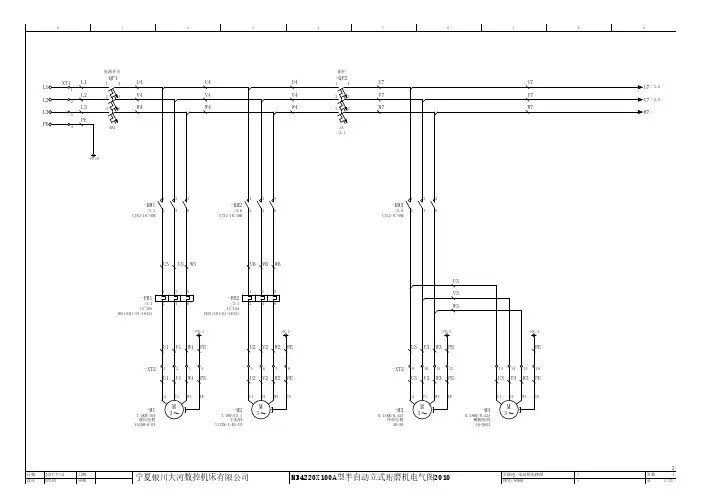
MB4220X100A型半自动立式珩磨机电气图(大河)2010.edb
- 格式:pdf
- 大小:165.85 KB
- 文档页数:23
设备管理与维修2019№5(下)MB4225-160A 型半自动立式珩磨机的维修与改进杨晓宇(河北省地矿局第一地质大队,河北邯郸056001)摘要:由于生产任务重、设备老化等原因,MB4225-160A 型半自动立式珩磨机在运行过程容易出现故障。
结合其工作原理对故障的维修和工装改进进行探索,收到较好效果。
关键词:故障;维修;工装改进中图分类号:TH17文献标识码:BDOI :10.16621/ki.issn1001-0599.2019.05D.410引言珩磨机是利用珩磨头珩磨工件精加工表面的一种磨床,主要用于液压件、汽车、轴承等制造业中珩磨工件的内孔。
其加工精度能达到IT7-4级,是加工精度很高的一种设备。
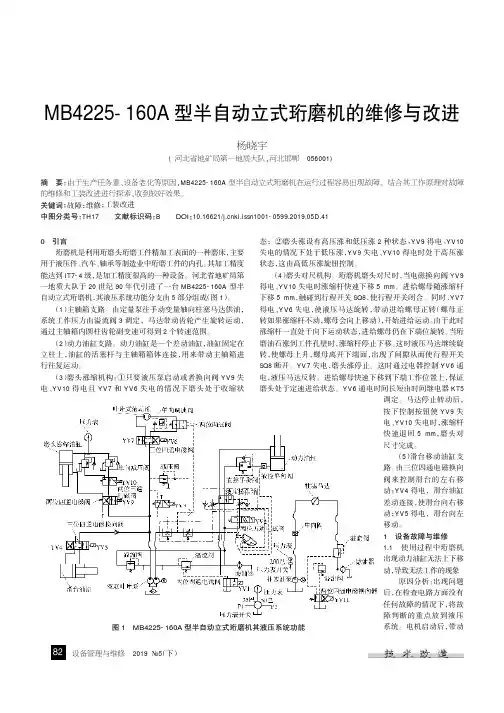
河北省地矿局第一地质大队于20世纪90年代引进了一台MB4225-160A 型半自动立式珩磨机,其液压系统功能分支由5部分组成(图1)。
(1)主轴箱支路。
由定量泵往手动变量轴向柱塞马达供油,系统工作压力由溢流阀3调定,马达带动齿轮产生旋转运动,通过主轴箱内圆柱齿轮副变速可得到2个转速范围。
(2)动力油缸支路。
动力油缸是一个差动油缸,油缸固定在立柱上,油缸的活塞杆与主轴箱箱体连接,用来带动主轴箱进行往复运动。
(3)磨头涨缩机构:①只要液压泵启动或者换向阀YV9失电、YV10得电且YV7和YV6失电的情况下磨头处于收缩状态;②磨头涨设有高压涨和低压涨2种状态,YV9得电、YV10失电的情况下处于低压涨,YV9失电、YV10得电时处于高压涨状态,这由高低压涨旋钮控制。
(4)磨头对尺机构。
珩磨机磨头对尺时,当电磁换向阀YV9得电、YV10失电时涨缩杆快速下移5mm 。
进给螺母随涨缩杆下移5mm ,触碰到行程开关SQ8,使行程开关闭合。
同时,YV7得电、YV6失电,使液压马达旋转,带动进给螺母正转(螺母正转如果涨缩杆不动,螺母会向上移动),开始进给运动。
由于此时涨缩杆一直处于向下运动状态,进给螺母仍在下端位旋转。
半自动磨床机操作说明书(doc 23页)半自动磨床操作说明书1.目的﹕提供使用者正确的方法及安全保护观念﹐以维持研削设备的精度及稳定性﹐延长其使用寿命。
2.适用范围﹕JL-3060ATD、上一PSGO-60150AHR自动磨床操作属之。
3.主要职责与权限﹕3.1. 课长﹕3.1.1. 设定每台加工机械之操作保养人或代理人并记录。
3.1.2. 倡导加工者正确操作机台﹐确保设备正常工作。
3.2. 组长﹕3.2.1. 协助操作者作好设备的保养并记录。
3.2.2. 协助课长对设备进行检查﹐保证其安全工作。
3.2.3. 督促操作者确实按照正常程序和方法操作设备。
3.3. 操作者﹕3.3.1. 按正常程序操作设备。
3.3.2. 确实做好设备的安全生产与必要的维护。
3.3.3. 要做好操作与保养并记录。
4.作业内容﹕5.1. 一般启动过程。
5.1.1. 检查砂轮防护罩是否盖好。
5.1.2. 检查各手柄位置是否正确。
5.1.3. 启动总电源OFF关/ON开﹐检查数显工作是否正常。
5.1.4. 使用程控操作版面操作。
5.1.4.1. 关于老式操作面板开关功能说明。
(参照附图一)(1). DSP﹕多功能显示屏﹐此六位显示屏会显示以下讯息﹕A﹕沿未执行全自动操作模式前﹐显示欲加工研磨去掉之总量即砂轮垂直进给设定总量)﹐最小显示单位﹕0.001mm (公制)或0.001mm(英制)。
B﹕在执行全自动操作模式时﹐随时快显示目前尚待进行加工研磨之残存尺寸量。
C﹕随时显示各种异常警报讯息。
(警报讯息参考附件一)D﹕显示自我诊断各周边开关好坏。
(2). DSP2﹕粗意识到时每次垂直进给量显示屏(三位数﹐单位同DSP1)。
本显示屏会显示出在自动粗磨行程时﹐砂轮每次垂直进给尺寸量。
(3). DSP3﹕预留精磨总量显示屏(二位数﹐周DSP1)。
本显示屏会显示出预留待砂轮垂下进给加工研磨之总精磨尺寸量。
间内放开,则主轴上升一步(公制:0.001MM或英制:0.0001in)。
4控制系统设计4.1珩磨机控制系统概述通过设计要求我们可以知道,我们所需要设计的珩磨机属于高度自动化的机械,在操作过程中人工操作的部分必须要尽可能的压缩,将更多的控制通过PLC 来实现自动化操作。
在本次设计的珩磨机,主要工作过程可以简述为启动液压工作站--夹紧缸到位并保压--磨头启动--伸缩缸快进--伸缩缸匀速珩磨--伸缩缸快退--夹紧缸退回--结束珩磨。
在控制系统中,我们需要实现液压站的启停、液压缸的伸缩、液压马达驱动磨头旋转等动作,其中液压缸的伸缩还分为快进-工进-快退三个环节,夹紧缸需要在到达工作位置后保持压力,液压马达的转速也需要进行设计。
珩磨过程也有要求,珩磨是否达到要求,如果未达标还需要进行二次珩磨等等问题,都需要在控制系统的设计中一一解决。
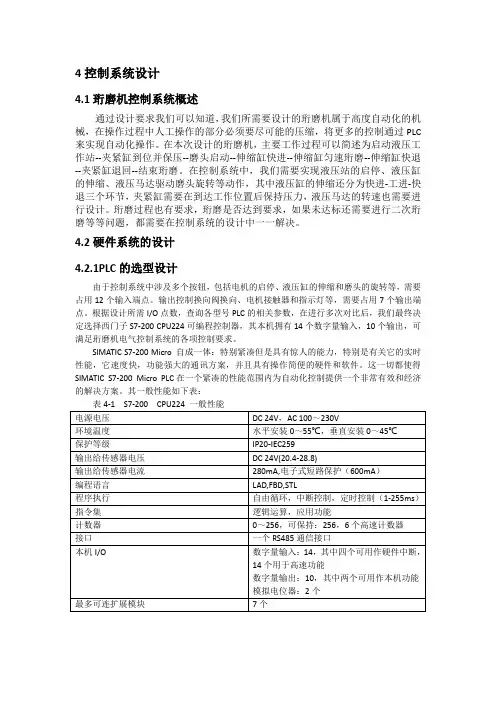
4.2硬件系统的设计4.2.1PLC的选型设计由于控制系统中涉及多个按钮,包括电机的启停、液压缸的伸缩和磨头的旋转等,需要占用12个输入端点。
输出控制换向阀换向、电机接触器和指示灯等,需要占用7个输出端点。
根据设计所需I/O点数,查询各型号PLC的相关参数,在进行多次对比后,我们最终决定选择西门子S7-200 CPU224可编程控制器,其本机拥有14个数字量输入,10个输出,可满足珩磨机电气控制系统的各项控制要求。
SIMATIC S7-200 Micro 自成一体:特别紧凑但是具有惊人的能力,特别是有关它的实时性能,它速度快,功能强大的通讯方案,并且具有操作简便的硬件和软件。
这一切都使得SIMATIC S7-200 Micro PLC在一个紧凑的性能范围内为自动化控制提供一个非常有效和经济的解决方案。
其一般性能如下表:4.2.2PLC控制系统的I/O点分配输入/输出接口是可编程控制器与外界交流的门户,输入端点接收外界向PLC传递的信号,如操作按钮、选择开关以及其他一些信息,通过输入接口电路将这些外部信号转换为可以供中央处理器进行接收和处理的信号。

本科毕业设计(论文) 题目:立式内孔表面珩磨机的总体设计系别:机电信息系专业:机械设计制造及其自动化班级:学生:学号:指导教师:2013年05月立式内孔表面珩磨机的总体设计摘要随着科学技术的迅速发展,国民经济各部门所需求的多品种、多功能、高精度、高品质、高度自动化的技术装备的开发和制造,促进了先进制造技术的发展。
珩磨加工是一种最常用的内孔表面加工方式,近年来随着对油缸等产品市场需求量的大幅提升,如何找到经济高效的内孔精密加工方法,成为许多厂家面临的课题。
磨削加工技术是先进制造技术中大的重要领域,是现代机械制造业中实现精密加工、超紧密加工最有效、应用最有效的基本工艺技术。
本次设计从分析机械系统设计的任务和目标开始,介绍机械系统的组成,各组成部分之间的配置,选择和结构匹配性设计,以及进行机械系统整体设计时应该考虑哪些问题,目的是培养学生结构设计创新和整体设计的能力,培养自己的综合分析和解决本专业的一般工程技术问题的独立工作能力,以加强对理论知识的理解。
本次设计首先是珩磨机的总体设计,主要包括主轴箱,珩磨头,主轴以及带传动、液压系统传动等部分的设计。
对珩磨机做了简单介绍,接着对珩磨机的主要部件进行了尺寸计算和校核。
该设计代表了珩磨机设计的一般过程。
关键词:珩磨机;主轴;珩磨;液压系统AbstractWith the rapid development of science and technology, the demand of national economic sectors more varieties, multi-function, high precision, high quality, high automation technology and equipment development and manufacturing, to promote the development of advanced manufacturing technology. Honing processing is one of the most commonly used way of inner hole surface treatment, in recent years, along with the market demand for oil cylinder and other products, how to find a economic and efficient inner hole precision machining method, many manufacturers are faced with the task. Grinding technology is one of the important areas, cuhk advanced manufacturing technology is implemented in modern mechanical manufacturing precision machining, the super close the most effective, the application of the most effective technology.This design from the analysis of mechanical systems design tasks and goals, the composition of the mechanical system is introduced in this paper, configuration, between each component matching selection and structure design, and what issues should be considered when the overall design of mechanical system, the purpose is to cultivate students innovative structural design and the overall design ability, cultivating their comprehensive analysis and solve this major general engineering technical problem of ability to work independently, to strengthen the understanding of theoretical knowledge. First is the overall design of honing machine, the design mainly includes the main spindle box, honing head, shaft and belt transmission, hydraulic system and other parts of the design. For honing machine to do a simple introduction, and then for a major part of the honing machine to calculate and check the size. This design represents the general process of honing machine design.Key Words:honing ;machine headstock ;honing;hydraulic system目录1 绪论 (1)1.1 普通珩磨加工 (1)1.2 珩磨加工原理 (1)1.3 珩磨加工特点 (2)1.4 课题来源及组织架构 (3)2总体方案设计 (4)2.1 整体布局设计要求 (4)2.2 珩磨机床结构特点 (4)2.3 珩磨机床传动部分设计 (4)2.3.1 立式珩磨机特点 (4)2.3.2 设计传动部件 (5)2.3.3 珩磨前工序要求 (5)2.4 珩磨液的选择 (6)3 立式珩磨机结构计算 (7)3.1 珩磨头工艺参数的计算 (7)3.1.1 选择珩磨油石 (7)3.1.2 加工余量 (7)3.1.3 珩磨油石的越程 (8)3.2 设计计算珩磨速度 (8)3.3 珩磨机主运动参数 (9)3.3.1 主运动参数 (9)3.3.2电机的选择 (10)3.3.3 传动比分配 (11)3.4 减速器的设计 (12)3.4.1 减速器的类型 (12)3.4.2 减速器选用 (12)3.4.3 ZDY100型减速器特点 (13)3.5 带传动的设计 (13)3.5.1 确定计算功率 (13)3.5.2 选取V带带型 (13)3.5.3 确定带轮基准直径并验算带速 (14)3.5.4 带速验算 (14)3.5.5 V 带基准长度和传动中心距的确定 (14)3.5.6 验算小带轮包角 (14)3.5.7 计算V 带根数 (15)3.5.8 计算单根V 带预紧力min 0)(F (15)3.5.9 计算轴压力F (15)3.5.10 带轮结构 (15)3.6 直齿锥齿轮的设计计算 ................................................................................... 15 4 轴的结构设计 .. (19)4.1 轴结构设计基本要求 (19)4.2 改善轴装配及加工工艺一些措施 (19)4.3 轴刚度校核 (19)4.3.1 轴Ⅰ结构 (20)4.3.2 轴强度验算 (23)4.3.3 轴材料及热处理........................................................................................ 27 5 轴承选用及校核 (28)5.1 轴承选用及校核 (28)5.2 滚动轴承预紧和游隙....................................................................................... 28 6 液压油缸的设计计算 (31)6.1 确定液压缸内径 (31)6.2 确定缸筒厚度 (32)6.3 缸筒底部厚度计算 (32)6.3.1 缸筒加工要求 (32)6.3.2 活塞杆结构 (32)6.4 活塞杆校核 (32)6.5 活塞杆加工要求 (33)6.6 机架设计........................................................................................................... 33 7 总结........................................................................................................................ 35 参考文献 ................................................................................................................... 36 致谢 ............................................................................................................................ 37 毕业设计(论文)知识产权声明 ....................................错误!未定义书签。
型号:MB4220×100机床的用途本机床系半自动型立式珩磨机,适用于加工各种缸套孔、液压缸孔及其它精密的通孔于不通孔,经本机床加工的孔,可获得Ra<0.1的表面粗糙度,尺寸精密度不低于7级.利用短行程可以修整加工零件孔的锥度.本机床可加工孔径范围为Φ50-Φ200毫米.最大加工孔的直径为200毫米,最大加工孔的长度为1000毫米.被珩磨的零件既可以是铸铁件,也可以是钢件,包括热处理后的零件.机床的主要技术规格1.最大珩孔直径(mm) (200)2.最小珩孔直径(mm) (50)3.主轴最大行程(mm) (1150)4.最大珩孔深度(mm) (1000)5.工作台面到水圈底面最大距离(mm) (1120)6.立柱中心到立柱面距离 (370)7.主轴旋转速度(r/min)................................无级8.主轴往复速度(无级,m/min)...........................3-309.主轴锥孔 (5)10.磨头涨缩.........................................液压hydraulic11.主轴下端至工作台面距离(mm) (2603)12.工作台面尺寸(mm)..................................500×125013.工作台面高度(mm) (450)14.工作台最大行程 (500)15.主传动主轴旋转电机型号..................................Y132M-4-B3-V6 主轴旋转电机功率(KW)..............................7.5主轴旋转电机速度(r/min) (1450)16.液压装置液压泵型号........................................YB-16/63×63 液压泵输油率(升/分)................................19/94驱动电机型号.......................................Y160M-6-B3驱动电机功率(KW)...................................7.5驱动电机转速(转/分) (960)主油路工作压力(bar) (45)辅助油路工作压力(bar) (20)17.冷却装置冷却泵型号.........................................AB-50C冷却泵电机功率(KW)..................................0.12冷却泵流量(L/min) (50)过滤器型号..........................................CFTQ-50过滤器电机功率(KW)...................................0.18冷却箱容积(mm3)......................................700×900×350 18.机床外形尺寸(L×W×H,mm).............................1520×1950×483019.机床净重/毛重(Kg)....................................4500/530020.机床包装箱尺寸(L×W×H,mm)............................5500×2000×1900。
日星定型机电气原理图(MVR 巡环风扇NFBCT(2P)10AMV3 40WRTT控制风扇临时电源STT MSE SE1 NFBE(2P5A)SE2 FU2(5A)EL1 同意FU3(5A)EL217。
5KW 右1烘房R1210000F11TO:SH。
NO A/1F12ICOM500Ω RPMR3FBS3VR11/12/13VR14/15/16 速度设定5KΩ VR1METERR3F VRC1/C2/C3VRC1RC SCVRCIRVRC3/VRC2TO:PG。
NO 6A/7G R S T210001F21TO:SH。
NO A/1F22ICOM500ΩR3FVR21/22/23 VR24/25/26 速度设定5KΩ VR2VRC3/VRC2RC SCTO:PG。
NO 6A/4R S TG3SC/RCSH。
NO A/2U6/V6/W6R31M67。
5KW 右3烘房R3210002F31TO:SH。
NO A/1F32ICOM500ΩR3FVR31/32/33VR34/35/36 速度设定5KΩ VR3VRC3/VRC2RC SCTO:PG。
NO 6A/4R S TG410003F41TO:SH。
NO A/2F42ICOM500ΩR3FVR41/42/43VR44/45/46 速度设定5KΩ VR4VRC3/VRC2RC SCTO:PG。
NO 6A/4R S TG5U9/V9/W9 M97。
5KMEOCR10 10004/ICOMSC/RCSH。
NO A/2U10/V10/W10R51M107。
5KW 右5烘房R5210004F51TO:SH。
NO A/2F52ICOM500ΩR3FVR51/52/53VR54/55/56 速度设定5KΩ VR5VRC3/VRC2RC SCTO:PG。
NO 6A/4R S TG610005F61TO:SH。
NO A/2F62ICOM500ΩR3FVR61/62/63VR64/65/66 速度设定5KΩ VR6VRC3/VRC2RC SCTO:PG。
MB4225机床设计—旋转运动系统及主轴系统设计机械设计制造及其自动化指导老师摘要本次设计从分析机械系统设计的任务和目标开始,介绍机械系统的组成,各组成部分之间的配置,选择和结构匹配性设计,以及进行机械系统整体设计时应该考虑哪些问题,目的是培养学生多样性设计,结构设计创新和整体设计的能力。
本次设计我主要是进行珩磨机的总体设计,其主要包括主轴箱,进给箱,主轴等结构设计以及。
珩磨是一种低速磨削,是机械制造业中缸孔光整加工的常用工艺手段。
在论文中首先对珩磨机做了简单介绍,接着对珩磨机的主轴旋转运动系统部件组成进行了尺寸计算、结构设计和强度、寿命校核。
该设计代表了珩磨机设计的一般过程。
珩磨机床作为复杂的生产工具,最根本的是加工工艺与主机结构布局设计,而各种新工艺,新材料,新元件,新刀具,新控制系统等也将运用在珩磨机床上,未来的珩磨机床的加工精度会更高,加工效率更快,加工范围更广泛。
关键词:珩磨机、主轴、主轴箱、珩磨AbstractThis paper starts with the analyses of tasks and objectives in designing a menchanical system , followed by its composition,selection and compatibility of menchanical units , and the main considerations in designing a system . The purpose of this paper is to help the undergraduates to learn skills of diversified design, creative design and systematic design .The design of my main is the overall design of the honing machine, including the headstock, feed box, spindle, and structural design. Honing is a low-speed grinding, is commonly used in the finishing of the cylinder bore light machinery manufacturing process means.Honing machine in the first paper to do a brief introduction, then size of the calculation of honing machine spindle motor system components, structural design and strength, life check. The design represents the general design process of honing machine.Honing machine as complex production tools, the most fundamental process with the host structure and layout design, and all kinds of new technology, new materials, new components, new tools, new control system will also be used on a honing machine honing the future machining accuracy will be higher, faster processing efficiency, processing a wider range.Key Words: honing machine 、principal axis、headstock、honing一、毕业设计的要求(一)主要设计参数MB4225 型半自动型立式珩磨机,主轴旋转运动采用齿轮减速,往复运动采用变频电机实现无极可调。