复合铝箔袋(膜)的检验标准
- 格式:docx
- 大小:14.96 KB
- 文档页数:2
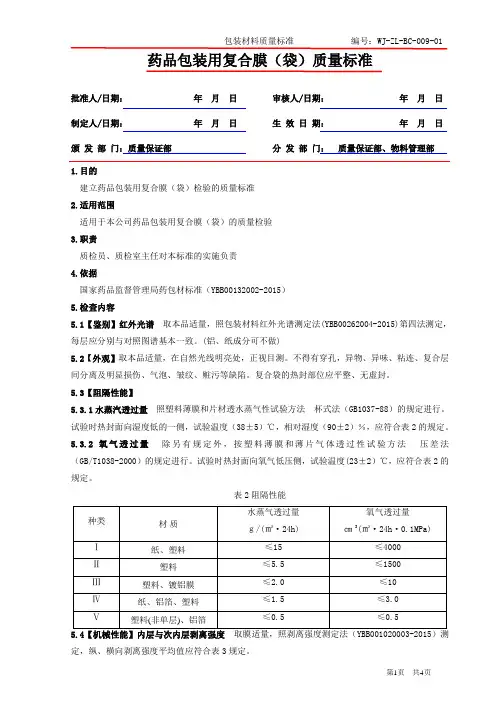
包装材料质量标准编号:WJ-ZL-BC-009-01药品包装用复合膜(袋)质量标准批准人/日期:年月日审核人/日期:年月日制定人/日期:年月日生效日期:年月日颁发部门:质量保证部分发部门:质量保证部、物料管理部1.目的建立药品包装用复合膜(袋)检验的质量标准2.适用范围适用于本公司药品包装用复合膜(袋)的质量检验3.职责质检员、质检室主任对本标准的实施负责4.依据国家药品监督管理局药包材标准(YBB00132002-2015)5.检查内容5.1【鉴别】红外光谱取本品适量,照包装材料红外光谱测定法(YBB00262004-2015)第四法测定,每层应分别与对照图谱基本一致。
(铝、纸成分可不做)5.2【外观】取本品适量,在自然光线明亮处,正视目测。
不得有穿孔,异物、异味、粘连、复合层间分离及明显损伤、气泡、皱纹、赃污等缺陷。
复合袋的热封部位应平整、无虚封。
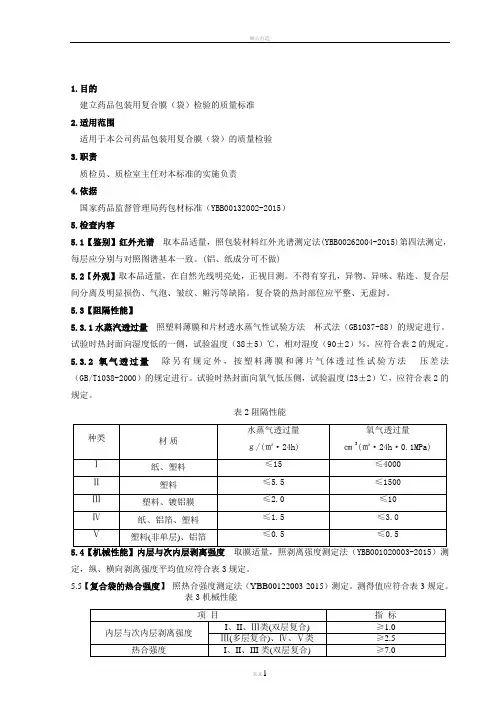
5.3【阻隔性能】5.3.1水蒸汽透过量照塑料薄膜和片材透水蒸气性试验方法杯式法(GB1037-88)的规定进行。
试验时热封面向湿度低的一侧,试验温度(38±5)℃,相对湿度(90±2)%,应符合表2的规定。
5.3.2氧气透过量除另有规定外,按塑料薄膜和薄片气体透过性试验方法压差法(GB/T1038-2000)的规定进行。
试验时热封面向氧气低压侧,试验温度(23±2)℃,应符合表2的规定。
表2阻隔性能定,纵、横向剥离强度平均值应符合表3规定。
5.5【复合袋的热合强度】照热合强度测定法(YBB00122003-2015)测定。
测得值应符合表3规定。
表3机械性能5.6材料溶剂残留量(YBB00312004-2015)测定法测定,溶剂残留总量不得过5.0mg/m2,其中苯及苯类溶剂残留量均不得检出。
5.7【袋的耐压性能】取5个袋,袋内填充约二分之一袋容量的水,并热合封口(参照生产工艺采用的热合条件)。
将试样逐个放在上、下板之间,试验中上、下板应保持水平,不变形,与袋的接触面必须光滑,上、下板的面积应大于试验袋。
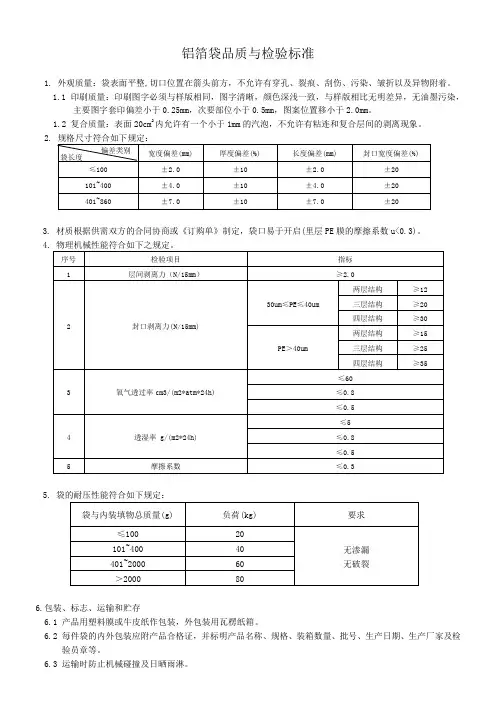
铝箔袋品质与检验标准
1. 外观质量:袋表面平整,切口位置在箭头前方,不允许有穿孔、裂痕、刮伤、污染、皱折以及异物附着。
1.1 印刷质量:印刷图字必须与样版相同,图字清晰,颜色深浅一致,与样版相比无明差异,无油墨污染,
主要图字套印偏差小于0.25mm,次要部位小于0.5mm,图案位置移小于2.0mm。
1.2 复合质量:表面20cm2内允许有一个小于1mm的汽泡,不允许有粘连和复合层间的剥离现象。
3. 材质根据供需双方的合同协商或《订购单》制定,袋口易于开启(里层PE膜的摩擦系数u<0.3)。
5.
6.包装、标志、运输和贮存
6.1 产品用塑料膜或牛皮纸作包装,外包装用瓦楞纸箱。
6.2 每件袋的内外包装应附产品合格证,并标明产品名称、规格、装箱数量、批号、生产日期、生产厂家及检
验员章等。
6.3 运输时防止机械碰撞及日晒雨淋。
浙江天台药业有限公司铝箔袋质量标准和检验操作规程文 件 号 ST-05-012A 原文件号-------- 颁发部门:QA生效日期 2009年4月24日 分发范围:QA 、QC 、生产部、采购部、销售部、 仓储、生产车间 失效日期复 印 数8页 码1/3编 写 人 签名/日期: 部 门:QA 签名/日期: 部 门:QC审 核 人部 门 QC QA 签名/日期1. 目的本SOP 规定了铝箔袋的内控质量标准及检验操作规程。
2. 范围本SOP 适用于本公司使用的铝箔袋。
3. 责任1)QA 负责制定铝箔袋的内控质量标准,并监督本SOP 的实施。
2)QC 负责编写相应的检验操作规程,并培训、执行本SOP 。
3)相关部门遵照执行。
4. 定义铝箔袋:指将聚酯(PET )与铝箔(AI )及聚乙烯(PE )通过粘合剂复合而成为膜后, 再通过热合的方式将该膜制成的包装材料。
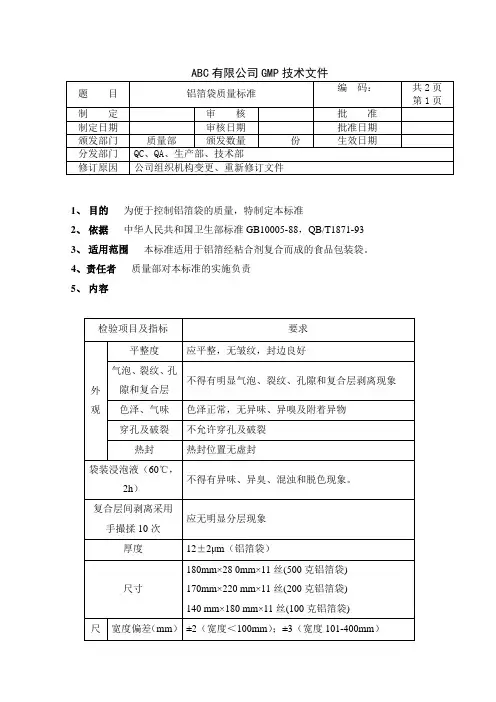
浙江天台药业有限公司铝箔袋质量标准和检验操作规程ST-05-012A2/3 5. 规程5.1 质量标准检验项目企业内控质量标准外观不得有穿孔、异物、粘连、复合层间分离及明显损伤、气泡、皱纹、脏污;复合袋的热封部位应平整、无虚封;开口处易于揭开。
尺寸宽度:110±2(mm);长度:160±5(mm);单层厚度:0.09±0.009(mm)。
5.2 检验操作规程5.2.1 外观:取本品,在自然光线明亮处,正视目测。
不得有穿孔、异物、粘连、复合层间分离及明显损伤、气泡、皱纹、脏污;复合袋的热封部位应平整、无虚封;开口处易于揭开。
5.2.2 尺寸:用经过校验合格的5m钢卷尺,测量样品的宽度和高度;再用经校验合格的电子数显千分尺(规格:0-25mm)测量样品的单层厚度。
所测得的数据应在宽度为110±2mm,高度为160±5mm,单层厚度为0.09±0.009mm之范围内。
6. 相关SOP(无)7. 附件(无)5浙江天台药业有限公司铝箔袋质量标准和检验操作规程ST-05-012A3/38. 更改记录原版本号更改内容新版本号生效日期。
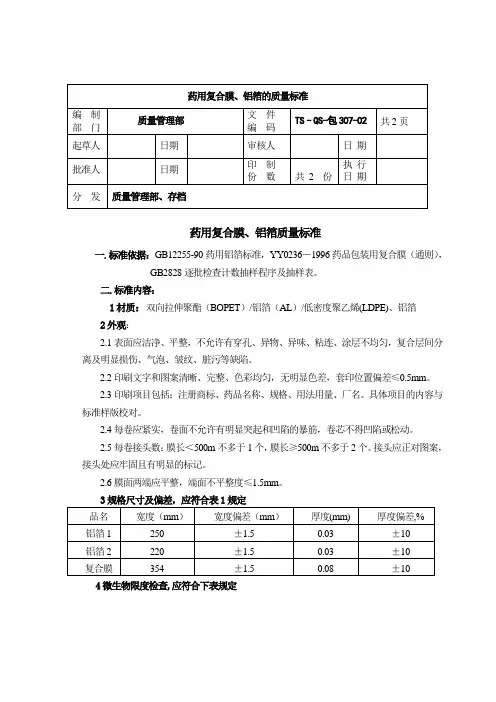
药用复合膜、铝箔质量标准
一.标准依据:GB12255-90药用铝箔标准,YY0236-1996药品包装用复合膜(通则),
GB2828逐批检查计数抽样程序及抽样表。
二.标准内容:
1材质:双向拉伸聚酯(BOPET)/铝箔(AL)/低密度聚乙烯(LDPE)、铝箔
2外观:
2.1表面应洁净、平整,不允许有穿孔、异物、异味、粘连、涂层不均匀,复合层间分离及明显损伤、气泡、皱纹、脏污等缺陷。
2.2印刷文字和图案清晰、完整、色彩均匀,无明显色差,套印位置偏差≤0.5mm。
2.3印刷项目包括:注册商标、药品名称、规格、用法用量、厂名。
具体项目的内容与标准样版校对。
2.4每卷应紧实,卷面不允许有明显突起和凹陷的暴筋,卷芯不得凹陷或松动。
2.5每卷接头数:膜长<500m不多于1个,膜长≥500m不多于2个。
接头应正对图案,接头处应牢固且有明显的标记。
2.6膜面两端应平整,端面不平整度≤1.5mm。
4微生物限度检查,应符合下表规定
药用复合膜、铝箔质量标准第2页
5判断标准
5.1关键缺陷:可接受质量水平0%。
5.1.1文字错误。
5.1.2尺寸错误。
5.1.3漏印文字、色块、图案。
5.1.4色泽与标准有少许不相符合。
5.2次要缺陷:可接受质量水平2%。
5.2.1印刷有轻微受污造成阅读困难。
5.2.2印刷上少许移位,但不影响产品外观。
5.2.3卷装不够平整紧实,但不影响使用。
5.2.4复合膜、铝箔的重量应为除去包装和卷芯后的净重。
1.目的建立药品包装用复合膜(袋)检验的质量标准2.适用范围适用于本公司药品包装用复合膜(袋)的质量检验3.职责质检员、质检室主任对本标准的实施负责4.依据国家药品监督管理局药包材标准(YBB00132002-2015)5.检查内容5.1【鉴别】红外光谱取本品适量,照包装材料红外光谱测定法(YBB00262004-2015)第四法测定,每层应分别与对照图谱基本一致。
(铝、纸成分可不做)5.2【外观】取本品适量,在自然光线明亮处,正视目测。
不得有穿孔,异物、异味、粘连、复合层间分离及明显损伤、气泡、皱纹、赃污等缺陷。
复合袋的热封部位应平整、无虚封。
5.3【阻隔性能】5.3.1水蒸汽透过量照塑料薄膜和片材透水蒸气性试验方法杯式法(GB1037-88)的规定进行。
试验时热封面向湿度低的一侧,试验温度(38±5)℃,相对湿度(90±2)%,应符合表2的规定。
5.3.2氧气透过量除另有规定外,按塑料薄膜和薄片气体透过性试验方法压差法(GB/T1038-2000)的规定进行。
试验时热封面向氧气低压侧,试验温度(23±2)℃,应符合表2的规定。
表2阻隔性能定,纵、横向剥离强度平均值应符合表3规定。
5.5【复合袋的热合强度】照热合强度测定法(YBB00122003-2015)测定。
测得值应符合表3规定。
表3机械性能5.6材料溶剂残留量(YBB00312004-2015)测定法测定,溶剂残留总量不得过5.0mg/m2,其中苯及苯类溶剂残留量均不得检出。
5.7【袋的耐压性能】取5个袋,袋内填充约二分之一袋容量的水,并热合封口(参照生产工艺采用的热合条件)。
将试样逐个放在上、下板之间,试验中上、下板应保持水平,不变形,与袋的接触面必须光滑,上、下板的面积应大于试验袋。
根据表4规定加砝码保持1分钟(负荷为上加压板与砝码重量之和),目视,不得破裂或泄漏。
5.8的热合条件)。
将试样按表5高度逐个自由落于光滑、坚硬的水平面(如水泥地面)。
铝箔包装袋检验操作规程1. 引言铝箔包装袋广泛应用于食品、药品、化妆品等行业,保障产品的安全和质量。
为了确保铝箔包装袋符合相关标准和要求,制定本操作规程,指导检验人员进行有效的检验工作。
2. 目的本操作规程的目的是规范铝箔包装袋的检验流程,确保产品质量的稳定性和一致性,减少缺陷的发生,保障用户的安全。
3. 适用范围本操作规程适用于铝箔包装袋的检验工作。
4. 术语定义•铝箔包装袋:由铝箔和塑料膜复合而成的包装材料。
•检验项目:对铝箔包装袋进行的各项检验内容。
•缺陷:铝箔包装袋在生产或运输过程中出现的问题,影响产品质量或使用性能的不符合项。
5. 检验工具和设备•放大镜•灯光设备•外观检验台•称重器•测厚仪6. 检验流程6.1 准备工作1.确保检验人员已经接受相关培训,熟悉检验操作规程。
2.准备好所需的检验工具和设备,并确保其正常使用状态。
6.2 外观检验1.将铝箔包装袋放置在外观检验台上。
2.使用放大镜对铝箔包装袋进行仔细观察,检查是否存在以下缺陷:–脱层:铝箔与塑料膜之间出现脱层现象。
–破损:铝箔包装袋表面出现破损、裂纹等情况。
–污染:铝箔包装袋表面出现污渍或异物。
–粘结不良:铝箔与塑料膜之间粘结不牢固。
6.3 尺寸测量1.使用测厚仪对铝箔包装袋的厚度进行测量,并记录测量结果。
2.使用称重器对铝箔包装袋的重量进行测量,并记录测量结果。
6.4 物理性能测试在需要进行物理性能测试的情况下,按照相应的测试方法进行测试,并记录测试结果。
6.5 结果判定根据检验项目的要求和标准,对检验结果进行判定: - 如果所有检验项目均符合要求,则判定为合格。
- 如果存在一个或多个检验项目不符合要求,则判定为不合格。
6.6 记录与报告1.将检验结果记录在检验记录表中。
2.根据需要,编制检验报告,并将其归档保存。
7. 备注事项1.检验人员应随时保持检验工具和设备的整洁和完好,并在使用前进行校验。
2.对于发现的缺陷,应及时进行记录和报告,并采取相应的措施进行处理。
包装验证版本/修改状态:A/0 生效日期:2008/03/01 文件编号:HP/WI-7.5.2-01 发放号:控制状态:拟制:审核:批准:目录第一部分总则 (3)一、适用范围 (3)二、过程要求(本包装需满足特性): (3)三、验证方案 (3)四、验证小组人员职责权限 (4)第二部分试验和过程验证 (4)一、封口验证: (4)二、包装完好性试验 (7)三、阻菌性试验(琼脂接触攻击试验) (17)四、灭菌适应性试验 ........................................................................ 错误!未定义书签。
五、贮存试验 ......................................................................................... 错误!未定义书签。
第三部分结论 .. (26)第一部分总则本包装是用于包装盘片的铝箔袋验证,在规定的生产、运输、贮存过程中,能够保持产品无菌性、完整性、强度等理化特性的一次性使用包装材料。
一、适用范围适用于我公司铝箔袋的验证二、过程要求(本包装需满足特性):1、微生物屏障2、无毒性3、物理和化学特性的符合性5、与成型和密封过程的适应性6、包装材料灭菌前后的贮存寿命7、变更时的再确认三、验证方案1、目的:通过各种试验和过程验证来证明此包装材料能够满足预期用途。
2、适用范围:适用于本公司盘片包装用复合铝箔袋的验证。
3.试验和验证方法及预计完成时间:a﹚封口验证;2008年3月完成。
b﹚包装完好性试验;2008年3月完成。
c﹚化学特性测试;2008年3月完成。
d﹚贮存试验;2008年3月完成。
四、验证小组人员职责权限第二部分试验和过程验证一、封口验证:1、验证方案:(1)目的:在规定的操作条件下对多个生产运转过程进行鉴定,来验证过程的有效性和稳定性。
铝箔袋密封性测试国标规范铝箔袋是我们日常生活中常见的保鲜用品,它可以有效地保持食品的新鲜度,并防止外界的污染和氧化,因此被广泛应用于食品、药品、化妆品、电子产品等领域。
然而,为了确保其密封性能达到国家标准,必须对铝箔袋进行密封性测试。
本文将介绍铝箔袋密封性测试国标规范。
一、密封性测试的目的和方法密封性测试的目的是检测铝箔袋的密封能力。
具体测试方法包括:将一定数量的袋子放在某一温度下一定时间,然后将袋子压缩或撑开,观察袋子内外部分的状态。
测试时,应该满足以下条件:温度为23℃±2℃,相对湿度为50%±5%,测试时间为24小时。
二、测试的基本流程在测试前,应首先准备好测试器材和标准袋子,并对测试环境进行良好的控制,如温度、湿度等。
测试时,袋子应该在适当的密封温度下密封,在一定时间内放置,然后用试验设备对其进行测试。
测试开始后,应该观察袋子的内部和外部情况,分析袋子的密封性能。
三、国家标准规范根据我国《粮食包装铝箔袋》标准,铝箔袋的密封性能应符合以下要求:袋子内部不应有空气、水汽等物质渗透进入,袋子外部不应有食品味道泄漏出来,袋子的密封强度应当达到标准,且每批次应检测不少于30只铝箔袋,每袋的不合格率不得超过5%。
四、不同领域的测试要求由于铝箔袋广泛应用于不同的领域,各领域对其密封性能也有不同的要求。
例如,食品袋应该保证食品的新鲜度,在制备时应该达到高温灭菌,然后进行密封,要求密封性能高,能有效防止外界的污染和氧化。
而药品袋在密封前需经过杀菌消毒处理,对密封性能的要求更高,以确保药品的质量安全。
总之,铝箔袋的密封性测试是保障袋内产品质量的重要环节。
在测试过程中,应根据不同领域的要求,制定不同的测试规范,并按照国家标准要求进行测试,只有这样才能保证铝箔袋的质量和产品安全。
陕西德福康制药有限公司1. 目的建立铝塑复合膜检验标准操作规程,规范操作。
2. 范围适用于铝塑复合膜的检验。
3.依据《国家包装容器(材料)标准YBB》4. 职责4.1 起草:QC 审核:QA 批准人:质量负责人4.2 QC 实施本规程。
4.3 QA 监督本规程的实施。
5. 内容产品代码:N0045.1 外观质量5.1.1 色泽均匀。
5.1.2 在自然光线明亮处,正视目测,不得有穿孔、异味、粘连、复合层分离及明显损伤、气泡、皱纹、脏污等缺陷。
复合袋的热封部位应平整、无虚封。
5.1.3 印刷内容与批准的样稿一致。
5.2 检查5.2.1规格尺寸5.2.1.1 试液及仪器一般实验仪器5.2.1.2 分析步骤5.2.2 机械性能(内层与次内层剥离强度)5.2.2.1 试液及仪器拉力测试仪5.2.2.2 分析步骤取膜适量,将样品宽度方向两端除去50mm,沿宽度方向均匀裁取纵、横向15mm宽的试样各5条(复和方向为纵向)。
沿试样长度方向,将复合层与基材预先剥开50mm,被剥开部分不得有明显损伤。
若试样不易剥开,可将试样一端约20mm浸入适当的溶剂(常用醋酸乙酯),待溶剂完全挥发,再进行剥离。
试样应在温度23±2℃,相对湿度50%±5%的环境中放置4小时以上,并在上述条件下进行试验。
将试样剥开部分的两端分别夹在试验机上、下夹具上,使试样剥开部的纵轴与上、下夹具中心连接重合,并松紧适宜,试验机以(300±50)mm/min速度,拉力方向与未剥开部分呈T型,记录各拉力值;取纵、横向平均值应符合下表规定。
5.2.3 热合强度5.2.3.1 试液及仪器一般实验仪器5.2.3.2 分析步骤取复合袋数个,从各个热合部位裁取15mm宽的试样10条。
至少从3个复合袋上裁取。
按塑料薄膜包装袋热合强度试验方法(QB/T2358-1998)的规定进行。
测得的值应符合上表规定。
5.2.4 溶剂残留量5.2.4.1 试液及仪器一般实验仪器5.2.4.2 分析步骤取样品适量,裁取内表面积0.2m2,将其迅速裁成10mm×30mm碎片,放入洁净的已在约80℃条件下预热过的500ml玻璃瓶中,用橡胶塞密封好后,和进样器一起送入(80±2)℃烘箱中,加热30分钟后,迅速地用预热好的进样器取1ml瓶中气体注入色谱仪中,照溶剂残留量法(中国药典2010年版附录Ⅷ P)测定,并计算。
浙江天台药业有限公司铝箔袋质量标准和检验操作规程文 件 号 ST-05-012A 原文件号-------- 颁发部门:QA生效日期 2009年4月24日 分发范围:QA 、QC 、生产部、采购部、销售部、 仓储、生产车间 失效日期复 印 数8页 码1/3编 写 人 签名/日期: 部 门:QA 签名/日期: 部 门:QC审 核 人部 门 QC QA 签名/日期1。
目的本SOP 规定了铝箔袋的内控质量标准及检验操作规程. 2。
范围本SOP 适用于本公司使用的铝箔袋. 3。
责任1)QA 负责制定铝箔袋的内控质量标准,并监督本SOP 的实施。
2)QC 负责编写相应的检验操作规程,并培训、执行本SOP. 3)相关部门遵照执行。
4。
定义铝箔袋:指将聚酯(PET )与铝箔(AI )及聚乙烯(PE )通过粘合剂复合而成为膜后, 再通过热合的方式将该膜制成的包装材料。
5. 规程 5。
1 质量标准检验项目企业内控质量标准外观不得有穿孔、异物、粘连、复合层间分离及明显损伤、气泡、皱纹、脏污;复合袋的热封部位应平整、无虚封;开口处易于揭开。
尺寸 宽度:110±2(mm );浙江天台药业有限公司铝箔袋质量标准和检验操作规程ST-05-012A2/3长度:160±5(mm);单层厚度:0.09±0.009(mm)。
5。
2检验操作规程5.2。
1外观:取本品,在自然光线明亮处,正视目测。
不得有穿孔、异物、粘连、复合层间分离及明显损伤、气泡、皱纹、脏污;复合袋的热封部位应平整、无虚封;开口处易于揭开。
5。
2。
2尺寸:用经过校验合格的5m钢卷尺,测量样品的宽度和高度;再用经校验合格的电子数显千分尺(规格:0-25mm)测量样品的单层厚度。
所测得的数据应在宽度为110±2mm,高度为160±5mm,单层厚度为0。
09±0。
009mm之范围内.6. 相关SOP(无)7。
(铝箔袋检验标准)1. 目的
为了规范、统一铝箔袋包装物的检验,以把好质量关。
2. 适用范围
适用于本公司所有包装用铝箔袋包装物的检验。
3. 职责
质检部质检员负责本程序的执行。
4. 术语
无
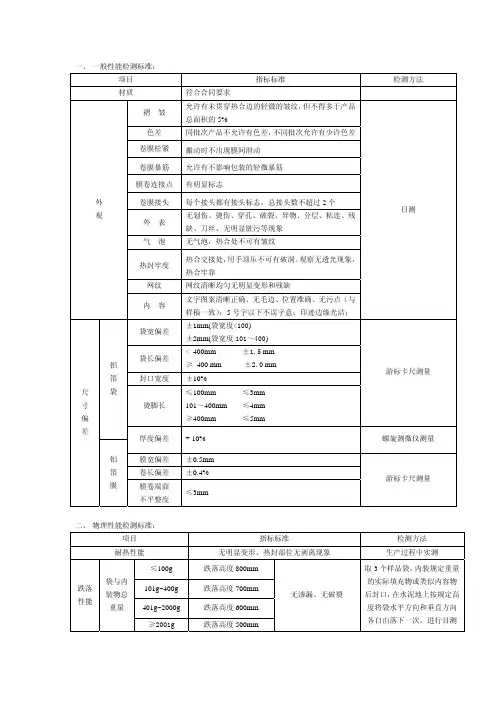
5.具体检测项目如下表
6. 检验规则
6.1 抽样方案
按照GB/T2828.1抽样对照表上的批量范围进行抽样
6.2判定
外观检验根据GB/2828.1中的抽样方案的一般检验Ⅱ水平AQL:4.0,卫生、功能检验水平根据GB/T2828.1
中的特殊检查水平S-2 AQL:4.0,一次抽样方案进行;
若不合格则按《不合格品控制程序》反馈处理,但由于质量把关的必要性,其它未达到不合格程度的质量问题也应适当反馈,以利于质量改进。
生产过程中,外观缺陷不可超出5%、功能性缺陷不可超出1.5%、卫生缺陷不可超出5%。
若不合格则按《不合格品控制程序》反馈处理,但由于质量把关的必要性,其它未达到不合格程度的质量问题也应适当反馈,以利于质量改进。
7.相关表单
《请验单》
《包装材料检验报告》
《质量异常通知单》。
包装材料质量标准编号:WJ-ZL-BC-009-01药品包装用复合膜(袋)质量标准批准人/日期:年月日审核人/日期:年月日制定人/日期:年月日生效日期:年月日颁发部门:质量保证部分发部门:质量保证部、物料管理部1.目的建立药品包装用复合膜(袋)检验的质量标准2.适用范围适用于本公司药品包装用复合膜(袋)的质量检验3.职责质检员、质检室主任对本标准的实施负责4.依据国家药品监督管理局药包材标准(YBB00132002-2015)5.检查内容5.1【鉴别】红外光谱取本品适量,照包装材料红外光谱测定法(YBB00262004-2015)第四法测定,每层应分别与对照图谱基本一致。
(铝、纸成分可不做)5.2【外观】取本品适量,在自然光线明亮处,正视目测。
不得有穿孔,异物、异味、粘连、复合层间分离及明显损伤、气泡、皱纹、赃污等缺陷。
复合袋的热封部位应平整、无虚封。
5.3【阻隔性能】5.3.1水蒸汽透过量照塑料薄膜和片材透水蒸气性试验方法杯式法(GB1037-88)的规定进行。
试验时热封面向湿度低的一侧,试验温度(38±5)℃,相对湿度(90±2)%,应符合表2的规定。
5.3.2氧气透过量除另有规定外,按塑料薄膜和薄片气体透过性试验方法压差法(GB/T1038-2000)的规定进行。
试验时热封面向氧气低压侧,试验温度(23±2)℃,应符合表2的规定。
表2阻隔性能定,纵、横向剥离强度平均值应符合表3规定。
5.5【复合袋的热合强度】照热合强度测定法(YBB00122003-2015)测定。
测得值应符合表3规定。
表3机械性能5.6材料溶剂残留量(YBB00312004-2015)测定法测定,溶剂残留总量不得过5.0mg/m2,其中苯及苯类溶剂残留量均不得检出。
5.7【袋的耐压性能】取5个袋,袋内填充约二分之一袋容量的水,并热合封口(参照生产工艺采用的热合条件)。
将试样逐个放在上、下板之间,试验中上、下板应保持水平,不变形,与袋的接触面必须光滑,上、下板的面积应大于试验袋。