直线度的介绍及误差检测方法PPT课件
- 格式:ppt
- 大小:268.00 KB
- 文档页数:18


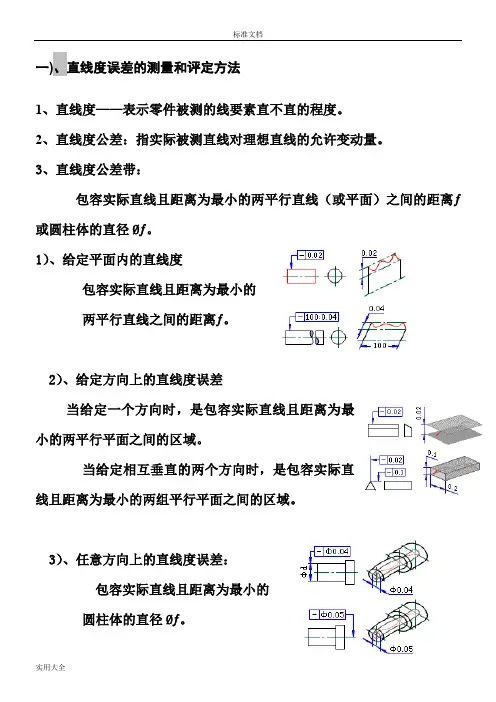
一)、直线度误差的测量和评定方法1、直线度——表示零件被测的线要素直不直的程度。
2、直线度公差:指实际被测直线对理想直线的允许变动量。
3、直线度公差带:包容实际直线且距离为最小的两平行直线(或平面)之间的距离ƒ或圆柱体的直径؃。
1)、给定平面内的直线度包容实际直线且距离为最小的两平行直线之间的距离ƒ。
2)、给定方向上的直线度误差当给定一个方向时,是包容实际直线且距离为最小的两平行平面之间的区域。
当给定相互垂直的两个方向时,是包容实际直线且距离为最小的两组平行平面之间的区域。
3)、任意方向上的直线度误差:包容实际直线且距离为最小的圆柱体的直径؃。
4、直线度误差的检测方法按照测量原理、测量器具及测量基准等可将直线度误差的检测方法分为四类:直接方法、间接方法、组合方法和量规检验法。
1)、直接方法:此类方法一般是首先确定一条测量基线,然后通过测量得到实际被测直线上的各点相对测量基线的偏差,再按规定进行数据处理得到直线度值。
(素线的测量)(1)、光隙法:将被测实际素线与其理想直线相比较来测量给定平面内直线度误差的测量方法。
是将刀口尺置于被测实际线上并使与被测线紧密接触,转动刀口尺使它的位置符合最小条件,然后观察刀口尺与被测线之间的最大光隙,此最大光隙即为直线度误差。
当光隙较大时,可用量块和塞尺测量其值,光隙较小时,可通过与标准光隙比较,估读出光隙量大小。
该方法适合于磨削或研磨加工的小平面及短园柱(锥)面的直线度误差的测量。
标准光隙:标准光隙由1级量块、0级刀口尺和1级平面平晶组成。
光隙尺寸的大小借助于光线通过狭缝时呈现的不同颜色来鉴别。
光隙 >2.5um时,光线呈白光:间隙在 1.25—1.17um时,呈红光:间隙约为0.8um时,呈蓝光;间隙<0.5um时,则不透光。
(2)、打表测量法、拉线基准法(测微法):用指示表测量零件表面直线度,是一种与理想直线比较,测量给定平面内直线度误差的方法。
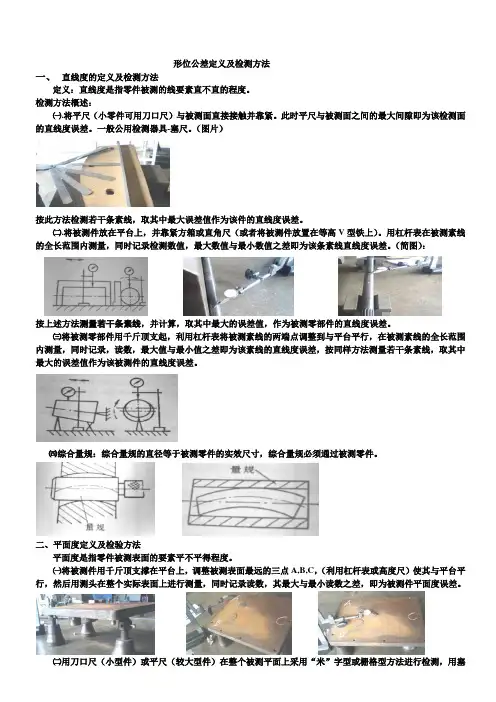
形位公差定义及检测方法一、直线度的定义及检测方法定义:直线度是指零件被测的线要素直不直的程度。
检测方法概述:㈠.将平尺(小零件可用刀口尺)与被测面直接接触并靠紧。
此时平尺与被测面之间的最大间隙即为该检测面的直线度误差。
一般公用检测器具-塞尺。
(图片)按此方法检测若干条素线,取其中最大误差值作为该件的直线度误差。
㈡.将被测件放在平台上,并靠紧方箱或直角尺(或者将被测件放置在等高V型铁上)。
用杠杆表在被测素线的全长范围内测量,同时记录检测数值,最大数值与最小数值之差即为该条素线直线度误差。
(简图):按上述方法测量若干条素线,并计算,取其中最大的误差值,作为被测零部件的直线度误差。
㈢将被测零部件用千斤顶支起,利用杠杆表将被测素线的两端点调整到与平台平行,在被测素线的全长范围内测量,同时记录,读数,最大值与最小值之差即为该素线的直线度误差,按同样方法测量若干条素线,取其中最大的误差值作为该被测件的直线度误差。
㈣综合量规:综合量规的直径等于被测零件的实效尺寸,综合量规必须通过被测零件。
二、平面度定义及检验方法平面度是指零件被测表面的要素平不平得程度。
㈠将被测件用千斤顶支撑在平台上,调整被测表面最远的三点A,B,C,(利用杠杆表或高度尺)使其与平台平行,然后用测头在整个实际表面上进行测量,同时记录读数,其最大与最小读数之差,即为被测件平面度误差。
㈡用刀口尺(小型件)或平尺(较大型件)在整个被测平面上采用“米”字型或栅格型方法进行检测,用塞尺进行检验,取其塞尺最大值为该被测零件得平面度误差。
㈢环类垫圈类零件将被测件的被测面放在平台上,压紧,然后用塞尺检测多处,其塞入的最大值即为该件的平面度误差。
(或者将被测件的被测面用三块等高垫铁在平台上均分支撑,然后用杠杆表在被测面的多处进行检测,取其最大与最小读数的差作为该件的平面度误差。
三、圆度定义及测量方法定义:圆度是指具有圆柱面(包括圆锥面)的零件在同一横剖面内的实际轮廓不圆的程度。

直线度-形位公差之一一)、直线度误差的测量和评定方法1、直线度——表示零件被测的线要素直不直的程度。
2、直线度公差:指实际被测直线对理想直线的允许变动量。
3、直线度公差带:包容实际直线且距离为最小的两平行直线(或平面)之间的距离ƒ或圆柱体的直径؃。
1)、给定平面内的直线度包容实际直线且距离为最小的两平行直线之间的距离ƒ。
2)、给定方向上的直线度误差当给定一个方向时,是包容实际直线且距离为最小的两平行平面之间的区域。
当给定相互垂直的两个方向时,是包容实际直线且距离为最小的两组平行平面之间的区域。
3)、任意方向上的直线度误差:包容实际直线且距离为最小的圆柱体的直径؃。
4、直线度误差的检测方法按照测量原理、测量器具及测量基准等可将直线度误差的检测方法分为四类:直接方法、间接方法、组合方法和量规检验法。
1)、直接方法:此类方法一般是首先确定一条测量基线,然后通过测量得到实际被测直线上的各点相对测量基线的偏差,再按规定进行数据处理得到直线度值。
(素线的测量)(1)、光隙法:将被测实际素线与其理想直线相比较来测量给定平面内直线度误差的测量方法。
是将刀口尺置于被测实际线上并使与被测线紧密接触,转动刀口尺使它的位置符合最小条件,然后观察刀口尺与被测线之间的最大光隙,此最大光隙即为直线度误差。
当光隙较大时,可用量块和塞尺测量其值,光隙较小时,可通过与标准光隙比较,估读出光隙量大小。
该方法适合于磨削或研磨加工的小平面及短园柱(锥)面的直线度误差的测量。
标准光隙:标准光隙由1级量块、0级刀口尺和1级平面平晶组成。
光隙尺寸的大小借助于光线通过狭缝时呈现的不同颜色来鉴别。
光隙 >2.5um时,光线呈白光:间隙在1.25—1.17um时,呈红光:间隙约为0.8um时,呈蓝光;间隙<0.5um时,则不透光。
(2)、打表测量法、拉线基准法(测微法):用指示表测量零件表面直线度,是一种与理想直线比较,测量给定平面内直线度误差的方法。