基于西门子PLC的煤气加压装置控制系统设计
- 格式:doc
- 大小:16.50 KB
- 文档页数:4

基于PLC的输煤系统自动化控制设计原理随着现代工业的发展,自动化控制系统在各个领域得到了广泛的应用。
在输煤系统中,自动化控制技术的应用不仅可以提高生产效率,降低人工成本,还能保障生产安全。
本文将介绍基于PLC的输煤系统自动化控制设计原理。
一、PLC概述PLC(ProgrammableLogicController,可编程逻辑控制器)是一种广泛应用于工业自动化领域的数字运算控制器。
它通过编程存储器执行用户编写的程序,对输入/输出信号进行逻辑、定时、计数和算术运算等处理,并通过数字或模拟输出信号控制外部设备的工作。
PLC 具有可靠性高、抗干扰能力强、易于扩展和维护等优点。
二、输煤系统简介输煤系统主要用于将煤炭从原料仓输送到锅炉,主要包括原煤仓、输送带、破碎机、筛选机、煤仓等设备。
输煤系统的稳定运行对锅炉的燃烧效果和生产安全具有重要意义。
三、基于PLC的输煤系统自动化控制设计原理1.输入/输出信号采集PLC需要实时采集输煤系统中的各种输入/输出信号,包括设备运行状态、故障报警、物料浓度、输送带速度等。
这些信号通过传感器、开关等设备传输给PLC,为后续控制提供数据基础。
2.控制逻辑设计根据输煤系统的工艺要求,设计合适的控制逻辑。
以输送带为例,当原煤仓中的煤炭达到一定高度时,PLC会输出信号控制输送带启动,将煤炭输送到煤仓。
同时,PLC会监测输送带运行状态,如发生故障,立即输出报警信号并停止输送带运行,确保生产安全。
3.定时/计数功能PLC具有定时和计数功能,可用于输煤系统中的设备运行时间、物料计数等。
例如,PLC可以监测破碎机的运行时间,当达到设定的运行时间后,自动启动筛选机,实现煤炭的筛选作业。
4.模拟量处理输煤系统中涉及到的物料浓度、输送带速度等参数为模拟量信号,PLC可以通过模拟量输入模块进行采集,并进行相应的处理和控制。
例如,PLC可以根据物料浓度实时调整输送带的速度,保证煤炭的正常输送。
5.通信功能现代PLC具有强大的通信功能,可用于实现输煤系统各设备之间的数据交换和远程监控。

科学技术创新2021.14基于PLC的燃气场站自控系统设计曾维康(广州杰赛科技股份有限公司,广东广州510000)燃气场站,是指使用气源性质为天然气的易燃易爆场所,一般为管网源头或者是有天然气储存的地点,可大致分类为LNG储配站、天然气门站、调压站、CNG加气站等。
站控系统是以计算机和工业控制技术为核心的控制系统,由它完成对场站的监控。
它由站控中心、站控系统PLC控制站、站控设备等组成。
站控中心的操作人员通过系统所提供的压力、温度、流量、设备运行状态等信息,完成对所有场站设备的运行监控和管理。
本文章将讲述基于PLC的燃气场站自控系统建设的具体应用,与实际状况相结合,采取有效的自动化管理的手段,实现场站自控系统的科学运营。
1应用范围适用于使用西门子S7-300、西门子S7-1200、等PLC设备与力控、INTOUCH、IFIX、KINGVIEW、MCGS等上位机组态软件组成的燃气场站控制系统的调试和配置。
系统软件为windows 平台,本文的举例是以西门子PLC300为核心的场站控制系统。
场站自控系统是整个燃气场站安全运行的必要操作监控手段,因此,场站控制系统软件必须稳定可靠,而且要有较强的通用性,便于第三方设备的通讯读取。
2自控系统详细功能2.1系统结构场站控制系统硬件组成主要由场站工控机(即站控电脑)、PLC控制柜、通讯数据接口等组成,必要时加入UPS不间断电源作为供电保障。
现场设备流程主要为:PLC控制柜通过配套AI、DI、AO、DO、485通讯模块等硬件连线与现场设备通讯,把现场的信号源通过PLC控制柜转换成能与上位机通讯的协议,利用场站实际要求开发的站控工程控制系统经过局域网与PLC 控制柜进行数据通讯,把现场设备相关参数经过程序换算处理后直观地展示给用户。
具体结构图如图1所示。
图1系统结构图PLC控制柜主要由CPU模块、冗余电源、远程I/O模块、通信模块、直流稳压电源等组成,IO点数需满足系统要求,并配置足够的备用通道,便于以后扩增设备。

西门子S7300-PLC在焦炉煤气压缩机控制系统改造中的应用摘要:本文从西门子PLC的选型、连锁设计方面入手,对西门子公司的S7-300中型PLC在焦炉煤气压缩机控制系统中的应用做了比较详细的阐述。
关键词:压缩机自动化PLC 连锁PLC发展至今,已有30余年的历史,随着计算机技术和通信技术的发展,PLC以开放性、灵活性、使用方便、适用面广、可靠性高、抗干扰能力强以及价格优势等特点始终在自动化控制中占有重要地位,PLC为各种各样的自动化设备提供控制方案,在工业领域得到了越来越广泛的应用。
1 项目简介山西三维制氢车间改造2台188m3/min活塞式焦炉煤气压缩机控制系统,原为二次表控制方式,好多重要参数没有参与远程监控和控制;为了更好的控制工艺参数,公司决定将控制系统改为PLC控制,控制室也由原来就地控制迁至中央控制室,距离约1000m,两地之间采用光缆通讯。
2 工艺控制要求压缩机为四级活塞式压缩机,一级进口压力0.1MPa,四级出口压力1.3MPa,2.1 调节体统双阀同控,主要调节对象为压缩机四级出口压力,由出口压力变送器和大小回流两个调节阀组成调节回路,当出口压力在1.1~1.3时大回流阀开启度为15%,由小回流阀进行自动调节调节,当压力大于 1.3时,小回流阀全开,由大回流阀进行自动调节。
2.2 连锁系统原控制系统只设置了压缩机系统的连锁,为了更好的保护电机,改造后增加了电机系统的连锁(例如电机轴瓦温度和三相定子绕组温度)。
(如图1)3 控制系统构成根据以上要求,我们开发了这套自动化监控系统,PLC采用德国SIEMENS公司的S7-300系列。
下位组态软件采用step7 V5.3,上位采用国产的组态王软件进行换面组态。
3.1 PLC配置根据输入输出点类型及数量的统计,以及考虑适量的余量,选用卡件类型及数量如以下几点。
(1)中央处理模块(CPU):选用CPU315,内存RAM扩展到64K。
(2)数字量输入模块(DI):选用SM321,共1块(16点/块)。

煤气加压站控制系统设计攀枝花学院本科毕业设计(论文)摘要摘要煤气加压过程是生产加工的重要环节,在大量使用煤气作为热源的场合,由于生产工况不稳定而极其容易造成用气量大幅度频繁波动,同时由于气源管网方面的状况原因,仅靠阀门调节根本无法满足生产要求,直接影响生产的质量和产量。
煤气混合加压过程复杂,影响因素多,而我国绝大多数加压站都采用手动控制的方式,这就使得混合煤气的生产质量远远不能达到生产要求,这就需要一种有效的控制方法和控制系统,来使煤气的质量达到合格标准。
本文针对攀钢某加压站选用西门子S7-200型PLC及G150系列变频器设计了煤气加压PLC控制系统,实现了煤气加压过程的自动化控制。
该系统具有操作简单、运行良好、抗干扰能力强、编程简单、控制精度高的特点,在实际运用中,达到了良好效果。
关键词煤气加压站,闭环控制,PLC,PID,变频器ABSTRACTProduction and processing of gas compression process is an important link in the extensive use of gas as a heat source of the occasion, because the production is extremely unstable conditions likely to cause frequent fluctuations in gas consumption dramatically, and because the gas supply pipe network's status reasons alone valve regulated simply can not meet production requirements, a direct impact on the production of quality and yield. Pressurized gas mixing process is complex, many factors, but the vast majority of compressor stations are manually controlled manner, which makes hybrid gas production quality is far not achieve production requirements, which requires an effective control method and control systems, to make the gas quality to meet the eligibility criteria. In this paper, a compression station selects Panzhihua Siemens S7-200 PLC and the G150 series inverter-type design with gas pressurized PLC control system to achieve automatic control of gas pressure process. The system has a simple operation, good anti-interference ability, simple programming, control and high accuracy, in practice, to achieve good results.Key words gas pressure,loop control,PLC,PID,VFD目录摘要 (I)ABSTRACT (II)1 绪论 (4)1.1概述 (4)1.2煤气加压系统的作用、特性及研究现状 (4)2 现场工艺及控制要求 (6)2.1攀钢某煤气加压站的工艺流程 (6)2.2煤气加压站的控制要求 (6)3 控制系统设计 (9)3.1控制系统框图 (9)3.1.1 热值调节回路 (9)3.1.2 混压调节回路 (10)3.1.3 出口压力(变频)调节回路 (11)3.1.4 出口压力(泄放)调节回路 (12)3.2蝶阀的设计 (13)4 系统硬件设计 (16)4.1PLC的选型 (16)4.1.1 I/O口地址的分配 (16)4.1.2 CPU及扩展模块的选择 (17)4.1.3 PLC的外部接线图 (17)4.2煤气加压机的选型 (18)4.3流量变送器的选型 (19)4.4执行器的选型 (19)4.5变频器的选型 (20)4.6传感器的选型 (21)4.6.1 温度传感器的选型 (21)4.6.2 压力传感器的选型 (21)5 系统软件设计 (23)5.1系统主程序流程图 (23)5.2调节阀控制流程图 (23)5.3PID调节流程图 (25)5.4变频器调节流程图 (27)5.5混合加压压力调节流程图 (27)6 系统特色和优势 (29)6.1原系统存在的问题 (29)6.2改造后系统的特色和优势 (29)7 结束语 (31)参考文献 (32)附录Ⅰ (34)致谢 (42)1 绪论1.1概述能源是人类赖以生存和发展的基础。

基于S7200PLC的厂用气管网压力控制系统设计摘要本设计介绍了以S7-200PLC为核心的管网压力控制系统的组成及工作原理,阐明了变速积分PID控制算法在管网压力控制系统中的应用,并给出了系统的硬件与软件设计的实现方法。
在A/D转换中,使用了模拟量输入模块EM231。
在D/A转换中用了模拟量输出模块EM232,可以实现输出0~5V的输出电压。
硬件设计由主电路和控制电路两部分完成,软件设计中对A/D转换过来的数字信号进行变速积分PID控制。
这种控制方法特点是,当偏差大时积分累积速度慢,积分作用减弱;偏差小时,积分累积速度快,积分作用增强。
这样能满足系统准确性的要求。
关键词:变速积分;压力控制系统;S7-200PLC;PID控制AbstractThe paper introduces the composition and work principles of pipe network control system ,based on S7-200PLC. It illustrates the application of PID with variable integral action in air pipe network pressure control system.The design of hardware and software are introduced too. It uses analog input module EM231 in A/D transition and analog output EM232 in D/A transition. In D/A transition this module can be output 0~5 voltage. Hardware introduces the design of main circuit and control circuit. In design of software, it finishes PID control for digital signals produceing in A/D transition. The characteristic of this control method is, when the warp is big the integral rate will be slow, and the integral effect would be weaken; but when the warp is small the integral rate will fast, and the integral effect would be toned up. In this way it can satisfy the veracity of this system.Key words: Variable Integral action; Pressure control system; S7-200PLC; PID control.目录摘要.......................................................... I Abstract ........................................................ II 第一章绪论. (1)1.1变频器技术的发展 (1)1.2空气压缩机系统控制 (1)1.3供气系统压力控制 (2)1.3.1 加﹑卸载供气控制 (2)1.3.2 转速控制 (2)1.4本设计的目的和意义 (2)第二章设计任务、要求及参数 (4)2.1毕业设计的技术背景和设计依据 (4)2.2毕业设计的任务 (4)2.3毕业设计的主要内容、功能及技术指标 (5)第三章系统方案设计 (6)3.1系统工作原理 (6)3.2方案的比较 (6)3.3方案的确定 (7)3.3.1 设计思想 (7)3.3.2 工作原理 (8)第四章硬件设计 (9)4.1可编程控制器介绍 (9)4.1.1 可编程控制器的工作原理 (9)4.1.2 可编程控制器的主要性能指标 (11)4.1.3 可编程控制器的设计原则 (11)4.1.4 S7-200PLC介绍 (12)4.2主电路设计 (14)4.2.1 变频器部分 (14)4.2.2 软起动部分 (21)4.3控制电路设计 (27)4.3.1 模拟量控制系统设计 (27)4.3.2 PLC控制部分 (28)4.4S7-200PLC与计算机的通信 (31)4.5变频器与PLC的通信 (31)4.6压力传感器的介绍 (32)4.6.1 力/压力敏传感器 (32)4.6.2 CYB—20S普通型压力传感器 (33)4.7压缩机的主要种类 (35)4.7.1 Mattei 滑片机特点 (35)4.7.2 所选压缩机的技术性能指标 (35)4.8元器件选择 (36)4.8.1断路器 (36)4.8.2接触器 (36)4.8.3电磁式继电器 (36)4.8.4 热继电器 (37)4.8.5 熔断器 (38)第五章软件设计 (39)5.1程序设计思想 (39)5.2程序流程图 (40)5.2.1 主程序流程图 (40)5.2.2 变速积分PID程序流程图 (41)5.3地址分配 (42)总结 (43)参考文献 (44)外文原文与译文 (45)致谢 (77)附录一 (78)元器件清单 (78)附录二 (80)程序清单 (80)第一章绪论1.1 变频器技术的发展近20年来,虽然以功率晶体管(GTR)作为逆变器功率器件﹑8位微处理器为控制核心,按压频比(U/F)控制原理实现异步电动机调速的变频器,在性能和品种上出现了巨大的技术进步,但下列技术的进步,使变频调速技术进一步得到提升:其一,所有的电力电子器件GTR已基本上为绝缘栅双极型晶体管(IGBT)所替代,进而广泛采用性能更为完善的智能功率模块(IPM),使得变频器的容量和电压等级不断的扩大和提高;其二,8位处理器基本上为16位微处理器所替代,进而有采用功能更强的32位微处理器或双CPU,使得变频器的功能从单一的变频调速功能发展为含有逻辑和智能控制的综合功能;其三,在改善压频比控制性能的同时,推出能实现矢量控制和转矩直接控制的变频器,使得变频器不仅能实现宽调速,还可实现伺服控制.变频器技术的发展得益于微电子和电力电子技术的发展以及异步电动机控制理论的发展,也来自市场的巨大推动力.一般在占工业用电50%~60%的风机﹑泵和压缩机等通用机械上使用变频调速装置,将可节电30%左右,因此有着巨大的市场潜力.以变频器为核心的工业传动控制装置仍在持续发展.交流变频调速装置取代直流调速装置已成为必然趋势.由于变频器销量不断扩大,形成批量生产,价格下调,相同容量的交流变频器与直流调速装置的价格已经接近,能为拥护所接受.而且在一些生产机械上,使用的变频调速已成为这些机械更新换代的一种标志.1.2 空气压缩机系统控制空气压缩机主电机运行方式为星-角降压起动后全压运行,供气系统具体工作流程为:当按下启动按钮,控制系统接通启动器线圈并打开断油阀,空压机在卸载模式下启动,这时进气阀处于关闭位置,而放气阀打开以排放油气分离器内的压力。

基于PLC的输煤自动控制系统设计陆大同;杨超;李文芳【摘要】The system is the source of coal into coal bunker pulverized coal which is supplied to the combustion power for use. Design using Siemens CPU315-2DP as main control unit,controlled on all components of the coal handling system,through hardware configuration ET200M distributed I/O site to realize the distributed control system based on PROFIBUS-DP communication and distributed control for geographical dispersion equipment. In the realization of the system against the coal flow sequence startup,in coal stream order stop,stop interlock failure,severe faults emergency stop,automatic blending function at the same time,solved the problems existed in the system,such as falls coal pipe is easy toplug;convey or belt is easy to tear and the collapse,the conveying belt deviation.%系统是将煤源的煤炭处理成煤粉供给到原煤仓以备燃烧发电使用.设计中采用西门子CPU315-2DP担任主控单元,控制输煤系统的所有组成部分,采用PROFIBUS-DP通信方式通过硬件组态ET200M分布式I/O站点来实现分布式控制系统,分布控制地域分散的各种设备.在实现系统逆煤流顺序启动、顺煤流顺序停止、故障联锁停止、严重故障急停、自动配煤等功能的同时,解决了该类系统存在的落煤管容易堵塞、输送皮带容易撕裂和塌陷、输送皮带跑偏等问题.【期刊名称】《电气传动》【年(卷),期】2017(047)011【总页数】5页(P55-59)【关键词】输煤;西门子PLC;PROFIBUS-DP通信;分布式I/O;自动控制【作者】陆大同;杨超;李文芳【作者单位】百色职业学院机电工程系,广西百色 533000;百色职业学院机电工程系,广西百色 533000;湖南机电职业技术学院电气工程学院,湖南长沙 410151【正文语种】中文【中图分类】TM614输煤系统是从卸煤装置起直至把煤运到锅炉房原煤斗的整个生产工艺流程[1]。

目录摘要 (II)Abstract (IV)第1章绪言 (1)第2章系统的硬件配置 (2)第3章自动化控制系统 (4)3.1 煤气柜柜位控制 (4)3.1.1 煤气柜自控系统组成 (4)3.1.2 单回路调节系统 (4)3.2 设计方案 (5)3.2.1 控制系统的设计 (5)3.2.2 进气调节阀pid控制 (5)3.2.3 系统网络 (5)3.3 煤气柜自动控制系统 (6)3.4 系统实现 (7)3.5 系统特点 (7)3.6 油泵站管理 (7)3.7 煤气加压机出口总管流量检测 (8)3.8 进出口阀和放散阀的手/自动控制 (8)3.9 上位监控系统的构成 (9)3.9.1 上位监控系统 (9)3.9.2 上位监控系统主要功能 (10)3.9.3 动画显示功能 (10)3.9.4 综合报警功能 (10)3.9.5 历史趋势记录功能 (10)3.10 柜高自动调节 (10)3.11 数据组织与报警 (11)3.12 系统通讯的建立 (11)第4章自动化控制系统调试与运行 (12)4.1 系统特点 (12)4.2 自动化控制系统运行成果 (12)4.3 日常维护 (13)第5章 PLC软件的编制 (14)5.1 系统联锁控制 (14)5.1.1 故障安全原则 (14)5.1.2 传感器设计原则 (14)5.1.3 逻辑运算器独立设置原则 (14)5.1.4 辅助开关设置原则 (15)5.1.5 与其他控制装置接线原则 (15)5.1.6 输出信号隔离原则 (15)5.2 系统状态的监测 (15)5.3 系统工作状态选择 (15)5.4 系统故障分析及综合和系统通讯 (16)5.6 图解法编程 (16)第6章结论 (18)参考文献 (19)致谢 (20)摘要PLC控制是目前工业上最常用的自动化控制方法,由于其控制方便,能够承受恶劣的环境,因此,在工业上优于单片机的控制。
PLC将传统的继电器控制技术、计算机技术和通信技术融为一体,专门为工业控制而设计,具有功能强、通用灵活、可靠性高、环境适应性强、编程简单、使用方便以及体积小、重量轻、功耗低等一系列优点,因此在工业上的应用越来越广泛。
西门子S7-300控制系统在煤气加压站中的应用
1引言
近年来,随着我国自动化水平的提高,工厂自动化也上了一个新台阶。
西门子s7-300系列plc以其强大的逻辑运算和通信能力以及价格低廉,可靠性高等优点在国内各个行业得到了广泛的应用。
本文根据工厂实际的运用介绍了西门子300系列plc通过profibus-dp总线在煤气加压站的应用。
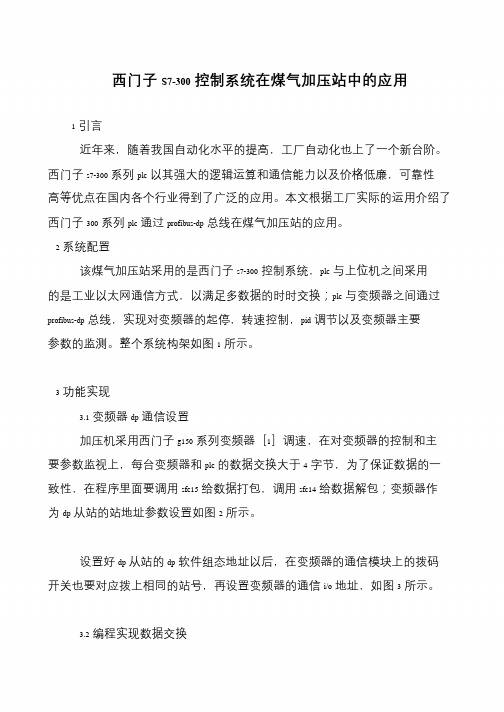
2系统配置
该煤气加压站采用的是西门子s7-300控制系统,plc与上位机之间采用的是工业以太网通信方式,以满足多数据的时时交换;plc与变频器之间通过profibus-dp总线,实现对变频器的起停,转速控制,pid调节以及变频器主要参数的监测。
整个系统构架如图1所示。
3功能实现
3.1变频器dp通信设置
加压机采用西门子g150系列变频器[1]调速,在对变频器的控制和主要参数监视上,每台变频器和plc的数据交换大于4字节,为了保证数据的一致性,在程序里面要调用sfc15给数据打包,调用sfc14给数据解包;变频器作为dp从站的站地址参数设置如图2所示。
设置好dp从站的dp软件组态地址以后,在变频器的通信模块上的拨码开关也要对应拨上相同的站号,再设置变频器的通信i/o地址,如图3所示。
3.2编程实现数据交换。

小学六年级小升初英语质量试题测试卷(含答案解析)一、单项选择1.—What day is it today? ( )—_____.A.Monday B.fine C.sunny D.May 1st 2.The mouse the lion out from the net at last. ( )A.help; got B.help; get C.helped; get 3.Don’t _________. He is tired. ( )A.wake up him B.wake up her C.wake him up 4.—Does Tom learn English _______? ( )—Yes, he often _______ English books after dinner.A.good; reads B.well; reads C.well; looks5.Can you ______ your bike ______ me? ( )A.show; for B.show; to C.showing; with 6.The canteen is on the ________ floor. ( )A.one B.second C.three7.Nancy is going to _______ a film this Sunday. ( )A.watch B.watches C.watching 8.Where _____ your sister _____ last summer holiday? ( )A.did; go B.did; do C.does; go 9.—What did you do yesterday? ( )—I _____ at home and _____ TV.A.stay; watch B.stays; watches C.stayed; watched 10.Jackie Chan is my _____ film star. ( )A.like B.best C.favourite D.good 11.Can he _____ chess? ( )A.play B.plays C.played12.We will meet ______ nine o’clock tomorrow morning. ( )A.in B.on C.at13.I ________ camping yesterday. ( )A.go B.goed C.went14.Look! There is a monkey ______ the two trees. ( )A.behind B.beside C.between15.One day I ______ visit the moon. ( )A.am B./ C.am going to 16.—What did you do last weekend? ( )—I ______ at home.A.stay B.stays C.stayed17.I ______ a cold. I stayed at home all weekend and slept. ( )A.have B.was C.had18.—Does Tom learn English _____? ( )—Yes, he likes _____ English _____.A.well; reading; loudly B.good; reading; loudly C.well; to read; loud19.In western countries, people often have ________, bread, eggs and ________ for breakfast. ( )A.porridge; sausages B.cereal; sausages C.cereal; steamed buns 20.I went _________ a holiday. ( )A.to B.on C.with二、用单词的适当形式填空21.Sarah is very _________. (thin)22.The canteen is on the _________ (two) floor.23.Tom’s father is a fisherman. He ______ (work) at sea.24.My parents give _______ (they) some gifts.25.Let’s _____ (clean) the wi ndow together.26.There aren't ____ (some) knives in the kitchen.27.In the garden, there are many ____ (tomato).28.Would you like _______ (some) coffee?29.Liu Tao goes to bed late and he feels _________ (sleep) in the morning.30._______ (swim) _______ (make) us strong and healthy.三、完成句子31.He never ____________(晚睡).32.The policeman is very tall and ________ (强壮的).33.My cousin Sandy dances _____ (美丽地).34.This pet cat is not beautiful, it is very __________.35.___________ is on the 10th of September.36.I have a pen friend, and we always send an e______ to each other by computer.37.At that time, there was no ______ (体育馆).38.There are seven days in a _________________.39.We had a PE class ______ (昨天).40.My father is c_____ dinner in the k_____.四、完形填空41.Hello. I'm Jenny. I have a best friend. ___41____name is Amy. We are in the same school. We both can sing and dance well. She is as ___42____as me.At school, my teachers all can make ___43____happy. But we must ___44____white blouse with the long sleeves. I am good ___45____maths and English. She ___46____English. She thinks it'sdifficult. Yesterday we ___47____a party at school. We enjoyed ourselves.At spare time, my favourite ___48____is winter. I like ___49____snowmen in winter. But she likes eating ice creams in summer.What a pity! In two months' time, we are going to go to middle school. We are very busy every day. We ___50____harder than before.41、A.She B.Her C.She's42、A.tall B.taller C.tallest43、A.us B.our C.ours44、A.wearing B.wore C.wear45、A.at B.in C.on46、A.isn't like B.doesn't like C.don't like47、A.have B.had C.are going to have48、A.month B.season C.day49、A.make B.makes C.making50、A.learn B.are learning C.will learn五、阅读判断42.阅读短文,判断下列句子正误It's sunny today. We are having a school outing in the park. We bring lots of food and drinks. Tom has some bread and apples. John has some eggs and milk. We sing and dance together. We are very happy. There are many flowers and green trees in the park. There are a lot of birds, too. We have a good time(玩得愉快) today.51、It's rainy today. ( )52、We are in the zoo. ( )53、John has some eggs and milk. ( )54、There are many pandas in the park. ( )55、We are very happy. ( )六、阅读理解43.Little Red Riding HoodLittle Red Riding Hood is a lovely girl. She likes red hats, so her mother calls her Little Red Riding Hood. Her grandma loves her very much, too. But now Grandma is ill. Her mother is busy, so she asks Little Red Riding Hood to see her grandma. In the forest, a wolf sees Little RedRiding Hood and says to himself, "Look! Little Red Riding Hood! I will have her for lunch."The wolf comes to Grandma's house and eats her. Then he wears Grandma's glasses and clothes, and stays in her bed. After a while, Little Red Riding Hood comes to her grandma's bed. To her surprise, Grandma's mouth is very big. She asks, "Grandma, why is your mouth so big.'?" "1 eat little girls with this mouth." And then he rushes at Little Red Riding Hood."Help! Help!" Little Red Riding Hood runs out of the house. The wolf follows Little Red Riding Hood. At this time, a hunter(猎人)passes the house. He shoots the wolf and saves Little RedRiding Hood. Then he cuts open the wolf and Grandma comes out.56、The girl is called "Little Red Riding Hood" because she likes wearing . ( )A.red clothes B.a red hat C.red shoes57、Little Red Riding Hood's grandma lives . ( )A.near the forest B.near the river C.in the forest58、—Why does Little Red Riding Hood go to see her grandma alone? ( )—Because her mother is .A.busy B.at home C.ill59、The little girl finds her grandma's mouth is . ( )A.so tall B.so big C.so small60、 saves Little Red Riding Hood. ( )A.Her mother B.The wolf C.The hunter【参考答案】一、单项选择1.A解析:A【详解】略2.C解析:C【详解】句意:老鼠最后帮助狮子从网里出来。



基于PLC的燃气锅炉自动控制系统设计与应用摘要本论文首先对PLC自动控制系统进行概述,对其可靠性、扩展性、维护性、操作性等主要特点进行分析论述,而后对燃气锅炉自动控制系统的硬件部分以及软件部分进行分析,最后列举了PLC自动控制系统的相关应用,旨在为PLC研究人员提供参考的依据。
关键词PLC;燃气锅炉;自动控制系统;应用1 PLC自动控制系统概述PLC,即为可编程控制器。
由于其具有非常强大的功能而在我国的工业行业当中得到了广泛的使用,为我国工业的发展提供了一定的贡献。
PLC具有诸多功能特点,具体表现为可靠性、扩展性、维护性以及操作性,以下则是对各个特点的具体分析。
1.1 可靠性针对PLC来说,其主要组成部分便是CPU,而CPU性能的强大或者弱小,会直接对PLC的可靠性产生一定的影响。
通过对大量的实例进行研究分析,发现市场当中存在的主要进口PLC内部的CPU大都为工业专业级的处理器,同时组成PLC的其他部分的元器件也是由专业的生产厂家进行定向供应。
另外,对于PLC的电源方面,其电源模块是经过大量的实验研究最终设计得出,在PLC 运行期间不仅产生的能耗比较低,同时也具备较强的抗干扰能力。
例如,PLC 在运行期间由于操作要求需要进行变频调速,而在此期间其也能够确保运行的稳定性以及可靠性。
1.2 扩展性由于PLC的主要作用是对各个系统进行控制管理,而系统在运行的过程当中会受到各种因素的影响而需要增加系统的功能。
针对PLC来说,增加功能的流程相对简单,只需要在PLC当中加入一个新的模块,同时对现有的程序进行适当的调整就能完成系统功能的添加。
与传统的系统重新设计模式进行比较,基于PLC能够在一定程度上提高系统的开发效率,具有非常强的扩展性。
1.3 维护性通常來说,PLC具有比较强的维护性。
其自身拥有自我诊断的能力。
如果系统在运行阶段出现故障问题,可以借助于PLC对发生的故障进行诊断处理,同时为后期检修人员的工作提供相应的数据参数。

X X X大学本科毕业论文题目:基于S7-200PLC的燃气蒸汽锅炉控制系统院系:专业:班级:学生姓名:指导教师:论文提交日期:2014年 x月 x日论文答辩日期:2014年 x月 x日摘要随着现代化工业的飞速发展,对能源利用率的要求越来越高,作为将一次能源转化为二次能源的重要设备之一的锅炉,其控制和管理随之要求越来越高。
目前,我国燃烧供热所用的锅炉的燃烧效率还相当低,而且也使得锅炉的燃烧不充分,而造成大气污染加重,所以这就迫切要求我们的锅炉技术得到提高,设计出一套热效率高、节能、环保、安全的锅炉控制系统。
因此,进行锅炉过程控制系统设计具有重要的实际意义。
该论文在参考文献的基础上,首先介绍了课题研究意义,基础理论知识,其中包括PLC相关的理论以及过程控制系统的理论,描述了锅炉燃烧、水位控制系统的工作原理。
然后分析了锅炉控制系统的控制任务及控制目标,设计了相应的控制系统,主要包括锅炉汽包水位控制系统、燃烧控制系统以及蒸汽温度控制系统,并且选择了满足要求的控制方案。
在有了基础理论后,找控制系统中I/O点,详细分析I/O点的类型、数量等。
根据I/O点,对PLC进行选型,再根据所选的PLC,对I/O 点的地址进行分配。
最后进行软件设计。
绘制程序流程图,然后设计梯形图,最后在S7-200的编程软件上实现。
关键词:锅炉;水位控制;燃烧控制;蒸汽温度控制;可编程序控制器AbstractWith the rapid development of modern industry, the energy utilization ratio of the demand is higher and higher, as will a energy into two times the energy of one of the important equipment, the boiler control and management then demand is higher and higher. At present, China's burning heating boiler combustion efficiency used is rather low, but also make the boiler combustion is not full, and cause air pollution is aggravating, so it is urgent requirement of our boiler technology improvements, design a set of high thermal efficiency, energy saving, environmental protection, safety of boiler control system. Therefore, in the process control system design of boiler is important practical significance.This paper on the basis of the references, first introduced the research significance, the basic knowledge, including PLC related theory and the theory of process control system, describes the boiler combustion, water level control system principle of work. And then analyzes the boiler control system of the controlling tasks and control target, the relevant control system design, including the boiler drum water level control system, the combustion control system and steam temperature control system, and select the meet the requirements of control plan.Look for control system I/O point. According to the I/O points, the selection of PLC, again according to the selected PLC, the I/O address for the distribution of the points. Design thesoftware. Draw program flow chart s, and then design ladder diagram s, the last in the s7-200 programming software realization.Key words: boiler; Water level control; Burning control; Steam temperature control; Programmable controller目录第一章绪论 (1)1.1 锅炉控制系统设计目的及意义 (1)1.2 锅炉控制系统的国内外发展状况 (2)1.2.1 锅炉自动控制的国内外现状 (2)1.2.2 锅炉自动控制的发展前景 (3)1.3 本文主要内容及论文结构 (4)1.3.1 论文主要内容 (4)1.3.2 论文结构 (5)第二章基础理论知识 (6)2.1 PLC介绍 (6)2.1.1 PLC的基本概念 (6)2.1.2 PLC的基本结构 (6)2.1.3 PLC的工作原理 (7)2.1.4 PLC的编程语言 (8)2.1.5 PLC的程序结构 (9)2.1.6 PLC在控制系统中编程的步骤 (10)2.2 过程控制系统简介 (11)2.2.1 过程控制系统的发展 (11)2.2.2 简单控制系统 (12)2.2.3 复杂控制系统 (12)2.2.4 PID控制简介 (15)第三章锅炉综合控制系统设计 (18)3.1 背景介绍 (18)3.1.1 工艺及装置介绍 (18)3.1.2 锅炉控制任务 (19)3.1.3 锅炉控制方案 (20)3.2 选型 (22)3.2.1 I/O点分布 (22)3.2.2 PLC选型 (24)3.2.3 I/O地址分配 (25)3.3 软件编程 (27)3.3.1 程序流程图 (27)3.3.2 梯形图 (29)第四章结论 (36)参考文献 (37)致谢 (38)第一章绪论1.1 锅炉控制系统设计目的及意义目前,相当多的锅炉仍旧在采用传统方式控制,主要依靠操作员手工来完成,这样就要求锅炉操作员时刻都要在现场监控锅炉运行情况,并且要对整个锅炉系统的运行过程以及过程中各个环节的相互影响都有相当深刻的了解,能够根据现场实际情况及时调整各个相关参数以达到工艺要求。

毕业设计论文基于PLC的压力过程控制系统设计目录第一章绪论 (3)1.1 PLC控制在国内外的发展近况 (3)1.2 基于PLC的压力过程控制系统的发展前景 (4)1.3 MCGS6.2软件 (4)1.4 设计目的和要求 (4)第二章基于PLC的压力过程控制系统方案 (5)2.1 设计方案 (5)2.1.1 设计方案 (5)2.1.2 控制阀的选择 (6)2.1.3 控制方式的选择 (7)2.2 控制算法 (8)2.2.1 控制算法的选择 (8)2.2.2 PID控制的原理和特点 (9)2.2.3 PID控制器的参数整定 (10)第三章软件部分的实现 (11)3.1 MCGS组态软件 (11)3.1.1 组态软件的介绍 (11)3.1.2 国内组态软件的比较与选择 (11)3.2 组态软件的应用 (13)3.2.1 MCGS软件编程 (13)3.3.2 MCGS软件连接设置 (14)3.3 FX2N编程软件的应用 (20)3.3.1 PLC编程指令 (20)3.3.2 控制程序的编写 (22)第四章硬件部分实现 (25)4.1 PLC特点 (25)4.2 FX2N特殊功能模块的应用 (26)4.2.1 FX2N-4AD模拟量转换模块 (26)4.2.2 FX2N-4DA 模拟特殊模块 (30)4.2.3 PLC与计算机连接通讯 (33)第五章调试 (35)5.1 调试步骤 (35)5.2 调试结果与常见故障分析 (35)5.2.1 调试 (35)5.2.2 常见故障分析 (35)第六章结论 (37)参考文献 (38)谢辞 (39)第一章绪论自二十世纪六十年代美国推出可编程逻辑控制器(Programmable Logic Controller,PLC)取代传统继电器控制装置以来,PLC得到了快速发展,在世界各地得到了广泛应用。
同时,PLC的功能也不断完善。
随着计算机技术、信号处理技术、控制技术网络技术的不断发展和用户需求的不断提高,PLC在开关量处理的基础上增加了模拟量处理和运动控制等功能。

基于PLC技术分析燃气管道阀门远程控制系统的设计摘要天然气作为我国重要的能源,在生产中具有独特的优点。
管道在运输天然气阀门具有一定的优势,具有效率高、运量大等特点,因此成为了一种重要的运输工具。
为了保证燃气管道的安全,加强对天然气管道阀门的远程控制,对燃气公司的安全生产具有重要的意义。
关键词PLC技术;管道阀门;远程控制系统随着信息技术的快速发展,传统的人工巡检燃气管道的阀门方式已经逐渐的不能够适应生产发展的需要。
通过使用远程通信技术,可以对燃气管道阀门现场采集必要的数据和进行控制,使用PLC技术将相应的信号转接到远程监控平台中,最终实现对阀门的自动控制和故障处理。
通过对燃气管道阀门的远程控制,可以有效的提高设备生产的自动化水平,促进企业的安全生产。
1燃气管道阀门的远程控制的意义在燃气管道中,由于其运输距离比较大,如果采用手动阀门的方式,当管线在某段中出现故障需要进行切断或者关闭是,需要操作人员到现场进行关断。
这样不仅增加了事故的反应时间,同时也对管道的安全产生不良的影响。
为了提高燃气管道的运输安全,对燃气管道阀门进行全过程的监控成为了其中的重要措施。
通过使用远程控制系统,当管道出现安全故障报警的时候可以在监控系统中将阀门直接切断,有效的降低了管道的切断时间,通过了对事故的处理能力,通过了燃气管道的可靠性和安全性。
随着嵌入式计算的不断发展,控制器的功能也越来越强大,其中具有网络功能的嵌入式控制器在工业生产中得到了广泛的应用,在管道的阀门控制是其中重要的内容。
通过使用远程控制系统能够对管道阀门进行有效的调节,从而保障了生产的安全。
结合嵌入式技术和无线网络通信技术,基于对燃气管道阀门控制的可靠性和远程控制要求,通过设计并且实现具有远程通信、双电流信号冗余输出以及具有自愈功能的阀门远程控制系统,能够有效的保证生产的可靠运行。
无线通信技术能够使控制器和监控系统进行通信,执行监控系统的命令并且对执行结果进行反馈。



基于PLC的压力控制系统设计与应用目录摘要 (I)ABSTRACT ......................................................................................................................... I I 第一章绪论 (1)1.1 课题概述 (1)1.1.1 课题来源及研究意义 (1)1.1.2 设计内容及要求 (1)1.2 PLC可编程逻辑控制器 (1)1.2.1 PLC可编程逻辑控制器介绍 (1)1.2.2 PLC控制在国内外的发展与应用 (2)1.2.3 PLC控制器的发展趋势 (2)1.3 论文组织结构 (3)第二章系统总体设计方案 (5)2.1 系统总体设计方案 (5)2.1.1 系统的结构 (5)2.1.2 控制方式介绍 (6)2.2 系统硬件设计方案 (6)2.3 系统软件设计方案 (7)2.3.1 数字滤波方式的设计 (7)2.3.2 PID控制算法设计 (8)第三章系统硬件设计的实现 (10)3.1系统硬件选型 (10)3.1.1 压力对象装置选型 (10)3.1.2 PLC控制器选型 (11)3.2系统硬件的连接与通讯 (13)3.2.1 PLC与压力对象装置的连接 (13)3.2.2 PLC与PC计算机间的连接与通讯 (13)第四章系统软件设计的实现 (15)4.1 PLC控制程序 (15)4.1.1 STEP 7软件介绍 (15)4.1.2 PLC硬件组态 (15)4.1.3 PLC控制程序的实现 (16)4.2 上位机实时监控程序 (22)4.2.1 WinCC组态软件介绍 (22)4.2.2 实时监控程序的实现 (23)第五章系统投运与调试 (29)5.1 系统运行方法 (29)5.2 系统的调试 (29)5.2.1 硬件间的通讯状态的诊断 (29)5.2.2 PID参数的整定 (31)5.2.3 调试过程中的问题及其解决办法 (41)第六章总结与展望 (43)6.1 课题研究总结 (43)6.2 后续工作展望 (44)结束语 ................................................................................................ 错误!未定义书签。
基于西门子PLC的煤气加压装置控制系统设计
作者:洪霖
来源:《科协论坛·下半月》2012年第10期
摘要:介绍煤气加压装置的工艺流程及以西门子S7-400PLC为主控单元的控制系统的配置,详细阐述了该控制系统实现过程控制、数据采集、PID控制及生产逻辑控制等自动控制的过程。
关键词:PLC 煤气加压装置控制系统
中图分类号:TP273.5 文献标识码:A 文章编号:1007-3973(2012)010-026-02
1 前言
煤气加压风机用于煤气的输送和加压,属于长时间连续运转设备,在钢铁企业煤气站应用广泛。
近年来,笔者采用以西门子S7-400PLC为主控单元的控制系统,在国内多个煤气加压装置上实现了煤气加压输送过程的自动控制。
在设计中,以西门子WinCC软件为人机操作界面软件,S7-400PLC作为下位机,实现信号采集、数据计算、逻辑控制等过程的自动化,整个控制系统具有成本低、运行稳定和控制实时等优点。
2 煤气加压装置工艺流程
如图1所示,为常规煤气加压装置的主要工作流程。
以1#机为例,煤气从入口调节阀经管道进入煤气加压风机,经加压风机加压后,从出口蝶阀流入煤气出口总管,进而流入下游工艺段。
一般而言,煤气站对煤气出口压力及流量有一定要求,在加压风机不能及时满足要求时,需要通过旁路调节阀来保证出口压力及流量满足需求。
3 系统配置
3.1 硬件配置
如图1所示的配置3台加压风机的煤气加压装置为例,主控系统由下位机和上位机组成,上位机选用西门子WinCC软件,下位机可选用西门子S7-400 PLC实现。
西门子S7-400 PLC 作为整个系统的控制核心,处理人机界面对系统的各种请求,对整个系统的参数进行监控,实现对煤气出口总管压力的PID调节,维持管网的压力恒定。
在PLC的选型配置上,CPU选用414-4H冗余配置,采用双CPU冗余配置可极大的提高系统的安全性,保证煤气输送的稳定性。
PLC选型同时配置以太网模块,用于与上位机的以太网连接。
除此外,还需配有一定数量的远程I/O模块。
3.2 网络配置
如图2所示,煤气加压装置现场设一个PLC主站,CPU与远程I/O之间通过PROFIBUS-DP总线进行通讯。
现场还设有上位机工程师站、交换机等,远程监控中心设有上位机操作员站、交换机等,现场控制室与远程监控中心通过光纤相连,实现数据的实时交换。
下位机与上位机之间以工业以太网的形式通信,具有良好的开放性,可同时将煤气管道电除尘设备、管道清洗阀等其它相关设备纳入该控制系统,同时也便于数据上传,方便该控制系统接入到更大范围的煤气混气站控制系统,乃至于公司级的设备运行管理系统。
4 功能实现
4.1 控制原理
如图3所示,为煤气加压装置的主要控制原理。
对于煤气用户而言,出口阀压力是检验煤气输送质量的重要指标。
同样,对于煤气加压装置而言,其控制系统的重要目标是让出口阀的压力满足需求。
就煤气出口阀压力这一被控量而言,对象调节通道参数时间T较小,且变化极快,若加入微分调节,极易产生被控量震荡,因而此系统宜采用PI调节器,以比例单元调节为主,积分单元为辅。
4.2 PID控制的实现
PID控制属于闭环控制,即将被控量的测量值反馈到PLC,与被控量的目标值相比较,判断是否达到预定的控制目的。
若未达到,则根据两者的差值进行调整,直至达到预定的控制目的。
由于相对下游工艺段而言,煤气出口总管压力是输入压力,对下游工艺段质量影响较大。
同时,出口总管压力也直接来源于各加压风机出口阀压力,直接受加压装置控制系统调节。
故在该控制系统中,取煤气管道的出口总管道压力为被控量。
通常,煤气加压装置的出口阀压力根据用户的需求,可根据实际情况自由设定。
给定值设定后,当实际值大于或小于给定值时,将输送一个扰动信号给西门子PLC的功能块-PI调节
器,经PI调节器计算后,由变频器通过改变煤气加压风机电机的转速来调节煤气的流量和压力,从而实现煤气出口总管的单闭环PI调节,有助于煤气出口总管压力的稳定。
4.3 旁通阀的控制
在煤气加压装置控制系统中,当加压风机变频调速系统不能及时调整煤气出口阀压力时,加入旁通阀有助于快速稳定出口阀压力。
旁通阀一般处于关闭状态,其控制模式同样宜采用PI调节器的闭环控制系统。
当下游工艺段煤气用量大减,造成出口压力骤然升高,变频调速系统调节速度难以及时调整出口压力,此时旁通阀立即打开,参与调节。
由于旁通阀的的比例单元和积分单元设置值较小,因而动作较快,可以迅速稳定出口阀压力,避免加压风机出现“喘振”现象,有力的保障设备安全。
4.4 加压风机的切换
对于单台加压风机,其控制分为远程控制和就地控制,现场人员可在紧急情况下手动操作风机控制柜面按钮来控制风机运行,这为紧急情况下的切换提供了便利。
在该控制系统中,由于采用以出口总管压力为被控量的PID闭环控制,故亦可实现对两台风机的“无间断”切换,保证出口总管压力的稳定。
以1#加压风机与2#加压风机的切换为例,先开启2#加压风机,变频器按照设定加速时间,2#加压风机转速平滑上升,201入口阀随之打开;稍后停1#加压风机,变频器按照设定减速时间,1#加压风机平滑停车,101入口阀逐步关闭。
4.5 上位机软件组态
上位机组态软件采用SIMATIC WinCC 软件,操作员站和工程师站既有相同之处,亦有不同之处。
相同之处主要包括:图文并茂显示系统各设备状态及可对设备参数状态进行操作设置的的工艺流程图,显示某台机组的详细信息的动态模拟画面,可以及时获知出口阀压力、入口阀开度等主要过程参数变量的测量值、开关量的运行状态等;各设备主要运行参数实时数据记录及历史变化趋势;当前及历史报警信息显示查询。
不同之处在于:操作员站画面偏向监控层面,以丰富的监控画面和报警信息为主,可供设置的页面较少,以方便操作员抄表及监控;工程师站画面偏向设定,通过画面可以清晰读取所有模拟量I/O测量值、开关量I/O状态,并可进行PI参数整定、过程参数设定等,友好丰富的界面极大的方便了工程师调试。
5 结语
采用该系统设计的煤气加压装置控制系统,充分利用西门子S7-400PLC的PID调节器,应用变频调速系统控制煤气加压风机,实现根据负荷变化来自动调节风机转速,自动调节入口
阀和旁通阀的开度,以达到稳定煤气出口总管压力和流量的目的。
该控制系统设计既满足了生产需要,又能实现节能降耗,为煤气加压装置的稳定、顺产、优质提供了可靠的保障,可产生显著的经济效益。
参考文献:
[1] 陆德民.石油化工自动控制设计手册(第三版)[M].北京:化学工业出版社,2000.
[2] 廖常初.S7-300/400PLC应用技术[M].北京:机械工业出版社,2005.。