高铬球
- 格式:doc
- 大小:83.50 KB
- 文档页数:3
2024年高铬球市场调研报告1. 概述本报告对高铬球市场进行了综合调研和分析,旨在为投资者和相关行业提供有关高铬球市场的详尽信息和市场趋势分析。
通过调查和研究,本报告总结了高铬球市场的发展现状、竞争态势、市场规模和发展趋势等关键信息。
2. 市场概况2.1 市场定义高铬球是一种用于磨碎和研磨材料的重要消耗品,广泛应用于矿山、水泥、电力等行业的球磨机中。
它由高铬合金材料制成,具有高强度、耐磨性强等特点。
2.2 市场发展历程高铬球市场起源于上世纪70年代,随着工业化进程的加快,矿山、水泥等行业对高铬球的需求不断增加。
市场规模逐年扩大,市场竞争也日益激烈。
目前,全球高铬球市场呈现出稳定增长的态势。
2.3 市场特点高铬球市场具有以下几个特点:•市场需求稳定增长:受到矿山、水泥等行业的持续发展影响,高铬球市场需求稳定增长。
•市场竞争激烈:市场上存在着多家高铬球生产企业,市场竞争非常激烈。
•技术升级换代迅速:为了提高产品质量和市场竞争力,高铬球生产企业不断进行技术创新和设备更新。
3. 市场规模和竞争态势3.1 市场规模根据调查数据显示,截至2020年,全球高铬球市场的规模约为XX亿美元。
其中,中国高铬球市场占据了较大的市场份额。
3.2 市场竞争态势目前,全球高铬球市场的竞争格局较为分散,竞争格局主要由国内和国际两类企业组成。
在国内市场上,已经形成了一些大型高铬球企业,这些企业在市场份额上占据主导地位。
而国际市场上,一些跨国公司通过资本运作和技术优势,也在市场竞争中占据一定的份额。
4. 市场发展趋势4.1 技术创新驱动为应对市场竞争和客户需求,高铬球生产企业将加大技术研发和创新力度。
通过引进先进的生产设备和工艺,提高产品质量和生产效率,进一步提高市场竞争力。
4.2 行业整合加速随着市场竞争加剧,高铬球企业将积极进行行业整合,通过兼并、重组等方式来扩大市场份额和规模效应。
4.3 市场需求多元化随着工业结构的调整和升级,高铬球市场的需求也将逐渐呈现多元化发展趋势。
高铬球化学成分
高铬球是一种常见的磨料材料,其化学成分对其性能影响较大。
高铬球主要由铬、铁、碳、硅等元素组成,其中铬为主要元素,其含量可以达到10%-30%。
高铬球的化学成分对其强度和耐磨性有很大影响。
铬是高铬球中的主要合金元素,它可以提高球体的硬度和耐磨性。
同时,铬与碳结合形成碳化铬,这种物质具有极高的硬度和耐腐蚀性,可以提高高铬球的耐蚀性。
高铬球中的铁含量通常在60%-70%之间。
铁是高铬球中的主要基础元素,对其力学性能和化学性能有很大影响。
铁的含量会影响高铬球的硬度、韧性和抗拉强度等性能参数。
高铬球中的碳含量通常在1%-3%之间。
碳是高铬球中的重要元素之一,可以提高球体的硬度和强度。
碳与铬结合形成碳化铬,可以提高高铬球的耐磨性和耐腐蚀性。
高铬球中的硅含量通常在0.5%-2%之间。
硅是一种重要的合金元素,可以提高高铬球的耐磨性和耐腐蚀性。
此外,硅还可以提高高铬球的强度和硬度。
高铬球的化学成分对其性能的影响非常显著。
在生产过程中,需要严格控制高铬球的化学成分,以保证产品的质量。
同时,也需要根
据不同的应用场合选择不同化学成分的高铬球,以满足各种需求。
高铬球的化学成分对其性能有着重要的影响。
在生产和应用中,需要根据具体情况选择不同化学成分的高铬球,以满足各种需求。
铸造钢球可以分为三个类别包括高铬球、中铬球和低铬球。
1、高铬球质量指标
高铬球的含铬量是大于等于10.0%。
含碳量在1.80%和3.20%之间。
根据国家标准,高铬球硬度必须不小于58hrc,冲击值应大于等于3.0j/cm2。
若达此硬度高铬球必须用高温淬火和回火处理。
目前国内高铬球淬火有两种方法包括油淬火和风力淬火。
如果高铬球测试硬度低于54HRC,就意味着它没有经过淬火处理。
2、中铬球质量指标
中铬球规定含铬量范围从3.0%到7.0%,含碳量在1.80%和3.20%之间。
它的冲击值应不小于2.0j/cm2。
国家标准要求中铬球硬度应该大于等于47hrc。
为确保质量,中铬球应经高温回火处理消除铸造应力。
如果钢球的表面呈黑红色,证明钢球经过高温回火处理了。
如果钢铁球表面仍然带有金属本色,我们可以判断钢球没有经过高温回火处理。
3、低铬球质量指标
一般来说,低铬球含铬量为0.5%到2.5%,含碳量从1.80%到3.20%。
因此,根据国家标准,低铬球硬度应该不小于45hrc,冲击值应该不小于1.5j/cm2。
低铬球也需要高温度回火处理来保证质量。
这种处理可以消除铸造应力。
如果钢球的表面呈深红色,表明经过了高温回火处理。
如果表面仍然呈金属本色,表明钢球没经过高温回火。
铸造钢球通常是用于大规模开矿的各种水泥厂、化工厂、发电厂、石英砂厂、硅砂厂等。
3..铸造高铬球力学性能,可根据客户要求生产。
一高铬球的主要优点:耐磨性能好、抗冲击能力强、耐腐蚀性强含铬量越高则耐磨度越好,球耗越低。
高铬球指含铬量8.0%~30.0%的工业耐磨钢球,硬度:60以上中铬球含铬量3.00%~8.00%,硬度:45-60低铬球含铬量0.50%~3.00%,硬度:20-45在磨机工矿条件较为恶劣的矿山和火电能源行业采用耐磨性强的高铬铸球取代低铬铸球和锻打钢球是一场革命,高铬铸球取代中、低铬铸球和锻打钢球是一种必然趋势。
国外矿山企业大部分都早已采用高铬合金铸球作为研磨体。
好的高铬球通过科学合理的化学成份匹配和热处理工艺参数的优化调整,使产品回火后硬度(HRC)可达到63-68、冲击值≥4J/㎝2以上、国标3.5米高度落球试验机抗冲击疲劳试验其单个落球次数超过20000次以上,并且科研人员采用动载磨料磨损试验机多次反复检测该产品显示出传统高、低铬铸球无与伦比的高耐磨性能,耐磨性是普通低铬球的2倍以上(传统高铬球硬度HRC在56左右,冲击值≥2.5J/㎝2左右、国标3.5米高度落球试验机抗冲击疲劳试验单个落球次数仅在8000次左右)。
高铬球最重要的特点就是在化学成份匹配上进行了微量合金化(加入多种合金细化晶粒),硬度较低铬球提高HRC15以上,耐磨性能大幅提高,为企业带来多方面的经济效益。
(1)由于该产品硬度HRC≥63以上,因而有良好的耐磨性能;(2)冲击值≥4J/㎝2以上,又有很好的抗冲击能力,破碎率极低;(3)加之该高铬球进行了合金化处理其组织细化,晶粒度分析每立方毫米其晶粒数达到4-5万个,用强酸强碱腐蚀其耐腐蚀能力相当之强。
因此耐磨性能好磨耗低,研磨效率高,磨机内球的级配稳定不易发生变化,不仅在一定程度上增加了矿粉细度、提高了台时产量,而且还保证了矿粉质量。
同时延长了补加球的周期,大大减轻了工人劳动强度,尤其大大减少了补加球的数量。
含铬量越高则耐磨度越好,球耗越低,经济效益越好,价格也就越高。
根据破碎力作用的方式可以将破碎机粗略地分为两大类:(1)破碎机;(2)磨矿机。
高铬球、中铬球、低铬球、锻打钢球性能指标
1、高铬球质量指标:
含铬量≥10.0%、含碳量在1.80%-3.20%之间都称为高铬球,国家标准要求高铬球硬度(HRC)必须≥58以上,冲击值ak≥3.0J/㎝2,若达此硬度高铬球必须采用高温淬火+回火处理(目前国内高铬球淬火有油淬和风淬两种淬火方式),如检测硬度(HRC)低于54以下说明高铬球没有经过淬火处理。
2、中铬球质量指标:
含铬量3.0%~7.0%,含碳量在1.80%-3.20%之间都称为中铬球,冲击值ak≥2.0J/㎝2,国家标准要求中铬球硬度(HRC)必须≥47以上,为保证钢球质量中铬球需采用高温回火处理(以达到消除铸造应力之目的),如钢球表面呈暗红色表明产品已经过高温回火处理、如钢球表面仍呈金属本色表明产品没有高温回火处理。
3、低铬球质量指标:
含铬量0.5%~2.5%,含碳量在1.80%-3.20%之间都称为低铬球,国家标准要求低铬球硬度(HRC)必须≥45以上,冲击值ak≥1.5J/㎝2,为保证钢球质量低铬球也需采用高温回火处理(以达到消除铸造应力之目的),如钢球表面呈暗红色表明产品已经过高温回火处理、如钢球表面仍呈金属本色表明产品没有高温回火处理。
4、锻打钢球质量指标:
含铬量0.1%~0.5%(锻打球一般情况下不含铬),含碳量在1.0%以下并且钢球采用高温锻打制造,有些锻打钢球表面硬度(HRC)虽然可以达到≥56
以上(淬透层只有15㎜左右),因锻打钢球材质淬透性较差其心部硬度一般只有30多度,正常情况下锻打钢球时常采用水淬处理。
5、耐磨性比较:
经过淬火处理的高铬球>中铬球>低铬球>锻打钢球。
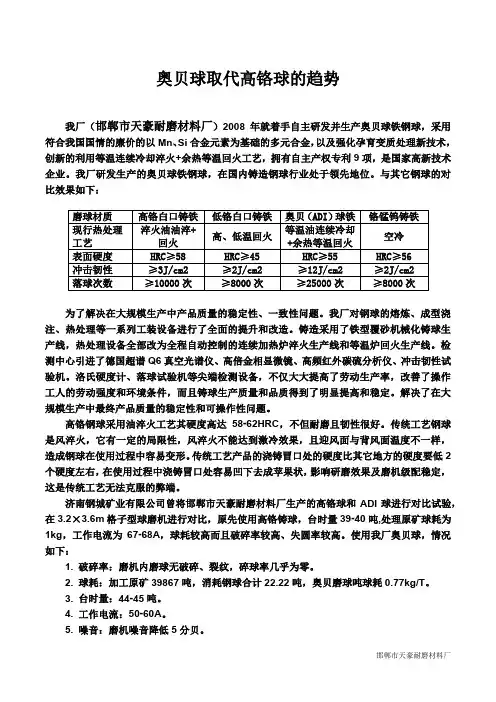
奥贝球取代高铬球的趋势我厂(邯郸市天豪耐磨材料厂)2008年就着手自主研发并生产奥贝球铁钢球,采用符合我国国情的廉价的以Mn、Si合金元素为基础的多元合金,以及强化孕育变质处理新技术,创新的利用等温连续冷却淬火+余热等温回火工艺,拥有自主产权专利9项,是国家高新技术企业。
我厂研发生产的奥贝球铁钢球,在国内铸造钢球行业处于领先地位。
与其它钢球的对比效果如下:为了解决在大规模生产中产品质量的稳定性、一致性问题。
我厂对钢球的熔炼、成型浇注、热处理等一系列工装设备进行了全面的提升和改造。
铸造采用了铁型覆砂机械化铸球生产线,热处理设备全部改为全程自动控制的连续加热炉淬火生产线和等温炉回火生产线。
检测中心引进了德国超谱Q6真空光谱仪、高倍金相显微镜、高频红外碳硫分析仪、冲击韧性试验机。
洛氏硬度计、落球试验机等尖端检测设备,不仅大大提高了劳动生产率,改善了操作工人的劳动强度和环境条件,而且铸球生产质量和品质得到了明显提高和稳定。
解决了在大规模生产中最终产品质量的稳定性和可操作性问题。
高铬钢球采用油淬火工艺其硬度高达58-62HRC,不但耐磨且韧性很好。
传统工艺钢球是风淬火,它有一定的局限性,风淬火不能达到激冷效果,且迎风面与背风面温度不一样,造成钢球在使用过程中容易变形。
传统工艺产品的浇铸冒口处的硬度比其它地方的硬度要低2个硬度左右,在使用过程中浇铸冒口处容易凹下去成苹果状,影响研磨效果及磨机级配稳定,这是传统工艺无法克服的弊端。
济南钢城矿业有限公司曾将邯郸市天豪耐磨材料厂生产的高铬球和ADI球进行对比试验,在3.2×3.6m格子型球磨机进行对比,原先使用高铬铸球,台时量39-40吨,处理原矿球耗为1kg,工作电流为67-68A,球耗较高而且破碎率较高、失圆率较高。
使用我厂奥贝球,情况如下:1.破碎率:磨机内磨球无破碎、裂纹,碎球率几乎为零。
2.球耗:加工原矿39867吨,消耗钢球合计22.22吨,奥贝磨球吨球耗0.77kg/T。
高铬球、中铬球、低铬球、锻打钢球性能指标
1、高铬球质量指标:
含铬量≥10.0%、含碳量在1.80%-3.20%之间都称为高铬球,国家标准要求高铬球硬度(HRC)必须≥58以上,冲击值ak≥3.0J/㎝2,若达此硬度高铬球必须采用高温淬火+回火处理(目前国内高铬球淬火有油淬和风淬两种淬火方式),如检测硬度(HRC)低于54以下说明高铬球没有经过淬火处理。
2、中铬球质量指标:
含铬量3.0%~7.0%,含碳量在1.80%-3.20%之间都称为中铬球,冲击值ak≥2.0J/㎝2,国家标准要求中铬球硬度(HRC)必须≥47以上,为保证钢球质量中铬球需采用高温回火处理(以达到消除铸造应力之目的),如钢球表面呈暗红色表明产品已经过高温回火处理、如钢球表面仍呈金属本色表明产品没有高温回火处理。
3、低铬球质量指标:
含铬量0.5%~2.5%,含碳量在1.80%-3.20%之间都称为低铬球,国家标准要求低铬球硬度(HRC)必须≥45以上,冲击值ak≥1.5J/㎝2,为保证钢球质量低铬球也需采用高温回火处理(以达到消除铸造应力之目的),如钢球表面呈暗红色表明产品已经过高温回火处理、如钢球表面仍呈金属本色表明产品没有高温回火处理。
4、锻打钢球质量指标:
含铬量0.1%~0.5%(锻打球一般情况下不含铬),含碳量在1.0%以下并且钢球采用高温锻打制造,有些锻打钢球表面硬度(HRC)虽然可以达到≥56
以上(淬透层只有15㎜左右),因锻打钢球材质淬透性较差其心部硬度一般只有30多度,正常情况下锻打钢球时常采用水淬处理。
5、耐磨性比较:
经过淬火处理的高铬球>中铬球>低铬球>锻打钢球。
耐磨球高铬球、中铬球,低铬球000000000000一、设备1、无芯感应中频电炉①、用途及优点用途--中频电炉是采用可控硅止中频电源进行感应加热,适合用于冶炼黑色金属、铜、铝及硅镁铁合金等有色金属。
优点---中频感应炉所用电源频率在150一10000赫兹范围内的感应炉称为中频感应炉,其主要频率在150一2500赫兹范围。
国产小频感应炉电源频率为150、1000和2500赫兹三种。
中频感应炉是一种适用于冶炼优质钢与合金的特冶设备,和工额感应炉相比具有以下优点:1)熔化速度快,生产效率高。
中频感应炉的功率密度大,每吨钢液的功率配置比工频感应炉约大20一30%。
因此,在相同条件下中频感应炉的熔化速度快,生产效率高。
2)起动操作方便。
由于中频电流的集肤效应远大于工频电流流,因此中频感应炉在起动时,对炉料没有特殊要求,装料后即可迅速加热升温;而工频感应炉则要求有专门制作的开炉料块(与坩埚尺寸近似,约以坩埚高度一半的铸钢或铸铁块)才能启动加热,而且升温速度很慢。
阅此,在周期作业的条件下大多使用中频感应炉。
起动方便带来的另一个优点是,在周期作业时可以节约电力。
由于以上优点,中频感应炉近几年来,不仅广泛地用于钢与合金的生产领域,而且在铸铁生产中,特别是在周期作业的铸造车间也得到很快的发展。
3)适应性强,使用灵活。
中频感应炉每炉钢液可以全部出净,更换钢种方便;而工频感应炉每炉钢液不允许出净,必须保留一部分钢液供下炉启动,因此更换钢种不方便,只适用于冶炼单一品种钢。
4)电磁搅拌效果较好。
由于钢液承受的电磁力是与电源频率的平方根成反比,因此中频电源的搅拌力比工频电源小。
对于去除钢中杂质和均匀化学成分、均匀温度来说,中频电源的搅拌效果比较好。
工频电源过2、热处理设备什么叫热处理:热处理是将材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部的组织结构,来控制其性能的一种综合工艺过程。
热处理设备有台式回火炉和全自动推杆式热处理生产线以及井式回火炉。
钢球、高铬球、低铬球的定义和应用范围一、钢球钢球是球磨机中最重要的研磨体,国外称为研磨钢球。
钢球是全世界粉碎工业目前乃至可预见将来的第一大耐磨材料消耗件,2010年国内仅选矿一个行业即消耗了约200万吨各种材质的钢球,而水泥工业2010年预计也将消耗创记录的30万吨。
球磨机内使用的钢球若是采用中频电炉熔炼、金属模或砂型铸造的方式生产的,叫做铸造钢球。
铸造钢球材质是按照铬含量分为:高铬钢球,中铬钢球,低铬钢球。
含铬量≥10.0%的钢球称为高铬钢球,含铬量在3.0-7.0%的钢球称为中铬钢球,含铬量≤3.0%的钢球称为低铬钢球。
钢球广泛应用于冶金矿山、水泥建材、火力发电、烟气脱硫、加气混凝土、磁性材料、化工、水煤浆、球团矿、矿渣、超细粉、粉煤灰、碳酸钙、石英砂等行业。
二、高铬球高铬球是球磨机中最重要的研磨体,国外称为研磨钢球。
钢球是全世界粉碎工业目前乃至可预见将来的第一大耐磨材料消耗件,2010年国内仅选矿一个行业即消耗了约200万吨各种材质的钢球,而水泥工业2010年预计也将消耗创记录的30万吨。
高铬球都是采用中频电炉熔炼、金属模或砂型铸造的方式生产的,因此国内耐磨材料厂家时常称为高铬合金铸球。
含铬量≥10.0%、含碳量在1.80%-3.20%之间的钢球都是高铬球,国家标准要求高铬球硬度(HRC)必须≥58度以上,若达此硬度高铬球必须采用热处理淬火处理。
目前国内外高铬球有油淬、风淬、水剂溶液等多种淬火方式,如检测硬度(HRC)低于54度以下则说明高铬球硬度不足或根本没有经过淬火处理。
高铬球广泛应用于冶金矿山、水泥建材、火力发电、烟气脱硫、加气混凝土、磁性材料、化工、水煤浆、球团矿、矿渣、超细粉、粉煤灰、碳酸钙、石英砂等行业。
三、低铬球低铬球是球磨机中最重要的研磨体,国外称为研磨钢球。
钢球是全世界粉碎工业目前乃至可预见将来的第一大耐磨材料消耗件,2010年国内仅选矿一个行业即消耗了约200万吨各种材质的钢球,而水泥工业2010年预计也将消耗创记录的30万吨。
高铬球成分前言高铬球是一种重要的磨球,在矿石破碎和选矿过程中广泛应用。
高铬球成分的优劣直接影响其磨球的性能和使用寿命。
本文将探讨高铬球成分的相关知识,包括成分的选择和影响因素。
成分的选择高铬球的成分主要包括铬含量、碳含量和其他合金元素含量。
铬含量铬是高铬球的主要合金元素,对于提高高铬球的硬度和耐磨性至关重要。
一般来说,铬含量越高,高铬球的硬度越高,耐磨性越好。
然而,过高的铬含量会使高铬球变脆,降低其韧性和抗冲击性能。
因此,合理选择铬含量是关键。
碳含量碳是高铬球的另一个重要合金元素,可以提高高铬球的硬度和耐磨性。
一般来说,碳含量越高,高铬球的硬度越高,但碳含量过高也会使高铬球变脆。
因此,合理选择碳含量也很重要。
其他合金元素含量除了铬和碳,高铬球中通常还添加其他合金元素,如锰、硅和钼等。
这些合金元素的添加可以改善高铬球的性能,如提高高铬球的韧性、抗冲击性能和耐磨性等。
适量添加这些元素可以进一步提高高铬球的综合性能。
影响因素高铬球成分的选择不仅受到材料本身性能的影响,还受到生产工艺和使用环境等因素的影响。
材料性能高铬球的成分选择应根据材料本身的性能要求来确定,包括硬度、韧性、耐磨性等。
不同的工艺要求对高铬球的成分都有一定的要求,需要根据具体情况进行选择。
生产工艺高铬球成分的选择还受到生产工艺的影响。
不同的生产工艺要求不同的成分,如铸造和锻造等工艺对成分的要求有所区别。
在生产过程中,还需要考虑成分的均匀性和稳定性等因素。
使用环境高铬球的使用环境也会影响成分的选择。
如在湿磨矿山和干磨矿山的使用环境下,高铬球的要求和成分选择也有所差异。
不同的使用环境对高铬球的硬度、耐磨性和抗冲击性能等都有一定的要求。
成分优化为了提高高铬球的性能和使用寿命,成分的优化是关键。
通过合理调整成分,可以进一步提高高铬球的硬度、耐磨性、韧性和抗冲击性能等。
成分分析首先需要对不同成分对高铬球性能的影响进行分析。
通过实验和模拟等手段,可以确定不同成分对高铬球性能的影响程度,从而针对性地进行优化。
高铬球市场需求分析引言高铬球是一种用于磨料和耐磨领域的重要材料。
随着工业化进程的不断推进,磨料和耐磨行业的发展迅速,对高铬球的需求也在逐年增加。
本文将对高铬球市场的需求进行分析,探讨其潜在市场机会和发展前景。
1. 高铬球的基本特点高铬球具有以下基本特点:•高硬度:高铬球的硬度一般在HRC50-65之间,具有优异的耐磨性能。
•优异的耐磨性:由于高铬球的特殊合金配方,其耐磨性能远远超过传统材料,能够更好地应对恶劣的磨损环境。
•优异的抗拉强度:高铬球的抗拉强度远高于普通钢球,能够承受更大的冲击和压力。
•优异的抗腐蚀性:高铬球具有良好的抗腐蚀性能,能够在潮湿和腐蚀性环境中长时间使用。
2. 高铬球市场需求分析2.1 磨料行业需求磨料行业是高铬球的主要应用领域之一。
随着工业生产的不断发展,金属矿石的加工和制造行业也在不断扩大,对高铬球的需求量持续增加。
高硬度和耐磨性使得高铬球在磨料行业中发挥重要作用。
尤其是在矿山、水泥、化工等领域,高铬球被广泛应用于球磨机、磨矿机和水泥磨等设备中。
2.2 耐磨领域需求耐磨领域是另一个重要的市场需求来源。
随着工程建设的不断推进和工业设备的广泛使用,各种机械设备的耐磨件需求量不断增加。
高铬球作为一种重要的耐磨材料,其抗磨损性能使得其在耐磨领域有着广泛的应用前景。
例如,在矿山设备、钢铁冶金设备、电力设备等领域,高铬球被广泛用于制造耐磨零部件和耐磨涂层。
2.3 新兴市场需求随着科技的进步和人们对健康生活的追求,一些新兴市场对高铬球的需求也在逐渐增加。
例如,在生物医药领域,高铬球被作为生物材料应用于一些医疗器械和人工关节的制造中。
此外,在环境保护领域,高铬球还可以用于废气处理和废水处理等方面。
3. 市场竞争分析目前,高铬球市场存在着一定的竞争。
国内外众多制造商纷纷涌入该市场,产品竞争激烈。
市场上的高铬球品牌繁多,规格种类多样,价格差异较大。
在国内,一些大型钢铁企业和矿山设备制造商已经开始涉足高铬球的生产。
高铬球市场发展现状引言高铬球是一种重要的磨球材料,广泛应用于矿山、水泥、电力等行业的磨矿设备中。
本文将介绍高铬球市场的发展现状,包括市场规模、主要应用领域、竞争格局等方面。
市场规模随着全球工业发展的加速,高铬球市场逐渐展现出巨大的潜力。
根据市场研究数据显示,高铬球市场在过去几年中持续增长,预计未来几年仍将保持较高的增长速度。
高铬球市场在全球范围内的年销售额已超过数十亿美元。
主要应用领域高铬球主要应用于矿山、水泥、电力等行业的磨矿设备中。
在矿山行业,高铬球被广泛应用于矿石磨矿设备中,用于磨碎矿石并提取有价值的金属。
在水泥行业,高铬球常常用于水泥生产中的水泥磨设备中,用于研磨水泥原料以获得所需的细度。
在电力行业,高铬球被用于磨煤设备中,用于研磨煤炭并提升燃烧效率。
市场竞争格局高铬球市场竞争激烈,主要的竞争者包括国内外一些大型制造商和供应商。
这些公司不仅具有雄厚的技术实力和生产能力,还拥有成熟的销售网络和客户资源。
此外,行业内还存在一些中小型企业,它们通常专注于某一特定领域,通过提供定制化的产品来满足特殊需求。
市场发展趋势随着技术的不断创新和市场需求的不断增长,高铬球市场将呈现出以下几个发展趋势:1.新材料和制造工艺的应用:随着科技的进步,研发出更加高效和耐磨的高铬球材料,以提高磨矿设备的使用寿命和磨矿效率。
2.产品升级和优化:市场竞争使得高铬球制造商需不断改进产品性能,提高产品的抗磨、抗腐蚀性能,以满足对材料强度、硬度和耐用性的不断提升的需求。
3.供应链优化:制造商和供应商之间为了降低生产成本和提高生产效率,将进一步优化供应链,加强原材料采购和产品物流管理。
4.国际市场扩张:随着全球市场的一体化和国际贸易的加强,高铬球制造商将积极寻求国际市场的机会,拓展海外业务。
结论高铬球市场具有巨大的发展潜力,在全球范围内不断壮大。
市场规模不断扩大,主要应用领域稳定增长。
竞争格局激烈,市场发展趋势越趋多元化。
为了在市场中取得竞争优势,高铬球制造商需加强研发创新,不断提升产品性能和质量,并优化供应链,拓展国际市场。
高铬球介绍
高铬白口铸铁磨球也称之为高铬合金铸球、高铬钢球,简称之为高铬球。
国内耐磨材料企业大多数是以中频电炉为主体,通过对合理匹配后的优质废钢、铬合金材料进行熔炼;以及对铁水进行微合金化处理和调质;再加以独特的金属模、砂模浇铸成型工艺;而后经高温淬火+回火处理后获得马氏体基体,以达到较高的硬度和耐磨性。
就化学成份而言,从低铬到高铬有几十种不同的材质,可谓种类繁多。
为了规范行业标准,让人们对铬系合金铸球从理性上有清晰的认识,铸造磨球GB/T17445-2009国家标准规定,低铬球铬含量1%-3%、硬度HRC≥45;多元合金球铬含量4%-6%、硬度HRC≥47;中铬合金球铬含量7%-10%、硬度HRC≥48;高铬合金球铬含量≥10%-14%、硬度H RC≥58;特殊高铬球铬含量超过14%、硬度HRC≥58。
高铬球的优点
国内大多数矿山采用低铬钢球作为研磨体,但因其产品自身强度低,质量差,没有良好的耐磨性能,致使在选矿生产过程中极易产生破碎,导致综合效益大大降低,虽然低铬钢球的市场价格稍低,但从综合经济效益分析,高铬球性价比更高。
在各矿山试验结果显示:原来用低铬球磨耗约2.0Kg,生产100万吨精矿粉需2000吨低铬球,总价值为1200万元;使用高铬球,磨耗约
1.0Kg,价格 9500元/吨,生产100万吨精矿粉需1000吨高铬球,总价值为950万元,可节约350万元。
另外,凤形生产的ZQCr10的普通高铬球,反映在吨精矿粉消耗成本是9.5元,而使用低铬球,反映在吨矿山球耗成本是12元,吨精矿粉球耗成本降低了3.5元,生产100万吨精矿粉可节约350万元,其经济效益非常可观。
高铬球耐磨性是普通低铬球和锻打钢球2倍以上。
由于这种矿山专用高铬球耐磨性能好单仓磨耗低,研磨效率高,磨机内钢球的级配稳定不易发生变化,不仅在一定程度上增加了矿粉细度、提高了台时产量,而且还保证了矿粉质量。
同时延长了补加球的周期,大大减轻了工人劳动强度,尤其大大减少了补加球的数量。
[1]
高铬球选用参考
高铬球是金属模覆砂铸造工艺,用树脂砂造型。
产品表面比较光滑,浇铸帽口较小,即使是Φ120mm磨球浇铸帽口面积仅一元硬币大小,而传统工艺产品浇铸帽口面积约占整个钢球表面积的3/8。
帽口较小是因为模具改进,它的
浇铸帽口只是铁水过道,而传统钢球模具需要保温区,如没有保温区产品会有冷隔现象。
高铬球采用油淬火工艺其硬度高达62-66HRC,不但耐磨而且韧性很好,油淬火磨球是浸泡在油池里,所以淬火比较均匀透彻,磨球在使用过程中失圆也极少。
传统工艺钢球是风淬火,它有一定的局限性,风淬火不能达到激冷效果,且迎风面与背风面温度不一样,造成钢球在使用过程中容易变形。
传统工艺产品的浇铸帽口处的硬度比其它地方硬度要低2个硬度左右,在使用过程中浇铸帽口处容易凹下去成苹果状,影响研磨效果及磨机级配稳定,这是传统工艺无法克服的弊端。
高铬球不但耐磨而且不容易变形,能长期保持球磨机级配稳定,大大提高粉磨系统设备的运转率,同样的单位能耗,截然不同的产量,作为工矿企业来讲,产量就是效益!在国内高铬球的洛氏硬度达到66的并不多,比如安徽省凤形耐磨材料股份有限公司等一些国内知名企业制造的高铬球就能达到标准。
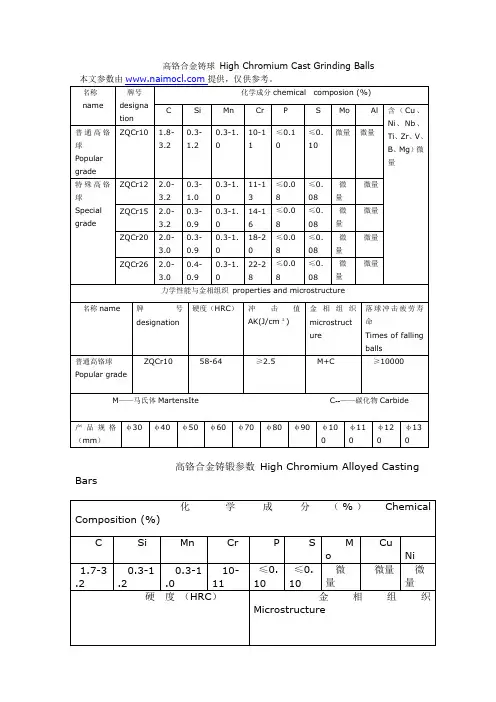
参考技术指标
化学成份
力学性能与金相组织
高铬球规格
作为高铬球的重要技术指标就是硬度指数,选取时应当注意内部硬度和外部硬度的差额并注意标注硬度选用的计量单位
以上文章内容由省认定企业技术中心安徽省凤形耐磨材料股份有限公司撰写,特此声明。