金属部品检验标准
- 格式:doc
- 大小:233.00 KB
- 文档页数:5
7.1印刷油墨层检验按性能通过试验判定接收或拒收。
7.2检验条件:各项试验均需印刷后放置常温下48小时后,在常温下进行。
7.3性能测试:
7.3.1附着力试验:用3M610胶纸贴实于印刷表面上快速垂直撕开3次,不得掉墨。
7.3.2耐酒精检验:95%酒精,加荷重500g,往复擦拭印刷表面5次,不得模糊、退色。
4.17色斑(颜色不匀):涂装颜色不均匀。
4.18脱漆:对材料表面喷漆(镀)面不粘着或不够粘性。
5外观检验标准
5.1外观检验依据GB/T2828.1-2003一次抽样方案Ⅱ级之抽样水准,随机取样进行检验。
严重缺陷(CR): C=0
主要缺点(MA):MA=0.65其定义为会影响产品组装导致无法使用及整机外观导致客户质量投诉。
5.5.1.1CLASS A
上面
前面
通常指产品的上方及正前方。
5.5.1.2CLASS B后方
两侧
通常指产品的两侧及后方。
下方
5.5.1.3CLASS C
通常指产品的下方。
5.5.1.4CLASS D
通常包括产品内部之组成零件或可替换周边之多功能插槽。
5.6外观检验与判定标准表F1
1.模具或机械加工缺陷种类及判定标准
4定义
4.1污点杂质:残留物、润滑剂、腐蚀生成物、或沉积物,从加工或储存环境中的有机生成物。
4.2异色:原色改变或色彩不一致。
4.3凹痕:痕迹、凹处、或低凹处。
4.4机械痕迹:由模具或机械加工造成(如折弯、拉伸)的无法避免的加工痕迹。
4.5小孔:表面小孔或空隙。
4.6刮伤:无深度的表面划痕,用手指甲感觉无感、无层次感。。
△
装配缝隙、断差
按照图纸及成品检验规范中的规定
备注:可同时允许两项缺失,但两点间之距离不得低于50mm.
2.印刷文字标记缺陷种类及判定标准
判定
异常现象
MA
MI
△
偏移
1、明显、可视之偏移或倾斜角度大于5度者,不予接受
△
2、明显、可视之上下偏移,且偏移量大于原印刷文字、标记1/4者,不予接受
△
3、明显、可视之左右偏移,且偏移量大于原印刷文字、标记1/4者,不予接受
8.2.2确认部品尺寸已经趋于稳定,检验后的尺寸不再发生变化。
8.3检验标准
8.3.1必检尺寸---图纸图面有公差要求、有特殊尺寸标识或工厂制定的《来料检验作业指导书》要
求检验的尺寸。必检尺寸测量结果符合图纸图面或《来料检验作业指导书》的要求。必检尺
寸装配检验符合产品装配工艺要求。
8.3.2其它尺寸---图纸图面未作公差要求,并在《来料检验作业指导书》未作要求的尺寸。其它尺
时,则该可视缺失所在区域,以该区域之允收标准判定之。
编码
CLASS A
CLASS B
CLASS C&D
目视距离
500mm
500mm
600mm
目视时间
10秒
5秒
3秒
5.2接收/判退决定:
当在指定的检验条件内发现瑕疵而很难作接收/判退的决定时,参考表F1,部品即使瑕疵被注意到了也是基本上可以接受的。
5.3重复检验:
寸测量结果符合图纸规定的未注尺寸公差精度要求,并与封样相符。其它尺寸装配检验需满足
产品装配要求。
9无铅检验(检查方案:2PCS/批,AC/RE:0/1)
9.1在ROHS无铅检测仪上对金属部品进行环境有害物质检验,以大亚《绿色产品标准》(质-S045)为判
定依据,判定接收或拒收。
版本修订记录
修订次数
修订日期
次要缺点(MI):MI=2.5其定义为会影响产品之外观者。
5.2外观检验方法:
5.2.1检验条件及方法
a.室内检验环境下、目距500mm、视线相对水平面45度以上、从观察物正面开始观察一周。
b.部品不能为突出表面瑕疵而使用单向照射光源,目视时应无直接照射光源。
c.检验时间:每一个检验之位置的时间如下表,若有可视之缺失点发现于上述任一两种检验位置
标准名称
原材料检验技术标准
审批
审核
拟稿
标准编号
MS-YCL001
版本号
A/1
发行日期
2007.09.07
1目的
本标准旨在定义金属部品品质标准,为检验员提供金属部品检验与判定的参考依据,同时是模具及金
属部品供应商对品质要求认知的准则。
2适用范围
本标准适用于金属机械加工部品及其表面的喷油(电镀)、印刷。
△
CLASS D:组装后不外露者均可接受
△
污点杂质
CLASS A:量规s=0.2≦2点/每面
△
CLASS B:量规s=0.5≦2点/每面
△
CLASS C & D:量规s=0.5≦3点/每面
△
清洁度
所有污垢、灰尘、油脂、毛屑等污染之物均不接受。若灰尘系因运输过程中所
造成,且可被风吹走或擦拭掉者,可予以接受。
修订内容
1
07.9.7
变形及印刷倾斜标准重新定义、追加印刷左右偏移规定
判定
异常现象
MA
MI
△
毛屑(刺)
CLASS A:高≦0.2mm
△
CLASS B:高≦0.2mm
△
CLASS C:高≦0.2mm
△
CLASS D:不影响组装且组装后不外露者均可接受
△
刮伤
CLASS A:≦2条,最大尺寸0.1mm×6mm
△
CLASS B:≦4条,最大尺寸0.2mm×10mm
△
CLASS C:≦4条,最大尺寸0.2mm×15mm
△
色差
以标准Sample或色板作色差值基准
△
桔皮
CLASS A、B:不予接受
△
CLASS C:长度超过40mm,宽度超过0.8mm不予接受,每边仅允许一条
△
点状缺陷
CLASS A:量规s=0.2≦2点/每面
△பைடு நூலகம்
CLASS B:量规s=0.5≦2点/每面
△
CLASS C:量规s=0.5≦3点/每面
△
直线型及曲线型等线状缺陷
6.2检验条件:各项试验均需喷油后放置常温下48小时后,在常温下进行。
6.3性能测试:
6.3.1附着力检验:在涂层表面用刀片划行距和列距都为1mm的方格,共为10行10列,刚好划破涂层,
然后用3M610胶纸贴实于此面上,快速垂直撕开1次,涂层不得脱落。
6.3.2硬度检验:用HB铅笔,不削尖利,以500g手写力度与测试面成约450角在喷涂(镀)层面上行
一个瑕疵在同一个表面位置不断出现而且显得容易觉察,如果这一外观瑕疵在运做或批次检验的开始就判为接受时,那么在最后它也应该判为接收。
5.4外观参照标准:
表F1列出了注塑件上典型的瑕疵,此表构成了外观允收参考标准,允许混杂瑕疵的总数不应超出瑕疵数目
的最大指定限度。
5.5等级之区分及定义:
5.5.1外壳类金属部品
4.12色差:指实际部品颜色与承认样品颜色或色号比对超出允收值。
4.13装配缝隙:除了设计时规定的缝隙外,由两部组件装配造成的缝隙。
4.14油斑:附着在对象表面的油性液体。
4.15漏喷:喷漆之产品表面部份因异常原因而导致涂层没有喷到露出底材之现象。
4.16桔皮:涂装表面呈现桔子皮似的凹凸,也称桔子皮。
一次(5cm),然后用软布沾水擦凈后观察,其表面只许有轻微划痕,不可划破、露底。
6.3.3耐磨检验:干净的绒布,加荷重1000g,按15cm直线来回擦30次,表面不可脱落。
6.3.4耐酒精检验:95%酒精,加荷重500g,按15cm直线来回擦10次,表面不可脱落。
7印刷油墨层检验标准(检查方案:3PCS/批,AC/RE:0/1)
4.7刮痕:硬物或锐器造成零件表面的深度线性伤痕,用手指甲感觉有感、有层次感。
4.8碰伤:产品表面或边缘遭硬物撞击而产生的痕迹。
4.9毛屑(刺):模具或机械加工时的材料残留物。
4.10断印:印刷中由于杂质或其它原因造成印刷字体中的白点等情况。
4.11漏印:印刷内容缺划或缺角或字体断印缺陷大于0.3mm,也被认为有漏印。
△
刮痕:
CLASS A & B:不允许
CLASS C:≦2条,最大尺寸0.1mm×1mm
CLASS D:≦4条,最大尺寸0.1mm×1mm
△
异色
CLASS A & B:≦2处,最大尺寸0.5mm
CLASS C:≦2处,最大尺寸2mm
CLASS D:≦4处,最大尺寸3mm
△
小孔
不予接受
△
机身变形扭曲
无法实装配者不予接受
7.3.3橡皮耐磨检验:加荷重1000克,以每分钟30次的速度擦拭35次,不得掉墨。
8尺寸检验标准(检查方案:10PCS/批,AC/RE:0/1)
8.1塑胶部品尺寸依图纸图面要求测量或以装配方式进行检验,参考8.3内容来判定接收或拒收。
8.2检验条件
8.2.1批量检验时有技术开发部的封样或质量技术部承认的限度样品。
△
破裂,裂痕
不予接受
△
变形
L≦100mm,允许变形≦0.5mm;100 mm <L≦200mm之间,允许变形≦
1.5mm;200 mm <L≦400mm之间,允许变形≦2mm
△
机械痕迹
CLASS A:不允许
CLASS B:均匀度≦90%,高度≦0.1
CLASS C:均匀度≦50%,高度≦0.1
CLASS D:不外露者均可接受
3职责
3.1工厂质量部:负责组织对到货物料进行抽样、检验和试验,并出具、保存检验报告;负责对IQC来料
7.2检验条件:各项试验均需印刷后放置常温下48小时后,在常温下进行。
7.3性能测试:
7.3.1附着力试验:用3M610胶纸贴实于印刷表面上快速垂直撕开3次,不得掉墨。
7.3.2耐酒精检验:95%酒精,加荷重500g,往复擦拭印刷表面5次,不得模糊、退色。
4.17色斑(颜色不匀):涂装颜色不均匀。
4.18脱漆:对材料表面喷漆(镀)面不粘着或不够粘性。
5外观检验标准
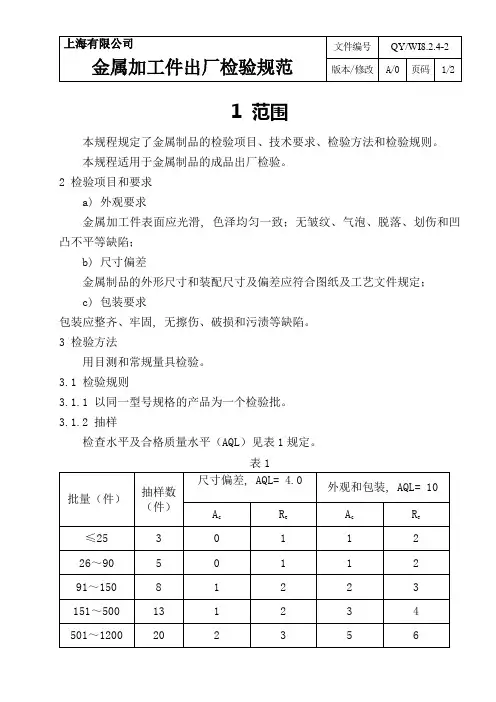
5.1外观检验依据GB/T2828.1-2003一次抽样方案Ⅱ级之抽样水准,随机取样进行检验。
严重缺陷(CR): C=0
主要缺点(MA):MA=0.65其定义为会影响产品组装导致无法使用及整机外观导致客户质量投诉。
5.5.1.1CLASS A
上面
前面
通常指产品的上方及正前方。
5.5.1.2CLASS B后方
两侧
通常指产品的两侧及后方。
下方
5.5.1.3CLASS C
通常指产品的下方。
5.5.1.4CLASS D
通常包括产品内部之组成零件或可替换周边之多功能插槽。
5.6外观检验与判定标准表F1
1.模具或机械加工缺陷种类及判定标准
4定义
4.1污点杂质:残留物、润滑剂、腐蚀生成物、或沉积物,从加工或储存环境中的有机生成物。
4.2异色:原色改变或色彩不一致。
4.3凹痕:痕迹、凹处、或低凹处。
4.4机械痕迹:由模具或机械加工造成(如折弯、拉伸)的无法避免的加工痕迹。
4.5小孔:表面小孔或空隙。
4.6刮伤:无深度的表面划痕,用手指甲感觉无感、无层次感。。
△
装配缝隙、断差
按照图纸及成品检验规范中的规定
备注:可同时允许两项缺失,但两点间之距离不得低于50mm.
2.印刷文字标记缺陷种类及判定标准
判定
异常现象
MA
MI
△
偏移
1、明显、可视之偏移或倾斜角度大于5度者,不予接受
△
2、明显、可视之上下偏移,且偏移量大于原印刷文字、标记1/4者,不予接受
△
3、明显、可视之左右偏移,且偏移量大于原印刷文字、标记1/4者,不予接受
8.2.2确认部品尺寸已经趋于稳定,检验后的尺寸不再发生变化。
8.3检验标准
8.3.1必检尺寸---图纸图面有公差要求、有特殊尺寸标识或工厂制定的《来料检验作业指导书》要
求检验的尺寸。必检尺寸测量结果符合图纸图面或《来料检验作业指导书》的要求。必检尺
寸装配检验符合产品装配工艺要求。
8.3.2其它尺寸---图纸图面未作公差要求,并在《来料检验作业指导书》未作要求的尺寸。其它尺
时,则该可视缺失所在区域,以该区域之允收标准判定之。
编码
CLASS A
CLASS B
CLASS C&D
目视距离
500mm
500mm
600mm
目视时间
10秒
5秒
3秒
5.2接收/判退决定:
当在指定的检验条件内发现瑕疵而很难作接收/判退的决定时,参考表F1,部品即使瑕疵被注意到了也是基本上可以接受的。
5.3重复检验:
寸测量结果符合图纸规定的未注尺寸公差精度要求,并与封样相符。其它尺寸装配检验需满足
产品装配要求。
9无铅检验(检查方案:2PCS/批,AC/RE:0/1)
9.1在ROHS无铅检测仪上对金属部品进行环境有害物质检验,以大亚《绿色产品标准》(质-S045)为判
定依据,判定接收或拒收。
版本修订记录
修订次数
修订日期
次要缺点(MI):MI=2.5其定义为会影响产品之外观者。
5.2外观检验方法:
5.2.1检验条件及方法
a.室内检验环境下、目距500mm、视线相对水平面45度以上、从观察物正面开始观察一周。
b.部品不能为突出表面瑕疵而使用单向照射光源,目视时应无直接照射光源。
c.检验时间:每一个检验之位置的时间如下表,若有可视之缺失点发现于上述任一两种检验位置
标准名称
原材料检验技术标准
审批
审核
拟稿
标准编号
MS-YCL001
版本号
A/1
发行日期
2007.09.07
1目的
本标准旨在定义金属部品品质标准,为检验员提供金属部品检验与判定的参考依据,同时是模具及金
属部品供应商对品质要求认知的准则。
2适用范围
本标准适用于金属机械加工部品及其表面的喷油(电镀)、印刷。
△
CLASS D:组装后不外露者均可接受
△
污点杂质
CLASS A:量规s=0.2≦2点/每面
△
CLASS B:量规s=0.5≦2点/每面
△
CLASS C & D:量规s=0.5≦3点/每面
△
清洁度
所有污垢、灰尘、油脂、毛屑等污染之物均不接受。若灰尘系因运输过程中所
造成,且可被风吹走或擦拭掉者,可予以接受。
修订内容
1
07.9.7
变形及印刷倾斜标准重新定义、追加印刷左右偏移规定
判定
异常现象
MA
MI
△
毛屑(刺)
CLASS A:高≦0.2mm
△
CLASS B:高≦0.2mm
△
CLASS C:高≦0.2mm
△
CLASS D:不影响组装且组装后不外露者均可接受
△
刮伤
CLASS A:≦2条,最大尺寸0.1mm×6mm
△
CLASS B:≦4条,最大尺寸0.2mm×10mm
△
CLASS C:≦4条,最大尺寸0.2mm×15mm
△
色差
以标准Sample或色板作色差值基准
△
桔皮
CLASS A、B:不予接受
△
CLASS C:长度超过40mm,宽度超过0.8mm不予接受,每边仅允许一条
△
点状缺陷
CLASS A:量规s=0.2≦2点/每面
△பைடு நூலகம்
CLASS B:量规s=0.5≦2点/每面
△
CLASS C:量规s=0.5≦3点/每面
△
直线型及曲线型等线状缺陷
6.2检验条件:各项试验均需喷油后放置常温下48小时后,在常温下进行。
6.3性能测试:
6.3.1附着力检验:在涂层表面用刀片划行距和列距都为1mm的方格,共为10行10列,刚好划破涂层,
然后用3M610胶纸贴实于此面上,快速垂直撕开1次,涂层不得脱落。
6.3.2硬度检验:用HB铅笔,不削尖利,以500g手写力度与测试面成约450角在喷涂(镀)层面上行
一个瑕疵在同一个表面位置不断出现而且显得容易觉察,如果这一外观瑕疵在运做或批次检验的开始就判为接受时,那么在最后它也应该判为接收。
5.4外观参照标准:
表F1列出了注塑件上典型的瑕疵,此表构成了外观允收参考标准,允许混杂瑕疵的总数不应超出瑕疵数目
的最大指定限度。
5.5等级之区分及定义:
5.5.1外壳类金属部品
4.12色差:指实际部品颜色与承认样品颜色或色号比对超出允收值。
4.13装配缝隙:除了设计时规定的缝隙外,由两部组件装配造成的缝隙。
4.14油斑:附着在对象表面的油性液体。
4.15漏喷:喷漆之产品表面部份因异常原因而导致涂层没有喷到露出底材之现象。
4.16桔皮:涂装表面呈现桔子皮似的凹凸,也称桔子皮。
一次(5cm),然后用软布沾水擦凈后观察,其表面只许有轻微划痕,不可划破、露底。
6.3.3耐磨检验:干净的绒布,加荷重1000g,按15cm直线来回擦30次,表面不可脱落。
6.3.4耐酒精检验:95%酒精,加荷重500g,按15cm直线来回擦10次,表面不可脱落。
7印刷油墨层检验标准(检查方案:3PCS/批,AC/RE:0/1)
4.7刮痕:硬物或锐器造成零件表面的深度线性伤痕,用手指甲感觉有感、有层次感。
4.8碰伤:产品表面或边缘遭硬物撞击而产生的痕迹。
4.9毛屑(刺):模具或机械加工时的材料残留物。
4.10断印:印刷中由于杂质或其它原因造成印刷字体中的白点等情况。
4.11漏印:印刷内容缺划或缺角或字体断印缺陷大于0.3mm,也被认为有漏印。
△
刮痕:
CLASS A & B:不允许
CLASS C:≦2条,最大尺寸0.1mm×1mm
CLASS D:≦4条,最大尺寸0.1mm×1mm
△
异色
CLASS A & B:≦2处,最大尺寸0.5mm
CLASS C:≦2处,最大尺寸2mm
CLASS D:≦4处,最大尺寸3mm
△
小孔
不予接受
△
机身变形扭曲
无法实装配者不予接受
7.3.3橡皮耐磨检验:加荷重1000克,以每分钟30次的速度擦拭35次,不得掉墨。
8尺寸检验标准(检查方案:10PCS/批,AC/RE:0/1)
8.1塑胶部品尺寸依图纸图面要求测量或以装配方式进行检验,参考8.3内容来判定接收或拒收。
8.2检验条件
8.2.1批量检验时有技术开发部的封样或质量技术部承认的限度样品。
△
破裂,裂痕
不予接受
△
变形
L≦100mm,允许变形≦0.5mm;100 mm <L≦200mm之间,允许变形≦
1.5mm;200 mm <L≦400mm之间,允许变形≦2mm
△
机械痕迹
CLASS A:不允许
CLASS B:均匀度≦90%,高度≦0.1
CLASS C:均匀度≦50%,高度≦0.1
CLASS D:不外露者均可接受
3职责
3.1工厂质量部:负责组织对到货物料进行抽样、检验和试验,并出具、保存检验报告;负责对IQC来料