CO2气体保护焊操作技能讲义(共 83张PPT)
- 格式:ppt
- 大小:2.71 MB
- 文档页数:90



二氧化碳(CO2)气体保护焊安全操作规程一、操作人员必须持有电气焊特种作业操作证方可上岗,学徒人员须在持有该证经验丰富人员指导下方可操作。
二、操作者应认真阅读设备使用说明书,熟悉设备性能,了解其工作原理。
三、施焊前作好如下准备工作:(一) 按标准穿戴好劳保用品。
(二) 焊机应放置在距墙和其它设备300毫米以外的地方,应通风良好,不得放置在日光直射、潮湿和灰尘较多处。
(三) 施焊工作场地的风速应较小,必要时采取防风措施。
(四) C02气瓶应可靠固定,放置在距热源大于3米、温度低于40℃的地方,气瓶与热源距离应大于3m。
气瓶阀门处不得有污物,开启气瓶阀门时,不得将脸靠近出气口。
(五) 检查C02气体减压阀和流量计,安装螺母应紧固,减压阀和流量计的气体人口和出口处不得有油污和灰尘。
(六) 采用电加热器使C02充分气化时,电压应低于36V,电加热器外壳接地良好。
(七) 焊机机壳接地良好,各连接气管连接应牢固,无泄漏。
(八) 焊枪的喷嘴与导电部件的绝缘应良好,导电嘴和焊丝的接触应可靠;送丝机构、减速箱的润滑应良好。
四、施焊人员合电焊机开关时,应戴干燥绝缘手套,另一只手不得按在电焊机的外壳上。
五、根据焊件的形状、材质、厚度、焊接位置等情况选择正确的焊接参数进行施焊。
六、焊接时应注意事项。
(一) 焊接过程中如发现焊机冒烟等故障现象,必须停机检查,不得带病使用。
(二) 不准在带压、带气、带电设备上进行焊接,特殊情况下须焊接时,应制定周密的安全措施,并报上一级批准。
(三) 禁止在储有易燃、易爆物品的房间内进行焊接,如必须焊接,焊接点距易燃、易爆物品最小水平距离不小于5米,并根据现场情况采取可靠的安全措施。
(四) 在可能引起火灾的场所附近焊接时,必须备有必要的消防器材。
焊接人员离开现场时,必须检查现场,确保无火种留下。
(五) 随时清除粘附在喷嘴上的金属飞溅物。
(六) 随时注意C02气瓶中C02气存量,剩余压力不得小于1MPa。
CO2气体保护焊培训资料一、概述CO2气体保护焊是一种常用的金属焊接方法,通过在焊接过程中使用CO2气体作为保护剂,可以有效地防止焊缝中的金属与空气中的氧发生反应,从而保证焊接质量。
本文将介绍CO2气体保护焊的原理、设备、操作步骤以及常见问题和解决方法。
二、原理CO2气体保护焊的原理是利用CO2气体的惰性特性,在焊接过程中形成保护气氛,防止氧气进入焊接区域,从而减少氧化和氮化反应。
CO2气体保护焊可用于焊接各种金属材料,如钢铁、铝合金等。
三、设备CO2气体保护焊需要以下设备:1. CO2气瓶:储存CO2气体,常用的容量有5kg、15kg、50kg等。
2. 焊接机:用于提供电能和控制焊接电流。
3. 焊枪:连接到焊接机的设备,用于传递焊接电流和喷射CO2气体。
4. 气体调节器:用于控制CO2气体的流量和压力。
四、操作步骤CO2气体保护焊的操作步骤如下:1. 准备工作:确保焊接区域干净、无油污和氧化物,清除焊接材料表面的锈蚀。
2. 装配设备:将CO2气瓶连接到气体调节器,然后将气体调节器连接到焊枪。
3. 调节气体流量:根据焊接材料的类型和厚度,调节气体调节器上的流量控制阀,使CO2气体的流量适合焊接需求。
4. 调节焊接电流:根据焊接材料的类型和厚度,调节焊接机上的电流控制器,使焊接电流适合焊接需求。
5. 开始焊接:将焊枪对准焊接区域,按下焊接机的开关,同时喷射CO2气体和提供焊接电流,进行焊接。
6. 控制焊接速度:保持焊接速度均匀,以避免过度或不足焊接。
7. 检查焊缝质量:焊接完成后,检查焊缝的外观和质量,确保焊接无裂纹、气孔等缺陷。
8. 清理工作:清理焊接区域,包括去除焊渣和清理设备。
五、常见问题和解决方法1. 焊接渣滓:可能是由于焊接速度过快或焊接电流过低导致的。
解决方法是调整焊接速度和电流。
2. 气孔:可能是由于焊接区域有水分或油污,或者焊接速度过慢导致的。
解决方法是确保焊接区域干燥、清洁,并调整焊接速度。
※二氧化碳气体保护焊操作方法:二氧化碳气体保护电弧焊(简称CO2焊)的保护气体是二氧化碳(有时采用CO2+O2的混合气体)。
由于二氧化碳气体的0热物理性能的特殊影响,使用常规焊接电源时,焊丝端头熔化金属不可能形成平衡的轴向自由过渡,通常需要采用短路和熔滴缩颈爆断、因此,与MIG焊自由过渡相比,飞溅较多。
但如采用优质焊机,参数选择合适,可以得到很稳定的焊接过程,使飞溅降低到最小的程度。
由于所用保护气体价格低廉,采用短路过渡时焊缝成形良好,加上使用含脱氧剂的焊丝即可获得无内部缺陷的刘质量焊接接头。
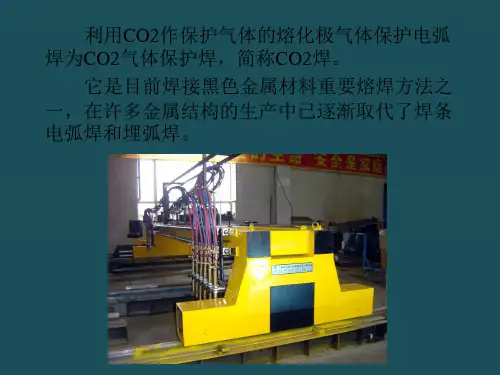
因此这种焊接方法目前已成为黑色金属材料最重要焊接方法之一。
※二氧化碳气体保护焊适用范围:二氧化碳气体保护焊是焊接方法中的一种,是以二氧化碳气为保护气体,进行焊接的方法。
在应用方面操作简单,适合自动焊和全方位焊接。
在焊接时不能有风,适合室内作业。
由于它成本低,二氧化碳气体易生产,广泛应用于各大小企业.一、CO2电弧焊的特点和应用CO2电弧焊是一种高效率的焊接方法,以CO2气体作保护气体,依靠焊丝与焊件之间的电弧来熔化金属的气体保护焊的方法称CO2焊。
这种焊接法都采用焊丝自动送丝,敷化金属量大,生产效率高,质量稳定。
因此,在国内外获得广泛应用,与其它电弧焊相比有以下特点:1、生产效率高CO2电弧焊穿透力强,熔深大、而且焊丝熔化率高,所以熔敷速度快、生产效率可比手工电弧焊高3倍。
2、焊接成本低CO2焊的成本只有埋弧焊与手工电弧焊成本的40%-50%。
3、消耗能量低CO2电弧焊和药皮焊条相比3mm厚钢板对接焊缝,每米焊缝的用电降低30%,25mm钢板对接焊缝时用电降低60% 。
4、适用范围宽不论何种位置都可以进行焊接,薄板可焊到1mm,最厚几乎不受限制(采用多层焊)。
而且焊接速度快、变形小。
5、抗锈能力强焊缝含氢量低抗裂性能强。
6、焊后不需清渣,引弧操作便于监视和控制,有利于实现焊接过程机械化和自动化。
我国在CO2焊接设备、焊接材料、焊接工艺方面已取得了很大的成就。
CO2气体保护焊[立焊]的图文并茂的技巧详解CO2气体保护焊立焊有向上焊接和向下焊接两种,一般情况下,板厚不大于6mm时,采用向下立焊的方法,如果板厚大于6mm,则采用向上立焊的方法。
1.向下立焊1) CO2气体保护焊向下立焊的最佳焊枪角度如图1所示。
图1 向下立焊的最佳焊枪角度图2 焊枪与熔池的关系a)对准熔池前方 b)电弧吹力上推铁液2)在工件的顶端引弧,注意观察熔池,待工件底部完全熔合后,开始向下焊接。
焊接过程采用直线运条,焊枪不作横向摆动。
由于铁液自重影响,为避免熔池中铁液流淌,在焊接过程中应始终对准熔池的前方,对熔池起到上托的作用,如图2a所示。
如果掌握不好,则会出现铁液流到电弧的前方,如图2b所示。
此时应加速焊枪的移动,并应减小焊枪的角度,靠电弧吹力把铁液推上去,避免产生焊瘤及未焊透缺欠。
3)当采用短路过渡方式焊接时,焊接电流较小,电弧电压较低,焊接速度较快。
2.向上立焊当工件的厚度大于6mm时,应采用向上立焊。
1)向上立焊的最佳焊枪角度如图3所示。
2)向上立焊时的熔深较大,容易焊透。
虽然熔池的下部有焊缝依托,但熔池底部是个斜面,熔融金属在重力作用下比较容易下淌,因此,很难保证焊缝表面平整。
为防止熔融金属下淌,必须采用比平焊稍小的电流,焊枪的摆动频率应稍快,采用锯齿形节距较小的摆动方式进行焊接,使熔池小而薄,熔滴过渡采用短路过渡形式。
向上立焊时的熔孔与熔池如图4所示。
图3 向上立焊的最佳焊枪角度图4 向上立焊时的熔孔与熔池3)向上立焊时的摆动方式如图5所示。
当要求较小的焊缝宽度时,一般采用如图5a所示的小幅度摆动,此时热量比较集中,焊缝容易凸起,因此在焊接时,摆动频率和焊接速度要适当加快,严格控制熔池温度和大小,保证熔池与坡口两侧充分熔合。
如果需要焊脚尺寸较大时,应采用如图5b所示的上凸月牙形摆动方式,在坡口中心移动速度要快,而在坡口两侧稍加停留,以防止咬边。
注意焊枪摆动要采用上凸的月牙形,不要采用如图5c所示的下凹月牙形。