编码器标定过程
- 格式:pdf
- 大小:195.12 KB
- 文档页数:2
abz编码器的零位调整-回复ABZ编码器是一种电子设备,常用于测量和控制系统中。
在使用ABZ编码器时,零位调整是非常重要的一个步骤,它确保编码器测量的数据准确性和可靠性。
本文将详细介绍ABZ编码器的零位调整过程,包括准备工作、零位调整方法和注意事项等内容。
第一步:准备工作在开始零位调整之前,我们需要准备一些工具和设备,以确保调整过程的顺利进行。
首先,我们需要准备一个适用于ABZ编码器的电压表,在调整过程中用来测量输出信号的电压。
另外,我们还需要一根杠杆或尺子,用于手动旋转ABZ编码器的轴,以调整其零位。
最后,我们还需要电源供应器和连接ABZ编码器的电缆。
第二步:零位调整方法1. 将ABZ编码器连接到电源供应器,并确保其正常工作。
使用电压表测量ABZ编码器的输出信号电压,记录下初始值。
2. 手动旋转ABZ编码器的轴,将其调整到所需的零位位置。
这个位置应该是一个已知的基准位置,例如机械安装参考点或系统的初始状态。
3. 继续测量ABZ编码器的输出信号电压,记录下调整后的数值。
4. 使用电压表的测量结果,计算出零位调整的误差值。
根据ABZ编码器的规格和要求,确定这个误差值是否在可接受的范围内。
5. 如果误差值超过了可接受范围,需要进行进一步的调整。
根据ABZ编码器的型号和说明书,查找调整零位的方法。
通常,调整ABZ编码器的零位可以通过调整编码器轴上的磁性环或光栅板的位置来实现。
6. 按照ABZ编码器的说明书,使用适当的工具和方法,进行零位的微调。
在调整过程中,使用电压表测量ABZ编码器的输出信号电压,并记录下调整后的数值。
7. 重复步骤4和步骤6,直到所测量的误差值达到可接受的范围为止。
在这个过程中,需要耐心和细心,确保每一次微调都是准确的。
第三步:注意事项在进行ABZ编码器的零位调整时,有一些注意事项需要注意。
1. 调整过程中要小心谨慎,避免过度调整或不当操作,以免损坏ABZ编码器。
2. 在调整之前,确保ABZ编码器的安装位置稳定,并且没有外部扰动。
欧姆龙绝对值编码器原点标定
伺服系统零点校对的绝对值编码器调零方法,涉及工业自动化和智能机器人领域。
方法,在通用交流伺服驱动器不变的基础上,采用对电机电角度零位校对补偿的方法,弥补了伺服电机与编码器初始安装过程中的电角度零位偏差,由于电角度计算的准确度影响控制策略的控制效果,因此该角度定位精度的提升,使得该伺服驱动器的整机控制性能提升,提高了行业应用的价值。
如果编码器的值没有丢失,MCP里有显示第二原点,把机器人的第一原点移动到跟第二原点。
时硕的电控柜开门背后有六个编码器的初始值,初始值就是机器人的出厂绝对零点,输进去就可以。
绝对值旋转单圈绝对值编码器:以转动中测量光电码盘各道刻线,以获取唯一的编码,当转动超过360度时,编码又回到原点,这样的编码只能用于旋转范围360度以内的测量。
多圈绝对值编码器:测量旋转超过360度范围时使用,用到编码器生产运用钟表齿轮机械原理,当中心码盘旋转时,通过齿轮传动另一组码盘(或多组齿轮,多组码盘)。
在单圈编码的基础上再增加圈数的编码,以扩大编码器的测量
范围,它同样是由机械位置确定编码,每个位置编码唯一不重复,而无需记忆。
焊机编码器(位移传感器)标定讲课人:王伟焊机有几个编码器,包括夹紧台,大车移动,导向辊,如遇数值不准导致无法到位时,或者更换后都需要对编码器进行标定,现场有油漆标示,用以检验编码器数值是否准确。
标定工作可在焊机画面上完成。
1 夹紧台(clamping table)位移传感器标定1)打开夹紧台标定画面点adjust on/off 按钮变成on为解锁2)把limit shear pos os&ds 都设为-100,点保存3)完全移动entry/exit table 到两边,不能移动时点击offset 置0.4)把limit weld pos os&ds 都设为27,点保存5)将entry/exit table 向中间移动到27,点offset.6)将limit weld pos 改为72,limit shear pos 改为-12,点保存。
7)点adjust on/off 按钮变成off 锁定。
2 大车(welding carriage)编码器标定1)打开大车标定画面点adjust on/off 按钮变成on为解锁2)把大车开到操作侧直到安全销可以锁紧的位置,锁紧安全销,点offset.3)点adjust on/off 按钮变成off 锁定。
3 导向辊(pilot roll)位移传感器标定1)打开导向辊标定画面点adjust on/off 按钮变成on为解锁2)把大车开到中间,使导向辊在夹紧台下面,在夹紧台中间放一完全水平的装置。
3)把手动把导向辊entry/exit开到与夹紧台下表面平行的位置(正好碰到水平装置),点Offset 置0.4)点adjust on/off 按钮变成off 锁定。
关于编码器标定规定:◆在更换了编码器本体(非DP接口),或处理过编码器接手的情况下,编码器的值发生了变化,有可能需要标定。
在确需标定后,标定步骤如下:1、通知操作人员,要求相应设备打到停止位置。
2、确认当前位置值,一般情况下要在转臂的2个基位信号到的位置标定(对于冷床应该在低位信号到)。
3、打开“SIMATIC MANAGER”,点开冷床程序的“BLOCKS”。
4、找到变量表“encode1”,双击打开。
5、找到相应的编码器变量,例如LOAD1 SM(PID72),然后在第2格(QW74)后的“modify value”栏输入标定值(通常转臂是4度,1#冷床低位是13度,1#冷床低位是17度)。
6、然后在第3格(Q72.7)后的“modify value”栏输入1,点击工具栏的双箭头符号或到菜单栏选“variable”下的“Activate Modify Values”,立即进行下一步:7、又在第3格(Q72.7)后的“modify value”栏输入0,点击工具栏的双箭头符号或到菜单栏选“variable”下的“Activate Modify Values”。
注意:一定要完成这一步骤。
8、关闭变量表“encode1”,如果提示是否保存(Do you want to save the variable table?)选择No。
9、通知操作人员试车,监视标定后值是否正常变化。
一定要确认无问题,方可结束工作。
关于修改变量:对于一些M点、Q点、DB点,如果程序中未置位信号,则可以通过修改变量的方式来改变值(类似强制),优点是:有置位语句这样的操作不会起作用,比较安全。
而强制是无条件的,必须确认清楚。
操作如下:1、打开相应的程序。
2、打开或建立一个变量表。
3、输入你要修改值的变量地址。
4、在变量地址后的“modify value”栏输入想修改的值。
点击工具栏的双箭头符号或到菜单栏选“variable”下的“Activate Modify Values”。
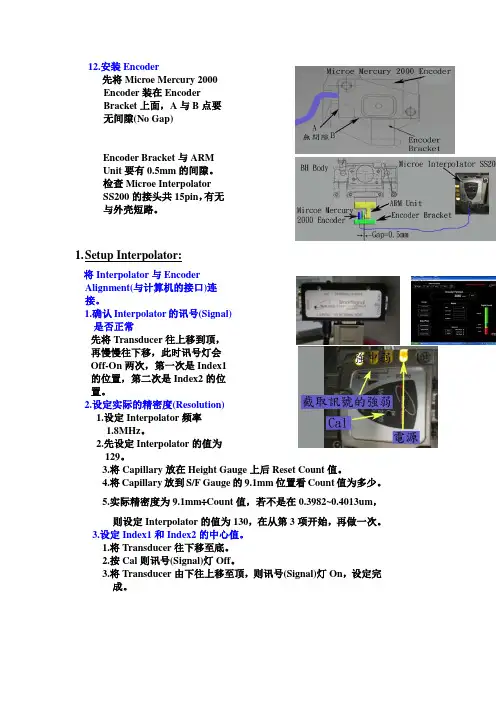
12.安装Encoder先将Microe Mercury 2000Encoder 装在EncoderBracket 上面,A 与B 点要无间隙(No Gap)Encoder Bracket 与ARMUnit 要有0.5mm 的间隙。
检查Microe InterpolatorSS200的接头共15pin ,有无与外壳短路。
1. Setup Interpolator:将Interpolator 与EncoderAlignment(与计算机的接口)连接。
1.确认Interpolator 的讯号(Signal)是否正常先将Transducer 往上移到顶,再慢慢往下移,此时讯号灯会Off-On 两次,第一次是Index1的位置,第二次是Index2的位置。
2.设定实际的精密度(Resolution)1.设定Interpolator 频率1.8MHz 。
2.先设定Interpolator 的值为129。
3.将Capillary 放在Height Gauge 上后Reset Count 值。
4.将Capillary 放到S/F Gauge 的9.1mm 位置看Count 值为多少。
5.实际精密度为9.1mm ÷Count 值,若不是在0.3982~0.4013um ,则设定Interpolator 的值为130,在从第3项开始,再做一次。
3.设定Index1和Index2的中心值。
1.将Transducer 往下移至底。
2.按Cal 则讯号(Signal)灯Off 。
3.将Transducer 由下往上移至顶,则讯号(Signal)灯On ,设定完成。
多圈绝对值编码器调零对位方法
多圈绝对值编码器是一种用于测量旋转角度的装置,它能够提供高精度的角度信息。
调零对位方法是指在使用编码器时将其零点对准参考位置的过程。
以下是多角度全面完整的回答:
1. 机械对位,在安装多圈绝对值编码器时,通常需要进行机械对位。
这包括确保编码器轴与被测物体的旋转轴对齐,以及调整机械结构使得编码器能够准确读取旋转角度。
2. 电气对位,在电气对位阶段,需要连接编码器输出信号到相应的控制系统或数据采集设备。
在此阶段需要确保信号线路连接正确,信号电平稳定,并进行必要的校准。
3. 软件对位,在使用多圈绝对值编码器时,通常需要进行软件对位。
这包括根据厂家提供的指南,使用特定的软件工具将编码器的零点位置设定为参考位置。
这通常需要在控制系统或者编码器读数软件中进行相关设置。
4. 校准和验证,一旦进行了机械、电气和软件对位,就需要进行校准和验证。
这包括通过旋转被测物体,观察编码器读数是否准
确,并进行必要的校准调整,以确保编码器能够准确反映被测物体
的旋转角度。
5. 定期维护,为了保持多圈绝对值编码器的准确性,需要定期
进行维护和校准。
这包括清洁编码器表面,检查连接线路是否良好,以及校准和验证编码器的零点位置是否保持准确。
总之,多圈绝对值编码器的调零对位涉及到机械、电气、软件
和校准等多个方面,需要全面考虑并严格执行相关步骤,以确保编
码器能够准确地提供角度信息。
编码器标定过程标定现场编码器因为现场编码器所使用地点不同,标定方法不尽相同,但原理相同。
此处以轧机入口侧导板编码器为例讲解。
所谓标定是指对图1中红线框中的数值进行设定使得现场的位移变化量与程序中的位移变化量相同(误差允许范围内)。
标定后的值记为β,标定前的经验值记为α。
图11.程序中设定现在程序中对所标定参数进行设定(经验值)。
设定位置如图2红线框所示图2设定值与图2中的蓝线框中的数值有关,如果是蓝线框是100则红线框为两位数,如果蓝线框是1000则红线框为三位数,设定方法为双击,在对话框中Device栏中进行输入数值。
此处经验值为140记为α。
2.现场测量在现场设备上确定一个测量的基准点(用胶带贴在设备上,在上划线作为每次测量的基准)移动现场设备,先进行一次点动,移动量不用很大确保以后的移动方向与此次点动方向相同(减小误差)移动现场设备,测量移动距离,记录为L1(473mm)在程序中查看程序中的移动量,查看位置如图红线框所示(有多处与此处数值相同)。
记录为S1(565.7mm)。
再次移动现场设备(与上次方向相同)测量移动距离记录为L2(599mm)。
再此查看程序相同位置记录数据为S2(726.8mm)。
3.计算①ΔL=|L2‐L1|=126mm ②ΔS=|S2‐S1|=161.1mm ③β=ΔL÷ΔS×α=109.49经过计算β值为109.49,现场实际测量不免有误差,多测几组(测量计算方法相同)进行比较,得出最后结果此处给出结果β值为110。
4.验证让设备移动较大距离(尽量减小误差),测得L1、S1、L2、S2,计算得出ΔL、ΔS比较俩数值是否相同(误差允许范围)因为现场测量工具粗糙,此处认为误差在0.1mm即为相同。
编码器检验方法及规范1.编码器接线编码器连接线两两一股,每股中有一根黑线,为表示区别,命名为黑(红)、黑(橙)、黑(蓝)、黑(绿),与端子连接的具体对应列表如下:1...………...黑(红)2…………..红3…………..橙4…………..黑(橙)5…………..蓝6…………..黑(蓝)绿和黑(绿)不接,留做备用。
2.准备工作首先将示波器调整到如下状态:纵坐标代表电压,调整到5V/格;横坐标代表触发时间,调整到25ms/格。
右侧显示测量值,分别为两个通道的电压最大值和频率值。
其次检验24V电源的供电质量:使用万用表测量电源的输入是否达到AC220~230V,输出是否达到DC24V,若未达到请更换电源。
最后将24V电源的正、负极分别接入待检编码器的接线端子2、1;示波器两通道表笔的地线相连后与电源负极连接;将带键的手轮插入主轴。
以上工作做完后即可开始编码器的检验。
3.检验项目A.检验波形匀速转动主轴,同时用示波器两表笔分别测量端子3、4、5、6的输出波形,每次两组,观察波形状态是否正确,右图所示为正确波形。
B.记录各项电压最大值匀速转动主轴,同时用示波器两表笔分别测量3、4、5、6、9、10各端子的输出电压最大值,显示在示波器显示屏上。
C.检查轴套绝缘性用万用表测量主轴与编码器其他各金属部分的绝缘情况,保证其主轴与其他金属部分绝缘。
D.检查连接线的通断情况用万用表检测编码器连接线两端,确保每条线均为单独连通的。
4.填写检验明细以上项目检验同时记录检验数据于明细表,交库房留底。
编码器校准方法及装置与流程
编码器校准是指通过一系列操作,使编码器的测量结果与实际测量值尽可能接近的过程。
以下是一种常见的编码器校准方法及装置与流程:
方法与装置:
1. 选择适当的标准设备,如块表、激光干涉仪等,用于测量编码器的运动长度或位置。
2. 如果编码器需要线性校准,可以使用线性滚动条装置。
如果编码器需要角度校准,可以使用旋转平台装置。
3. 根据编码器的测量范围和精度要求,选择合适的校准装置。
流程:
1. 将编码器安装在校准装置上,并与标准设备连接。
确保编码器与标准设备之间的测量范围和精度匹配。
2. 运行校准软件或系统,并按照其操作指南进行校准。
3. 在校准过程中,根据软件或系统的提示,逐步移动或旋转编码器,使其测量结果与标准设备的测量结果尽可能接近。
4. 根据校准软件或系统的要求,将校准结果进行记录或保存。
5. 校准完成后,进行校准结果的验证,通过与标准设备的再次比对,确认校准结果的准确性。
6. 如有需要,根据校准结果进行编码器的调整或修正。
7. 校准完成后,可以将编码器安装到实际应用环境中,确保其准确性和稳定性。
需要说明的是,不同类型的编码器可能会有不同的校准方法和装置。
校准的具体流程和步骤也可能会有所不同。
因此,在校
准编码器之前,最好参考该编码器的用户手册或生产商提供的校准指南。
磁编码器是一种测量旋转位置的传感器,通常用于工业设备和机械系统中。
磁编码器校准是确保其测量准确性的重要步骤。
以下是一般磁编码器校准的实现方式:
1. 零点校准:在磁编码器的安装过程中,首先需要进行零点校准。
这确保在旋转位置的零度时,编码器输出相应的零信号。
零点校准可以通过机械调整或通过特定的校准程序进行。
2. 方向校准:方向校准是为了确保在旋转方向上的正确性。
这通常涉及到标定编码器的正向和反向旋转。
通过旋转设备并观察输出信号的变化,可以确定编码器输出的旋转方向。
3. 角度线性度校准:磁编码器需要提供线性的角度输出,即在旋转过程中输出值应该按照恒定的速率变化。
通过旋转设备到不同的已知位置,可以检查输出是否符合线性度要求,必要时进行调整。
4. 磁场干扰校准:磁编码器的性能可能受到周围磁场的影响。
在校准过程中,需要注意并校正由外部磁场引起的可能的干扰。
5. 温度校准:磁编码器的性能可能受温度变化的影响。
校准过程中需要考虑温度变化对编码器输出的影响,并进行相应的校准。
6. 使用厂家提供的工具或软件:磁编码器通常附带有厂家提供的校准工具或软件。
这些工具可以帮助用户更准确地进行校准,包括调整各种参数和监测输出。
根据具体的磁编码器型号和制造商,校准的步骤和工具可能有所不同。
因此,建议参考相关的磁编码器手册和技术文档,以获取详细的校准指导。
编码器马达校准方法
编码器马达校准方法是一种用于调整编码器驱动的马达的精准度和准确性的过程。
校准编码器马达是确保马达能够准确记录位置和运动的关键步骤。
下面将介绍一种常见的编码器马达校准方法。
首先,校准编码器马达之前确保马达系统处于正常工作状态,连接正确并接收外部信号。
确保编码器和驱动器的供电正常,并按照产品手册连接各个部件。
接下来,运行特定的校准程序。
这个程序通常由驱动器或相关的软件提供。
在此过程中,马达会在正向和反向运动中精确地旋转到特定的位置,同时编码器会记录每个位置的数值。
然后,通过比较编码器记录的位置值和预期的位置值来确定误差。
根据误差值的大小,可以调整驱动器的参数来校准马达。
这些参数可能包括电流、速度和加速度等。
在调整参数之后,再次运行校准程序,检查马达是否能够准确地旋转到预定的位置。
如果误差仍然存在,可能需要进一步调整参数或检查硬件连接。
最后,测试校准后的编码器马达的性能。
通过运行不同速度和加速度的测试来验证马达是否能够准确地跟踪位置。
如果测试结果仍然不理想,可能需要重新检查硬件连接或寻求技术支持。
综上所述,编码器马达校准方法是调整编码器驱动的马达精准度和准确性的关键步骤。
通过运行校准程序、调整参数和测试性能,可以确保马达能够准确记录位置和运动,提高系统的稳定性和性能。
伺服电机编码器的使用方法
伺服电机编码器的使用方法包括以下几步:
1. 确定编码器的类型和规格:伺服电机编码器有很多不同的类型和规格,如增量式编码器和绝对式编码器,分辨率等等。
要确定您使用的编码器的类型和规格。
2. 连接编码器:将编码器正确地连接到伺服电机上。
通常,编码器会有两个输出通道,一个是A相通道,一个是B相通道,还有一个Z相通道用于零点标定。
3. 配置伺服驱动器:进入伺服驱动器的配置界面或菜单,设置编码器参数。
这包括设置分辨率、编码器类型(增量式还是绝对式)、零点标定等。
4. 零点标定:进行零点标定以确定编码器的初始位置。
这可以通过驱动器菜单或使用专门的零点标定工具来完成。
5. 监测编码器反馈:使用编码器反馈信号来监测电机的位置和运动状态。
这可以通过读取驱动器的反馈信号或使用编码器输出的脉冲信号来实现。
6. 调整编码器参数:根据应用需求和实际情况,可能需要调整编码器的一些参数,如分辨率、速度限制等。
需要注意的是,不同的伺服电机和编码器可能具有不同的使用
方法和配置步骤。
建议参考伺服电机和编码器的相关说明手册或咨询厂家获得更详细的使用指导。
【编码器知识点】编码器确定零位的七种方法1、编码器轴转动找零,编码器在安装时,旋转转轴对应零位,一般增量值与单圈绝对值会用这种方法,而轴套型的编码器也用这种方法。
缺点,零点不太好找,精度较低。
2、与上面方法相当,只是编码器外壳旋转找零,这主要是对于一些紧凑型安装的同步法兰(也有叫伺服法兰)外壳所用。
3、通电移动安装机械对零,通电将安装的机械移动到对应的编码器零位对应位置安装。
4、偏置计算,机械和编码器都不需要找零,根据编码器读数与实际位置的偏差计算,获得偏置量,以后编码器读数后减去这个偏置量。
例如编码器的读数为100,而实际位置是90,计算下在实际位置0位时,编码器的读数应该是10,而这个“10”就是偏置量,以后编码器读到的数,减去这个偏置量就是位置值。
可重复多次,修正偏置量。
对于增量值编码器,是读取原始机械零位到第一个Z点的读数,作为偏置量。
精度较高的编码器,或者量程较大的绝对值多圈编码器,多用这种方法。
5、智能化外部置零,有些带智能化功能的编码器,可提供外部置位功能,例如通过编码器附带的按键,或外带的软件设置功能置零。
6、需要说明的是,绝对值编码器的零位再往下就是编码的循环最大值,无论是单圈绝对值,还是多圈绝对值,如果置零位,那么再往下(下滑、移动,惯性过冲等),就可能数据一下子跳到最大了,对于高位数的绝对值多圈,可能数据会溢出原来的设定范围。
另外,绝对值编码器还有一个旋转方向的问题,置零后,如果方向不对,是从0跳到最大,然后由大变小的。
一些进口的编码器尽管带有外部置零功能,但建议还是不要用此功能。
(我们碰到很多用进口绝对值编码器会碰到这样的困惑,不要就迷信进口的)。
7、最好的置位方法,预置一个非零位(留下下滑、过冲的余量)并预置旋转方向+偏置计算的方法。
另外一种方法是置“中”,偏置量就是中点值,置位线与电源正相触后,编码器输出的就是中点位置,这样的行程是+/-半全程,在这样的行程范围内,无论旋转方向,确保不会经过零点跳变。
编码器确定零位的七种方法编码器是一种用于确定零位的重要设备,它能够将位置转换为数字信号,并且可以根据需要准确地确定零位。
以下是七种常见的确定零位的编码器方法:1.机械触发器:机械触发器是一种机械装置,当物体接触到触发器时,触发器会发出一个信号,用于确定零位。
这种方法常用于运动控制系统中。
2.光电传感器:光电传感器可以通过检测光线的变化来确定零位。
它通常由发光二极管(LED)和接收器组成,当物体遮挡光线时,传感器会发出一个信号,用于确定零位。
3.磁性传感器:磁性传感器使用磁场来确定零位。
它通常由一个磁体和一个磁感应器组成,当磁体和磁感应器之间的磁场发生变化时,传感器会发出一个信号,用于确定零位。
4.编码盘:编码盘是一种圆盘状的装置,上面刻有一系列的编码格栅,可以将位置转换为数字信号。
通过读取编码盘上的编码格栅,可以确定零位。
5.脉冲编码器:脉冲编码器是一种基于脉冲信号的设备,通过计算脉冲的数量和方向来确定零位。
它通常由一个光电传感器和一个编码盘组成。
6.霍尔传感器:霍尔传感器是一种基于霍尔效应的设备,通过检测磁场的变化来确定零位。
它通常由一个磁体和一个霍尔传感器组成。
7.位移传感器:位移传感器可以直接测量物体的位移,并将其转换为数字信号。
通过测量物体的位移,可以确定零位。
除了以上七种常见的方法,还有其他一些方法可以用于确定零位,如电容传感器、声纳传感器等。
不同的应用领域和要求可能需要不同的零位确定方法。
因此,在选择编码器时,需要根据具体的应用场景和要求来确定合适的零位确定方法。
电梯编码器整定和主机整定大全CT 编码器整定操作步骤1.断开电源,吊起轿厢,空开曳引轮钢丝绳;2.取出主板JP5的9与10.11.13的线并短接一起;3.送电后确认KAS,KAD,继电器吸合,接触器KM1,KM2,KM3也吸合,抱闸自动张开;注:保证安全回路102—114和门锁回路104—116为通路;4.抱闸已张开,用盘车轮手动盘车,应能顺利地转动曳引轮;5.找至16.04并确认进行,再分别顺时针和逆时针慢慢盘动曳引轮;检查其显示数值是否增加和减少;6.作标记后将曳引轮盘动一周应累计16384个脉冲7.检查变频器的数据是否正确无误,并进行存储8.找到16.10,按下检修上行或下行,此时电机会发出轻微电流声并且曳引轮保持静止不动9.把16.10把当前值由0改1后确认,约1-2秒钟后曳引轮以缓慢的速度顺时针转1/4周10,当16.10的当前值自动由1变成0时,松开检修运行按钮,转到16,.09并记录下其数值11,重复以上步骤各次16.09的参数值差值应小于3012,取平均数,并将平均数值输入参数16.09后存储13,断电后恢复所有接线,再送电检查检修运行是否正常14,恢复曳引钢丝绳后,再确认检修及快车运行是否正常Lift富士编码器整定操作步骤附录一参数值:E08=1024H30=25S01=0S06=0000P06=0P07=5%P08=10%F07=2F08=2L36=2L37=2改不到2,一般为1L02=8192附录二参数值:E08=25H30=0S01=0S06=0000F07=0.001F08=0.0011.断开电源,吊起轿厢,空开曳引轮钢丝绳;2.短接JP6的14与18;短接JP5的9与10,11,133.送电后接触器吸合,抱闸自动张开4.检查变频器参数,如附录一5.参数L03设定为0101按确定键后自动整定6.待一会电机没声音后查看整定结果L04并记录7.重复步骤5和6共六次8.查看L04的值偏差是否超过20度若是,断送点后检查原因或重复5—7步骤,若无法进入下一步9.设S06=0001,再设S1=1000,开始底速校正10.设S1=0,让电机停止转动11.查看L04的变化值是否有变化且变化小于30度注:前面六次整定结果正常大小不超过1度,此时与前面值相比较,一般不超过5度12.断电后拆除短接线,短接线路复位13.送电检查电机运行是否正常14.变频器参数复位,见附录二15.观察调出监控菜单W05,电梯检修运行过程中的电流值是否小于1.5A16.断电,挂上曳引钢丝绳,放下轿厢,恢复电梯正常运行富士5000G11UD主机自整定操作步骤1.设定F03,F04,F05电动机的额定速度,不能设定先输入密码F00=0改为12.P02,P03,P06P04设为2时,不需要输入空载电流3.端子座运行,设定F01为0,F02为0,P04自定义设为2动态4.短接主板上JP5-09,JP5-10,JP5-11,JP5-13,按变频器FWD,REV,学习完毕,按STOP 停止,上下各做3次,取平均值,输入P06,P07,P08PMS300 主机编码器更换操作步骤准备工具:M10X30螺栓 M5X70螺杆内六角一套1.用大号一字批旋出编外壳螺栓,并拨出编码器插头2.用4mm的内六角松开编码器与电机轴的连接螺栓M5X50旋出360-720度3.旋入M10X30的螺栓应感觉到编码器脱开主机轴4.全部旋出M10X30和M5X50螺栓5.用2MM内六角反时针旋出编码器侧边张紧螺栓两圈,取下编码器注:若取不出,用M5X70螺杆旋入连接孔至取出编码器为止CPI 编码器整定操作步骤1.电梯检修上行或断电松抱闸使对重压在缓冲器上2.送点后TMI2板Ready灯亮,插上PT诊断仪3.用输入密码打开变频器隐性参数,找到P8604.把P86的当前值由0改为1,再把光标移回P86处5.TMI板执行DSP复位后,Reade灯会熄灭数秒再亮6.按下主板上的TUV测试开关,同时在I型诊断仪上由1500进入15AF7.把P86的当前值由1改为28.按下紧急电动运行上行或下行按钮,接触器动作后抱闸自动张开,电机由于电流不断增加后抖动几下后停止不动9.保持按住上行或下行按钮,把PT光标移回P86处10.抱闸自动闭合后,立即松开上行或下行按钮,P86 的当前值会自动由2改为011.复位主板上的TUV测试开关,I型诊断仪AF00储存退出12.移至参数P105处,检查其值是否小于313.若小于3即整定成功,否则重复以上4-12项操作14.检修和快车运行检查电梯是否正常CPI 异步电机整定操作步骤检查参数附表:P13 传动比主机铭牌P14 曳引轮直径P15 悬挂比P16 电梯速度P17 电机转速内部计算注:P17应小于或接近P62的值P40 马达型号选择P96 编码器脉冲数P60 额定频率电机铭牌P61 额定电压电机铭牌P62 额定转速电机铭牌P63 额定电流电机铭牌P64 功率因数电机铭牌P65 转子时间常数内部P97 电机极对数1.检查或将P40设置为othermotor2.检查变频器相关叁数,见附表3.确认TMI2板上Ready灯亮,电梯可起动运行4.叁数P86的当前值由0改为1后,再把光标移回P86处5.此时P86的当前值会自动由1改为26.I型诊断仪进入15AF,并按下主板上的Service按钮7.操作检修上行或下行并保持住主机发出电流声8.P86会自动由2改为3,再变为4,最后变为09.松开检修运行,保存参数并退出15AF及Service按钮10.检查P81并记录其Rs和Ls的值11.多次重复4-10步骤,找出Rs和Ls的经验值,并参考作此项目同类电机整定的最终值12.轿厢空载在顶层,逐步降低的P67的值,试验检修下行是否可正常起动13.找P67的最小值后,再加大30-40设定即可注:目的在于保证电梯 110%负载可正常运行14.电梯正常上行和下行,观察记录P68右侧显示值15.反复调整P68左侧值,使上下行两值相差最小注:空载或满载时都是上行值比下行值大,最好是能保证平衡负载时两值是相同的。
绝对值编码器的校准方法主要包括以下步骤:
1.用一个直流电源给电机的UV绕组通以小于额定电流的直流
电,U入,V出,将电机轴定向至一个平衡位置。
2.用示波器观察绝对编码器的最高计数位电平信号。
3.调整编码器转轴与电机轴的相对位置。
4.一边调整,一边观察最高计数位信号的跳变沿,直到跳变沿
准确出现在电机轴的定向平衡位置处,锁定编码器与电机的相对位置关系。
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位
置时,跳变沿都能准确复现,则对齐有效。
请注意,上述步骤为绝对值编码器校准的基本步骤,实际操作中可能需要根据编码器的类型、规格和精度要求进行适当的调整。
建议在专业人员的指导下进行绝对值编码器的校准工作。
标定现场编码器
因为现场编码器所使用地点不同,标定方法不尽相同,但原理相同。
此处以轧机入口侧导板
编码器为例讲解。
所谓标定是指对图1中红线框中的数值进行设定使得现场的位移变化量与
程序中的位移变化量相同(误差允许范围内)。
标定后的值记为β,标定前的经验值记为α。
图1
1.程序中设定
¾现在程序中对所标定参数进行设定(经验值)。
¾设定位置如图2红线框所示
图2
设定值与图2中的蓝线框中的数值有关,如果是蓝线框是100则红线框为两位数,
如果蓝线框是1000则红线框为三位数,设定方法为双击,在对话框中Device栏中
进行输入数值。
此处经验值为140记为α。
2.现场测量
¾在现场设备上确定一个测量的基准点(用胶带贴在设备上,在上划线作为每次测量的基准)
¾移动现场设备,先进行一次点动,移动量不用很大确保以后的移动方向与此次点动方向相同(减小误差)
¾移动现场设备,测量移动距离,记录为L1(473mm)
¾在程序中查看程序中的移动量,查看位置如图红线框所示(有多处与此处数值相同)。
记录为S1(565.7mm)。
¾再次移动现场设备(与上次方向相同)测量移动距离记录为L2(599mm)。
¾再此查看程序相同位置记录数据为S2(726.8mm)。
3.计算
①ΔL=|L2‐L1|=126mm ②ΔS=|S2‐S1|=161.1mm ③β=ΔL÷ΔS×α=109.49
经过计算β值为109.49,现场实际测量不免有误差,多测几组(测量计算方法相同)
进行比较,得出最后结果此处给出结果β值为110。
4.验证
让设备移动较大距离(尽量减小误差),测得L1、S1、L2、S2,计算得出ΔL、ΔS比较
俩数值是否相同(误差允许范围)因为现场测量工具粗糙,此处认为误差在0.1mm即
为相同。