压铸件设计规范
- 格式:ppt
- 大小:326.50 KB
- 文档页数:21
压铸件设计规范详解压铸件是指利用压铸工艺将熔融金属注入模具中,经过凝固和冷却后得到的零件。
由于该工艺具有生产效率高、成本低、制造精度高等优点,被广泛应用于汽车、航空航天、电子等领域。
为了保证压铸件质量和安全性,需要遵循一系列的设计规范。
下面将详细介绍压铸件设计规范。
一、材料选择1.铝合金:常用的有A380、A383、A360等。
根据使用条件和要求,选择合适的铝合金材料,确保压铸件具有良好的强度和塑性。
2.压铸型腔材料:常用的有铜合金、热处理工具钢等。
要选择适当的材料,以耐高温和磨损。
二、模具设计1.模具设计必须满足压铸件的要求,保证铸件的尺寸精度和表面质量。
2.模腔设计要考虑到铸件收缩率、冷却速度等因素,以避免产生缺陷和变形。
3.合理安排模具冷却系统,保证压铸件内部和表面的冷却均匀。
三、尺寸设计1.压铸件的尺寸设计应符合产品技术要求和工艺要求,确保功能和安装的需要。
2.避免设计尺寸太小或太薄,以免产生破裂和变形。
3.设计保证良好的表面质量,避免设计中出现接触不良、挤压不足等问题。
四、壁厚设计1.壁厚不应过薄,以免影响产品的强度和刚性。
2.避免壁厚过大,以减少成本和缩短冷却时间。
3.边缘和角部应注意壁厚过渡,避免产生应力集中。
五、设计角度和半径1.设计时应根据铝合金的流动性选择合适的角度和半径。
2.避免设计尖锐角度和太小的半径,以免产生气孔和挤压不足。
3.设计角度和半径应保持一定的一致性,避免因设计不当导致铸件变形和收缩不均匀。
六、设计放射状构件1.当压铸件具有放射状构件时,要合理设计放射状梁的位置和数量,以充分利用材料,并减少成本。
2.注意放射状构件的设计不应影响整体结构的强度。
七、设计排气系统1.设计时要考虑到铸件内部的气孔、气泡等气体排出问题。
2.合理安排和设计排气道,以保证良好的注模效果和铸件质量。
八、设计孔和螺纹1.设计孔和螺纹时应遵循标准规范,确保质量和安装的可靠性。
2.孔和螺纹的位置和尺寸应符合产品要求,保证压铸件的功能和使用要求。
压铸件结构设计压铸件结构创新设计(经验)压铸件零件设计的注意事项⼀、压铸件的设计涉及四个⽅⾯的内容:a、即压⼒铸造对零件形状结构的要求;b、压铸件的⼯艺性能;c、压铸件的尺⼨精度及表⾯要求;d、压铸件分型⾯的确定;压铸件的零件设计是压铸⽣产技术中的重要部分,设计时必须考虑以下问题:模具分型⾯的选择、浇⼝的开设、顶杆位置的选择、铸件的收缩、铸件的尺⼨精度保证、铸件内部缺陷的防范、铸孔的有关要求、收缩变形的有关要求以及加⼯余量的⼤⼩等⽅⾯;⼆、压铸件的设计原则是:a、正确选择压铸件的材料,b、合理确定压铸件的尺⼨精度;c、尽量使壁厚分布均匀;d、各转⾓处增加⼯艺园⾓,避免尖⾓。
三、压铸件按使⽤要求可分为两⼤类,⼀类承受较⼤载荷的零件或有较⾼相对运动速度的零件,检查的项⽬有尺⼨、表⾯质量、化学成分、⼒学性能(抗拉强度、伸长率、硬度);另⼀类为其它零件,检查的项⽬有尺⼨、表⾯质量及化学成分。
在设计压铸件时,还应该注意零件应满⾜压铸的⼯艺要求。
压铸的⼯艺性从分型⾯的位置、顶⾯推杆的位置、铸孔的有关要求、收缩变形的有关要求以及加⼯余量的⼤⼩等⽅⾯考虑。
合理确定压铸⾯的分型⾯,不但能简化压铸型的结构,还能保证铸件的质量。
压铸件零件设计的要求⼀、压铸件的形状结构要求:a、消除内部侧凹;b、避免或减少抽芯部位;c、避免型芯交叉;合理的压铸件结构不仅能简化压铸型的结构,降低制造成本,同时也改善铸件质量,⼆、铸件设计的壁厚要求:压铸件壁厚度(通常称壁厚)是压铸⼯艺中⼀个具有特殊意义的因素,壁厚与整个⼯艺规范有着密切关系,如填充时间的计算、内浇⼝速度的选择、凝固时间的计算、模具温度梯度的分析、压⼒(最终⽐压)的作⽤、留模时间的长短、铸件顶出温度的⾼低及操作效率;a、零件壁厚偏厚会使压铸件的⼒学性能明显下降,薄壁铸件致密性好,相对提⾼了铸件强度及耐压性;b、铸件壁厚不能太薄,太薄会造成铝液填充不良,成型困难,使铝合⾦熔接不好,铸件表⾯易产⽣冷隔等缺陷,并给压铸⼯艺带来困难;压铸件随壁厚的增加,其内部⽓孔、缩孔等缺陷增加,故在保证铸件有⾜够强度和刚度的前提下,应尽量减⼩铸件壁厚并保持截⾯的厚薄均匀⼀致,为了避免缩松等缺陷,对铸件的厚壁处应减厚(减料),增加筋;对于⼤⾯积的平板类厚壁铸件,设置筋以减少铸件壁厚;根据压铸件的表⾯积,铝合⾦压铸件的合理壁厚如下:压铸件表⾯积/mm2 壁厚S/mm≤25 1.0~3.0>25~100 1.5~4.5>100~400 2.5~5.0>400 3.5~6.0三、铸件设计筋的要求:筋的作⽤是壁厚改薄后,⽤以提⾼零件的强度和刚性,防⽌减少铸件收缩变形,以及避免⼯件从模具内顶出时发⽣变形,填充时⽤以作⽤辅助回路(⾦属流动的通路),压铸件筋的厚度应⼩于所在壁的厚度,⼀般取该处的厚度的2/3~3/4;四、铸件设计的圆⾓要求:压铸件上凡是壁与壁的连接,不论直⾓、锐⾓或钝⾓、盲孔和凹槽的根部,都应设计成圆⾓,只有当预计确定为分型⾯的部位上,才不采⽤圆⾓连接,其余部位⼀般必须为圆⾓,圆⾓不宜过⼤或过⼩,过⼩压铸件易产⽣裂纹,过⼤易产⽣疏松缩孔,压铸件圆⾓⼀般取:1/2壁厚≤R≤壁厚;圆⾓的作⽤是有助于⾦属的流动,减少涡流或湍流;避免零件上因有圆⾓的存在⽽产⽣应⼒集中⽽导致开裂;当零件要进⾏电镀或涂覆时,圆⾓可获得均匀镀层,防⽌尖⾓处沉积;可以延长压铸模的使⽤寿命,不致因模具型腔尖⾓的存在⽽导致崩⾓或开裂;五、压铸件设计的铸造斜度要求:斜度作⽤是减少铸件与模具型腔的摩擦,容易取出铸件;保证铸件表⾯不拉伤;延长压铸模使⽤寿命,铝合⾦压铸件⼀般最⼩铸造斜度如下:铝合⾦压铸件最⼩的铸造斜度外表⾯内表⾯型芯孔(单边)1°1°30′2°铸件的结构⼯艺性铸件中的基础件都是箱体形结构,并增设了很多加强筋,致使铸件结构形状较为复杂。
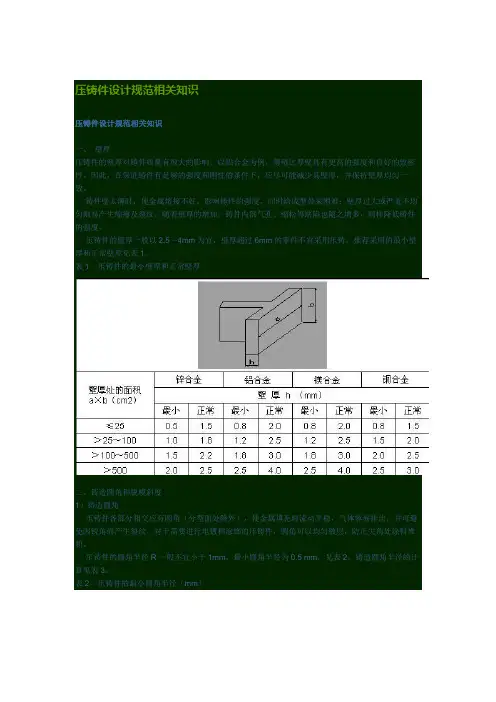
压铸件设计规范目录铸圆脱铸缘压铸压铸内压铸压铸级压铸压铸一、壁厚1、压铸件的壁厚对铸件质量有很大的影响。
以铝合金为例,薄壁比厚壁具有更高的强度和良好的致密性。
因此,在保证铸件有足够的强度和刚性的条件下,应尽可能减少其壁厚,并保持壁厚均匀一致。
2、铸件壁太薄时,使金属熔接不好,影响铸件的强度,同时给成型带来困难;壁厚过大或严重不均匀则易产生缩瘪及裂纹。
厚壁压铸件,其壁中心层的晶粒粗大,易产生缩孔、缩松等缺陷,同样降低铸件的强度。
3、压铸件的壁厚一般以2.5~4mm为宜,同一压铸件内昀大壁厚与昀小壁厚之比不要大于3∶1,壁厚超过6mm的零件不宜采用压铸。
推荐值见表1。
我司的铝压铸件,按如下要求选取壁厚:散热齿一般取2.0~2.5mm,(自然散热)间距取10~12mm,(强迫风冷)间距取8~10mm.其余壁厚取4.5~5.0mm;螺纹孔为M3的PCB支撑柱,直径取6.5~7.5mm;接地螺纹孔处的壁厚取:M4 9.5~10.5mm, M5 10.5~11mm。
表1 压铸件的最小壁厚和正常壁厚二、铸造圆角和脱模斜度1、铸造圆角压铸件各部分相交应有圆角(分型面处除外),使金属填充时流动平稳,气体容易排出,并可避免因锐角而产生裂纹。
对于需要进行电镀和涂饰的压铸件,圆角可以均匀镀层,防止尖角处涂料堆积。
压铸件的圆角半径R一般不宜小于1mm,最小圆角半径为0.5 mm,见表2。
铸造圆角半径的计算见表3。
我司铝压铸件的圆角一般取R1.0mm,无配合处最小取R3.0mm(有外观要求的除外)。
表2 压铸件的最小圆角半径(mm)①、对锌合金铸件,K=1/4;对铝、镁合金铸件, K=1/2。
②、计算后的最小圆角应符合表2的要求。
表3 铸造圆角半径的计算(mm)2、脱模斜度设计压铸件时,就应在结构上留有脱模斜度,无脱模斜度时,在需要之处,必须有脱模的工艺斜度。
斜度的方向,必须与铸件的脱模方向一致。
推荐的脱模斜度见表4。
我司现采用的脱模斜度一般取前模1.5°,后模1.0°。
压铸件结构设计压铸件结构设计是压铸工作的第一步。
设计的合理性和工艺适应性将会影响到后续工作的顺利进行,如分型面选择、内浇口开设、推出机构布置、模具结构及制造难易、合金凝固收缩规律、铸件精度保证、缺陷的种类等,都会以压铸件本身工艺性的优劣为前提。
1、压铸件零件设计的注意事项⑴、压铸件的设计涉及四个方面的内容:a、即压力铸造对零件形状结构的要求;b、压铸件的工艺性能;c、压铸件的尺寸精度及表面要求;d、压铸件分型面的确定;压铸件的零件设计是压铸生产技术中的重要部分,设计时必须考虑以下问题:模具分型面的选择、浇口的开设、顶杆位置的选择、铸件的收缩、铸件的尺寸精度保证、铸件内部缺陷的防范、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面;⑵、压铸件的设计原则是:a、正确选择压铸件的材料;b、合理确定压铸件的尺寸精度;c、尽量使壁厚分布均匀;d、各转角处增加工艺园角,避免尖角。
⑶、压铸件分类按使用要求可分为两大类,一类承受较大载荷的零件或有较高相对运动速度的零件,检查的项目有尺寸、表面质量、化学成分、力学性能(抗拉强度、伸长率、硬度);另一类为其它零件,检查的项目有尺寸、表面质量及化学成分。
在设计压铸件时,还应该注意零件应满足压铸的工艺要求。
压铸的工艺性从分型面的位置、顶面推杆的位置、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面考虑。
合理确定压铸面的分型面,不但能简化压铸型的结构,还能保证铸件的质量。
⑷、压铸件结构的工艺性:1)尽量消除铸件内部侧凹,使模具结构简单。
2)尽量使铸件壁厚均匀,可利用筋减少壁厚,减少铸件气孔、缩孔、变形等缺陷。
3)尽量消除铸件上深孔、深腔。
因为细小型芯易弯曲、折断,深腔处充填和排气不良。
4)设计的铸件要便于脱模、抽芯。
5)肉厚的均一性是必要的。
6)避免尖角。
7)注意拔模角度。
8)注意产品之公差标注。
9)太厚太薄皆不宜。
10)避免死角倒角(能少则少)。
11)考虑后加工的难易度。
压铸件结构设计规范压铸件是一种常见的金属制品,它具有成本低、生产效率高以及复杂形状和良好的表面质量等优点。
在压铸件的结构设计中,需要遵循一定的规范和要求,以确保产品的质量和性能。
以下是压铸件结构设计的一些常见规范:1.材料选择:在压铸件结构设计中,需要选择适合的材料,以确保产品的强度和耐用性。
常用的铸造材料包括铝合金、镁合金和锌合金等。
在选择材料时,需要考虑产品的功能要求、工作环境和制造工艺等因素。
2.壁厚设计:在压铸件的结构设计中,需要合理确定壁厚。
过薄的壁厚容易导致产品变形和脆性,而过厚的壁厚会增加产品的重量和生产成本。
一般来说,压铸件的壁厚应根据材料的强度、铸造工艺和表面质量要求等因素进行合理计算和选择。
3.强化设计:在压铸件结构设计中,需要考虑强化结构,以增加产品的刚性和耐用性。
常用的强化结构包括加强肋、加强筋和加强板等。
强化结构可以提高产品的抗拉强度和抗扭强度,减少变形和裂纹的产生。
4.浇注系统设计:在压铸件的结构设计中,需要合理设计浇注系统,以确保熔融金属能够均匀地充满模腔,并排除气体和杂质。
浇注系统设计包括喷嘴和浇口的位置、大小和形状等因素。
合理的浇注系统设计可以提高产品的充型性能和表面质量。
5.模具设计:在压铸件结构设计中,需要合理设计模具,以确保产品的精度和一致性。
模具设计包括型腔结构、型芯结构和冷却系统等。
合理的模具设计可以减少缺陷和变形的产生,提高产品的尺寸精度和表面质量。
综上所述,压铸件的结构设计需要遵循一定的规范和要求,以确保产品的质量和性能。
这些规范包括材料选择、壁厚设计、强化设计、浇注系统设计和模具设计等。
通过合理设计和优化,可以提高产品的制造效率、降低成本,并满足不同应用领域的需求。
压铸件设计规范相关知识压铸件设计规范相关知识一、壁厚压铸件的壁厚对铸件质量有很大的影响。
以铝合金为例,薄壁比厚壁具有更高的强度和良好的致密性。
因此,在保证铸件有足够的强度和刚性的条件下,应尽可能减少其壁厚,并保持壁厚均匀一致。
铸件壁太薄时,使金属熔接不好,影响铸件的强度,同时给成型带来困难;壁厚过大或严重不均匀则易产生缩瘪及裂纹。
随着壁厚的增加,铸件内部气孔、缩松等缺陷也随之增多,同样降低铸件的强度。
压铸件的壁厚一般以2.5~4mm为宜,壁厚超过6mm的零件不宜采用压铸。
推荐采用的最小壁厚和正常壁厚见表1。
表1 压铸件的最小壁厚和正常壁厚二、铸造圆角和脱模斜度1)铸造圆角压铸件各部分相交应有圆角(分型面处除外),使金属填充时流动平稳,气体容易排出,并可避免因锐角而产生裂纹。
对于需要进行电镀和涂饰的压铸件,圆角可以均匀镀层,防止尖角处涂料堆积。
压铸件的圆角半径R一般不宜小于1mm,最小圆角半径为0.5 mm,见表2。
铸造圆角半径的计算见表3。
表2 压铸件的最小圆角半径(mm)我司现采用的圆角一般取R1.5。
表3 铸造圆角半径的计算(mm)说明:①、对锌合金铸件,K=1/4;对铝、镁、合金铸件,K=1/2。
②、计算后的最小圆角应符合表2的要求。
2) 脱模斜度设计压铸件时,就应在结构上留有结构斜度,无结构斜度时,在需要之处,必须有脱模的工艺斜度。
斜度的方向,必须与铸件的脱模方向一致。
推荐的脱模斜度见表4。
表4 脱模斜度说明:①、由此斜度而引起的铸件尺寸偏差,不计入尺寸公差值内。
②、表中数值仅适用型腔深度或型芯高度≤50mm,表面粗糙度在Ra0.1,大端与小端尺寸的单面差的最小值为0.03mm。
当深度或高度>50mm,或表面粗糙度超过Ra0.1时,则脱模斜度可适当增加。
我司现采用的脱模斜度一般取1.5°。
一般采用的加强筋的尺寸按图1选取:t1=2 t /3~t;t2=3 t /4~t;R≥t/2~t;h≤5t;r≤0.5mm(t—压铸件壁厚,最大不超过6~8mm)。
压铸件结构设计压铸件结构设计是压铸工作的第一步.设计的合理性和工艺适应性将会影响到后续工作的顺利进行,如分型面选择、内浇口开设、推出机构布置、模具结构及制造难易、合金凝固收缩规律、铸件精度保证、缺陷的种类等,都会以压铸件本身工艺性的优劣为前提。
1、压铸件零件设计的注意事项⑴、压铸件的设计涉及四个方面的内容:a、即压力铸造对零件形状结构的要求;b、压铸件的工艺性能;c、压铸件的尺寸精度及表面要求;d、压铸件分型面的确定;压铸件的零件设计是压铸生产技术中的重要部分,设计时必须考虑以下问题:模具分型面的选择、浇口的开设、顶杆位置的选择、铸件的收缩、铸件的尺寸精度保证、铸件内部缺陷的防范、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面;⑵、压铸件的设计原则是:a、正确选择压铸件的材料;b、合理确定压铸件的尺寸精度;c、尽量使壁厚分布均匀;d、各转角处增加工艺园角,避免尖角.⑶、压铸件分类按使用要求可分为两大类,一类承受较大载荷的零件或有较高相对运动速度的零件,检查的项目有尺寸、表面质量、化学成分、力学性能(抗拉强度、伸长率、硬度);另一类为其它零件,检查的项目有尺寸、表面质量及化学成分。
在设计压铸件时,还应该注意零件应满足压铸的工艺要求.压铸的工艺性从分型面的位置、顶面推杆的位置、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面考虑.合理确定压铸面的分型面,不但能简化压铸型的结构,还能保证铸件的质量。
⑷、压铸件结构的工艺性:1)尽量消除铸件内部侧凹,使模具结构简单。
2)尽量使铸件壁厚均匀,可利用筋减少壁厚,减少铸件气孔、缩孔、变形等缺陷.3)尽量消除铸件上深孔、深腔.因为细小型芯易弯曲、折断,深腔处充填和排气不良。
4)设计的铸件要便于脱模、抽芯。
5)肉厚的均一性是必要的.6)避免尖角。
7)注意拔模角度。
8)注意产品之公差标注。
9)太厚太薄皆不宜。
10)避免死角倒角(能少则少)。
11)考虑后加工的难易度。
压铸件设计规范目录铸圆脱铸缘压铸压铸内压铸压铸级压铸压铸一、壁厚1、压铸件的壁厚对铸件质量有很大的影响。
以铝合金为例,薄壁比厚壁具有更高的强度和良好的致密性。
因此,在保证铸件有足够的强度和刚性的条件下,应尽可能减少其壁厚,并保持壁厚均匀一致。
2、铸件壁太薄时,使金属熔接不好,影响铸件的强度,同时给成型带来困难;壁厚过大或严重不均匀则易产生缩瘪及裂纹。
厚壁压铸件,其壁中心层的晶粒粗大,易产生缩孔、缩松等缺陷,同样降低铸件的强度。
3、压铸件的壁厚一般以2.5~4mm为宜,同一压铸件内昀大壁厚与昀小壁厚之比不要大于3∶1,壁厚超过6mm的零件不宜采用压铸。
推荐值见表1。
我司的铝压铸件,按如下要求选取壁厚:散热齿一般取2.0~2.5mm,(自然散热)间距取10~12mm,(强迫风冷)间距取8~10mm.其余壁厚取4.5~5.0mm;螺纹孔为M3的PCB支撑柱,直径取6.5~7.5mm;接地螺纹孔处的壁厚取:M4 9.5~10.5mm, M5 10.5~11mm。
表1 压铸件的最小壁厚和正常壁厚二、铸造圆角和脱模斜度1、铸造圆角压铸件各部分相交应有圆角(分型面处除外),使金属填充时流动平稳,气体容易排出,并可避免因锐角而产生裂纹。
对于需要进行电镀和涂饰的压铸件,圆角可以均匀镀层,防止尖角处涂料堆积。
压铸件的圆角半径R一般不宜小于1mm,最小圆角半径为0.5 mm,见表2。
铸造圆角半径的计算见表3。
我司铝压铸件的圆角一般取R1.0mm,无配合处最小取R3.0mm(有外观要求的除外)。
表2 压铸件的最小圆角半径(mm)①、对锌合金铸件,K=1/4;对铝、镁合金铸件, K=1/2。
②、计算后的最小圆角应符合表2的要求。
表3 铸造圆角半径的计算(mm)2、脱模斜度设计压铸件时,就应在结构上留有脱模斜度,无脱模斜度时,在需要之处,必须有脱模的工艺斜度。
斜度的方向,必须与铸件的脱模方向一致。
推荐的脱模斜度见表4。
我司现采用的脱模斜度一般取前模1.5°,后模1.0°。
压铸件结构设计规范方案压铸件是一种常见的金属制品,广泛应用于汽车、电子、航空航天、军工等领域。
在压铸件的结构设计中,需要考虑安全性、可靠性、质量控制和经济性等多个方面的要求。
下面是一些压铸件结构设计的规范方案:1.结构设计原则:设计师应遵循结构设计的基本原则,包括坚固性、合理性和安全性。
压铸件在使用过程中需经受各种力的作用,因此结构需要具有足够的强度和刚度,同时保持合理的重量和尺寸,以确保产品的性能和可靠性。
2.材料选择:压铸件一般使用铝合金、镁合金和锌合金制造,根据具体使用条件和要求选择适合的材料。
在材料选择过程中,需要考虑材料的特性、成本、可塑性以及耐磨性等因素。
3.壁厚设计:压铸件的壁厚对于产品的强度和质量至关重要。
过厚的壁厚会增加材料的用量和制造成本,同时也会降低产品的制造精度和性能;而过薄的壁厚会导致产品强度不足,容易发生变形和破裂。
因此,壁厚的设计需要综合考虑产品的用途和要求,确保最佳的壁厚。
4.结构设计和冷却系统设计:压铸件在制造过程中需要通过冷却系统进行冷却,以确保产品的质量和性能。
合理的结构设计和冷却系统设计可以提高产品的制造精度和表面质量,减少材料的收缩和变形,同时也可以确保冷却介质的循环流动,提高冷却效果。
5.模具设计:压铸件的形状和尺寸需要通过模具来实现。
模具设计需要考虑产品的尺寸、形状、结构和材料特性等多个因素,确保产品可以准确复制并保持良好的质量。
同时,模具设计也需要考虑到产品的成本和制造工艺的可行性。
6.表面处理和热处理:压铸件在制造完成后需要进行表面处理,以提高产品的表面质量和耐腐蚀性。
表面处理可以选择镀铬、喷涂、阳极氧化等方式,根据产品的具体要求进行选择。
另外,部分压铸件还需要进行热处理,以改善材料的性能和强度。
7.质量控制:压铸件的质量控制是确保产品质量和性能的重要环节。
在生产过程中,需要对原材料、模具和工艺进行严格的检验和控制,以确保产品的符合设计要求。
同时,还需要建立完善的质量管理体系和检验机制,对成品进行检验和测试,以确保产品的质量和可靠性。