全面详细的汽车白车身制造之_点焊工艺解析(161页PPT)
- 格式:ppt
- 大小:2.38 MB
- 文档页数:161
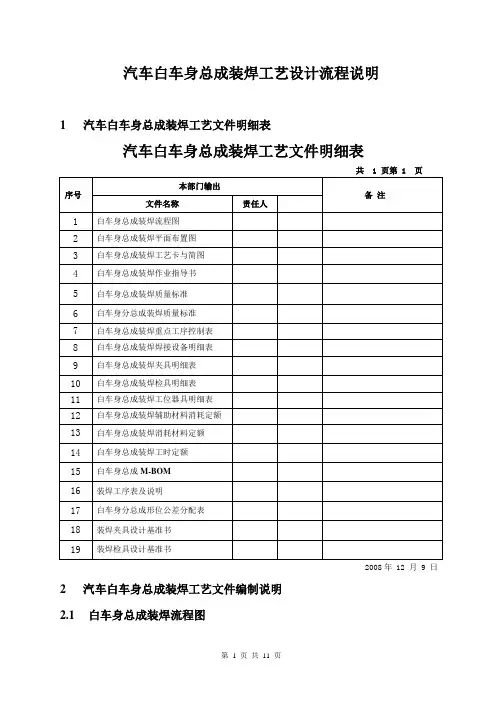
汽车白车身总成装焊工艺设计流程说明1 汽车白车身总成装焊工艺文件明细表汽车白车身总成装焊工艺文件明细表共 1 页第 1 页2008年 12 月 9 日2汽车白车身总成装焊工艺文件编制说明2.1白车身总成装焊流程图《白车身总成装焊流程图》是依据研究院发布的《白车身总成M-BOM》的标准和要求编制而成的。
重点表述了白车身总成和各个分总成的零部件之间的装焊关系、构成零件数量和使用的装焊设备、装焊夹具、装焊样架、工位器具和装配工具等信息。
还可表明不同车型的白车身总成的共用零部件、借用零部件(零部件局部有变化,用共用零部件改制)以及新制零部件的构成关系。
《白车身总成装焊流程图》表达形式可以是树状图或鱼刺图等形式。
2.2白车身总成装焊平面布置图《白车身总成装焊平面布置图》是根据生产纲领、生产能力和工艺水平的标准和要求编制而成的。
重点表述了装焊生产线、生产区域的布置;物流输送传递路线;装焊夹具、装焊样架、装焊检具、装焊设备和装焊工位器具定置配备;公共动力、水、电、气接点配置和生活、办公设施的配置等信息。
2.3白车身总成装焊工艺卡与简图《白车身总成装焊工艺卡与简图》是依据《白车身总成数模》、《焊点图》、《焊接技术标准》和《白车身总成装焊流程图》的标准和要求编制而成的。
重点表述了每个工位所装焊的白车身分总成生产节拍;装焊所用工艺装备;装焊产品质量要求等技术要求并附白车身分总成零部件构成关系的爆炸图。
2.4白车身总成装焊作业指导书《白车身总成装焊作业指导书》是依据《白车身总成装焊工艺卡与简图》的标准和要求编制而成的。
重点表述了每个工位的具体工步操作要领;工步的工时定额;生产操作所使用的工具、设备和操作规范;是指导操作人员进行生产的行为标准。
2.5白车身总成装焊质量标准《白车身总成装焊质量标准》是装焊工艺人员依据国家、行业和企业对白车身装焊总成产品质量的标准和要求编制而成的。
重点表述了对白车身总成装焊质量的要求、使用的工艺装备调整规范和白车身总成装焊质量评价、检测方法。
汽车车身焊装工艺概述第一节焊装工艺分析工艺性好坏的客观评价标准就是在一定的生产条件和规模下,能否保证以最少的原材料和加工劳动量,最经济地获得高质量的产品。
影响车身焊装工艺性的主要因素有生产批量、车身产品分块、焊接结构、焊点布置等。
一.生产批量车身的焊装工艺主要由生产批量的大小确定的。
一般来说,批量越小,夹具的数量越少,自动化程度越低,每台夹具上所焊的车身产品件数量越多;反之,批量越大,焊装工位越多,夹具数量越多,自动化程度越高,每台夹具上所焊的车身产品件数量越少。
1.生产节拍的计算2.时序图设计时序图(TIME CHART)是指一个工位从零部件上料到焊好后合件取料的整个过程中所有动作顺序、时间分配以及相互间互锁关系,这些动作包括上下料(手动或自动),夹具夹紧松开,自动焊枪到位、焊接、退回以及传送装置的运动等。
由于每个车身装焊的零部件数量一定,焊点数量一定,焊接时间一定,要达到一定生产节拍内完成所有焊接,就必须将工序分开,分工位上料、焊接。
二.车身产品分块分块是将车身外壳体分成若干块便于冲压和焊装的零部件、组合件、分总成和总成。
合理的分块不仅有利于形成良好的装配质量,并可有效地简化和优化制造工艺。
汽车白车身是一个尺寸很大的复杂的焊接结构件,设计制造时常常是将车身总成合理地划分为若干个部件和组合件,分别进行装配焊接成分总成件,然后再装配焊接成总成结构,这样化复杂为简单,化大为小,可以大大提高劳动生产率,改善结构的焊接工艺性。
1.结构分离面将白车身总成分解为若干个分总成,相邻两个分总成的结合面称为分离面。
分离面可以分为两类:(1)设计分离面根据使用上和构造上的特点,将汽车车身分成为可以单独进行装配的分总成,如发动机罩、行李厢盖、车门、车身本体等,这些分总成之间的结合面,称为设计分离面。
设计分离面一般采用可拆卸的连接,如铰链连接,以便在使用和维修过程中迅速拆卸和重新安装,而不损坏整体结构。
(2)工艺分离面在生产制造过程中,为了适应制造装配的工艺要求,需要进一步将上级分总成分解为下一级分总成,甚至小组件,进行单独装配焊接,这些下一级分总成或组件之间的结合面,称为工艺分离面。
焊接方法典型应用实例单点焊悬挂式点焊机车身总成、车身侧围等分总成电点固定式点焊机小型板类零件压床式多点焊机车身底板总成阻焊多点焊C 形多点焊接车门、发动机盖总成悬挂式缝焊机车身顶盖流水槽焊缝焊固定式缝焊机油箱总成凸焊螺母、小支架电弧焊CO2 气体保护焊车身总成亚弧焊车身顶盖后两侧接缝手工电弧焊厚料零部件焊激光焊车身底板车身焊接工艺一、车身装焊工艺的特点汽车车身壳体是一个简单的构造件,它是由百余种、甚至数百种薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。
由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,所以焊接是现代车身制造中应用最广泛的联结方式。
表1 列举了车身制造中常用的焊接方法:表 1 车身制造中常用的焊接方法及典型应用实例气焊氧—乙炔焊车身总成补焊钎焊锡钎焊水箱特种微弧等离子焊车身顶盖后角板车身制造中应用最多的是电阻焊,一般占整个焊接工作量的 60%以上,有的车身几乎全部承受电阻焊。
除此之外就是二氧化碳碳气体保护焊,它主要用于车身骨架和车身总成的焊接中。
由于车身零件大都是薄壁板件或薄壁杆件,其刚性很差,所以在装焊过程中必需使用多点定位夹紧的专用装焊夹具,以保证各零件或合件在焊接处的贴合和相互位置,特别是门窗等孔洞的尺寸等。
这也是车身装焊工艺的特点之一。
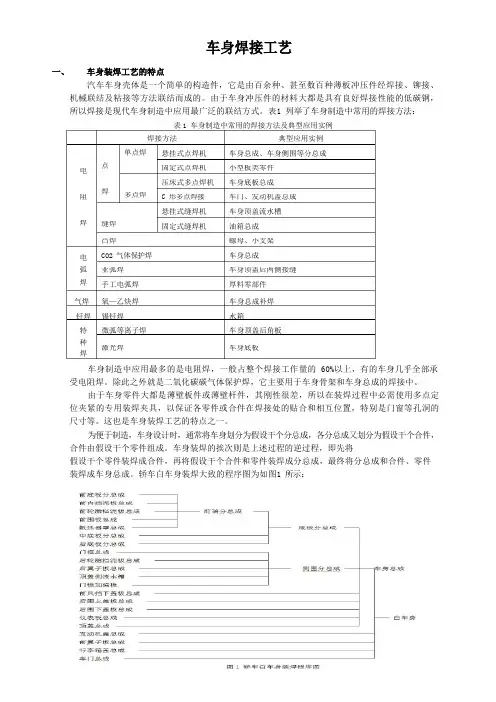
为便于制造,车身设计时,通常将车身划分为假设干个分总成,各分总成又划分为假设干个合件,合件由假设干个零件组成。
车身装焊的挨次则是上述过程的逆过程,即先将假设干个零件装焊成合件,再将假设干个合件和零件装焊成分总成,最终将分总成和合件、零件装焊成车身总成。
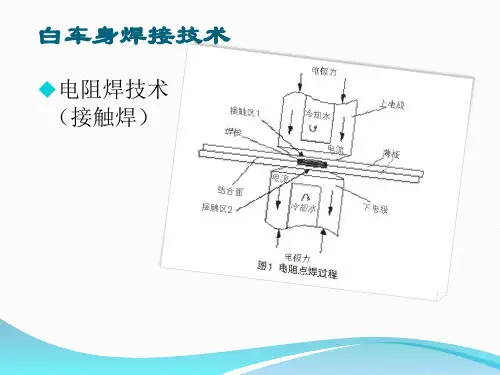
轿车白车身装焊大致的程序图为如图1 所示:电阻焊1.电阻焊及其特点将置于两电极之间的工件加压,并在焊接处通以电流,利用电流通过工件本身产的的热量来加热而形成局部熔化,断电冷却时,在压力连续作用下而形成结实接头。
这种工艺过程称为电阻焊。
电阻焊的种类很多,按接头形式可分为搭接电阻焊和对接电阻焊两种。
白车身焊接工艺目前公司运用的焊接方法有:点焊,凸焊,螺柱焊,二氧化碳保护焊,手工电弧焊。
点焊:电弧焊:将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及领近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
包括点焊,缝焊,凸焊,对焊。
优点:1.熔核形成时,始终被塑性环包围,融化金属与空气隔绝,冶金过程简单。
2.加热时间短,热量集中,故热影响区小,变形应力小。
3.焊接成本低缺点:无可靠无损检测方法,点,缝焊的搭接头不仅增加了构件的质量,且因在两板间熔核周围形成夹角,使接头处的抗拉强度和疲劳强度均较低。
金属电阻焊时的焊接性(主要指标):1.材料的导电性和导热性2.材料的高温强度(越高焊接性越差)3.材料对热循环的敏感性熔点高,线膨胀系数大,易形成致密的氧化膜的金属,其焊接性能差。
点焊:工件只在有限的接触面上,即所谓“点”上被焊接起来,并形成扁球形的熔核。
焊接电极:是保证电焊质量的重要零件,其主要功能:向工件传导电流,向工件传递压力,迅速到山焊接区的热量。
主要构成:端部,主体,尾部和冷却水孔。
电焊方法:双面焊和单面焊双面焊时,电极由工件的两侧向焊接处溃点。
单面焊时,电极由工件的一侧向焊接处溃点。
不形成焊点的电极采用大直径和大接触面积以减少电流密度。
点焊工艺参数:焊接电流,焊接压力,焊接时间当进行不等厚度或不同材料电焊时,熔核将不对称于其交界面,而是向厚板或导电,导热性差的一边偏倚,结果使薄件或导电,导热性好的工件焊透率低,焊接强度小。
熔核偏移的原因是有两工减产热和散热条件不相同引起的。
焊接接头:通常采用搭接街头和折边接头。
接头可以由两个或两个以上等厚或不等厚度的工件组成。
设计点焊结构时,必须考虑电极的可达性。
同时,还应考虑如边距(取决被焊金属种类,厚度和焊接条件),搭边量(是边距的两倍),点距(最小值考虑分流),装配间隙(尽量小)和焊点强度(以正拉强度和抗剪强度之比作为判断接头延性的指标。