SMT不良现象确认及如何检验不良技巧
- 格式:ppt
- 大小:2.03 MB
- 文档页数:37
SMT不良分析及改善措施SMT(表面贴装技术)是电子制造过程中常用的一种表面组装技术,可以将小型电子组件安装在印刷电路板(PCB)上。
然而,在SMT过程中可能会出现一些不良现象,例如焊点不良、元器件偏位、组件缺失等。
这些不良现象会直接影响产品的质量和性能,因此需要进行不良分析并采取相应的改善措施。
首先,针对焊点不良问题,可能出现的原因包括焊接温度不稳定、焊锡量不足、焊接时间过短等。
在进行不良分析时,可以通过观察焊点的形态和外观来判断问题的具体原因。
针对这些问题,可以采取以下改善措施:1.调整焊接温度和时间:通过增加焊接温度、延长焊接时间等方式,确保焊接质量的稳定性和一致性。
2.控制焊锡量:确认焊锡量是否足够,可以使用自动供锡机或者人工供锡的方式进行补充,确保焊点的充盈度和质量。
3.检测焊点质量:使用焊点质量检测设备,例如X射线检测设备或者直观检查仪器,检测焊点的质量和形态,及时发现问题并采取相应的纠正措施。
其次,针对元器件偏位的问题,可能的原因包括元器件粘贴不准确、贴附剂粘度过大或过小等。
针对这些问题,可以采取以下改善措施:1.进行粘贴机的校准:调整粘贴机的定位精度,确保元器件的粘贴位置准确。
2.选择适合的贴附剂:根据元器件类型和尺寸,选择适合的贴附剂,并调整贴附剂的粘度,确保元器件的粘贴质量。
3.进行视觉系统的检测:使用视觉系统检测元器件的粘贴质量,如果发现问题,及时进行修正。
最后,针对组件缺失的问题,主要原因可能是元器件的供应链问题,例如供应商发货错误或者内部库存管理不善。
针对这些问题,可以采取以下改善措施:1.加强供应商管理:与供应商建立良好的合作关系,加强供应链的沟通和管理,确保元器件的质量和数量。
2.设立内部库存管理系统:建立完善的库存管理系统,确保元器件的采购、入库、出库等流程的可控性和准确性。
3.进行组件跟踪和检测:使用条码或者RFID等技术,对每个组件进行跟踪和检测,确保组件的精确性和完整性。
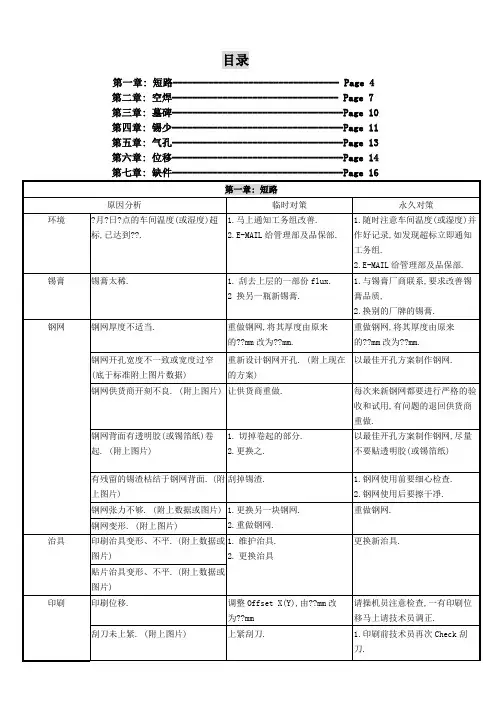
SMT产品常见不良及其原因分析_产品不良的分类SMT 产品常见不良及其原因分析_产品不良的分类SMT 常见不良及其原因分析一. 主要不良分析主要不良分析.锡珠(Solder Balls):1. 丝印孔与焊盘不对位,印刷不精确,使锡膏弄脏PCB 。
2. 锡膏在氧化环境中暴露过多、吸空气中水份太多。
3. 加热不精确,太慢并不均匀.4. 加热速率太快并预热区间太长。
5. 锡膏干得太快。
6. 助焊剂活性不够。
7. 太多颗粒小的锡粉。
8. 回流过程中助焊剂挥发性不适当。
锡球的工艺认可标准是:当焊盘或印制导线的之间距离为0.13mm 时,锡珠直径不能超过0.13mm ,或者在600mm平方范围内不能出现超过五个锡珠。
锡桥(Bridge solder):1. 锡膏太稀, 包括锡膏内金属或固体含量低、摇溶性低、锡膏容易榨开.2. 锡膏颗粒太大、助焊剂表面张力太小.3. 焊盘上太多锡膏.4. 回流温度峰值太高等.开路(Open):1. 锡膏量不够.2. 组件引脚的共面性不够.3. 锡湿不够(不够熔化、流动性不好) ,锡膏太稀引起锡流失.4. 引脚吸锡(象灯芯草一样) 或附近有联机孔. 引脚吸锡可以通过放慢加热速度和底面加热多、上面加热少来防止.5. 焊锡对引脚不熔湿, 干燥时间过长引起助焊剂失效、回流温度过高/时间过长引起氧化.6. 焊盘氧化, 焊锡没熔焊盘.墓碑(Tombstoning/Part shift):墓碑通常是不相等的熔湿力的结果,使得回流后组件在一端上站起来, 一般加热越慢,板越平稳,越少发生。
降低装配通过183° C 的温升速率将有助于校正这个缺陷。
空洞:是锡点的X 光或截面检查通常所发现的缺陷。
空洞是锡点内的微小“气泡”, 可能是被夹住的空气或助焊剂。
空洞一般由三个曲线错误所引起:不够峰值温度;回流时间不够;升温阶段温度过高。
造成没挥发的助焊剂被夹住在锡点内。
这种情况下,为了避免空洞的产生,应在空洞发生的点测量温度曲线,适当调整直到问题解决。
SMT不良缺陷诊断分析与解决方案制作:胡鹏飞SMT焊点的缺陷种类繁多,其形态也形形色色•常见的SMT焊点缺陷有1 > 冷焊(cold soldering ) 3、虚焊(pseudo soldering ) 5> 锡珠(soldering balls ) 7、偏移(excursion)9、竖件(Set component) 11、错焊(solder wrong ) 2、拉尖(Icicle )4、孔洞(void)6、脱焊(open soldering )8、焊点剥离(solder-off )10> 翻件(turn)12、助焊剂残留(flux residue )13、漏焊(solder skips ) 14> 焊料裂纹(solder crazeing )15、反向(reverse ) 16> 桥接(连锡或短路solder bridge )17> 焊点锡多(excess solder connection )18、焊点锡少(insuff icient solder connection )冷焊:焊接处的焊料未达到其熔点温度或焊接热量不够充分,使其在润湿或流动之前就被凝固,根本未形成任何金属合金层,使焊料全部或部分地处于非结晶壮态并只是单纯地堆积在被焊金属表面上。
原因:1、加热温度不适合;2、焊膏变质;3、预热过度、时间过长或温度过高;4、山于表面污染仰制了助焊剂能力;5、不充足的助焊剂能力。
解决方案:1、调整回流焊温度曲线;2、换新焊膏;3、改进预热条件;4、在焊盘或引脚上及其周围的表面污染会仰制助焊剂能力导致没有完全再流,应该用适当的电镀后清洗工艺来解决;5、不充足的助焊剂能力将导致金属氧化物的不完全清除,随后导致不完全聚结,类似表面污染的情况。
虚焊(不润湿或半润湿):焊料与被焊金属表面部分或全部没有形成合金层,或引脚/焊端电极金属镀层有剥离现象,从而引发引脚/焊端与焊盘之间出现不稳定的电气线路隔离的现象,造成电气联接处于或通或断状态。


零件反向产生的原因:1:人工手贴贴反2:来料有个别反向3;机器FEEDER 坏或FEEDER 振动过大(导致物料反向)振动飞达4:PCB 板上标示不清楚(导致作业员难以判断)5:机器程式角度错6:作业员上料反向(IC 之类)7:核对首件人员粗心,不能及时发现问题8:炉后QC 也未能及时发现问题对策:1:对作业员进行培训,使其可以正确的辨别元器件方向2:对来料加强检测3:维修FEEDER 及调整振动FEEDER 的振动力度(并要求作业员对此物料进行方向检查)4:在生产当中要是遇到难以判断元器件方向的。
一定要等工程部确定之后才可以批量生产,也可以SKIP5:工程人员要认真核对生产程式,并要求对首件进行全检(特别要注意有极性的元件)6:作业员每次换料之后要求IPQC 核对物料(包括元件的方向)并要求作业员每2 小时必须核对一次物料7:核对首件人员一定要细心,最好是2 个或以上的人员进行核对。
(如果有专门的IPQC 的话也可以要求每2 小时再做一次首件)8:QC 检查时一定要用放大镜认真检查(对元件数量多的板尽量使用套版)少件(缺件)产生的原因:1:印刷机印刷偏位2:钢网孔被杂物或其它东西给堵塞(焊盘没锡而导致飞件)3:锡膏放置时间太久(元器件不上锡而导致元件飞件)4:机器Z 轴高度异常5:机器NOZZLE 上有残留的锡膏或胶水(此时机器每次都可以识别但物料放不下来导致少件)6:机器气压过低(机器在识别元件之后气压低导致物料掉下)7:置件后零件被NOZZLE 吹气吹开8:机器NOZZLE 型号用错9:PCB 板的弯曲度已超标(贴片后元件弹掉)10:元件厚度差异过大11:机器零件参数设置错误12:FEEDER 中心位置偏移13:机器贴装时未顶顶针14:炉前总检碰撞掉落对策:1:调整印刷机(要求印刷员对每一PCS 印刷好的进行检查)2:要及时的清洗钢网(一般5-10PCS 清洗一次)3:按照(锡膏储存作业指导书)作业,锡膏在常温下放置一定不能超过24 小时4:校正机器Z 轴(不能使机器NOZZLE 放置零件时Z 轴离PCB 板过高。
SMT不良因应分析随着SMT工艺在电子制造业中的应用越来越普及,SMT不良因应分析也愈发成为制造企业中必须面对和解决的技术难题。
本文将就SMT不良因应分析进行详细阐述,包括SMT工艺不良的原因、预防措施以及解决方法等方面,以便于制造企业在实际生产中更好地应对SMT不良问题。
SMT工艺不良的原因1.元器件问题:元器件质量不良、尺寸与焊盘不一致、损坏等。
对于这种情况,建议选择优质的元器件供应商并进行稳定性评估和抽样检验,尤其是关键元器件,使用符合规范的元器件规格和型号,避免使用未经认证的元器件。
2.过程问题:包括设备调试不当、操作不当、工艺参数设置不当等。
针对这类问题,关键是要规范化SMT工艺流程,确定正确的设备参数、操作规程,并进行设备的日常维护和保养,确保设备运行的稳定性和准确性。
3.环境问题:工作环境的温度、湿度、气流、静电等因素都会对SMT工艺产生影响。
为了避免因为外界环境因素引起的不良,可以在生产过程中安装温湿度计,要求生产车间防尘、防静电、保持通风等措施。
4.材料问题:包括PCB板、贴片胶水、钢网等材料的性能变化,以及不正确的存储方式等。
要保证材料的存放环境符合规范要求,仓储管理制度要规范化、严格化,在存储、作业中仔细核对使用的材料。
SMT工艺不良的预防措施1.做好PCB板设计:在进行PCB板设计时,应该将焊盘的布线、排列和间距进行规划,防止焊盘错位、短路、开路等情况的发生。
同时,应该留出足够的焊盘空间,保证电路元件的安装与维护。
此外,在PCB板的设计过程中,应该注重PCB板材质的选择,以确保生产过程中的质量和稳定性。
2.贴片胶水的使用:使用合适的贴片胶水是保证SMT工艺稳定性和质量的关键。
当胶水挤压太浓、太稀或浸润性降低时,会直接影响胶水覆盖面积的精确度,影响将背面元器件张贴在对应焊盘的位置。
因此,应该认真选择可靠的胶水品牌,确定正确的纵横比和胶量、胶水的挤出量和粘度。
3.钢网设计:SMT工艺的核心就是贴片技术,而钢网就是画出SMT贴片设计的标准之一。


smt常见品质问题及解决方案
《SMT常见品质问题及解决方案》
SMT(表面贴装技术)在电子制造和组装中扮演着重要的角色,然而在生产过程中常常会遇到一些品质问题。
了解这些问题并找到相应的解决方案是至关重要的,下面我们就来探讨一些常见的SMT品质问题及解决方案。
1. 焊接不良
焊接不良是SMT中最常见的问题之一。
这可能是由于焊锡量
不足、焊接温度不合适或焊接时间过短等原因造成的。
解决这个问题的方法包括调整焊接参数、使用适当的焊接设备和材料,以及加强工艺控制。
2. 组件偏移
在SMT过程中,组件偏移可能会导致焊接不良或装配错误,
从而影响产品的品质。
要解决这个问题,可以通过优化贴装设备的校准和调整,以及加强工艺控制来避免组件偏移。
3. 焊漆缺陷
在SMT过程中,焊漆缺陷可能会导致短路、断路或其它问题。
要解决这个问题,可以通过使用高质量的焊漆材料、优化焊接工艺和检验工艺以及加强工艺控制来避免焊漆缺陷。
4. 焊盘氧化
焊盘氧化可能会导致焊接不良和器件失效。
要避免这个问题,可以通过优化存储和处理焊盘的方法,保持焊盘的表面清洁和
干燥,以及加强工艺控制来减少焊盘氧化的发生。
总的来说,要解决SMT中的品质问题,关键在于优化工艺、加强质量控制和培训员工等方面。
只有通过不断改进和完善SMT生产过程,才能提高产品的品质和可靠性。