焊接环境对摩擦螺柱焊成形质量的影响
- 格式:pdf
- 大小:310.90 KB
- 文档页数:2
螺柱焊歪斜
螺柱焊歪斜可能是由于以下原因导致的:
1. 焊接设备问题:焊接设备的参数设置不正确,如电流、电压、焊接速度等,可能导致螺柱焊接过程中发生歪斜。
2. 焊接工艺问题:焊接过程中的操作不当,如焊接速度过快或过慢,焊接角度不正确等,都可能导致螺柱焊接歪斜。
3. 焊接材料问题:焊接材料的质量问题,如焊丝、焊剂等,可能影响焊接过程的稳定性,从而导致螺柱焊接歪斜。
4. 工件夹紧问题:工件在焊接过程中没有夹紧,导致工件在焊接过程中发生移动,从而导致螺柱焊接歪斜。
5. 焊接环境问题:焊接环境的气流、磁场等因素可能影响焊接过程的稳定性,从而导致螺柱焊接歪斜。
解决方法:
1. 检查并调整焊接设备的参数设置,确保其符合焊接要求。
2. 优化焊接工艺,提高操作水平,确保焊接过程中的稳定性。
3. 选择质量可靠的焊接材料,避免因材料问题导致的焊接歪斜。
4. 确保工件在焊接过程中夹紧,防止工件移动。
5. 改善焊接环境,消除气流、磁场等不利因素的影响。

焊接工序质量的影响因素及对策摘要随着现代焊接技术的迅猛发展、焊接生产水平的不断提高和国际焊接制品贸易的日益扩大,为了保证焊接产品的质量,有效地利用资源,保护用户的利益,焊接产品的质量管理逐步走上了规范化、标准化的道路。
现代质量管理认为,为使产品达到所要求的各项质量指标,应从生产的每一道工序抓起,通过控制和调整影响工序质量的因素来保证。
而工序质量又要通过工作质量,采取各种管理手段来实现。
因此,在质量管理工作中,要以工作质量来保证工序质量,用工序质量来保证产品质量。
可见为实现质量目标,就必须在管理体制上建立一套有效的、便于操作的质量管理体系,并且将这套体系应用于产品的整个制造过程中。
工序质量是指在生产过程中加工工序对产品质量的保证程度。
换句话说,产品质量是以工序质量为基础的,必须具有优良的工序加工质量才能生产出优良的产品。
产品的质量不仅仅是在完成全部加工装配工作之后,通过由专职检验人员测定若干技术参数,并获得用户认可就算达到了要求,而是在加工工序一开始就存在并贯穿于生产的全过程中。
最终产品合格与否,决定于全部工序误差的累积结果。
所以,工序是生产过程的基本环节,也是检验的基本环节。
焊接结构的生产包括许多工序,如金属材料的去污除锈、备料时的校直、划线、下料、坡口边缘加工、成形,焊接结构的配装、焊接、热处理等。
各个工序都有一定的质量要求,并存在影响其质量的因素。
由于工序的质量最终将决定产品的质量,因此,必须分析影响工序质量的各种因素,采取切实有效的控制措施,才能保证焊接产品的质量。
影响工序质量的因素,概括起来有:人员、设备、材料、工艺方法和生产环境五个方面,简称“人、机、料、法、环”五因素。
1.人-----施焊操作人员因素各种不同的焊接方法对操作人员的依赖程度不同。
对于手工电弧焊接,焊工的操作技能和谨慎的工作态度对保证焊接质量至关重要;对于埋弧自动焊,焊接工艺参数的调整和施焊也离不开人的操作;对于各种半自动焊,电弧沿焊接接头的移动也是靠焊工掌握;若焊工施焊时质量意识差,操作粗心大意,不遵守焊接工艺规程,或操作技能低下、技术不熟练等都会影响直接焊接的质量。
螺旋焊管表面质量的影响因素及其改善措施
1.钢板品质:钢板的平整度、平面度以及表面清洁度均会影响螺旋焊
管的表面质量。
优质钢板的平整度和平面度高,不易出现变形和扭曲,表
面清洁度高,可避免焊接过程中的氧化、污染等问题。
改善措施:选择高品质的钢板,并在生产过程中做好减少钢板变形和
保持表面清洁的工作。
2.焊接工艺:影响螺旋焊管表面质量的关键因素之一是焊接工艺。
焊
接过程中出现的问题,比如偏位、偏心、焊接之间的间隙不一致等都可能
导致螺旋焊管表面质量不良。
改善措施:建立合理的焊接工艺和相应的控制措施,如检查切口尺寸、控制焊接时的速度等,以确保焊缝质量。
3.钢管内外表面腐蚀防护:在螺旋焊管的生产过程中,防锈涂层的选
择及其施工质量对钢管的表面质量有着很大的影响。
改善措施:增加钢管的防锈涂层厚度,使用铝锌钢带或喷涂环氧漆等
更加高效的防锈材料。
4.表面后处理:表面后处理能够大大改善螺旋焊管的表面质量,如滚
压磨光、酸洗等等。
改善措施:针对不同的表面质量问题,采取相应的后处理措施,以提
高表面光洁度和质量。
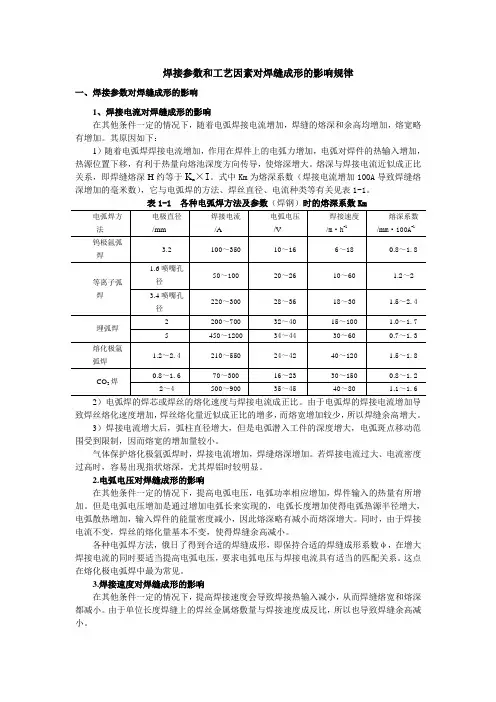
焊接参数和工艺因素对焊缝成形的影响规律一、焊接参数对焊缝成形的影响1、焊接电流对焊缝成形的影响在其他条件一定的情况下,随着电弧焊接电流增加,焊缝的熔深和余高均增加,熔宽略有增加。
其原因如下:1)随着电弧焊焊接电流增加,作用在焊件上的电弧力增加,电弧对焊件的热输入增加,热源位置下移,有利于热量向熔池深度方向传导,使熔深增大。
熔深与焊接电流近似成正比关系,即焊缝熔深H约等于K m×I。
式中Km为熔深系数(焊接电流增加100A导致焊缝熔深增加的毫米数),它与电弧焊的方法、焊丝直径、电流种类等有关见表1-1。
2)电弧焊的焊芯或焊丝的熔化速度与焊接电流成正比。
由于电弧焊的焊接电流增加导致焊丝熔化速度增加,焊丝熔化量近似成正比的增多,而熔宽增加较少,所以焊缝余高增大。
3)焊接电流增大后,弧柱直径增大,但是电弧潜入工件的深度增大,电弧斑点移动范围受到限制,因而熔宽的增加量较小。
气体保护熔化极氩弧焊时,焊接电流增加,焊缝熔深增加。
若焊接电流过大、电流密度过高时,容易出现指状熔深,尤其焊铝时较明显。
2.电弧电压对焊缝成形的影响在其他条件一定的情况下,提高电弧电压,电弧功率相应增加,焊件输入的热量有所增加。
但是电弧电压增加是通过增加电弧长来实现的,电弧长度增加使得电弧热源半径增大,电弧散热增加,输入焊件的能量密度减小,因此熔深略有减小而熔深增大。
同时,由于焊接电流不变,焊丝的熔化量基本不变,使得焊缝余高减小。
各种电弧焊方法,俄日了得到合适的焊缝成形,即保持合适的焊缝成形系数φ,在增大焊接电流的同时要适当提高电弧电压,要求电弧电压与焊接电流具有适当的匹配关系。
这点在熔化极电弧焊中最为常见。
3.焊接速度对焊缝成形的影响在其他条件一定的情况下,提高焊接速度会导致焊接热输入减小,从而焊缝熔宽和熔深都减小。
由于单位长度焊缝上的焊丝金属熔敷量与焊接速度成反比,所以也导致焊缝余高减小。
焊接速度是评价焊接生产率的一项重要指标,为了提高焊接生产率,应该提高焊接速度。
焊接质量的影响因素与防治措施浅析一.焊接质量的影响因素1、材料因素。
焊接使用的材料包括各种被焊材料,也包括各种焊接材料、还有与产品配合使用的各种外购或外协加工的零部件。
焊接生产中使用这些材料的质量是保证焊接产品质量的基础和前提。
从全面质量管理的观点出发,为了保证焊接质量,从生产过程的起始阶段,即投料之前就要把好材料关。
2、操作人员因素。
焊接工作的操作人员主要就是焊工及焊接设备的操作人员。
各种不同的焊接方法对焊工的依赖程度不同,手工操作占支配地位的手弧焊接,焊工操作技能的水平和谨慎认真的态度对焊接质量至关重要。
即使埋弧自动焊,焊接规范的调整和施焊也离不开人的操作。
由于焊工质量意识差、操作粗心大意,不遵守焊接工艺规程,操作技能差等都可能影响焊接质量。
3、机器设备因素。
机器设备这一因素对焊接来说就是各种焊接设备。
焊接设备的性能,它的稳定性与可靠性对焊接质量会产生一定影响,特别是结构复杂、机械化、自动化高的设备,由于对它的依赖性更高,因此要求它有更好、更稳定的性能。
在压力容器质量体系中,要求建立包括焊接设备在内的各种在用设备的定期检查制度。
4、工艺方法因素。
焊接质量对工艺方法的依赖性较强,其影响主要来自两个方面:一方面是工艺制订的合理性;另一方面是执行工艺的严肃性。
某一产品或某种材料的焊接工艺的制定,首先要进行焊接工艺评定,然后根据评定合格的工艺评定报告和图样技术要求制订焊接工艺规程、编制焊接工艺说明书或焊接工艺卡。
这些以书面形式表达的各种工艺参数是指导施焊时的依据,它是模拟生产条件所作的试验和长期积累的经验以及产品的具体技术要求而编制出来的,是保证焊接质量的基础。
5、环境因素。
在特定环境下,焊接质量对环境的依赖性也是很大的。
因为焊接操作常常在室外露天进行,必然受到外界自然条件,如温度、湿度、风力及雨雪天气的影响,在其它因素一定的情况下,有可能单纯因环境因素造成焊接质量问题。
环境因素的控制措施比较简单,当环境条件不符合规定要求时,如风力较大或雨雪天气可暂时停止焊接工作或采取有效防护措施后再进行焊接,过低的气温可对工件适当预热等。
影响螺柱焊接的强度的原因有哪些?更新时间:2011.04.25 浏览次数:70影响螺柱焊接的强度的原因有好多:1、材料因素:一般来说同种材料的可焊性最高,异种材料焊接可靠性相应差一些,其中铝只能和铝进行焊接强度最好,与其它材料焊接强度最差。
特殊材料如钛合金焊接可靠性也较低,更多材料就不一一列举了;2、设备因素:设备选购的好坏也会影响焊接可靠性,储能量大的优于储能量小的,配置好的电容由于差一点的电容;价格高的好于价格低的(一分钱一分货,所以进口的就2万多),这要看各自需求来采购了;当然,有些价格低一点的也不见得焊接效果就差,这还要看具体应用环境;好的设备稳定性好,焊接合格率高,尤其是焊接铝及铜,表现尤为明显,现在的很多使用单片机做控制主板的螺柱焊机较好,电容电压与显示电压差距多控制在3V以内,所以焊接合格率较高。
进口的产品多为此类,国内的屈指可数,寥寥无几。
常州森田机电有限公司生产的螺柱焊机,全部是单片机控制的。
3、焊枪的压力调节:压力越大,焊接电压要越高才行,否则焊枪下行速度太快,把电弧压灭了,会影响焊接强度,这好比如划火柴,刚划着就迅速捏灭,都不烫手。
压力越小,工作电压相应低一点,而且飞溅较大,有些时候压力太小也不行,尤其焊接铝螺钉,压力太小,一焊一个坑,光光亮亮的,没有强度。
所以,焊枪压力,适中为好;4、工作电压的因素:并非工作电压越高焊得就越牢,这个也是有要求的,工作电压太低,热量不足,工作电压太大,产生的巨大冲击力,会把仅有的焊缝溶液溅飞,不仅焊接牢度不高,不美观,而且对设备也不好。
所以工作电压适中为好,一般在基准参数基础上,每5V或者3V为一个调节梯度往上加,并进行测试,知道满意为止。
但要观察焊缝的情况,根据焊缝情况还要配合调节焊枪压力。
5、焊接材料表面光洁度:焊接材料表面有油污、铁锈、油漆、喷涂等杂质必须清理,镀锌材质的钢板用储能式螺柱焊机最好打磨后再进行焊接,效果最佳,用拉弧式螺柱焊机就无所谓了,因为焊接时间较长,完全可以自行把镀锌层处理掉;碳钢热板或者放置时间较长的铝板,最好在焊点位置进行打磨后在焊接,效果最佳。
焊接参数和工艺因素对焊缝成形的影响规律一、焊接参数对焊缝成形的影响1、焊接电流对焊缝成形的影响在其他条件一定的情况下,随着电弧焊接电流增加,焊缝的熔深和余高均增加,熔宽略有增加。
其原因如下:1)随着电弧焊焊接电流增加,作用在焊件上的电弧力增加,电弧对焊件的热输入增加,热源位置下移,有利于热量向熔池深度方向传导,使熔深增大。
熔深与焊接电流近似成正比关系,即焊缝熔深H约等于Km×I。
式中Km为熔深系数(焊接电流增加100A导致焊缝熔深增加的毫米数),它与电弧焊的方法、焊丝直径、电流种类等有关见表1-1。
表1-1 各种电弧焊方法及参数(焊钢)时的熔深系数Km2)电弧焊的焊芯或焊丝的熔化速度与焊接电流成正比。
由于电弧焊的焊接电流增加导致焊丝熔化速度增加,焊丝熔化量近似成正比的增多,而熔宽增加较少,所以焊缝余高增大。
3)焊接电流增大后,弧柱直径增大,但是电弧潜入工件的深度增大,电弧斑点移动范围受到限制,因而熔宽的增加量较小。
气体保护熔化极氩弧焊时,焊接电流增加,焊缝熔深增加。
若焊接电流过大、电流密度过高时,容易出现指状熔深,尤其焊铝时较明显。
2.电弧电压对焊缝成形的影响在其他条件一定的情况下,提高电弧电压,电弧功率相应增加,焊件输入的热量有所增加。
但是电弧电压增加是通过增加电弧长来实现的,电弧长度增加使得电弧热源半径增大,电弧散热增加,输入焊件的能量密度减小,因此熔深略有减小而熔深增大。
同时,由于焊接电流不变,焊丝的熔化量基本不变,使得焊缝余高减小。
各种电弧焊方法,俄日了得到合适的焊缝成形,即保持合适的焊缝成形系数φ,在增大焊接电流的同时要适当提高电弧电压,要求电弧电压与焊接电流具有适当的匹配关系。
这点在熔化极电弧焊中最为常见。
3.焊接速度对焊缝成形的影响在其他条件一定的情况下,提高焊接速度会导致焊接热输入减小,从而焊缝熔宽和熔深都减小。
由于单位长度焊缝上的焊丝金属熔敷量与焊接速度成反比,所以也导致焊缝余高减小。
焊接速度对厚板铝合金搅拌摩擦焊接头组织与性能的影响任思蒙,高崇,李书磊,李超,赵丕植(中铝材料应用研究院有限公司中铝中央研究院材料科学研究分院,北京102209)摘要:对厚度12mm 的5083铝合金板材进行搅拌摩擦焊对接试验,在旋转速度为600r/min 的条件下,对比研究焊接速度为100mm/min 和300mm/min 时的对接接头的宏观形貌及微观组织、力学性能、断裂形式的差异。
结果表明,当焊速为100mm/min 时,洋葱环间距较小,焊接接头内无明显缺陷,力学性能接近母材,能获得质量较高的焊接接头,断裂位置发生在热影响区,模式为韧性断裂;当焊速为300mm/min 时,洋葱环间距较大,接头根部出现未焊合缺陷,严重降低接头力学性能,断裂位置发生在焊核区,断裂模式为韧-脆性混合断裂。
关键词:搅拌摩擦焊;5083厚板铝合金;焊接速度;微观组织;力学性能中图分类号:TG456.9文献标志码:A 文章编号:1001-2303(2018)08-0104-05DOI :10.7512/j.issn.1001-2303.2018.08.20Influence of welding speed on the microstructure and properties ofFSW 5083thick plate aluminum alloyREN Simeng ,GAO Chong ,LI Shulei ,LI Chao ,ZHAO Pizhi(Chinalco Materials Application Research Institute Co.,Ltd.,Central Research Institute of Chinalco Researchbranch of Materials Science ,Beijing 102209,China )Abstract :The 12mm thick cold-rolled sheets of 5083aluminum alloy were butt jointed by friction stir welding (FSW )at a rotation rate of 600r/min.Then compare the effort of microstructure ,mechanical properties and fracture pattern with the different weldingspeeds of 100mm/min and 300mm/min.The results show that when welding speed is 100mm/min ,the spacing of onion rings is biggerthan the 300mm/min's.There is no obvious defect in the welded joint and the mechanical property is close to the parent material ,which show the welding quality is high.The fracture position occurs in the HAZ ,and the model is ductile fracture of the welds.When welding speed is 300mm/min ,there is the unwelded joint defect at the root of weld joint ,which causes a serious decline in the mechanical properties of the joint.The fracture position occurs in the NZ ,and the model is a mixture of ductile and brittle fracture of the welds.Key words :FSW ;thick 5083aluminum ;welding speed ;microstructure ;mechanical properties 本文参考文献引用格式:任思蒙,高崇,李书磊,等.焊接速度对厚板5083铝合金搅拌摩擦焊接头组织与性能的影响[J].电焊机,2018,48(08):104-108.收稿日期:2018-06-13作者简介:任思蒙(1991—),女,硕士,主要从事铝合金连接工作的研究。

螺柱焊也会产生缺陷,一起寻找原因及对策1. 螺柱焊在船舶柴油机中的应用所谓螺柱焊是指采用专用焊接设备,焊接时在螺柱与母材之间产生电弧,待接合面熔化时焊枪机构会自动地施加外力,将螺柱压入母材的熔池中,使两者间达到原子间结合,形成永久焊接接头的一种焊接方式。
螺柱焊由于具有快速、可靠、操作简单和成本低等优点,现已广泛应用在汽车、船舶制造等领域。
以我公司生产的瓦锡兰二冲程船用柴油机为例,螺柱焊技术主要应用在机架道门安装螺柱焊接中。
瓦锡兰W6X82船用柴油机机架如图1所示,每个道门需要20个M24螺柱,6个道门共120个焊接螺柱。
最初采用熔化极气体保护焊工艺,经过划线、定位焊、焊接及修磨焊缝等工序,不仅消耗大量人工工时,焊接质量也难以保证。
为克服传统焊接方法工时耗费量大、焊接质量不稳定等缺点,引进了螺柱焊工艺对上述结构中的螺柱进行焊接,提高焊接质量、降低生产成本。
图12. 焊机、材料及工艺参数我公司螺柱焊机为美国尼尔森Nelweld 6000,配套重载浮动提升焊枪NS20N HD;母材为B级船板,螺柱材质为ML15;工艺采用带瓷环保护的拉弧式螺柱焊,焊接参数如表1所示。
3. 缺陷类型、产生原因及应对措施(1)螺柱焊焊缝缺陷?在瓦锡兰主机机架螺柱焊生产中,主要的焊接缺陷如图2所示。
图2(2)缺陷产生原因及对策?偏焊:我公司螺柱焊缺陷统计中,偏焊所占比例约为70%,其直接导致飞边分布不均匀,影响焊缝正常成形和接头强度。
偏焊主要原因为瓷环与螺柱不同轴,当瓷环中心线与螺柱轴线不同轴时,瓷环对飞边的拘束会发生中心偏离而产生偏焊,甚至咬边,影响焊缝成形。
因此,调整并保证瓷环与螺柱同轴是避免偏焊的主要方法之一。
瓦锡兰低速机机架道门安装螺柱为RD类型(即带缩颈螺柱),生产中必须选用与螺柱相匹配的RF型瓷环来保证同轴性,瓷环尺寸符合ISO 13918要求;其次,瓷环夹作为易损件要定期更换,以免夹持不住瓷环造成偏心;焊接结束后,轻轻摇摆使焊枪卡头与螺柱分离,用力过猛会造成卡头及适配器损坏,进而影响瓷环与螺柱同轴度(见图3)。
关于薄壁螺柱焊焊接质量的工艺改善方法
一、薄壁螺柱焊焊接质量的工艺改善
1、优化焊接过程参数
薄壁螺柱焊接的质量要求和厚度等相关参数的定义清晰,大部分焊接
质量的改善要求在焊接参数的选取上能够获得比较好的效果。
在薄壁螺柱
焊接的参数选取上,可以根据零件的形状、材料、尺寸、放电厚度等参数
来确定焊接电流,以保证焊接温度的合理性,同时还要考虑焊接过程中电
流的上下限。
2、改善焊接工艺
薄壁螺柱焊接的工艺要求规范,因此,在改善焊接质量时,应特别注
意和完善焊接工艺,确保焊接流程符合质量要求的标准,需要特别注意焊
接技术的要求,如焊接工具、焊接工艺参数、焊接位置等,尤其是焊接温
度和焊接时间等参数,这些参数必须合理,否则可能会导致焊接质量不佳。
3、优化焊接环境
超薄螺柱焊接的环境必须保证其质量,因此,在进行焊接时,要求焊
接环境温湿度等指标控制在合理的范围内,同时,要避免异物污染,以防
止焊缝产生缺陷。
4、制定正确的质量控制标准
为了提高薄壁螺柱焊接质量,还应当根据实际情况,制定合理的质量
控制标准,并督促所有参与到焊接工作中的人员严格按照质量控制标准进
行工作。
影响焊接质量的因素及解决方案图1 油箱近年来随着汽车、拖拉机、航空航天、建筑以及运输等工业的飞速发展,相应的工业设备在其产品结构、加工工艺及应用领域不断更新、发展,对产品的加工质量要求不断提高,电阻焊机已成为工业产品覆盖件及零部件加工的主要焊接设备。
电阻焊机在生产过程中可以对各种形状的覆盖件产品进行焊接加工,实现工件的缝焊、凸焊、对焊和点焊的加工过程。
它的优点是速度快、深度大、变形小而且生产效率高,并可实现柔性化和智能化控制,可对低碳钢板、合金钢板、镀层钢板和不锈钢板等进行有效地焊接,凭借其高效、独特的加工方式在工业生产过程当中得到了广泛的应用。
电阻焊接过程较为复杂,包含了多种影响焊接质量的因素,如被焊材料、焊接电流、电极压力、焊接时间、设备冷却、电极材料、形状及尺寸、分流和工件表面状态等。
如果操作人员在焊接生产过程中不能够掌握正确的焊接方法、技术参数和加工工艺,将给焊接质量控制带来较大的困难。
图2 缝焊机影响焊接质量的因素1.被焊材料对焊接质量的影响被焊材料在实施焊接之前必须进行清洁处理,清理方法分机械清理和化学清理两种。
常用的机械清理方法有喷砂、喷丸、抛光以及用纱布或钢丝刷等。
被焊材料表面的油污和锈斑会使电极与工件之间的电阻增大、焊点不牢固及焊接过程中产生飞溅,使焊接质量下降。
例如在缝合油箱(如图1)或暖气片之类要求密闭的工件时,更应将被焊材料的表面处理干净,因工件需要缝合焊接一周,如果有一处没有处理干净,就会在这一处出现缝合不牢,在工件试压过程中发生漏气现象。
对于此类焊接要求较高的工件需用化学清理,用清洗设备配合高温清洗液将工件清洗干净才能够进行焊接生产。
用于缝合油箱的缝焊机如图2所示。
2.焊接电流及时间对焊接质量的影响整个焊接的加工过程由4个基本环节来控制:图3中控制箱面板上的1、2、3和4分别为加压、焊接、维持和休息4个程序,这4个环节循环工作,必要时可增加附加程序。
焊接电流的参数调整对焊接质量的控制至关重要,采用递增的调幅电流可以减小挤出金属。
焊后热处理对摩擦焊钻杆性能的影响摘要:在钻井作业过程中,钻杆要承受弯、扭、压、拉等各种复杂的载荷,因此服役的安全性尤为重要。
摩擦焊钻杆具有抗弯能力强、柔韧性好、耐磨等优点,因而应用非常广泛。
摩擦焊钻杆接头与管体之间的焊接早期为电弧焊和闪光对焊,如今则逐步发展为连续驱动摩擦焊接及惯性摩擦焊接,而生产效率和焊缝质量也随焊接方法的改进而不断提高。
目前,惯性摩擦焊是最流行的一种钻杆对焊方法。
摩擦焊是通过摩擦热和压力使工件连接起来,因而在焊接完成以后的热处理中,如果处理工艺不当,容易导致管体局部的韧性及塑性变差。
在某管厂G105钻杆焊区试样的冲击试验检测中,发现个别试样韧性极差,为了找到相关原因,对其进行了一系列分析和探讨,并提出了相关建议。
关键词:焊接;摩擦焊接;钻杆;热处理;冲击韧性1.摩擦焊钻杆的生产过程摩擦焊钻杆是通过摩擦焊这种焊接方式,将钻杆杆体和接头等工件连接起来。
第一阶段,由电动机带动接头旋转,当达到一定的转速时,施加压力p1把管体压向旋转的接头,使管体和接头紧密接触,发生摩擦。
第二阶段,接触面继续相互摩擦并产生热量和一定的塑性变形。
第三阶段,减速停止旋转,同时施加顶锻压力p2完成焊接。
焊接过程结束后,会有多余的管体组织被挤压出接触面,形成毛刺,应趁毛刺还未冷却用焊机上的冲头将其冲除。
摩擦焊焊接的原理是利用焊接接触面之间的相对运动,产生摩擦热和塑形变形,并使接触面周围区域温度上升至接近熔点,此时,材料的塑性提高,变形抗力降低,伴随塑性变形,管体和接头在压力的作用下,通过界面的再结晶和分子扩散而实现连接。
对摩擦焊钻杆的焊接过程了解之后,推测问题可能出在焊接之后的热处理过程中。
2焊后热处理与钻杆性能的关系钻杆在摩擦焊接之后,需要对焊区进行“淬火+高温回火”的热处理,即通常说的调质处理。
具体过程为:①奥氏体化;②淬火;③高温回火。
2.1奥氏体化摩擦焊焊接完成后,首先要采用中频感应加热对焊缝进行奥氏体化,这种加热方式的特点为加热速度快,且焊缝热影响区窄。
焊接操作技术要点对焊缝质量的影响摘要:随着国内装备制造业产品拓展了国内和国际市场,在迎来机遇的同时也迎来了考验。
新工艺、新产品、新技术、高性能的焊件对我们电焊工现有的技术水平提出了更高的要求。
为了跟上焊接领域快速发展的步伐,适应高质量的产品需求,作为一名焊接操作工人,我们必须要勤学苦练,提高技术水平。
任何高超的技能都需要以扎实的基本功作为基础,这就需要我们勤加练习,并用心去领悟,持之以恒,方能不断进步。
现将焊条电弧焊和气体保护焊操作上的技术要点对焊缝质量的影响,进行分析。
关键词:熔孔;运条过程;熔滴过渡;指向位置;焊缝接头1.焊条电弧焊1.1注意焊条引弧焊条电弧焊的引弧方法分为直击法和划擦法两种。
碱性焊条一般用划擦法引弧,可以防止产生气孔。
酸性焊条采用直击法或划擦法引弧都可以。
引弧时,手腕动作必须灵活和准确,要选择好引弧起始点的位置。
在距起焊点10mm~20mm处引燃电弧,然后将电弧移至起焊点,压低电弧进入焊接过程。
1.2注意焊缝接头焊缝接头应尽量做到外观平整、高低均匀、宽窄一致、无脱节。
在弧坑前10mm处引弧,电弧长度比正常焊接时略长,然后将电弧移至弧坑处,压低电弧,按照熔池的形状摆动焊条后,进入正常焊接。
1.3注意焊缝收尾反复断弧收尾法多用于酸性焊条进行薄板焊接和焊接电流较大时的收尾。
较厚钢板的焊缝收尾时应采用划圈收尾法。
当使用碱性焊条进行焊接时,应采用回焊收尾法。
在进行单面焊双面成形的打底焊时,需要更换焊条或临时停弧时,要采用转移收弧法,将焊条移至焊缝终点时,在弧坑处稍作停留,将电弧慢慢抬高,引至焊缝边缘的母材坡口内,这时熔池会逐渐缩小,凝固后一般不出现缺陷。
1.4注意焊接运条过程运条的基本动作包括控制焊条角度、横摆动作、稳弧动作、直线动作、焊条送进动作。
运条时,应保持合适的电弧长度。
如果焊接电弧过长,空气中的有害气体容易侵入熔池,造成气孔,同时飞溅也较大。
因此焊接时,应采用短弧焊接,电弧长度应等于焊芯直径的0.5~1倍。
热镀锌线TAYLOR焊机机械维护1 前言我厂热基镀锌线是以热轧薄板为主要原料,生产镀锌板的生产线。
年生产规模为热镀锌板卷30万t。
生产厚度0.8~4.0mm,宽度850~1650mm,对焊机的设备性能要求较高。
而生产线引进的美国TAYLOR-WINFIELD公司MEDWELD 760型焊机,由于设计原因造成焊接厚规格时,显现出焊接能力不足,在生产2.5mm以上规格带钢时经常出现搭接不上、焊接短路、焊缝开裂等多种故障使生产线被迫停车,造成大量停车废品。
如果焊机的夹持板等部位维护不到位,会造成或加剧上述现象,这就需要对焊机进行精心维护,下面就从焊机的主要执行部件、运行装置、润滑和维护周期等几方面进行总结。
2、TAYLOR MEDWELD 760型焊机的焊接原理1.1搭接焊机的焊接原理窄搭接电阻焊机的焊接原理是将两块材料(带钢)搭接,通以适当电流,在材料自身的电阻、材料间及材料与电极间接触部分的集中电阻上产生热量,并在压力作用下产生塑性变形和再结晶而焊接起来。
根据焦耳定律,焊接接头产生的热量用公式(1)表示如下:Q=0.24I2Rt=0.24UIt(1) 式中式中:Q为热量;I为电流;R为焊接区电阻;U为电极间电压;t为通电时间。
从式中看出,发热量与焊接电流、通电时间及接触区电阻有关,当对某种材质、规格的带钢进行焊接时,通过控制电流、通电时间(t=l/V ,当焊接断面长度l 一定时,通过改变焊接速度V 来控制通电时R=Rc+2Rew+2Rw 。
其中Rc 为带钢接触电阻,Rew 为电极与焊件间的接触焊接时,前者可用较小电流(几千安培),而后者就必须用很大电流(甚至几万安培)。
电阻率不仅取决于金属种类,还与金属的热处理状态、加工方式、表面状态及温度有关。
接触电阻存在的时间是短暂,一般存在于焊接初期,由两方面原因形成:(1)带钢和电极表面有高电阻系数的氧化物或脏物质层,会使电流遭到较大阻碍。
过厚的氧化物和脏物质层甚至会使电流不能导通。
焊接环境对摩擦螺柱焊成形质量的影响
发表时间:2017-11-22T15:04:50.037Z 来源:《建筑学研究前沿》2017年第16期作者:张淦君
[导读] 摩擦螺柱焊(Friction Stud Welding)属于摩擦焊技术,是英国焊接研究所(TWI)在20世纪80年代发明的。
广东河源 517000
摘要:摘在参考国外相关文献的基础上,研究了空气中、水下和水下增加螺柱保护这3种不同焊接环境刘摩擦螺柱焊接头力学性能的影响结果表明,空气中焊接时,螺柱转速与进给速度匹配合适即可获得优质的焊接接头;水下焊接时要适当提高转速,增大热输入以补偿热量散失水下增加螺柱保护条件焊接时,螺柱表面的保护层可能会造成热量累积,从而刘成形不利。
关键词:焊接环境;摩擦螺柱
引言
摩擦螺柱焊(Friction Stud Welding)属于摩擦焊技术,是英国焊接研究所(TWI)在20世纪80年代发明的,因该技术不受压力环境的影响且得到的焊接接头性能优异而在水下连接领域得到了迅速发展。
随着世界范围内海洋油气资源的不断发现及其开发力度的不断加强,海洋钢结构物数量和油田开采深度逐年增加,海洋工程钢结构的连接及其安全保障技术日益受到业界的关注。
从目前可见的文献和报道来看,欧盟、美国、巴西、日本等国围绕摩擦螺柱焊技术在水下连接中的应用展开了一系列研究工作,并逐步应用于牺牲阳极等水下非重要结构物的连接。
虽然国内在围绕摩擦焊技术发展动态的相关报道中零星涉及水下摩擦螺柱焊的一些内容,但相关的基础工艺研究基本处于空白状态。
1焊接试验
1.1摩擦螺柱焊试验装置
摩擦螺柱焊试验装置主要由几大部分组成,分别为液压站、阀组、主轴头、控制系统、数据记录系统等部分,这一装置主要由北京的石油化工学院自主研发设计的,该装置在运行过程中能够提供30KN的最高轴向压力以及最大的50N?m的转矩。
其中液压站中马达的转速最高时能够大搞9000r/min,液压马达由不锈钢制造而成,能够在水下作业。
1.2试验材料
目前海洋工程钢结构常用的材料X65常常被用作焊接时所需要的螺柱和基板的材料,其相关的要求见表1和表2。
在试验的过程找那个,为了确保螺柱表面的质量,部分螺柱表面需要进行保护,一般情况下,尼龙、聚苯乙烯以及聚氨酯等都是常见的螺柱表面防护的材料,其中聚氨酯的效果是最佳的,试验中螺栓表面的防护材料选择了工业用的聚氨酯密封胶。
其使用方法就是在进行焊接前在螺柱表面均匀的涂上1~2mm的膏状的密封胶,在其干燥凝固之后再对其进行焊接。
1.3试验方法
从图1中我们可以看出,本文选择了小14mm的棒材作为摩擦螺柱焊焊接夹具和焊接方式试验中的螺柱材料,其中,为了方便试验的顺利进行,基板选择了大直径的棒材,圆柱端面为焊接平面。
在焊接平台上利用螺栓将焊接前基座固定好,并在基座上的孔中放入圆柱基板,并对其锁紧。
焊接时螺柱在焊机的带动下旋转并轴向进给,在持续一段时间的摩擦之后停止螺柱的运转,然后维持或增大压力进行顶锻,顶锻阶段结束即完成焊接过程。
图1 摩擦螺柱焊接接头夹具和焊接方法
焊接的试验分为3次进行,第一次的时候焊接会以4000,5000,6000r/min的速度在空气中进行,每个转速条件下的速度是不同的,而轴向压力为6mpa;第二次试验则是在水下利用空中气焊的工艺进行,在试验过程中,随时会出现焊接终止的情况,因此要对焊接的试验过程进行重点的关注;最后一次实验与第二次试验相比,两者之间的区别在于最后一次试验螺柱表面会涂上一层聚氨酯密封胶,这样杜绝螺柱与水的接触,减少焊接中热量的流失。
2试验结果与讨论
2.1试验结果
通过对上述的试验过程进行观察,得出以下的结果:焊接时,初始阶段的摩擦稳定性较弱,产热和散热的速度会给焊接带来巨大的影响,且焊接区的产热和散热速度回受到环境影响的因素,从而产生不用的变化。
在空气中进行焊接,主要考虑焊接区中的生热速度,可以忽略散热速度对焊接的影响。
然而焊接在水下记性时,由于水导热性因素的影响,要重点考虑焊接区的散热速度。
而在焊接表面覆盖了聚氨酯密封胶的螺柱时,焊接过程中热量散失较慢,因此可能输入的焊接热量过高,从而对接头成形带来不利的影响。
图2为不同环境下,以低进给速度进行焊接所得到接头的拉伸试验结构。
在空气中进行焊接,随着螺柱的旋转速度不断增加,接头的抗拉强度会不断降低。
而在水下进行焊接时,当转速为4000r/min时,由于摩擦的阻力过大,因此会出现焊接终止的情况;而转速为5000r/min、6000r/min时可以顺利
完成焊接,其接头平均的抗拉强度为503、486MPa。
最后,对于在水下进行焊接,且螺柱表面覆盖了保护层时,3中转速条件下焊接都能够顺利完成。
图2 在低进给速度条件下不同焊接环境对摩擦螺柱焊接头力学性能的影响
2.2试验结果的分析
根据上文的试验结果,以及摩擦螺柱焊特点,我们可以看出螺柱的转速以及进给速度是决定摩擦生热速度的两大因素。
焊接在空气中以低进给的速度进行时,随着旋转速度的不断增加,螺柱和基本之间在单位之间内摩擦剪切的次数会不断增加,随之增加还要摩擦产生的热量,从而在接头成形中产热充分。
但是由于焊接后期中由于摩擦产生了过多的热量,因此温度不断增加,进而达到热塑性的状态,但是热影响区过度软化,会给接头的成型带来不良的影响。
而焊接时在水下进行,那么由于水的散热性较好,因此会导致焊接区热量不足的情况出现,从而使得材料无法得到热塑性的状态,且材料在强度和硬度方面都比较高,因此会给螺柱轴向进给时增加螺柱与基板之间的作用力,导致两者在摩擦剪切过程找那个遇到较大的阻力,进而导致焊接中止。
但是在对螺柱的旋转速度进行提高之后,可以增加焊接区的产热量,进而顺利的完成焊接,且在相同工艺的情况下,水下焊接的质量与空气中的焊接质量相比更佳。
焊接在水下进行,且螺柱表面带有保护层的,在低转速情况下,由于热量的散失情况下降因此不会出现焊接中止的情况,而提高转速之后,由于螺柱表面的聚氨酯密封胶减少了热量的散失情况,因此会导致焊接区的热量不断累积,从而出现热影响区过度软化的问题,从而降低了接头的整体强度。
图3中主要表示了在高进给速度的条件下,在不同环境中焊接所得接头的拉伸试验结果。
从试验中我们发现螺柱部位最容易发生断裂的情况,这表示接头的强度远高于母材。
而造成这一情况的主要原因在于,在焊接过程中,转速与进给速度的匹配程度较好,不仅确保了焊接时的热输入需求,同时有效防治了热影响区过度软化的问题,从而使得接头在成型的过程中一直处于高温状态下。
在转速为6000r/min 的的条件下在水下进行焊接,焊接能够顺利的完成,其他工艺参数条件下的未能够完成焊接。
而表面涂有保护层的螺栓在水下进行焊接时没有出现中止的情况,且强度较高,但是当在转速为6000 r/min的情况下,其接头强度会有所降低,这是因为随着转速的提高热输入量也在不断增加,从而出现了热影响区过度软化的情况。
图3 在高速进给条件下不同焊接环境对摩擦螺柱焊接头力学性能的影响
3结论
(1)不同焊接环境主要通过影响焊接过程中热量的散失对接头的力学性能产生影响,而热量的产生由螺柱旋转速度和进给速度共同决定。
应针对不同焊接环境选择匹配的转速和进给速度。
(2)在空气焊接时热量散失相对于产热可以忽略不计,只要转速与进给速度匹配合适即获得优质的焊接接头。
(3)水下焊接时热量散失较快,因此在将空气中合适的工艺参数应用于水下焊接时,要适当提高转速,增加热输入,以补偿热量散失。
(4)水下增加螺柱保护条件下焊接时,表而的保护层在一定程度上可以减少热量的散失,但当热输入过大时会造成热量累积从而对成形不利。
参考文献
[1]田路,高辉. 基于X65钢的摩擦螺柱焊可行性焊接工艺[J].上海交通大学学报,2016,(12):1888-1889
[2]徐亚国,焦向东,周灿丰. 摩擦螺柱焊水下焊接工艺的初步研究[J]. 科技风,2016,(05):199
[3]杨帆,宋国祥. 工艺参数对摩擦叠焊单元成形过程的影响[J]. 电焊械,2015,(07):66。