最新自由锻造工艺规程的编制及举例资料
- 格式:docx
- 大小:264.69 KB
- 文档页数:11
第十章锻压章节重点本章重点介绍了锻压的分类、特点、应用塑性变形对金属组织和性能的影响自由锻的主要工序及工艺要点锻压件的特点及应用。
学习目标1了解锻压的分类、特点、应用。
2理解塑性变形对金属组织和性能的影响常用金属的锻压性能。
3了解自由锻的主要工序及工艺要点识读锻件图、坯料的质量和尺寸、锻造工序、加热和冷却规范、锻造设备等会画简单锻件图。
4了解其他常用锻压方法的特点及应用、锻压技术发展趋势。
5初步具备合理选择典型零件的锻压方法、分析锻件结构工艺性具有锻件质量与成本分析的初步能力。
第一节锻压的基本知识一、锻压的概述【锻压】是指对坯料施加压力使其产生塑性变形改变尺寸、形状及改善性能用以制造机械零件、工件或毛坯的成形加工方法。
它是锻造和冲压的总称。
锻压包括轧制、挤压、拉拨、自由锻造、模型锻造、冲压等加工方法其典型工序实例如图所示。
常用的锻压加工方法锻压加工是以金属的塑性变形为基础的各种钢和大多数非铁金属及其合金都具有不同程度的塑性因此它们可在冷态或热态下进行锻压加工而脆性材料如灰铸铁、铸造铜合金、铸造铝合金等则不能进行锻压加工。
金属锻压加工的主要特点: 优点1 能改善金属内部组织提高金属的力学性能。
2 节省金属材料。
与直接切削钢材的成形相比还可以节省金属材料的消耗而且也节省加工工时。
3 生产效率较高。
如齿轮轧制、滚轮轧制等制造方法均比机械加工的生产率高出几倍甚至几十倍以上。
缺点: 1 不能获得形状很复杂的制件其制件的尺寸精度、形状精度和表面质量还不够高 2 加工设备比较昂贵制件的成本比铸件高。
二、金属的塑性变形金属在外力作用下将产生变形其变形过程包括弹性变形和塑性变形两个阶段。
【弹性变形】是指除去外力后物体完全恢复原状的变形。
【塑性变形】是指作用在物体上的外力取消后物体的变形不完全恢复而产生的永久变形。
塑性变形不仅能用于成形加工还会对金属的组织和性能产生很大影响。
一塑性变形的实质1 单晶体的塑性变形单晶体的变形方式有滑移和孪生两种。
自由锻工艺规程的制订工艺:将原材料或半成品加工成产品的工作、方法、技术等。
规程:将某种政策、制度等所做的分章分条的规定。
(1)锻件图的绘制在零件图的基础上,考虑加工余量、锻造公差、余块等因素后绘制的工艺图。
a)加工余量锻件表面留有供机械加工的金属层,5-20mm。
b)锻造公差锻件尺寸相对于公称尺寸所允许的变动量。
c)余块为便于锻造而增加的那一部分金属。
如较小孔、槽等。
(2)确定坯料的重量和尺寸1)坯料重量计算m坯=m锻件+m损m损=m烧+m芯+m切其中:m烧——火耗损失m芯——冲孔冲掉的芯料m切——修切端部的损失2)坯料尺寸、锻造比锻造比:锻件在锻造成形时的变形程度。
锻造比过小,达不到性能要求,过大则增大工作量,引起各向异性。
只有锻造比选择合适时,则毛坯内部缺陷被压合,树枝晶被打碎,晶粒显著细化,力学性能得到提高。
a)锻造比的计算方法:拔长时,B拔=A0/A镦粗时,B镦=H0/H一般情况下,铸锭作为坯料时,锻造比不小于2.5—3;轧制型材作为坯料时,锻造比选择1.3—1.5。
b)坯料尺寸:根据坯料重量和锻造比确定。
(3)选择自由锻工序(4)选择锻造设备根据锻件的尺寸、形状、材料等条件来选择设备种类及其规格,既保证锻透工件、有较高的生产率,又不浪费动力,并使操作方便。
(5)填写工艺卡自由锻的基本工序1. 镦粗镦粗是使坯料的截面增大,高度减小的锻造工序。
镦粗有完全镦粗、局部镦粗和垫环镦粗等三种方式。
局部镦粗按其镦粗的位置不同又可分为端部镦粗和中间镦粗两种。
如图3-1所示。
镦粗主要用来锻造圆盘类(如齿轮坯)及法兰等锻件,在锻造空心锻件时,可作为冲孔前的预备工序,镦粗可作为提高锻造比的预备工序。
镦粗的一般规则、操作方法及注意事项如下:⑴被镦粗坯料的高度与直径(或边长)之比应小于2.5~3,否则会镦弯(图3-2a)。
工件镦弯后应将其放平,轻轻锤击矫正(图3-2b)。
局部镦粗时,镦粗部分坯料的高度与直径之比也应小于2.5~3。
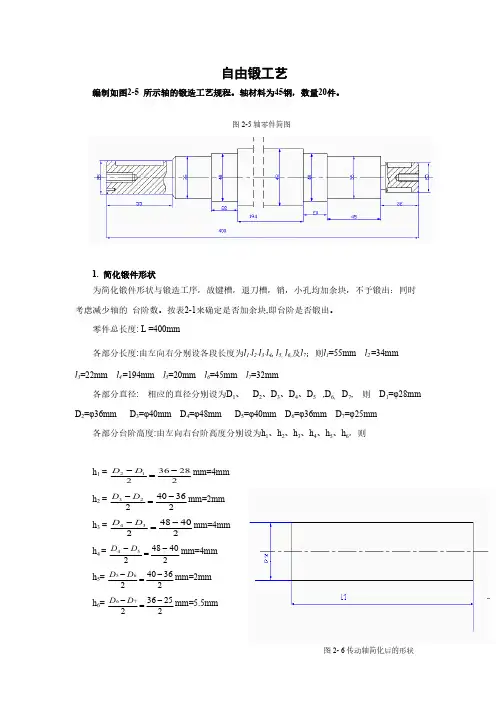
图2- 6传动轴简化后的形状自由锻工艺编制如图2-5 所示轴的锻造工艺规程。
轴材料为45钢,数量20件。
图2-5轴零件简图1. 简化锻件形状为简化锻件形状与锻造工序,故键槽,退刀槽,销,小孔均加余块,不予锻出:同时考虑减少轴的 台阶数。
按表2-1来确定是否加余块,即台阶是否锻出。
零件总长度: L =400mm各部分长度:由左向右分别设各段长度为l 1﹑l 2﹑l 3﹑l 4, l 5, l 6,及l 7;则l 1=55mm l 2=34mm l 3=22mm l 4=194mm l 5=20mm l 6=45mm l 7=32mm各部分直径: 相应的直径分别设为D 1、 D 2、D 3、D 4、D 5 ,D 6, D 7, 则 D 1=φ28mm D 2=φ36mm D 3=φ40mm D 4=φ48mm D 5=φ40mm D 6=φ36mm D 7=φ25mm各部分台阶高度:由左向右台阶高度分别设为h 1、h 2、h 3、h 4、h 5、h 6,则h 1 = mm=4mm22836212-=-D D h 2 = mm=2mm 23640223-=-D D h 3 = mm=4mm 24048234-=-D D h 4 = mm=4mm 24048254-=-D D h 5= mm=2mm 23640265-=-D D h 6= mm=5.5mm 22536276-=-D D查表2-1,根据各部分台阶高度h 1、h 2、h 3、h 4、h 5、h 6),零件总长(L)及相邻台阶直径(D 2、D 3、D 4、D 5 ,D 6, D 7,),查得各部分锻出的最小长度。
因为除h 6=5.5mm>5mm 外,其余h 均小于5mm,故l 1 至 l 6为锻不出部分,应加余块。
右端台阶(l 7段):根据h 6=5.5mm,L=400mm,相邻直径D 6=36mm,查表2-1得锻出台阶的最小长度l =32mm<140mm ,故不需锻出。
自由锻造工艺规程的内容自由锻造工艺规程是一项重要的制造工艺,旨在生产高质量的锻件。
下面是关于自由锻造工艺规程的内容要点:1.工艺介绍:自由锻造是一种传统的金属加工工艺,通过对金属材料的加热和塑性变形,将其形成所需的形状。
自由锻造工艺具有高度的灵活性,适用于生产各种尺寸和形状的零件。
2.工艺参数:在进行自由锻造过程中,需要控制以下几个重要的工艺参数:- 锻造温度:根据金属材料的特性,确定适当的锻造温度,以保证良好的塑性变形。
- 锻造压力:根据锻件的尺寸和形状,选择合适的锻造压力。
过高的压力可能造成材料的过度变形或开裂,而过低的压力则可能导致缺陷。
- 锻造速度:控制锻造速度,确保均匀的金属流动和形状精度。
3.设备和工具:自由锻造过程中需要使用以下设备和工具:- 锻造机械:选择合适的锻造设备,如锤式锻造机、压力机等。
- 锻模:根据所需的锻件形状,设计和制造相应的锻模。
- 辅助设备:包括加热炉、冷却装置、润滑剂等。
4.材料选择:在自由锻造过程中,材料的选择十分重要。
应根据锻件使用环境和要求,选择合适的金属材料,如碳钢、合金钢、铜合金等。
要确保材料具有良好的塑性和机械性能,以便顺利进行锻造过程。
5.质量控制:在自由锻造过程中,应进行严格的质量控制,以确保所生产的锻件符合要求。
包括对材料、工艺参数和设备的监控,以及对成品锻件的检验和评估。
综上所述,自由锻造工艺规程是一项重要的制造工艺,通过控制工艺参数、选择合适的设备和材料,可以生产出高质量的锻件。
严格遵守规程要求,进行质量控制,将确保锻造过程的成功和最终产品的可靠性。
自由锻造工艺规程第八章自由锻造工艺规程编制本章将主要介绍自由锻造工艺规程编制过程并举例进行说明。
自由锻造工艺规程主要由锻件图的设计,计算锻件重量,确定坯料规格或钢锭规格;设计锻造工步,计算变形程度;确定锻造温度以及加热火次、确定锻件复杂程度;确定锻造设备、工装及工具;确定坯料加热规范、锻件冷却及热处理规范、锻件表面清理规范;确定锻件理化检验规范等等。
编制工艺过程时应注意下述两个原则1)根据车间现有的条件,所编制的工艺技术先进,能满足产品的全部技术要求。
2)在保证优质的基础上,提高生产率,节约金属材料消耗,经济合理。
8.1.设计锻件图一般锻件的尺寸和表面粗糙度,达不到零件图的要求,锻件表面应留有一定的机械加工余量(以下简称余量)。
余量的大小主要取决于:零件的形状尺寸和加工精度、表面粗糙度要求、锻件加热质量、设备工具精度和操作技术水平等。
零件的公称尺寸加上余量即为锻件公称尺寸,对于非加工表面,则无需加放余量。
在锻造生产实际中,由于各种因素的影响,如终锻温度的差异、锻压设备工具的精度和工人操作技术上的差异、锻件实际尺寸不可能达到公称尺寸,允许有一定的误差,称为锻造公差。
锻件上不论是否需经机械加工,都应注明锻造公差。
通常公差约为余量的1/4~1/3。
锻件的余量和公差具体数值可查阅有关手册、标准或工厂标准确定。
余量余面余块余量余面余块余量余块试样试样热缓冲区或工艺夹头图8.1锻件的各种余块为了简化锻件外形或根据锻造工艺需要,在零件上较小的孔、狭窄的凹档、直径差较小而长度不大的台阶等难于锻造的地方,通常都需填满金属(这部分金属叫做锻造余块),但这样做增加了机械加工工时和金属损耗。
因此,是否加放余块,应根据零件形状、锻造技术水平、加工成本等综合考虑确定。
除了锻造工艺要求加放余块之外,对于有特殊要求的锻件,尚需在锻件的适当位置添加试样余块(供检验锻件内部组织和力学性能试验用等)、热处理或机械加工用夹头等。
见图8.1示例。
TC4(钛合金)是一种高性能的钛合金材料,具有较高的强度、良好的耐腐蚀性和较低的密度。
自由锻是一种常见的金属锻造工艺,可用于生产TC4 零件。
以下是一般TC4 自由锻工艺规程:
1. 锻造前准备:
a. 检查原材料,确保TC4 棒材或板材的尺寸、形状和质量满足锻造要求。
b. 准备锻造设备、工具和模具,确保设备运行稳定,模具尺寸和形状符合要求。
2. 加热:
a. 将TC4 原材料放入加热炉中,按照预定的升温曲线进行加热。
b. 加热温度通常在850-1000°C 之间,具体温度根据零件结构和锻造要求确定。
c. 保温时间应根据原材料的厚度、加热温度和锻造要求来确定。
3. 自由锻:
a. 将加热后的TC4 原材料放入锻造模具中,通过锤击或压力加工的方式进行锻造。
b. 锻造过程中,应根据零件的形状和尺寸逐步增加锻造力,避免过大的冲击载荷导致零件变形或破裂。
c. 控制锻造速度和锻造次数,以减少锻造应力和裂纹的产生。
4. 冷却:
a. 锻造完成后,将TC4 零件迅速移至冷却设备中,按照预定的冷却曲线进行冷却。
b. 冷却速度应适当,以降低零件的内应力和减少变形。
5. 后续加工:
a. 对锻造后的TC4 零件进行后续加工,如切削、磨削、钻孔等,以达到预定的尺寸和形状。
b. 如有必要,可对零件进行热处理,以进一步提高其力学性能。
锻造工安全操作规程范文一、总则为确保锻造工作的安全性和高效性,保障职工的身体健康,减少事故发生的可能性,制定本安全操作规程。
本规程适用于本工厂的所有锻造工作。
二、岗位责任1.工厂负责人负责全面组织、管理和监督锻造工作,确保工作环境符合相关安全要求。
2.车间主任负责具体的锻造工作的组织、指导和控制,确保生产流程安全顺利进行。
3.工人必须严格遵守本规程,自觉履行安全生产职责和义务。
三、操作规范1.锻造机械设备的维护和保养(1)设备的启动和停止必须按照操作手册的要求进行,不得违规操作。
(2)设备在运行前,必须进行检查,确保设备安全可靠。
(3)设备运行中发现异常,应立即停机,并向相关负责人报告并采取相应的措施。
(4)设备的日常维护工作应定期进行,如润滑油的更换、紧固件的检查和加固。
2.人员防护(1)进入锻造车间的人员必须穿戴好个人防护装备,包括耳塞、头盔、防护眼镜、手套等。
特殊情况下,还需要佩戴特定的防护服装。
(2)禁止身体疲劳、醉酒或医疗影响操作的人员进入锻造车间。
(3)禁止随意触摸锻造设备和产品,不得将手指放入锻造机械中。
3.物品管理(1)锻造车间内必须保持清洁整齐,杂物必须摆放整齐,确保工作顺利进行。
(2)易燃、易爆物品必须按照规定的标准存放,严禁将火种带入锻造车间。
(3)不得私自调拨和挪用锻造车间的工具、设备和物资。
4.紧急情况处置(1)发生火灾、爆炸等紧急情况时,应立即按照应急预案进行处置,并采取必要的措施将人员转移至安全地带。
(2)凡是定期进行的紧急演习,都必须按照相关规定进行,确保职工熟知逃生的路线和方法。
5.职工培训(1)通过开展定期的安全培训和教育活动,提高职工的安全意识和技能水平。
(2)新入职的员工应当经过系统的培训,并签署安全操作规程知情告知书。
6.操作规范(1)在进行锻造作业时,必须按照规定的工艺参数进行操作,不得擅自调整。
(2)进行锻造作业时,不得随意竖直操作,必须保持规定的安全距离。
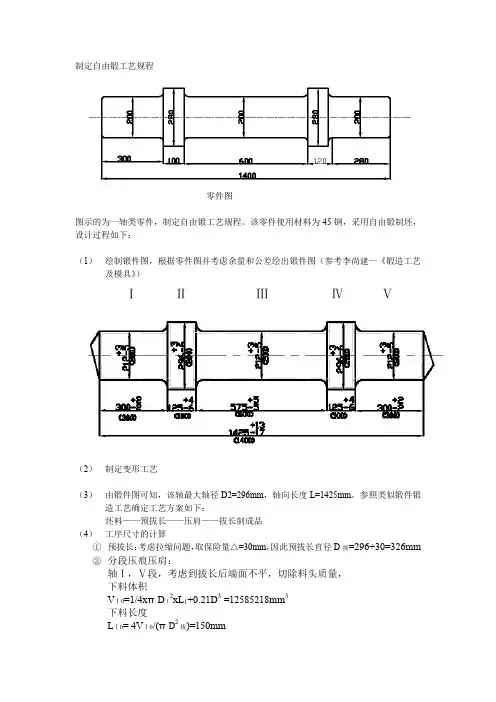
制定自由锻工艺规程零件图图示的为一轴类零件,制定自由锻工艺规程。
该零件使用材料为45钢,采用自由锻制坯,设计过程如下:(1)绘制锻件图,根据零件图并考虑余量和公差绘出锻件图(参考李尚建—《锻造工艺及模具》)ⅠⅡⅢⅣⅤ(2)制定变形工艺(3)由锻件图可知,该轴最大轴径D2=296mm,轴向长度L=1425mm。
参照类似锻件锻造工艺确定工艺方案如下:坯料——预拔长——压肩——拔长制成品(4)工序尺寸的计算①预拔长:考虑拉缩问题,取保险量△=30mm,因此预拔长直径D拔=296+30=326mm②分段压痕压肩:轴Ⅰ,Ⅴ段,考虑到拔长后端面不平,切除料头质量,下料体积VⅠ0=1/4xπDⅠ2xL1+0.21D3 =12585218mm3下料长度LⅠ0= 4VⅠ0/(πD2拔)=150mm轴ⅡⅣ段,根据经验应按大于工程尺寸并小于正公差下料VⅡ0=1/4xπDⅡ2xLⅡ=8772435mm3下料长度LⅡ0= 4VⅡ0/(πD2拔)=105.2mm轴Ⅲ段VⅢ0=1/4xπDⅢ2xLⅢ=20286598mm3下料长度LⅢ0= 4VⅢ0/(πD2拔)=243.2mm压肩深度按下时确定h=(1/3~1/4)x(D-d)=(1/3~1/4)x(296-212)=21~28mm ⑸计算坯料尺寸原坯料尺寸包括锻件尺寸及烧损,即V0=(V锻+V切)x(1+δ)V锻=59000168 mm3V切=4001813 mm3取烧损率δ=3.5%得V0=65207051 mm3选择圆柱坯料Φ340,即D0=340mmH0=4V0/(πD20)=718mm锻件重量G坯=ρx V0=515Kg⑹选择设备吨位根据锻件形状尺寸,查表3—10,选用3.0吨自由锻锤⑺确定锻造火次及温度范围45钢始锻温度为1200℃终锻温度为800℃㈧热处理为方便机加工,锻件热处理定为退火,随炉冷却工艺卡片。
自由锻造工艺规程的编制与举例自由锻造工艺规程编制:一、前言自由锻造是一种常见的金属加工工艺,常用于生产各种形状的金属零件。
为了确保自由锻造过程的质量稳定和安全性,制定一份规程对于指导工艺操作和保证产品质量至关重要。
二、工艺步骤1. 材料准备选择适当的合金材料,进行材料检验和清洁处理。
2. 加热将材料放入锻造炉内进行加热,控制加热温度和时间,以确保材料达到合适的塑性。
3. 锻造将加热好的材料放入锻造机上,进行力的作用,将材料成形为所需形状。
4. 锻后处理进行锻后处理,例如退火、冷却等,以消除内应力和改善材料的性能。
5. 检验与修整对锻造后的零件进行外观和尺寸的检验,并进行必要的修正和6. 清洁和包装清洁锻造后的零件,并根据客户要求进行包装和标记。
三、规程要求1. 设备要求确保锻造机的运行状态良好,维护日常保养,保证其正常使用。
定期进行设备检修,确保操作安全。
2. 温度控制准确控制加热温度和时间,以免过渡加热导致材料变形或者质量不达标。
3. 锻造力控制根据零件的形状和要求,合理选择锻造力度,以避免过度锻造或不足锻造导致零件存在缺陷。
4. 清洁和包装要求保证锻造后的零件无灰尘和污染,按照客户的要求进行包装,以防止运输过程中的损坏。
举例:以锻造一个螺栓为例,规程如下:1. 材料准备选择合适的强度和韧性的合金钢材料,并进行材料检验和清洁2. 加热将材料放入锻造炉内进行加热,控制加热温度为1000℃,加热时间为20分钟,以确保材料达到合适的塑性。
3. 锻造将加热好的材料放入锻造机上,施加100吨的锻造力,将材料锻造成圆柱形。
4. 锻后处理将锻造后的零件进行退火处理,退火温度为800℃,持续时间为1小时。
5. 检验与修整对锻造后的螺栓进行外观和尺寸的检验,保证尺寸的准确性,修整并确保无明显的裂纹和缺陷。
6. 清洁和包装对螺栓进行清洁处理,并用防锈纸包装,按照客户要求进行标记和包装。
七、质量控制1. 检测要求在自由锻造过程中,对于关键尺寸和性能要求高的零件,需要进行非破坏性和破坏性检测,以保证零件质量和使用寿命。
齿轮锻造工艺规程的制定1.设计、绘制锻件图图—1齿轮零件图因采用自由锻,所以应简化锻件外形以便锻造。
根据《锻造手册》——《圆环类自由锻件机械加工余量与公差(GB/T15826-1995)》查得:锻件水平方向的双边余量和公差为a=(12±5)mm,锻件高度方向双边余量与公差为b=(7±2)mm,内孔双边余量和公差为:c=(16±7)mm,因此绘制齿轮的锻件图2。
图—2齿轮锻件图2.确定变形工步及中间坯料尺寸由锻件图—2知D=292mm,凸肩部分D肩=198mm,d=104mm,H=57mm.凸肩部分高度H肩=30mm,得到D肩/d=,H/d=.参照课本图3—48变形工序为:镦粗—冲孔—冲子扩孔。
根据锻件形状特点,各工步坯料尺寸如下:(1)镦粗由于锻件带有单面凸肩,需用垫环镦粗,如图—2,则应确定垫环尺寸。
垫环孔腔体积Vπ(D肩2-d2).H肩/4计算得V肩=.垫应比锻件凸肩体积V肩大10%~15%,取13%,由式V肩=于是V垫=×=因冲孔时会使坯料产生拉缩,所以H垫应比锻件凸肩高度H肩增大15%~35%,取20%为宜。
H垫=肩=×30=36mm垫环内径d垫根据体积不变原则得:d垫=√(V垫/H垫)=垫环内壁应有斜度(7'),上孔直径定为164mm,下端孔定位为155mm.为除去氧化皮,在垫环镦粗之前应进行自由镦粗,工艺过程如图—3所示。
自由镦粗后坯料的直径应略小于垫环内径,而经垫环镦粗后上端法兰部分应比锻件最大直径略小。
(2)冲孔冲孔时应注意两个问题,1、冲孔芯料损失小2、扩孔次数不能太多。
冲孔直径d冲应小于D/3,即d冲≤D/3=198/3=66mm.实际选用d冲=60mm。
(3)扩孔总扩孔量为锻件孔径减去冲孔直径,即104—60=44mm.按课本表3—4每次扩孔量为25~30mm,分配各次扩孔量,各次扩孔为20mm,24mm。
(4)修整锻件按锻件图—2进行最后修整。
自由锻造工艺规程的编制及举例制定自由锻工艺规程的过程就是自由锻工艺设计的过程。
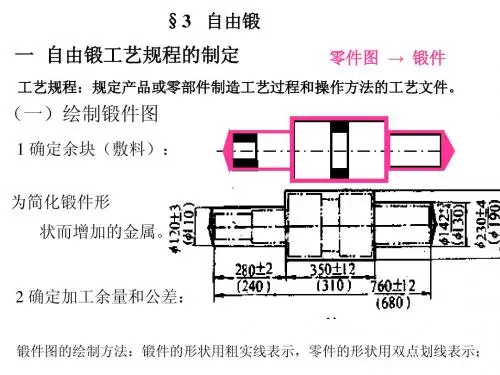
主要有以下内容:(一)绘制锻件图自由锻件的锻件图是在零件图的基础上考虑了加工余量、锻造公差、工艺余块等之后绘制的图绘制自由锻件的锻件图可按以下步骤进行:1.简化锻件形状为了简化锻造工艺,零件上的小孔、凹档、台阶等部分,可加上余块而不予锻岀,如图a。
是否加余块要根据零件的形状、尺寸、锻造技术水平和经济效果来确定。
2.确定加工余量和锻件公差(1)机械加工余量【机械加工余量】为使零件具有一定的加工尺寸和表面粗糙度,在零件表面需要加工的部分,锻件上留一层供作机械加工用的金属,称作机械加工余量(见上图a)。
(2)余块【余块】为简化锻件外形及锻造过程,在锻件的某些地方和添一些大于机械加工余量的金属,种加添的金属称作余块(见上图a)。
(3 )锻件公差【锻件公差】锻件实际尺寸与基本尺寸之间所允许的误差。
公差值的大小是根据锻件形状、寸并考虑生产的具体情况而定的。
3.绘制锻件图在锻件图上,规定用粗实线绘出锻件的形状。
为了便于了解零件的形状和检查锻件的实际加工余量,在锻件图上还要用双点划线绘出零件的主要形状,如图10-27b 。
(二)计算坯料质量与尺寸【坯料质量】坯料质量可按下式计算G 坯料=G 锻件+G 烧损+G 料头式中G 坯料——坯料质量G 锻件——锻件质量G 烧损——加热时由于坯料表面氧化而烧损的质量。
第一次加热取被加热金属的2~3%,以后每次加热取1.5~2.0%G 料头——在锻造过程中冲掉或切掉的那部分金属的质量。
如冲孔时坯料中部的料芯,修切端部的料头等。
当锻造大型锻件时,如采用钢锭作坯料,还要考虑应切掉的钢锭头部和尾部的质量。
2.坯料尺寸根据坯料质量即可确定坯料尺寸。
在计算坯料尺寸前,先要考虑锻造比。
【锻造比】是指坯料在锻造前后的断面积的比值。
对于拔长工序来说,其锻造比R d 可按下式计算:R d =A 0 /A 1 或L 1 /L 0式中A 0 、A 1 ——拔长前、后坯料的断面积;L 0 、L 1 ——拔长前、后坯料的长度。
对于镦粗工序来说,其锻造比(R u ) 可按下式计算:R u =A 1 /A 0 或H 0 /H 1式中A 0 、A 1 ——镦粗前、后坯料的断面积;H 0 、H 1 ——镦粗前、后坯料的高度。
确定坯料的尺寸时,应满足对锻件的锻造比要求,并应考虑变形工序对坯料尺寸的限制。
采用镦粗法锻造时,为避免镦弯,坯料的高径比(H 0 /D 0 <2.5) 。
但为下料方便,坯料高径比还应大于1.25 。
根据坯料质量,由下式求出坯料体积V 坯。
V坯=m坯/ pp ―― 金属密度。
对于钢铁p =7.85kg/dm 3 。
然后,求出坯料横截面积A 0 。
采用拔长法锻造时,由公式:A 0 =R d A 1因锻后横截面积A 1可知,故可求岀A 0 (坯料为钢锭时,锻造比R d取2.3〜3.0 ;坯料为轧材时,R d取1.3〜1.5),最后可求岀坯料直径或边长。
精品文档(三)制定锻造工序根据不同类型的锻件选用不同的锻造工序。
工序确定后,尚须确定所用的工夹具、加热设备、加热和冷却规范及根据锻件质量确定锻造设备。
(四) 自由锻件的锻造工艺规程举例自由锻件的锻造工艺 规程举例见下表。
锻件名称 齿轮坯 工艺类别 自由锻造45设备 65kg 空气锤 加热火次锻造温度范围1200〜800C上11亡1—i(1 ) JL|锻件图 坯料图序号 工序名称墩粗冲孔修整外圆锻件的结构工艺性绘制锻件图等工艺设计工作是解决如何锻造出合格锻件的问题, 考虑什么样的结构容易优质高产地锻造出来的问题。
锻造方法不同,对零件的结构工艺性的要求也不同。
下面分别讨论自由锻、胎模锻和锤上模锻的零件结构工艺性。
(一)自由锻件的结构工艺性1、自由锻零件的特点自由锻主要生产形状简单、精度较低和表面粗糙度较高的毛坯。
这是设计锻件结构时要首先考虑的因素。
同时,还要在保证零件使用性能的前提下,考虑如何便于锻打,如何才能提高生产效率。
2、自由锻件的结构工艺性要求自由锻件的结构工艺性要求见下表应避免出现加强肋, 工字形截 而锻件的结构工艺性,则是结构工艺性要求锻件上应避免有锥形和楔形 表面If —面等复杂结构应力求简化两球形面的交接不合理合理(二)胎模锻件和模锻件的结构工艺性1.胎模锻和模锻件的特点由于坯料是在模膛内产生塑性变形的,所以成形性好,锻件的精度较高,表面粗糙度值较低,这是模锻和胎模锻优于自由锻的地方。
必须注意,在与模锻锤击方向平行的面上, 一般是不允许有凹入和凸岀部分的, 否则无法进行模锻。
2.胎模锻件和模锻件的结构工艺性要求胎模锻件和模锻件的结构工艺性要求见下表。
结构工艺性要求不合理合理模锻件必须有一个合理的分模面 ,有利于坯料充满模膛,节约金属材 料便于模具加工,减少错移量,以 保证锻件能从锻模中顺利取出来。
应避免岀现形状复杂的凸台 及叉形件的内凸台等自由锻件的结构工艺性胎模锻和模锻允许零件上有较复杂的曲面、 字。
肋条和小凸台,甚至可以在锻件上制出花纹和文自由锻造卫自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法,简称自由锻。
锻造特点自由锻造所用工具和设备简单,通用性好,成本低。
同铸造毛坯相比,自由锻消除了缩孔、缩松、气孔等缺陷,使毛坯具有更高的力学性能。
锻件形状简单,操作灵活。
因此,它在重型机器及重要零件的制造上有特别重要的意义。
自由锻造是靠人工操作来控制锻件的形状和尺寸的,所以锻件精度低,加工余量大,劳动强度大,生产率也不高,因此它主要应用于单件、小批量生产。
锻造分类自由锻造分手工自由锻和机器自由锻。
手工自由锻生产效率低,劳动强度大,仅用于修配或简单、小型、小批锻件的生产。
在现代工业生产中,机器自由锻已成为锻造生产的主要方法,在重型机械制造中,它具有特别重要的作用。
主要设备自由锻造的设备分为锻锤和液压机两大类。
生产中使用的锻锤有空气锤和蒸汽-空气锤。
液压机是以液体产生的静压力使坯料变形的,是生产大型锻件的唯一方式。
基本工序自由锻造的基本工序包括镦粗、拔长、冲孔、切害IJ、弯曲、扭转、错移及锻接等。
拔长拔长示意图【拔长】也称延伸,它是使坯料横断面积减小、长度增加的锻造工序。
拔长常用于锻造杆、轴类零件。
拔长的方法主要有两种:1、在平砧上拔长。
2、在芯棒上拔长。
锻造时,先芯棒插入冲好孔的坯料中,然后当作实心坯料进行拔长。
拔长时,一般不是一次拔成,先将坯料拔成六角形,锻到所需长度后,再倒角滚圆,取出芯棒。
为便于取出芯棒,芯棒的工作部分应有1: 100左右的斜度。
这种拔长方法可使空心坯料的长度增加,壁厚减小,而内径不变,常用于锻造套筒类长空心锻件。
⑶镦粗【镦粗】是镦粗示意图使毛坯高度减小,横断面积增大的锻造工序。
镦粗工序主要用于锻造齿轮坯、圆饼类锻件。
镦粗工序可以有效地改善坯料组织,减小力学性能的异向性。
镦粗与拔长的反复进行,可以改善高合金工具钢中碳化物的形态和分布状态。
镦粗主要有以下三种形式:1、完全镦粗。
完全镦粗是将坯料竖直放在砧面上,在上砧的锤击下, 使坯料产生高度减小,横截面积增大的塑性变形。
2、端部镦粗。
将坯料加热后,一端放在漏盘或胎模内,限制这一部分的塑性变形,然后锤击坯料的另一端,使之镦粗成形。
用漏盘的镦粗方法,多用于小批量生产;胎模镦粗的方法,多用于大批量生产。
在单件生产条件下,可将需要镦粗的部分局部加热,或者全部加热后将不需要镦粗的部分在水中激冷,然后进行镦粗。
3、中间镦粗。
这种方法用于锻造中间断面大,两端断面小的锻件,例如双面都有凸台的齿轮坯就采用此法锻造。
坯料镦粗前,需先将坯料两端拔细,然后使坯料直立在两个漏盘中间进行锤击,使坯料中间部分镦粗。
为了防止镦粗时坯料弯曲,坯料高度h与直径d之比h/d < 2.5 。
冲孔【冲孔】是在坯料|曲二db感』冲孔示意图上冲出透孔或不透孔的锻造工序。
冲孔的方法主要有以下两种:1、双面冲孔法。
用冲头在坯料上冲至2/3〜3/4深度时,取出冲头, 翻转坯料,再用冲头从反面对准位置,冲出孔来。
2、单面冲孔法。
厚度小的坯料可采用单面冲孔法。
冲孔时,坯料置于垫环上,一略带锥度的冲头大端对准冲孔位置,用锤击方法打入坯料,直至孔穿透为止。
[3]弯曲弯曲示意图一定的工模具将坯料弯成所规定的外形的锻造工序,称为弯曲。
常用的弯曲方法有以下两种: 1、 锻锤压紧弯曲法。
坯料的一端被上、下砧压紧,用大锤打击或用 吊车拉另一端,使其弯曲成形。
2、 模弯曲法。
在垫模中弯曲能得到形状和尺寸较准确的小型锻件。
【切割】是指将坯料分成几部分或部分地割开,或从坯料的外部割掉一部 分,或从内部割出一部分的锻造工序。
错移示意图【错移】是指将坯料的一部分相对另一部分平行错开一段距离,但仍保持 轴心平行的的锻造工序,常用于锻造曲轴零件。
错移时,先对坯料进局部 切割,然后在切口两侧分别施加大小相等、方法相反且垂直于轴线的冲击 力或压力,使坯料实现错移。
⑶锻接【弯曲】采用切割切割示意图错移锻接示意图【锻接】是将坯料在炉内加热至高温后,用锤快击,使两者在固态结合的锻造工序。
锻接的方法有搭接、对接、咬接等。
锻接后的接缝强度可达被连接材料强度的70%〜80%⑻扭转扭转示意图【扭转】是将毛料的一部分相对于另一部分绕其轴线旋转一定角度的锻造工序。
该工序多用于锻造多拐曲轴和校正某些锻件。
小型坯料扭转角度不大时,可用锤击方法。
[自由锻造的缺陷裂纹可能由坯料质量不好、加热不充分、锻造温度过低、锻件冷却不当和锻造方法有误造成的。
末端凹陷和轴心裂纹可能由于锻造时坯料内部未热或坯料整个截面未锻透,变形只产生在坯料表面造成的。
折叠可能由于坯料在锻压时送进量小于单面压下量而造成的。