之比,即C=(D—d)/L。
从基础开始一直到初级、中级技能考试,全面——值得拥有外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间材料毛坯时间45 Ø50x14545 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
普通车床操作实训操作教程(2)普通车床操作实训指导(一)熟悉车工基本概念及其加工范围车工就是在车床上利用工件的旋转运动与刀具的移动来改变毛坯形状与尺寸,将其加工成所需零件的一种切削加工方法。
其中工件的旋转为主运动,刀具的移动为进给运动(图1-1)。
图1-1 车削运动车床主要用于加工回转体表面(图1-2),加工的尺寸公差等级为IT11~IT6,表面粗糙度Ra值为12.5~0.8μm。
车床种类很多,其中卧式车床应用最为广泛。
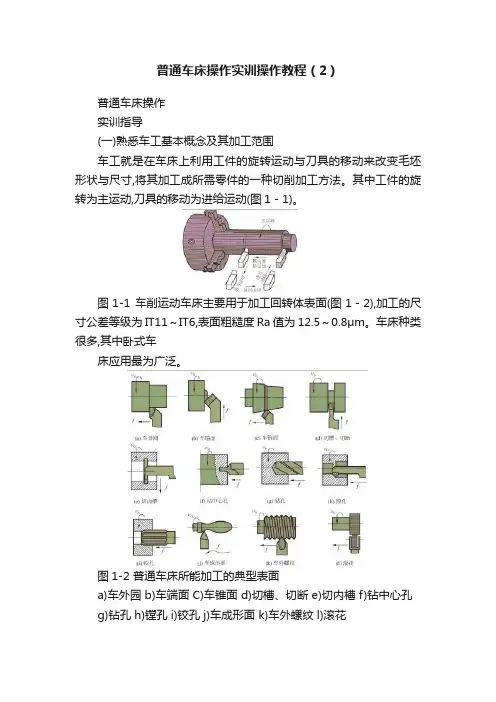
图1-2 普通车床所能加工的典型表面a)车外园 b)车端面 C)车锥面 d)切槽、切断 e)切内槽 f)钻中心孔g)钻孔 h)镗孔 i)铰孔 j)车成形面 k)车外螺纹 l)滚花(二)学习卧式车床型号及结构组成Ⅰ、机床的型号C 6 1 32主参数代号(最大车削直径的1/10,即320mm)机床型别代号(普通车床型)机床组别代号(普通车床组)机床类别代号(车床类)C 6 16主参数的1/10,即车床主轴轴线到导轨面的尺寸为160mm,(其车削工件最大直径为320mm)。
组别(普通车床)类别(车床类)Ⅱ、卧式车床的结构1.卧式车床的型号卧式车床用C61×××来表示,其中C为机床分类号,表示车床类机床;61为组系代号,表示卧式。
其它表示车床的有关参数与改进号。
2.卧式车床各部分的名称与用途C6132普通车床的外形如图1-3所示。
图1-3 C6132普通车床1-床头箱;2-进给箱;3-变速箱;4-前床脚;5-溜板箱;6-刀架;7 -尾架;8-丝杠;9-光杠;10-床身;11-后床脚;12-中刀架;13-方刀架;14-转盘;15-小刀架;16-大刀架图1-4 刀架图1-5 尾座1顶尖 2套筒锁紧手柄 3顶尖套筒 4丝杆 5螺母 6尾座锁紧手柄7手轮 8尾座体 9底座。

车工实训安全操作规程一、进入车间实习时,必须按规定穿戴劳保用品,不准穿凉鞋、拖鞋、裙子和戴围巾、不准戴手套进入车间,检查穿戴,扎紧袖口。
女生和长发男生必须戴工作帽,将长发或辫子纳入帽内。
二、严禁在车间内追逐、打闹、喧哗、听广播等。
三、操作机床前,必须检查车床手柄位置、主轴转数多少、开合螺母是否压下、自动进给手柄是否在空档位。
三、操作者要熟悉机床的性能和使用方法,未经培训者不可擅动机床。
五、操作时,思想要集中,不准与别人闲谈,禁止串岗。
头不能靠工件太近,以防切屑或其他物件飞入眼中或撞伤面部。
六、身体、手或其他物件不能靠近正在旋转的机械。
如:卡盘、皮带、皮带轮、齿轮等。
七、未经同意不准动用设备,不准扳动电闸、电门、防护器材等。
八、工件、刀具等必须装夹牢固后才能开车,以防飞出伤人。
九、不可用手直接清除切屑,必须用专用的钩子或毛刷清除。
十、卡盘扳手必须随手取下,以免开车时甩出造成事故。
十一、电气线路和器件等发生故障应交维修工处理,自己不得拆卸,不准自己动手敷设线路和安装电源。
十二、装夹工件、调整卡盘、换刀、校正和测量工件时,必须停车进行,并将刀架移到安全处,校正后要搬出垫板等物,方可开车。
十三、千分尺、游标卡尺、百分表等,精密量具应按正确的操作使用,如果因个人非正常使用损坏,由个人赔偿。
十四、工作完毕后要清理机床,清点工具,搞好车间卫生。
一、外圆手动车削训练1、训练目的:熟练大托板、中托板,横向、纵向进给量,了解大中托板刻度、托板间隙。
二、材料、刀具、量具的选择工、量具游标卡尺0—200mm 测量长度、直径外圆车刀90°外圆、倒角刀具切断刀4mm 切断材料45# Φ 40三、评分标准序号检查内容配分评分标准得分1 安全生产302 外圆103 长度104 光洁度305 着装106 基本操作1078总分一、圆弧车削训练1、训练目的:熟练大托板、中托板,横向、纵向进给方向,熟练双手协调能力。
二、材料、刀具、量具的选择工、量具游标卡尺0—200mm 测量长度、直径外圆车刀90°外圆、倒角刀具R 车刀圆弧切断刀4mm 切断材料45# Φ 40三、评分标准序号检查内容配分评分标准得分1 安全生产302 外圆103 长度104 圆弧305 着装106 基本操作1078总分一、外圆自动进给车削训练1、训练目的:熟练正确使用自动进给手柄横向、纵向自动走刀切削,正确调节进给箱的走刀量大小。
切削三要素:切削速度,进给量和背吃刀量。
切削速度:与车床主轴转速有关,切削速度=转速×д×工件待加工表面直径/1000。
工件材质、工件尺寸、工件是否进行热处理、切削工件的车刀都与转速有关,还需掌握车床转速和中滑板的进给量的调整。
进给量:分为中滑板的进给量和大滑板的进给量。
根据滑板的精度和刻度,要正确读数,如:假设大滑板的精度每格0.5mm,中滑板的精度每格0.02mm,如图所示,要将直径35mm、长度88mm的铁棒车成直径30mm、长度85mm 的铁棒,则对刀后大滑板水平进给3mm(大滑板转盘转3mm/0.5mm=6格),中滑板纵向进给(35-30)/2=2.5mm(中滑板转盘转2.5/0.02=12.5格)。
背吃刀量:车削时工件上待加工表面直与已加工表面间的垂直距离。
操作步骤如下:1、毛坯:材质45# ,直径38mm的铁棒加工成如上图所示的多台阶轴。
2、装夹方法:采用两顶尖装夹保证其位置精度,粗车时采用三爪定心卡盘定位。
3、刀具和量具的选择:1)刀具:45°车刀、90°车刀、切断刀、A形ф4中心钻等。
2)量具:游标卡尺、25-50mm的外径千分尺等。
4、读图:分析采用什么工艺加工此零件,锥度如何计算,测量切断刀厚度。
5、车削顺序①用三爪定心卡盘夹持直径为38mm的坯料,用扳手夹紧坯料,夹紧后必须取下扳手,伸出长度不小于100mm,启动车床(事先调好转速和进给量),将手柄向上提,保证主轴正转,车削端面;若轴的径向跳动和轴向跳动度没有具体要求或跳动不大,则车端面后,不需钻中心孔;若跳动度有具体要求或跳动太大,车端面之后需要钻ф4中心孔(查表选用);车外圆直径由ф38到ф35(作用是去除铁棒表面的锈蚀部分,保证铁棒见光),车削至卡盘处,再车削ф25×10的工艺台阶。
②调头找正夹牢(扳手操作如上),启动车床将大划板划到工件端面附近,保证大划板整数刻度(如50mm)与刻线对齐,同时保证工件长度不小于85mm,然后向上提手柄,车削端面,截总成至尺寸85mm处,用车刀刻一条线,钻ф4中心孔。