铝合金及热处理
- 格式:pdf
- 大小:395.42 KB
- 文档页数:12
铝及铝合金的热处理退火及淬火时效是铝合金的基本热处理形式。
退火是一种软化处理。
其目的是使合金在成分及组织上趋于均匀和稳定,消除加工硬化,恢复合金的塑性。
淬火时效则属强化热处理,目的是提高合金的强度,主要应用于可热处理强化的铝合金。
第一节 退火根据生产需求的不同,铝合金退火分铸锭均匀化退火、坯料退火、中间退火及成品退火几种形式。
一、铸锭均匀化退火铸锭在快速冷凝及非平衡结晶条件,必然存在成分及组织上的不均匀,同时也存在很大的内应力。
为了改变这种状况,提高铸锭的热加工工艺性,一般需进行均匀化退火。
为促使原子扩散,均匀化退火应选择较高的退火温度,但不得超过合金中低熔点共晶熔点,一般均匀化退火温度低于该熔点5~40℃,退火时间多在12~24h之间。
二、坯料退火坯料退火是指压力加工过程中第一次冷变形前的退火。
目的是为了使坯料得到平衡组织和具有最大的塑性变形能力。
例如,铝合金热轧板坯的轧制终了温度为280~330℃,在室温快速冷却后,加工硬化现象不能完全消除。
特别是热处理强化的铝合金,在快冷后,再结晶过程未能结束,过饱和固溶体也未及彻底分解,仍保留一部分加工硬化和淬火效应。
不经退火直接进行冷轧是有困难的,因此需进行坯料退火。
对于非热处理强化的铝合金,如LF3,退火温度为370~470℃,保温1.5~2.5H后空冷,用于冷拉伸管加工的坯料、退火温度应适当高一些,可选上限温度。
对于可热处理强化的铝合金,如LY11及LY12,坯料退火温度为390~450℃,保温1~3H,随后在炉中以不大于30℃/h的速度冷却到270℃以下再出炉空冷。
三、中间退火中间退火是指冷变形工序之间的退火,其目的是为了消除加工硬化,以利于继续冷加工变形。
一般来说,经过坯料退火后的材料,在承受45~85%的冷变形后,如不进行中间退火而继续冷加工将会发生困难。
中间退火的工艺制度基本上与坯料退火相同。
根据对冷变形程度的要求,中间退火可分为完全退火(总变形量ε≈60~70%),简单退火(ε≤50%)和轻微退火(ε≈30~40%)三种。
铝合金的硬度一、分类:展伸材料分非热处理合金及热处理合金1.1 非热处理合金:纯铝—1000系,铝锰系合金—3000系,铝矽系合金—4000系,铝镁系合金—5000系。
1.2 热处理合金:铝铜镁系合金—2000系,铝镁矽系合金—6000系,铝锌镁系合金—7000系。
二、合金编号:我国目前通用的是美国铝业协会〈Aluminium Association〉的编号。
兹举例说明如下:1070-H14(纯铝)2017-T4(热处理合金)3004-H32(非热处理合金)2.1第一位数:表示主要添加合金元素。
1:纯铝2:主要添加合金元素为铜3:主要添加合金元素为锰或锰与镁4:主要添加合金元素为矽5:主要添加合金元素为镁6:主要添加合金元素为矽与镁7:主要添加合金元素为锌与镁8:不属於上列合金系的新合金2.2第二位数:表示原合金中主要添加合金元素含量或杂质成分含量经修改的合金。
0:表原合金1:表原合金经第一次修改2:表原合金经第二次修改2.3第三及四位数:纯铝:表示原合金合金:表示个别合金的代号"-″:后面的Hn或Tn表示加工硬化的状态或热处理状态的鍊度符号-Hn :表示非热处理合金的鍊度符号-Tn :表示热处理合金的鍊度符号2 铝及铝合金的热处理一、鍊度符号:若添加合金元素尚不足於完全符合要求,尚须藉冷加工、淬水、时效处理及软烧等处理,以获取所需要的强度及性能。
这些处理的过程称之为调质,调质的结果便是鍊度。
鍊度符号定义F 制造状态的鍊度无特定鍊度下制造的成品,如挤压、热轧、锻造品等。
H112 未刻意控制加工硬化程度的制造状态成品,但须保证机械性质。
O 软烧鍊度完全再结晶而且最软状态。
如系热处理合金,则须从软烧温度缓慢冷却,完全防止淬水效果。
H 加工硬化的鍊度H1n:施以冷加工而加工硬化者H2n:经加工硬化后再施以适度的软烧处理H3n:经加工硬化后再施以安定化处理n以1~9的数字表示加工硬化的程度n=2 表示1/4硬质n=4 表示1/2硬质n=6 表示3/4硬质n=8 表示硬质n=9 表示超硬质T T1:高温加工冷却后自然时效。
一JIS A.A 1000 系列--纯铝系1、1060作为导电材料IACS保证61%,需要强度时使用6061 电线2、1085 1080 1070 1050 1N30 1085 1080 1070 1050 —成形性、表面处理性良好,在铝合金中其耐蚀性最佳。
因为是纯铝、其强度较低,纯度愈高其强度愈低。
日用品、铝板、照明器具、反射板、装饰品、化学工业容器、散热片、溶接线、导电材3、1100 1200 AL纯度99.0%以上之一般用途铝材,阳极氧化处理后之外观略呈白色外与上记相同。
一般器物、散热片、瓶盖、印刷板、建材、热交换器组件1N00 -强度比1100略高,成形性良好,其化特性与1100相同。
二日用品2000 系列--AL x Cu 系1、2011快削合金,切削性好强度也高。
但耐蚀性不佳。
要求耐蚀性时,使用6062系合金音量轴、光学组件、螺丝头。
2、2014 2017 2024 含有多量的Cu,耐蚀性不佳,但强度高,可作为构造用材使用,锻造品亦可适用,航空器、齿轮、油、压组件、轮轴。
3、2117固溶化热处理后,作为铰钉用材,为延迟常温时效速度之合金。
4、2018 2218 锻造用合金。
锻造性良好且高温强度较高,因此使用于需要耐热性之锻造品,耐蚀性不佳,汽缸头、活塞、VTR汽缸。
5、2618锻造用合金。
高温强度优越但耐蚀性不佳。
活塞、橡胶成形用模具、一般耐热用途组件。
6、2219强度高,低温及高温特性良好,溶接性也优越,但耐蚀性不佳。
低温用容器、航太机器。
7、2025 锻造用合金。
锻造性良好且强度高,但耐蚀性不佳。
螺旋桨、磁气桶。
2N01-锻造用合金。
具耐热性,强度也高,但耐蚀性不佳。
航空器引擎、油压组件。
三3000 系列--AL x Mn 系1、3003 3203 强度比1100约高10%,成形性、溶接性、耐蚀性均良好。
一般器物、散热片、化妆板、影印机滚筒、船舶用材2、3004 3104 强度比3003高,成形性优越,耐蚀性也良好。

铝合金分类可热处理
铝合金可以根据其成分、结构以及热处理方式进行分类。
以下是一些可进行热处理的铝合金分类:
1. 铸造铝合金:铸造铝合金是通过铸造工艺生产出的铝合金制品。
常见的铸造铝合金有铝硅合金、铝铜合金、铝镁合金等。
铸造铝合金的热处理主要包括退火、固溶处理、时效处理和循环处理等。
2. 变形铝合金:变形铝合金是通过轧制、拉伸等加工工艺制成的铝合金板、棒、线等制品。
常见的变形铝合金有纯铝、铝锰合金、铝锂合金等。
变形铝合金的热处理主要包括退火、冷作硬化处理、热变形处理等。
3. 铝合金结构材料:这类铝合金主要用于制造航空航天、汽车、轨道交通等领域的结构零件。
常见的铝合金结构材料有7075、6061、2024等牌号。
这些铝合金的热处理方式
主要包括固溶处理、时效处理、双重时效处理等。
4. 铝合金功能材料:这类铝合金具有特殊功能,如导电、导热、电磁屏蔽等。
常见的铝合金功能材料有铝镍合金、铝铜合金等。
这些铝合金的热处理方式与其他铝合金类似,主要包括退火、时效处理等。
5. 铝合金复合材料:铝合金复合材料是通过复合工艺将两种或多种铝合金组合在一起,以实现特定性能要求的材料。
常见的铝合金复合材料有铝基复合材料、铝锂复合材料等。
这类材料的热处理方式因复合方式的不同而有所差异。
总之,铝合金热处理方式多种多样,针对不同类型的铝合金和应用场景,可以选择适当的热处理工艺来提高合金的力学性能、耐腐蚀性能和加工性能。
在实际应用中,根据铝合金的成分、结构和性能要求选择合适的热处理方法至关重要。

铝及铝合金的焊后热处理一、清除残渣焊件焊完后,如果是使用气焊或药皮焊条焊,在对焊缝进行外观检查和无损检测之前,需要对焊缝及两侧的残存熔剂和焊渣及时进行清除,以防止焊渣和残存焊剂腐蚀焊缝及其表面,避免造成不良后果。
常用的焊后清理方法如下:(1)在60℃~~80℃的热水中刷洗;(2)放入重铬酸钾(K2Cr2O2)或质量分数为2%~3%的铬酐(Cr2O2);(3)再在60℃~~80℃的热水中洗涤;(4)放入干燥箱中烘干或风干。
为了检验残存熔剂去除的效果,可以在焊件的焊缝中滴上蒸馏水,然后再将蒸馏水收集起来,并滴入装有5%的硝酸溶液的小试管中,如有白色沉淀,则表示残存熔剂尚未清除彻底。
二、焊件的表面处理通过适当的焊接工艺和正确的操作技术,焊接后的铝及铝合金焊缝表面,具有均匀的波纹光滑的外貌。
阳极化处理,特别是抛光及染色技术配合使用时,可获得高质量的装饰表面。
减小焊接热影响区,可使用阳极化处理导致不良的颜色变化减至最小。
使用快速焊接工艺,可最大限度地减少焊接热影响区。
因此闪光对焊的焊缝,阳极化处理质量良好。
特别是对退火状态下不能热处理强化的合金的焊接件,阳极化处理后,金属基本和焊接热影响区之间的颜色反差最小。
炉中和浸渍钎焊不是局部加热的,所以金属颜色的外观是非常均匀的。
可热处理强化的合金,常常用作建筑结构零件,它们在焊接以后,常常进行阳极化处理。
在这类合金中,焊接加热会形成合金元素的析出,阳极化处理以后,热影响区和焊缝之间会出现差异。
这些在焊接区附近的晕圈,使用快速焊接可使其减至最小,或者使用冷却垫块和压板也可使晕圈减到很小,这些晕圈在焊接后,阳极化处理前,进行固落处理可以消除。
在化学处理的焊接件中,有时会遇到焊缝金属和基全金属的颜色差别较大,这就必须他细地选择填充金属的成分,特别是合金成分中含有硅时,就会对颜色的配比有影响。
如有必要可以对焊进行机械抛光。
常用的机械抛光有抛光、磨光、磨料喷击、喷丸等。
机械抛光即通过研磨、去毛刺、滚光,抛光或砂光等物理方法改善铝工件的表面。
铝合金的热处理铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有所不同。
前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分钟。
因为金属型铸件、低压铸造件铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有所不同。
前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分钟。
因为金属型铸件、低压铸造件、差压铸造件是在比较大的冷却速度和压力下结晶凝固的,其结晶组织比石膏型、砂型铸造的铸件细很多,故其在热处理时的保温也短很多。
铸造铝合金与变形铝合金的另一不同点是壁厚不均匀,有异形面或内通道等复杂结构外形,为保证热处理时不变形或开裂,有时还要设计专用夹具予以保护,并且淬火介质的温度也比变形铝合金高,故一般多采用人工时效来缩短热处理周期和提高铸件的性能。
一、热处理的目的铝合金铸件热处理的目的是提高力学性能和耐腐蚀性能,稳定尺寸,改善切削加工和焊接等加工性能。
因为许多铸态铝合金的机械性能不能满足使用要求,除Al-Si系的ZL102,Al-Mg系的ZL302和Al-Zn系的ZL401合金外,其余的铸造铝合金都要通过热处理来进一步提高铸件的机械性能和其它使用性能,具体有以下几个方面: 1)消除由于铸件结构(如璧厚不均匀、转接处厚大)等原因使铸件在结晶凝固时因冷却速度不均匀所造成的内应力; 2)提高合金的机械强度和硬度,改善金相组织,保证合金有一定的塑性和切削加工性能、焊接性能; 3)稳定铸件的组织和尺寸,防止和消除高温相变而使体积发生变化; 4)消除晶间和成分偏析,使组织均匀化。
二、热处理方法 1、退火处理退火处理的作用是消除铸件的铸造应力和机械加工引起的内应力,稳定加工件的外形和尺寸,并使Al-Si系合金的部分Si结晶球状化,改善合金的塑性。
其工艺是:将铝合金铸件加热到280-300℃,保温2-3h,随炉冷却到室温,使固溶体慢慢发生分解,析出的第二质点聚集,从而消除铸件的内应力,达到稳定尺寸、提高塑性、减少变形、翘曲的目的。

铝合金的强化及热处理第一章铝及铝合金一、铝的物理性质分子量26.98,密度2.7g/cm3,熔点660.24℃(99.996%),导电导热性仅次于铜,是铁的3-4倍。
膨胀系数24.58-25.45um/m.K。
铝经合金化后,其强度比纯铝高3-4倍,由于铝合金的质轻而强度高,故其强度在所有的金属和合金中,几乎名列前茅。
铝在室温下易形成一层致密的氧化膜(三氧化二铝,比重2.82—3.92),厚度几个纳米。
二、铝的化学性质两性,与氧结合成氧化膜,在碱和盐溶液中抗蚀性差,三、铝合金及分类按合金的特性分:有防锈铝(纯铝及铝-锰、铝-镁系合金)、硬铝(铝-铜-镁-锰系)、超硬铝、锻铝及特殊铝。
按合金状态图分:变形铝(分可热处理强化区和不可热处理强化区)和铸造铝。
变形铝合金:熔炼注成铸锭再经热挤压,合金总量一般小于5%,分可热处理和不可热处理。
铸造铝合金:铸造方法浇注或压注成零件或毛坯,合金含量一般8-25%。
1. 变形铝合金牌号的表示方法工业纯铝(≥99.00%)1XXX系列Al-Cu系合金2XXX系列Al-Mn系合金3XXX系列Al-Si系合金4XXX系列Al-Mg系合金5XXX系列Al-Si-Mg系合金6XXX系列Al-Zn系合金7XXX系列其他元素合金8XXX系列备用系9XXX系列2.铸造铝合金牌号的表示方法用化学元素及数字表示,如ZAlSi7Mg表示铸造铝合金,平均含硅量为7%,平均含镁量为小于1%。
还用合金代号表示,如ZL108,ZL111等,Z,L为铸,铝汉语拼音第一个字母,后面第一个数字表示合金系列,其中1、2、3、4分别表示铝硅、铝铜、铝镁、铝锌系列合金,ZL后面第二位,第三位两个数字表示顺序号。
优质合金在数字后面附加了字母“A”。
.第二章铝的合金化与强化方法合金:就是以一种金属为基(大于50%),加入一种或几种元素,使之溶在一起,构成一种新的金属组成物,以达到某种特性或良好的综合性能,这一过程也称合金化。
铝合金热处理t1至t6引言铝合金热处理是制造业中常用的一种工艺,通过热处理可以改善铝合金的力学性能和耐腐蚀性能,提高产品的质量和使用寿命。
本文将介绍铝合金热处理过程中的六个阶段,即t1至t6,并详细探讨每个阶段的目的、方法和影响因素。
t1阶段:固溶处理目的固溶处理是铝合金热处理过程中的第一个阶段,其主要目的是使合金中的硬质相(例如硬化相、析出相等)溶解到基体中,从而达到均匀固溶的目的。
方法固溶处理是在固溶温度下进行的,一般为合金的固相区域。
固溶处理常用的方法有两种:急冷和慢冷。
急冷可以增加固溶度,但可能引起变形和内应力;慢冷可以减轻变形和内应力,但固溶度较低。
影响因素固溶处理的效果受到多种因素的影响,包括固溶温度、固溶时间和冷却速度等。
较高的固溶温度和适当的固溶时间可以增加溶解度,而较快的冷却速度可以提高合金的强度。
t2阶段:淬火处理目的淬火处理是铝合金热处理过程中的第二个阶段,其主要目的是通过快速冷却使合金中的溶质迅速固溶,以增加合金的硬度和强度。
淬火处理一般使用水或其他冷却介质进行。
通过快速冷却,合金中的溶质无法析出形成稳定的析出相,从而增加合金的强度。
影响因素淬火处理的效果受到多种因素的影响,包括冷却介质的选择、冷却速度和冷却时间等。
适当选择冷却介质、控制冷却速度和冷却时间可以获得理想的淬火效果。
t3阶段:弥散处理目的弥散处理是铝合金热处理过程中的第三个阶段,其主要目的是通过合金的再固溶使其组织由固溶相+重析出相变为固溶相+细小析出相,从而提高合金的强度和耐磨性。
方法弥散处理一般在较低的温度下进行,通过再固溶使合金中的析出相变得更加细小、均匀。
影响因素弥散处理的效果受到多种因素的影响,包括再固溶温度、再固溶时间和再固溶速率等。
适当选择再固溶温度和控制再固溶时间和速率可以获得理想的弥散处理效果。
t4阶段:时效处理目的时效处理是铝合金热处理过程中的第四个阶段,其主要目的是通过在适当温度下保持合金一定时间,使析出相成熟和再结晶,从而提高合金的强度和韧性。
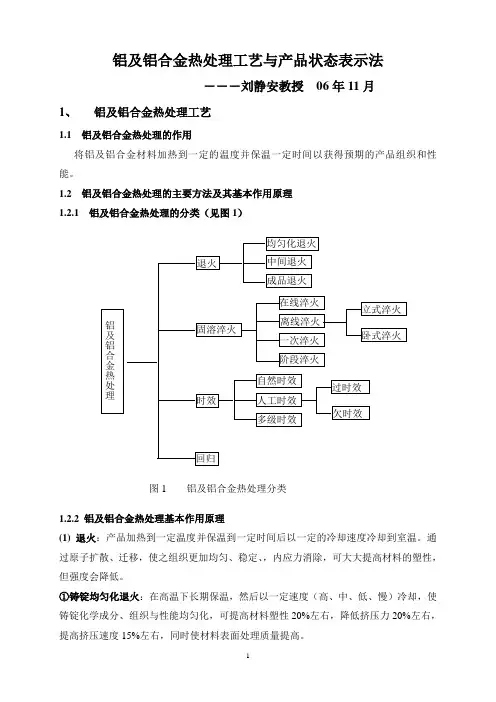
铝及铝合金热处理工艺与产品状态表示法―――刘静安教授 06年11月1、铝及铝合金热处理工艺1.1 铝及铝合金热处理的作用将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。
1.2 铝及铝合金热处理的主要方法及其基本作用原理 1.2.1 铝及铝合金热处理的分类(见图1)图1 铝及铝合金热处理分类1.2.2 铝及铝合金热处理基本作用原理(1) 退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。
通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大大提高材料的塑性,但强度会降低。
①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降低挤压力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提高。
②中间退火:又称局部退火或工序间退火,是为了提高材料的塑性,消除材料内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种性能的组合。
③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再结晶状态下的软化组织,具有最好的塑性和较低的强度。
(2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。
但此时材料塑性较高,可进行冷加工或矫直工序。
①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。
②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。
铝合金热处理方式及其要求简介本文旨在介绍铝合金的热处理方式及其要求。
铝合金热处理是一种常见的工艺,通过控制材料的热处理条件,可以改变其组织结构和性能。
下面将介绍几种常见的铝合金热处理方式及其要求。
固溶处理固溶处理是铝合金热处理的基本方式之一。
在固溶处理中,铝合金经过加热至固溶温度,并保持一段时间,使合金中的固溶元素溶解到铝基体中。
固溶处理的要求如下:- 温度:固溶温度应根据具体的合金种类来确定,一般在合金的相图中可以找到合适的固溶温度范围。
- 时间:固溶时间应足够长,以确保固溶元素均匀地溶解到基体中。
- 冷却:经过固溶处理后,应迅速冷却合金,以固定固溶元素的分布。
淬火处理淬火是铝合金热处理的另一种方式。
在淬火处理中,合金在固溶处理后,迅速冷却至室温,以形成固溶元素的高浓度固溶体。
淬火处理的要求如下:- 冷却速度:淬火过程中的冷却速度应快到足以形成高浓度固溶体,一般可以采用水淬或气体淬的方式。
- 固溶处理:淬火处理前需要进行固溶处理,以使固溶元素溶解到铝基体中。
- 残余应力:淬火处理可能导致合金内部的残余应力,需要进行适当的退火或回火处理以缓解应力。
强化处理强化处理是通过对铝合金进行固溶处理和人工时效处理来改变其性能的一种方式。
强化处理的要求如下:- 固溶处理:首先进行固溶处理,让固溶元素均匀地溶解到铝基体中。
- 人工时效:经过固溶处理后,合金需要进行一定时间的时效处理,以使固溶元素在基体中析出细小而均匀的析出相,以提高材料的强度和硬度。
- 温度和时效时间:具体的温度和时效时间应根据具体合金种类来确定,一般通过实验和经验来确定最佳条件。
总结铝合金热处理是一种常见的工艺,通过控制材料的热处理条件,可以改变其组织结构和性能。
本文介绍了铝合金的三种常见热处理方式:固溶处理、淬火处理和强化处理,并对其要求进行了说明。
在进行铝合金热处理时,需要根据具体的合金种类和要求来确定合适的处理方式和条件,以获得理想的材料性能。
铝及铝合金的热处理退火处理
铝及铝合金的热处理退火处理
目的:
展伸用材料包括压延用材料,挤压用材料及锻造用材料,通常其制造程序为:
熔铸→热加工→冷加工→材料成品
在热加工或冷加工的过程中,材料发生加工硬化的情况,使强度变大或导致加工硬化的情况,使强度变大或导致加工性减低。
为消除这些加工硬化,于冷加工前,中或后所施的热处理即为退火处理,其目的在使材料具有使用上所需要的程度。
分类:
由于退火条件的不同而分:
1、部分退火:
仅消除部份加工硬化,处理温度在再结晶温度以下,实际温度则视强度而定,强度愈高则处理温度较低。
2、完全退火:
处理温度在材料的再结晶温度或稍高使材料发生再结晶而完全消除加工硬化,亦使强度达到最低的状态。
退火处里就时机而分:
1、中间退火:
再冷加工开始之前或冷加工过程中,所加的退火处理,通常为完全退火,其目的在恢复其加工性,使接下去的加功能较顺利,及控制其组织状态,俾能适合于最终成品的要求。
2、最终退火:
主要目的再调整成品最后的强度水平亦即调整炼度。
-1/1-。
铝及铝合金热处理工艺1. 铝及铝合金热处理工艺1.1 铝及铝合金热处理的作用将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。
1.2 铝及铝合金热处理的主要方法及其基本作用原理 1.2.1 铝及铝合金热处理的分类(见图1)图1 铝及铝合金热处理分类1.2.2 铝及铝合金热处理基本作用原理(1) 退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。
通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大大提高材料的塑性,但强度会降低。
①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降低挤压力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提高。
②中间退火:又称局部退火或工序间退火,是为了提高材料的塑性,消除材料内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种性能的组合。
③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再结晶状态下的软化组织,具有最好的塑性和较低的强度。
(2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。
但此时材料塑性较高,可进行冷加工或矫直工序。
①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。
②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。
铝及铝合金热处理工艺与产品状态表示法―――刘静安教授 06年11月1、铝及铝合金热处理工艺1.1 铝及铝合金热处理的作用将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。
1.2 铝及铝合金热处理的主要方法及其基本作用原理 1.2.1 铝及铝合金热处理的分类(见图1)图1 铝及铝合金热处理分类1.2.2 铝及铝合金热处理基本作用原理(1) 退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。
通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大大提高材料的塑性,但强度会降低。
①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降低挤压力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提高。
②中间退火:又称局部退火或工序间退火,是为了提高材料的塑性,消除材料内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种性能的组合。
③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再结晶状态下的软化组织,具有最好的塑性和较低的强度。
(2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。
但此时材料塑性较高,可进行冷加工或矫直工序。
①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。
②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。
铝及铝合金热处理工艺1.1铝及铝合金热处理的作用将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。
1.2铝及铝合金热处理的主要方法及其基本作用原理1.2.1铝及铝合金热处理的分类(见图1)均匀化退火中间退火退火成品退火在线淬火立式淬火离线淬火铝固溶淬火卧式淬火及一次淬火铝合阶段淬火金热自然时效处过时效理人工时效时效欠时效多级时效回归图1铝及铝合金热处理分类1.2.2铝及铝合金热处理基本作用原理(1)退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。
通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可提高材料的塑性,但强度会降低。
①铸锭均匀化退火:在高温下历久保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与机能均匀化,可进步材料塑性20%左右,降低挤压力20%左右,进步挤压速度15%左右,同时使材料表面处置惩罚质量进步。
②中央退火:又称部分退火或工序间退火,是为了进步材料的塑性,消除材料内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种机能的组合。
③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再结晶状态下的软化组织,具有最好的塑性和较低的强度。
(2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。
但此时材料塑性较高,可进行冷加工或矫直工序。
①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。
②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。
铝合金材料及其热处理技术
铝合金是指由铝与其他元素(铜、锌、锰、镁、硅、铁等)组成的合金。
铝合金具有密度小、强度高、耐腐蚀性好、导热性能好、可加工性好等优点,因此在航空航天、汽车、电子、建筑等领域得到了广泛应用。
铝合金材料的热处理是指对铝合金材料进行加热、保温和冷却等过程,以改变其组织结构和性能。
常见的热处理方式包括退火、固溶处理、时效处理等。
其中,时效处理是最常用的热处理方式,能够显著提高铝合金材料的强度和硬度。
铝合金材料的热处理技术是一个复杂的过程,需要考虑多个因素,如材料的成分、加热温度、保温时间、冷却速度等。
在实际应用中,需要根据具体情况选择合适的热处理方案,以满足不同的工程要求。
总之,铝合金材料及其热处理技术在现代工业生产中具有重要的意义,它们为各个领域的技术发展和进步提供了强有力的支撑。