人造板工艺学课程设计
- 格式:docx
- 大小:235.89 KB
- 文档页数:15
人造板课程设计设备选型一、教学目标本课程的教学目标是使学生掌握人造板的基本概念、分类、制作工艺和应用范围。
通过学习,学生应能理解人造板的优点和缺点,掌握不同类型人造板的制作方法,并了解人造板在现代生活中的广泛应用。
具体来说,知识目标包括:1.了解人造板的定义和分类。
2.掌握人造板的制作工艺和流程。
3.了解人造板的优缺点及应用领域。
技能目标包括:1.能够区分不同类型的人造板。
2.能够解释人造板的制作过程。
3.能够设计简单的人造板应用方案。
情感态度价值观目标包括:1.培养学生对人造板的兴趣,提高其环保意识。
2.培养学生团队合作精神,使其在实践中学会与他人共同解决问题。
3.培养学生自主学习能力,使其在课后能继续探索人造板的相关知识。
二、教学内容本课程的教学内容主要包括人造板的基本概念、分类、制作工艺和应用范围。
具体安排如下:第一章:人造板概述1.人造板的定义和发展历程。
2.人造板的分类和特点。
第二章:人造板制作工艺1.木质人造板的制作工艺。
2.非木质人造板的制作工艺。
第三章:人造板的应用1.人造板在建筑装饰领域的应用。
2.人造板在家具制造中的应用。
第四章:人造板的优缺点及发展趋势1.人造板的优点和缺点。
2.人造板行业的发展趋势。
三、教学方法为了提高教学效果,本课程将采用多种教学方法,如讲授法、案例分析法、实验法和小组讨论法等。
1.讲授法:用于讲解人造板的基本概念、制作工艺和应用范围。
2.案例分析法:通过分析实际案例,使学生更好地理解人造板的优缺点及应用。
3.实验法:学生进行人造板制作实验,提高其动手能力和实践能力。
4.小组讨论法:鼓励学生分组讨论问题,培养其团队合作精神和沟通能力。
四、教学资源为了支持教学内容的实施,我们将准备以下教学资源:1.教材:《人造板工艺学》等。
2.参考书:相关领域的研究论文和书籍。
3.多媒体资料:人造板制作过程的视频、图片等。
4.实验设备:人造板制作实验所需的原材料和设备。
通过以上教学资源,我们将帮助学生更好地理解人造板的相关知识,提高其学习兴趣和主动性。
一、课程概述课程名称(中文):人造板工艺学课程设计(英文):Wood based Panel Processing curriculum design 课程编号:14483031课程学分:1学分课程总学时:30学时二、课程内容简介(300字以内)《人造板工艺学》课程设计是在学完《人造板工艺学》课程后进行的,它是对所学课程的一次实际检验。
主要教学目的是学生进一步加深对《人造板工艺学》课程基础知识的理解与掌握,培养学生独立设计的能力。
通过本次实习,可增强学生的理论与实践相接合的能力,在实习中发现问题并通过查阅资料与教师辅导等手段来解决问题,从而切实提高学生的专业知识的综合能力,进一步增强学生的兴趣,为学生的毕业后从事与人造板生产及加工方面相关的工作打下坚实的基础。
三、实习目标与要求人造板工艺学课程设计是人造板工艺学教学计划的组成部分,是在完成课堂学习、生产实习和其它相关专业课程学习之后进行的,是对本课程的综合知识掌握情况的一次全面检验。
通过课程设计,可以进一步培养学生综合应用所学知识的能力,使学生能熟练人造板车间工艺设计、制定生产工艺流程、合理选择生产设备的方法。
设计要求:1.接到任务书后,应全面了解任务书的内容,明确要求,分析给定条件,订出设计进度,在规定期限内进行设计。
2.能确定车间生产量和工艺流程,计算原、辅料需要量及单耗,对生产设备进行选择与计算,确定工艺布置方案、绘制车间平面布置图,整理、撰写设计说明书。
四、实习内容与安排(一)实习时间:1周(二)实习方式:集中(三)实习单位或场所:合肥相关企业和设计室(四)实习进度与安排:课程设计总时间为1周1、设计计算部分2天;2、设备平面布置图和工艺流程图的设计与绘制2天;3、设计说明书的整理1天。
五、考核方式与成绩评定1.考核方式:考查。
2.成绩评定:根据学生在设计过程中的学习和工作态度、任务完成情况、综合运用本课程所学知识的能力及设计报告和图纸的质量评定成绩。
人造板工艺学课程设计专业: 木材科学与工程班级:姓名:学号:指导老师:目录............................................................. 3一、计条件和设计内容(一)设计目的.. (3)(二)设计条件 (3)(三)设计内容 (3)................................................ 4二、细木工板的生产工艺流程设计(一)生产工艺流程 (4)(二)主要工序参数 (4)..................................... 8 三、干法中密度纤维板的生产工艺流程设计(一)生产工艺流程 (8)(二)主要设备 (8)(三)工艺说明 (8).................................................... 10 四、制造刨花板生产工艺流程(一)生产工艺流程. (10)(二)主要设备 (10)(三)工艺说明 (11)(四)主要工序的参数.............................................................................. 11 ............................. 14 五、以稻壳为原料模压成型的生产工艺流程设计(一)生产工艺流程. (14)(二)主要设备 (14)(三)工艺说明.......................................................................................... 15 51.................................................................................. (四)主要工序参数.一、计条件和设计内容(一)设计目的通过进行人造板生产工艺流程设计,加深所学过的有关人造板生产理论和工艺知识,进一步明确不同种类胶合板,刨花板,纤维板各自不同的生产工艺流程,体现不同的原料要求不同的工艺和设备。
人造板工艺学课程设计1. 前言人造板工艺学是指通过人工加工而制成的具有一定强度和规格的板材,它在现代家具、建筑、装修以及造纸、包装等行业有着广泛的应用。
本课程旨在通过讲解人造板的种类、制造工艺以及应用,帮助学生理解人造板的基本知识,并能够掌握其制造过程和相关技术。
2. 课程目标本课程旨在使学生掌握以下知识和能力:1.掌握人造板的种类、特点和应用领域;2.理解人造板的制造工艺和机理;3.掌握人造板的主要工艺流程、工艺参数和制造设备;4.培养学生的实际操作能力,将理论应用到实践中。
3. 课程大纲3.1 人造板的概述1.人造板的定义及分类;2.人造板的来源、种类和特征;3.人造板的应用领域和优缺点。
3.2 人造板的制造工艺1.木材、木片和纤维的预处理;2.人造板的黏合剂和添加剂;3.人造板的制造工艺和机理。
3.3 人造板的主要工艺流程和参数1.切片、破碎、刨花和纤维的制备;2.涂胶、组坯和成板的工艺流程;3.温度、压力、时间等工艺参数的控制。
3.4 人造板的制造设备1.切片机、破碎机、刨花机和纤维机器的制造设备;2.热压机、冷压机和加压设备的制造设备;3.涂胶机、干燥机和砂光机等其他辅助设备。
4. 教学方法1.讲授法:通过教师讲授课件,向学生传递相关知识;2.实验法:通过实际操作和实验,培养学生的实际操作能力;3.讨论法:组织学生进行小组讨论和课堂问答,激发学生的思考能力;4.综合法:结合案例分析和文献阅读,引导学生理解和掌握课程内容。
5. 实验与操作本课程将组织以下实验和操作:1.木材、木片和纤维的制备;2.黏合剂的制备和检测;3.切片、破碎、刨花和纤维成型的试验;4.涂胶、组坯和成板的实验;5.温度、压力、时间等工艺参数的控制实验;6.传统人造板和新型人造板的比较实验。
6. 课程考核1.报告:学生需要撰写一份关于人造板的应用报告,包含以下内容:人造板种类、应用领域、优缺点和发展趋势等;2.实验报告:学生需要撰写一份实验报告,记录实验数据和结果;3.课堂表现:纪律、积极、参与课堂讨论等;4.期末考试:闭卷笔试。
人造板工艺学教学设计一、教学目标1.了解人造板的种类和特点;2.掌握人造板的生产过程和工艺;3.能够选取适当的人造板材料,进行加工制作;4.提高学生对人造板加工工艺的实践能力和创新能力。
二、教学内容1. 人造板种类和特点1.纤维板:原料、特点、应用;2.刨花板:原料、特点、应用;3.中密度纤维板:原料、特点、应用;4.高密度纤维板:原料、特点、应用;5.人造木皮:原料、特点、应用;6.人造木材:原料、特点、应用。
2. 人造板生产过程和工艺1.纤维板、刨花板生产过程和工艺;2.中密度纤维板生产过程和工艺;3.高密度纤维板生产过程和工艺;4.人造木皮生产过程和工艺;5.人造木材生产过程和工艺。
3. 人造板加工制作1.人造板的切割、钻孔、造型、打孔、封边等加工工艺;2.款式、结构和规格设计;3.制作人造板家具(如书桌、椅子、衣柜等)。
三、教学方法1.理论教学:介绍人造板的各种种类和特点,以及生产工艺和加工制作的基本原理和方法;2.实验教学:对不同种类的人造板进行切割、钻孔、打孔、封边等加工制作实验,并进行操作演示;3.设计实践:学生结合具体应用场景,进行人造板家具的设计和制作。
四、教学评价1.书面测试:包括选择题、填空题、问答题等,用于考查学生对人造板知识的掌握程度;2.实验报告:对学生实验操作的能力和实验结果进行评价;3.设计作品:对学生设计和制作的人造板家具进行评价,包括创新性、实用性以及技术难度等。
五、教学资源1.人造板材料、加工设备;2.老师自备教学资料、课件等。
六、教学进度安排教学内容学时人造板种类和特点 1纤维板、刨花板生产过程和工艺 3中密度纤维板、高密度纤维板生产 (2)人造木皮、人造木材生产过程和工 (2)人造板加工制作 4设计实践 3七、教学要点1.理论知识系统化,建立概念体系;2.实验操作规范化,注重实践演示;3.设计创新引导化,关注创意实用性。
八、教学备考1.预先准备表格或 PPT,用于介绍人造板的各种种类和特点,以及生产工艺和加工制作的基本原理和方法;2.做好实验室设备准备,注意操作规范,并做好实验记录和实验报告的撰写指导;3.引导学生进行人造板家具的设计,注重实践操作中的安全教育和实验项目的评价。
人造板工艺学1. 绪论本章主要内容:1.1人造板定义 2 学时1.2人造板分类1.3 人造板发展历史、现状及趋势1.4 人造板性能及应用1.5 人造板生产方法1.6 人造板标准本章重点内容:●●人造板基本概念及常见产品种类●●人造板基本性能参数意义●●典型人造板产品生产工艺流程1.1 人造板定义人造板是指以木材或其他植物纤维材料为原料,经机械加工分离成各种形状的组元后,再经组合压制成的板材。
人造板=单元(A)×胶粘剂(B1)×添加剂(B2)×产品形状(C)单元(A):单板、竹片、板材、木条、大片刨花、刨花、纤维等。
Lumber, BlockVeneer, StripChip, Flake (Strand), ParticleFiber, Wood woolWood Flour, Wood DustNano-Stuctural Fiber胶粘剂(B1):合成树脂胶——脲醛树脂、酚醇树脂、三聚氰胶树脂、异氨酸脂树脂等。
无机胶粘剂——水泥、石膏、粉煤灰、矿渣等。
添加剂(B2):阻燃剂、防虫剂、防水剂、防腐剂等;产品形状(C):平面状、异状(曲面、弯曲)、表面模压等。
例如:单板×脲醛树脂×平面状=脲醛树脂胶合板单板、木条×脲醛树脂胶×平面状=细木工板刨花×豚醛树脂胶/防水剂=普通刨花板1.2 人造板分类1.2.1 按组成木质(非木质)单元分类(1).以单板、板、片为主的产品(Veneer-based Panel)●●Plywood⎪⎩⎪⎨⎧Thick)layers5or3(Thin:LayersPFUF:sinReBambooWood:MaterialsRaw●●结构胶合板Structural Plywood()()()⎪⎪⎩⎪⎪⎨⎧PlywooddimpregnateIsinReLumberStrandParallelPSLLumberatedminLaGlueGLULAMLumberVeneeratedminLaLVL●●功能胶合板Functional Plywood⎪⎪⎩⎪⎪⎨⎧PlywoodyElectricitstaticAntiPlywoodFireproofFormConcrete●●细木工板Blockboard⎩⎨⎧BlockboardCoreSolidBlockboardCoreHollow(2).以刨花为主的产品(Particle-based Panel)●●Raw MaterialWood, Bamboo, Agricultural Residues●●Adhesive有机合成树脂Synthetic Adhesive——UF, PF无机胶粘剂Inorganic Adhesive——Cement, Gypsum●●Structure➢➢单层结构刨花板:Single-layer particleboard——the density and the size of particle of each layer are uniform in thickness direction.➢➢多层结构刨花板:Multi-layer particleboard——the density and the size of particle of each layer are uneven in thickness direction. Usually smaller particles are formed on the surface while larger particles in the core. Moreover, the interface is obvious. The purpose is to develop adequate strength plus good surface smoothness.➢➢渐变结构刨花板Graduated particleboard——the density and the size of particle of each layer change gradually from the surface to the core. The interface can’t be distinguished.➢➢定向结构板Oriented Strandboard (OSB) ——OSB is mat of three or five alternate layers of strands oriented at 90 degrees utilizing the same principle as plywood.●●DensityLow-density particleboard—ρ<0.5g/cm3Medium-density particleboard—0.5<ρ<0.65g/cm3High-density particleboard—0.65<ρ<0.85g/cm3●●Processing➢➢平压法:Platen-pressed particleboard—the direction of pressure is vertical to the panel surface➢➢挤压法:Extruded particleboard-- the direction of pressure is horizontal to the panel surface, by which the molded products are produced.(3).以纤维为主的产品(Fiber-based Panel)●●Raw MaterialWood, Bamboo, Agricultural Residues●●AdhesiveSynthetic Adhesive——UFInorganic Adhesive——Cement, Gypsum●●DensitySoftboard——ρ<0.4g/cm3Medium-density Fiberbord(MDF)——0.5<ρ<0.8g/cm3Hardboard——ρ>0.8g/cm3●●ProcessingDry Forming——Air as a mediumWet Forming——Water as a mdium1.2.2 按生产过程类型分类根据产品成型时板坯的含水率大小,分成干法、湿法和半干法。
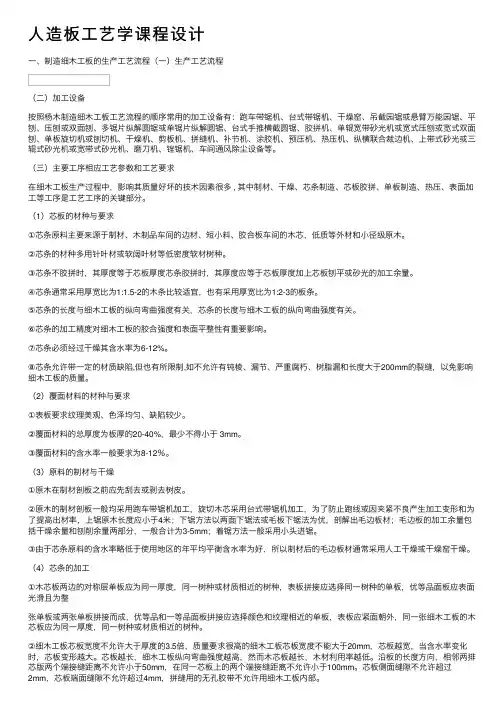
⼈造板⼯艺学课程设计⼀、制造细⽊⼯板的⽣产⼯艺流程(⼀)⽣产⼯艺流程(⼆)加⼯设备按照杨⽊制造细⽊⼯板⼯艺流程的顺序常⽤的加⼯设备有:跑车带锯机、台式带锯机、⼲燥窑、吊截园锯或悬臂万能园锯、平刨、压刨或双⾯刨、多锯⽚纵解圆锯或单锯⽚纵解圆锯、台式⼿推横截圆锯、胶拼机、单辊宽带砂光机或宽式压刨或宽式双⾯刨、单板旋切机或刨切机、⼲燥机、剪板机、拼缝机、补节机、涂胶机、预压机、热压机、纵横联合裁边机、上带式砂光或三辊式砂光机或宽带式砂光机、磨⼑机、锉锯机、车间通风除尘设备等。
(三)主要⼯序相应⼯艺参数和⼯艺要求在细⽊⼯板⽣产过程中,影响其质量好坏的技术因素很多 , 其中制材、⼲燥、芯条制造、芯板胶拼、单板制造、热压、表⾯加⼯等⼯序是⼯艺⼯序的关键部分。
(1)芯板的材种与要求①芯条原料主要来源于制材、⽊制品车间的边材、短⼩料、胶合板车间的⽊芯,低质等外材和⼩径级原⽊。
②芯条的材种多⽤针叶材或软阔叶材等低密度软材树种。
③芯条不胶拼时,其厚度等于芯板厚度芯条胶拼时,其厚度应等于芯板厚度加上芯板刨平或砂光的加⼯余量。
④芯条通常采⽤厚宽⽐为1:1.5-2的⽊条⽐较适宜,也有采⽤厚宽⽐为1:2-3的板条。
⑤芯条的长度与细⽊⼯板的纵向弯曲强度有关,芯条的长度与细⽊⼯板的纵向弯曲强度有关。
⑥芯条的加⼯精度对细⽊⼯板的胶合强度和表⾯平整性有重要影响。
⑦芯条必须经过⼲燥其含⽔率为6-12%。
⑧芯条允许带⼀定的材质缺陷,但也有所限制,如不允许有钝棱、漏节、严重腐朽、树脂漏和长度⼤于200mm的裂缝,以免影响细⽊⼯板的质量。
(2)覆⾯材料的材种与要求①表板要求纹理美观、⾊泽均匀、缺陷较少。
②覆⾯材料的总厚度为板厚的20-40%,最少不得⼩于 3mm。
③覆⾯材料的含⽔率⼀般要求为8-12%。
(3)原料的制材与⼲燥①原⽊在制材剖板之前应先刮去或剥去树⽪。
②原⽊的制材剖板⼀般均采⽤跑车带锯机加⼯,旋切⽊芯采⽤台式带锯机加⼯,为了防⽌跑线或因夹紧不良产⽣加⼯变形和为了提⾼出材率,上锯原⽊长度应⼩于4⽶;下锯⽅法以两⾯下锯法或⽑板下锯法为优,剖解出⽑边板材;⽑边板的加⼯余量包括⼲燥余量和刨削余量两部分,⼀般合计为3-5mm;着锯⽅法⼀般采⽤⼩头进锯。
《人造板生产工艺学》课程教学大纲一、课程信息课程编号:0201108课程中文名称:人造板生产工艺学课程英文名称: Science of Wood Based Panel Manufacture Technology课程类型: 必修课总学时:80 讲课学时: 64 实验学时:16学分:4.5开课学期:第7学期适用对象: 木材科学与工程先修课程:木材学、木材干燥学、胶合材枓学、木工机械、厂内运输及气力输送开课单位:工程学院二、课程性质、目的和任务本课程为木材科学与工程专业材料工程专业方向的必修课程之一,它在专业培养过程中所起的作用是:使学生掌握人造板制造的基本理论知识和一定的生产实践技能;使学生了解人造板生产工艺设计及计算方法,为今后进行工艺设计工作提供一定的基本知识;为学生毕业后深入钻研人造板制造工艺理论及进行科研工作打下良好的基础。
三、课程教学基本要求掌握各种人造板原料的性质,选择和制定合理的加工工艺过程及各工序的工艺参数;熟悉各主机的工艺要求及使用性能;掌握人造板厂或车间工艺设计的基本方法;要求能参加有关人造板方面的科研工作。
四、教学内容要求、重点与难点1.绪论内容要求:了解和掌握人造板的定义、分类、性质和用途;了解和掌握国内、外人造板的研究概况及研究方向、人造板工业的发展状况及前景;了解人造板的生产方法、生产过程和生产工艺简介。
重点:人造板的定义、分类、性质和用途;国内、外人造板的研究概况及研究方向。
2.原料内容要求:了解和掌握胶合板、纤维板和刨花板的木质原料的基本要求和主要性质;了解和掌握胶合板、纤维板和刨花板常用胶粘剂应具备的条件,常用的胶粘剂和其他添加剂的种类与性质;了解和掌握贴面材料及其原材料的贮存与保管等。
重点:胶合板、纤维板、刨花板的木质原料、胶粘剂和添加剂的基本要求、种类与性质。
难点:胶合板、纤维板、刨花板的木质原料、胶粘剂和添加剂的基本要求。
3.基本单元加工内容要求:了解和掌握单板的制造工艺(包括原木储存、软化、剥皮、定中心、旋切等)、刨花制备工艺、纤维分离理论和纤维分离方法,以及其他基本单元制造与特殊加工。
《人造板工艺学》课程大纲一、课程概述课程名称(中文):人造板工艺学(英文):Wood based Panel Processing课程编号:14351047课程学分:3.0课程总学时:48课程性质:专业课二、课程内容简介《人造板工艺学》是一门研究保存木(竹)材自身的优点,通过同其他材料的复合技术而成为一种新型材料的应用科学。
这种新型材料既保留了原组成材料的主要特色,又能通过复合效应获得原组分不具备的性能;还可以通过材料设计使组杨的性能互相补充并彼此关联,获得新的优越性能,为开发先进复合材料开辟了一条新途径。
本课程应着重于系统讲授人造板生产工艺的基本理论和应用技术,适当地讲授当代国内外人造板制造的先进工艺与设备技术,并通过实验教学,结合专业课程设计、认识实习、生产实习与毕业实习,使学生掌握人造板生产工艺理论,具有从事人造板生产技术、实验研究、工艺设计的初步能力。
三、教学目标与要求《人造板工艺学》是木材科学与工程本科专业的专业核心课,通过本课程的学习,使学生熟悉人造板生产工艺流程,了解人造板生产原料的物理、力学与化学性能对产品最终性能的影响,熟悉人造板生产设备的结构与工作原理,具备分析与解决人造板生产过程中的制造工艺及质量控制问题的能力。
四、教学内容与学时安排绪论(4学时)1. 教学目的与要求:了解人造板的生产方法、生产过程和生产工艺;理解国内、外人造板的研究概况及研究方向、人造板工业的发展状况及前景;掌握人造板的定义、分类、性质和用途。
2. 教学重点与难点:人造板的定义、分类、性质和用途;国内、外人造板的研究概况及研究方向。
第一章原料(4学时)1. 教学目的与要求:了解常用贴面材料及其原材料的贮存与保管;理解胶合板、纤维板和刨花板常用胶粘剂应具备的条件以及常用的胶粘剂和其他添加剂的种类与性质;掌握胶合板、纤维板和刨花板的木质原料的基本要求和主要性质。
2. 教学重点与难点:胶合板、纤维板、刨花板的木质原料、胶粘剂和添加剂的基本要求、种类与性质。
人造板生产工艺学课程设计说明书一设计目的通过进行人造板生产工艺流程设计,加深所学过的有关人造板生产理论和工艺知识,进一步明确不同种类胶合板,刨花板,纤维板各自不同的生产工艺流程,体现不同的原料要求不同的工艺和设备。
二设计条件1.以杨木为原料制造细木工板的生产工艺流程2.以棉杆为原料制造中密度纤维板的生产工艺流程3.以枝丫材、小径材和森林采伐剩余物为原料制造刨花板的生产工艺流程4.以稻壳或竹材为原料模压成型的生产工艺流程三设计内容1 写出制造胶合板的生产工艺流程、注明主要工序所用设备并附带工艺说明。
2 写出制造干法中密度纤维板的生产工艺流程、画出工艺流程图画出工艺流程图、注明主要工序所用设备并附带工艺说明。
3写出制造刨花板的生产工艺流程、画出工艺流程图画出工艺流程图、注明主要工序所用设备并附带工艺说明。
4以稻壳或竹材为原料模压成型的生产工艺流程、画出工艺流程图画出工艺流程图并、明主要工序所用设备并附带工艺说明。
一 .以杨木为原料制造细木工板的生产工艺流程1 工艺流程图2 设备(1)剥皮工序所用设备:切削型剥皮机(2)定中心工序所用方法及设备:计算机扫描定心法计算机X-Y定心系统(3)旋切工序所用设备:无卡轴旋切机(4)干燥工序所用设备:喷气式网带干燥机(5)剪切工序所用设备:机械传动剪切机(6)涂胶工序所用设备:四辊筒施胶机(7)预压工序所用设备:辊式连续预压机(8)热压工序所用设备:多层热压机3工艺说明杨木截断:杨木长度选择6m,要按工艺要求的长度和质量进行锯断,截取的目段按应为胶合板成品尺寸外加加工余量的长度。
原木长度和原木的弯曲度、缺陷等直接影响胶合板的出材率,生产的肥料有小木段、截头和锯屑等,原木锯断耗损率在3-10%。
剥皮:由于树皮结构和性能与木质部完全不同,在胶合板生产中无使用价值;树皮韧皮部多为细长纤维,不剥皮而直接旋切时易阻塞刀门;树皮内夹有金属和泥沙等杂物,会损伤旋刀,影响正常旋切和单板的质量。
福建农林大学材料工程学院人造板工艺学课程设计说明书课程名称人造板工艺学课程设计专业年级姓名学号教师成绩日期 2014 年 7月 10日年产30000m3刨花板生产线工艺设计1,设计要求1.1 ,年产30000m3渐变结构刨花板车间工艺布置图1.2,原料:小径原木马尾松,胶合板木芯1.3,生产方法:连续式平压机1.4,产品规格:2440×1220×16mm 密度:0.75g/cm3 含水率:10%1.5,生产质量:符合GB/T4897-032,设计方案2.1工艺流程图2.2,工艺参数2.2.1,原材料2.2.1.1,主要原料来源:马尾松绝干密度:0.44g/cm3 含水率:60% 2.2.1.2,辅助材料胶黏剂:固含量为60%的脲醛树脂胶用量为绝干刨花的10%固化剂:氯化铵溶液用量为固态胶黏剂的1%防水剂:石蜡乳液用量为绝干刨花的1%捕捉剂:氨水溶液用量为固态胶黏剂的5%2.2.2施胶量:表层刨花12% 芯层刨花8%2.2.3板坯表芯层刨花量:表层刨花40% 芯层刨花60%2.2.4单层连续式热压机压力P=3.0MPa 温度T=200℃加压时间t=0.4min/mm 2.2.5转子式干燥机压力P=1.3MPa干燥前刨花含水率=60%干燥后刨花含水率=5%3设计验算3.1制定和验算生产能力热压机幅面宽2540mm ,毛板厚度17mm完成产品设计产量,热压机输送带理论运行速度0745.298.0016.044.2605.2228030000'=⨯⨯⨯⨯⨯==YTBHK Q μm/min 式中:μ——热压机理论运输平均速度;Q ——年产量,设计任务书给定量30000 m 3; T ——日工作时,22.5小时; B ——刨花板净宽,取 2.44m ; H —- 刨花板净厚,取0.016 m ;K ——压机工作时间利用系数,为0.96~0.98 这里取0.98; Y ——车间年工作日,取280 d ;热压机输送带理论平均运行速度min /205.210174.0150003"m h t L =⨯⨯=⨯=-μ取热压机真正运行速度'μ<μ<"μ 取μ=2.2m/mina m BHK YT Q /32.3519098.0017.054.22.2605.222803=⨯⨯⨯⨯⨯⨯==μ考虑砂光量和裁边量,规格锯割量10%,产品合格率为98%,则实际年产量 Q =35190.32×(1-10%)×0.98=31037.86m 3 >30000m ³满足条件3.2 原、辅材料的需求量以年产3万m 3单层连续式压机生产线为设计依据,计算厚度为17mm ,计算密度为750kg /m 3,工作制度:年工作日为280天,每天3班,每天有效工作小时为22.5小时,毛板含水率10%,胶耗量为绝干刨花重的10%,防水剂石蜡耗量为绝干刨花重的1%,固化剂耗量为胶耗量的1%,捕捉剂耗量为胶耗量的5%。
《胶合板生产工艺学》课程设计说明书项目名称:年产2万立方米胶合板生产工艺设计设计学生:班级:学号:指导老师:年月日目录1.设计任务书 32.生产大纲拟定 53.工艺过程 74.原材料计算 7 4.1木材需要量的计算 74.2胶料需要量的计算 105.设备需要量的计算 106.车间设备布置 16《胶合板生产工艺学》课程设计任务书产品种类:年产量2万m³胶合板合计(%) 规格名称占总产量的百分比(%)树种椴木70 100水曲柳30幅面1220X2440(4’x8’) 70 100 915X1830(3’x6’) 30厚度3mm(三层) 70 100 5mm(五层)30胶种脲醛树脂胶各种规格胶合板在总产量中的占得份额胶种脲醛树脂胶树种椴木水曲柳幅面4’x8’3’x6’4’x8’3’x6’三层34.3 14.7 14.7 6.3五层14.7 6.3 6.3 2.7合计70 30总计100编号规格树种幅面厚度第一种椴木4’x8’三层第二种椴木4’x8’五层第三种椴木3’x6’三层第四种椴木3’x6’五层第五种水曲柳4’x8’三层第六种水曲柳4’x8’五层第七种水曲柳3’x6’三层第八种水曲柳3’x6’五层设计名称:年产2万m³胶合板的生产工艺设计一、课程设计内容胶合板生产工艺一般包括以下内容:●根据产品品种拟定工艺流程;●计算原材料(包括木材、胶粘剂和其他辅助材料)消耗;●设备选型;●绘制车间工艺布置图;●编写工艺设计文字说明二、课程设计的要求:设计说明书一份一、 生产大纲的拟定1、根据产品规格选择热压机型号热压机生产某一种规格的产品时,生产率计算公式如下:Q i =T ·N ·m ·δ·Fo ·K Z 1+Z 2(米3/班)式中:T ——班工作时间(分) N ——热压机的工作间隔数m ——每间隔中压制的胶合板张数 δ——胶合板的成品厚度(米)Fo ——成品胶合板的幅面(米²)K ——热压机的工作时间利用系数K=0.97~0.98Z 1——胶合板在压机中的保压时间(设计按每毫米成品厚,压1分钟计)(分)Z 2——辅助操作时间(分):这一项包括装卸压机闭合和升压所需的时间。
目录一、人造板材的基本概述 (3)1.1人造板材定义 (3)1.2 人造板材分类 (3)1.3人造板材相关知识简介 (4)1.4 人造板的标准 (11)1.5 人造板甲醛成因及检测方法浅析 (12)二、湖南省人造板材 (17)2.1湖南人造板工业现状和问题 (17)2.2对湖南人造板工业的思考和建议 (17)2.3 加速人工速生产林基地的建设是我省人造板工业企业发展的必由之路。
(18)2.4 福江装饰建材有限责任公司 (18)2.5 湖南雪丰建材有限公司 (18)2.6 湖南创兴人造板有限公司 (19)2.7 湖南湘林人造板有限公司 (20)2.8 湖南长元人造板股份有限公司 (20)三、广东省人造板公司 (21)3.1 我省胶合板、纤维板和刨花板生产现状 (21)3.2我省胶合板、中纤维和刨花板的供需形势 (22)3.3目前我省人造板发展存在的主要问题 (23)3.4 香港湘云国际集团有限公司 (23)3.5 广东威华人造板材 (23)3.6 廉江市明辉木业有限公司 (24)3.7 清远市上兴人造板有限公司 (24)3.8 阳东绿源人造板有限公司 (24)附录 (26)一、人造板材的基本概述1.1人造板材定义人造板,顾名思义,就是利用木材在加工过程中产生的边角废料,添加化工胶粘剂制作成的板材。
人造板材种类很多,常用的有刨花板、中密度板、细木工板(大芯板)、胶合板,以及防火板等装饰型人造板。
因为它们有各自不同的特点,被应用于不同的家具制造领域。
1.2 人造板材分类人造板常用的分类方法有:①按所用树种分针叶材胶合板、阔叶材胶合板等。
②按用途性质分室外用胶合板、室内用胶合板、结构用胶合板、装饰用胶合板等。
③按成型工艺分湿法、干法、半干法纤维板。
④按加压方式分平压、挤压、辊压刨花板等。
⑤按产品密度分,有低密度、中密度、高密度刨花板;软质、中密度、高密度(硬质)纤维板等。
⑥按胶合材料分,有有机胶合人造板、无机胶合人造板等。