第六讲 工业介质中的腐蚀与防护
- 格式:ppt
- 大小:3.60 MB
- 文档页数:90
定义1、腐蚀:腐蚀是材料受环境介质的化学、电化学和物理作用产生的损坏或变质现象。
2、钝化现象:电化序中较活泼的金属,应较易于被腐蚀。
但在实际情况中,一些较活泼的金属在某些特定的环境介质中都具有良好的耐蚀性。
这是因为金属表面形成了一层极薄的钝化膜,使金属由活化态变为钝化态,这一现象称为钝化现象。
金属通过与钝化剂相互作用在开路状态发生钝化称为自钝化。
3、Flade电位:Flade电位指当用阳极极化使金属处于钝化状态后,中断外加电流,这时金属的钝化态就会消失,金属由钝化态变回到活化态。
在钝化—活化转变过程的电位—时间曲线上,到达活化电位前有一个转折电位或特征电位,这个电位就叫弗莱德电位。
(电位愈正,金属丧失钝态的倾向越大;反之,电位越负,金属易保持钝态,即钝化膜越稳定)4、点蚀:点蚀又称小孔腐蚀,是一种腐蚀集中在金属表面的很小范围内并深入到金属内部的小孔状腐蚀形态,蚀孔直径很小,深度深。
5、缝隙腐蚀:是有电介质存在,在金属与金属及金属与非金属之间构成狭窄的缝隙内,介质的迁移受到阻滞时而产生的一种局部腐蚀形态。
6、电偶腐蚀:又称接触腐蚀或异(双)金属腐蚀。
在电解质溶液中,当两种金属或合金相接触(电导通)时,电位较负的贱金属腐蚀被加速,而电位较正的贵金属受到保护,这种现象就叫做电偶腐蚀。
7、晶间腐蚀是金属材料在特定的腐蚀介质中沿着材料的晶粒边界或晶界附近发生腐蚀,使晶粒之间丧失结合力的一种局部破坏的腐蚀现象。
8、选择性腐蚀:是指在多元合金中较活泼组分的优先溶解,这个过程是由于合金组分的电化学差异而引起的。
绪论P5材料的分类:1、对于金属材料,根据产生腐蚀的环境状态,可以将腐蚀分为:(1)在自然环境中的腐蚀:大气腐蚀、土壤腐蚀、淡水和海水腐蚀、微生物腐蚀。
(2)在工业环境介质中的腐蚀:在酸性溶液中的溶液;在碱性溶液中的腐蚀;在盐类溶液中的腐蚀;在工业水中的腐蚀;在熔盐中的腐蚀;在液态金属中的腐蚀。
根据腐蚀形态可将腐蚀分为以下几类:(1)全面腐蚀:均匀的全面腐蚀、不均匀的全面腐蚀。
浅谈化工设备腐蚀与防护
化工设备在长时间运行过程中会遭受各种化学物质的腐蚀和侵蚀,会导致设备的损坏及安全事故的发生。
因此,对于化工设备的腐蚀和防护问题,必须要引起足够的重视。
1.腐蚀原因
化工设备腐蚀的原因很多,主要有以下四种:
(1)介质腐蚀:化工设备在进行生产过程中,经常使用化学物质作为介质,这些介质同时具有腐蚀性,比如酸、碱、盐等等。
(2)温度腐蚀:在化工设备的生产过程中,温度常常高于常温,高温环境下,金属会发生氧化反应,导致设备腐蚀。
(3)速度腐蚀:介质流速过高时,也会导致腐蚀的发生。
2.防护方法
(1)涂层防护:对于一些常见的腐蚀介质,可以使用它们所具有的化学性质,将涂层施加在化工设备的表面上,起到防腐作用。
(2)阴极保护:采用外加电源方式,将特殊阳极接入到设备内部,使其成为电化学阳极,结合原有金属成为电池,从而减缓或减少腐蚀现象的发生。
(3)材质选择:因为化工介质特殊,材质的选用显得非常重要,应根据使用介质特性选择对应耐蚀材料,如钛/钯合金、锆,同时设计可靠的防腐措施(如切开通风、自动空气屏障控制等)。
(4)防腐材料:化工设备在制造过程中应使用具有耐酸、碱、盐、氧化性物质等性质的防腐材料,如不锈钢、合金钢等,使其长期不被介质腐蚀。
3.结论
化工设备腐蚀和防护问题,一直是化工企业面临的重要问题。
为了保证工业生产设备的安全和可靠性,必须重视其耐腐蚀问题,并开发出行之有效的防腐材料和技术,同时制定科学可行的防腐检修计划,定期检测和维护设备,确保其正常运行。
以此为基础,化工企业才能更好地保障生产安全和提高经济效益。
腐蚀与防护技术工程作业指导书第1章腐蚀与防护技术概述 (3)1.1 腐蚀现象及其危害 (3)1.2 腐蚀防护的重要性 (4)1.3 腐蚀防护技术发展概况 (4)第2章腐蚀类型与腐蚀原理 (5)2.1 化学腐蚀 (5)2.2 电化学腐蚀 (5)2.3 物理腐蚀 (5)2.4 生物腐蚀 (6)第3章金属材料的腐蚀行为 (6)3.1 常见金属材料的腐蚀特点 (6)3.1.1 钢铁材料 (6)3.1.2 铜及铜合金 (6)3.1.3 铝及铝合金 (6)3.1.4 不锈钢 (7)3.2 影响金属材料腐蚀的因素 (7)3.2.1 内部因素 (7)3.2.2 外部因素 (7)3.3 腐蚀速率与腐蚀程度评价 (7)3.3.1 腐蚀速率 (7)3.3.2 腐蚀程度 (7)第4章防腐蚀涂料技术 (7)4.1 防腐蚀涂料概述 (7)4.2 涂料的选择与施工 (8)4.2.1 涂料的选择 (8)4.2.2 涂料的施工 (8)4.3 涂层的检测与评价 (8)4.3.1 涂层厚度检测:采用磁性测厚仪、涡流测厚仪等设备,检测涂层的厚度。
(8)4.3.2 涂层附着力检测:采用划格法、拉开法等,检测涂层的附着力。
(8)4.3.3 涂层硬度检测:采用铅笔硬度计、巴氏硬度计等,检测涂层的硬度。
(8)4.3.4 涂层耐腐蚀功能检测:通过盐雾试验、湿热试验等,评价涂层的耐腐蚀功能。
84.3.5 涂层外观检测:通过肉眼观察或使用光学仪器,检查涂层的外观质量。
(9)4.3.6 涂层其他功能检测:根据需要,对涂层的耐磨性、柔韧性等功能进行检测。
(9)第5章阴极保护技术 (9)5.1 阴极保护原理 (9)5.1.1 电解质溶液中的电化学反应 (9)5.1.2 阴极保护的作用 (9)5.2 牺牲阳极保护法 (9)5.2.1 牺牲阳极材料的选择 (9)5.2.2 牺牲阳极的安装与维护 (10)5.3 外加电流保护法 (10)5.3.1 外加电流保护系统组成 (10)5.3.2 外加电流保护法的应用 (10)5.4 阴极保护系统的设计与应用 (10)5.4.1 阴极保护系统设计原则 (10)5.4.2 阴极保护系统应用实例 (10)第6章防腐蚀涂层与衬里技术 (11)6.1 防腐蚀涂层概述 (11)6.2 橡胶衬里 (11)6.2.1 橡胶衬里种类及功能特点 (11)6.2.2 橡胶衬里施工工艺 (11)6.2.3 橡胶衬里质量控制要点 (11)6.3 塑料衬里 (11)6.3.1 塑料衬里种类及功能特点 (11)6.3.2 塑料衬里施工方法 (12)6.3.3 塑料衬里质量控制要点 (12)6.4 陶瓷衬里 (12)6.4.1 陶瓷衬里功能特点 (12)6.4.2 陶瓷衬里施工技术 (12)6.4.3 陶瓷衬里质量控制要点 (12)第7章电镀与化学镀技术 (12)7.1 电镀原理与工艺 (12)7.1.1 电镀基本原理 (12)7.1.2 电镀工艺流程 (12)7.2 常见电镀技术应用 (13)7.2.1 镀锌 (13)7.2.2 镀铬 (13)7.2.3 镀镍 (13)7.2.4 镀金 (13)7.3 化学镀原理与工艺 (13)7.3.1 化学镀基本原理 (13)7.3.2 化学镀工艺流程 (13)7.4 化学镀技术应用 (13)7.4.1 化学镀镍 (13)7.4.2 化学镀铜 (14)7.4.3 化学镀金 (14)7.4.4 化学镀合金 (14)第8章防腐蚀设计与施工 (14)8.1 防腐蚀设计原则与方法 (14)8.1.1 设计原则 (14)8.1.2 设计方法 (14)8.2 防腐蚀结构设计 (14)8.2.1 结构设计要求 (14)8.2.2 结构设计要点 (15)8.3 防腐蚀施工技术 (15)8.3.1 表面处理 (15)8.3.2 防腐蚀涂层施工 (15)8.3.3 阴极保护施工 (15)8.4 防腐蚀工程质量控制 (15)8.4.1 质量控制措施 (15)8.4.2 质量检测 (15)8.4.3 质量问题处理 (15)第9章腐蚀监测与检测技术 (16)9.1 腐蚀监测方法 (16)9.1.1 重量法 (16)9.1.2 电化学法 (16)9.1.3 超声波法 (16)9.1.4 涡流法 (16)9.2 腐蚀检测技术 (16)9.2.1 磁粉检测 (16)9.2.2 渗透检测 (16)9.2.3 涂层检测 (16)9.2.4 红外热成像检测 (16)9.3 在线监测与远程监控系统 (16)9.3.1 在线监测系统 (16)9.3.2 远程监控系统 (16)9.3.3 数据传输与处理 (16)9.4 腐蚀监测数据分析与应用 (16)9.4.1 数据分析方法 (17)9.4.2 数据应用 (17)9.4.3 案例分析 (17)第10章腐蚀防护案例分析 (17)10.1 工业领域的腐蚀防护案例 (17)10.1.1 案例一:化工设备腐蚀防护 (17)10.1.2 案例二:石油开采腐蚀防护 (17)10.2 基础设施领域的腐蚀防护案例 (17)10.2.1 案例一:桥梁腐蚀防护 (17)10.2.2 案例二:建筑钢结构腐蚀防护 (17)10.3 海洋工程领域的腐蚀防护案例 (17)10.3.1 案例一:船舶腐蚀防护 (17)10.3.2 案例二:海上风电场腐蚀防护 (17)10.4 腐蚀防护技术的发展趋势与展望 (18)第1章腐蚀与防护技术概述1.1 腐蚀现象及其危害腐蚀是材料在环境作用下发生的破坏过程,表现为材料功能下降、结构失效和外观损伤。
第六章金属在工业介质中的腐蚀与保护§1酸、碱、盐介质中的腐蚀在石油、化工、化纤、湿法冶金以及其它许多工业部门的生产过程中,都离不开酸、碱、盐。
由于它们对金属材料腐蚀性极强,如果在设计、选材、操作中稍不合理,都会导致金属设备的严重损坏。
因此,了解酸、碱、盐介质中的金属腐蚀特点和规律,对延长设备使用寿命和保证正常生产是非常重要的。
一酸溶液中的腐蚀在酸溶液环境中,对介质腐蚀性的主要影响因素是pH、氧化性(或还原性)以及阴离子的种类,其他还有酸的浓度、温度、气相封闭状态等影响因素。
从热力学来看,金属在酸溶液中的腐蚀在很大程度上依赖于氢离子浓度。
一般认为氢离子浓度上升时,由于氢离子的放电,阴极反应速度加快,或由于溶液的酸度增加,金属表面膜的溶解度上升,因而使金属的腐蚀速度增加。
另外,溶液的氧化还原性也影响金属的腐蚀。
由氧化剂还原所产生的阴极去极化反应会促进腐蚀,但在另一些情况下,由于发生钝化而抑制了腐蚀。
例如,硝酸是氮的最高氧化态化合物,具有强烈的氧化作用,是一种典型的氧化性酸。
、在一定浓度范围内,当氧化性酸浓度增加时,加速了氧化剂的阴极还原过程,因而腐蚀加速。
但是当氧化性酸浓度超过某一临界值时,使金属进入钝态,反而抑制了腐蚀。
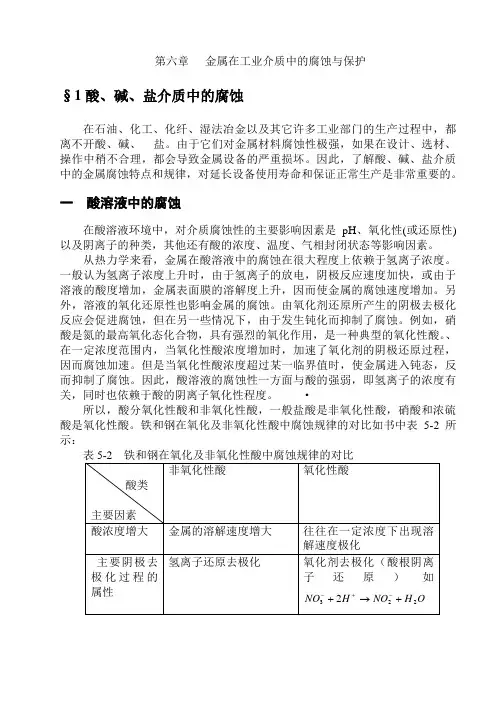
因此,酸溶液的腐蚀性一方面与酸的强弱,即氢离子的浓度有关,同时也依赖于酸的阴离子氧化性程度。
·所以,酸分氧化性酸和非氧化性酸,一般盐酸是非氧化性酸,硝酸和浓硫酸是氧化性酸。
铁和钢在氧化及非氧化性酸中腐蚀规律的对比如书中表5-2所示:[19]-241:大多数严重的腐蚀都涉及到无机酸及其衍生物,无机酸中以硫酸、硝酸、盐酸三种用量最广,由它们引起的腐蚀破坏和损失也处于重要地位,下面将分别来讨论。
1. 硫酸纯净的硫酸是无色、无味;粘滞状的液体。
市售硫酸通常浓度为98%。
高浓度的硫酸是一种强氧化剂,它能使不少具有钝化能力的金属进入钝态,因而这些金属在浓硫酸中腐蚀速度很低。