多轴加工应用技术课件.
- 格式:ppt
- 大小:6.00 MB
- 文档页数:43

数控工艺培训教程西南科技大学专业课程—数字控制技术及高级数控编程西安交通大学多轴加工1、概述多轴加工通常为四轴、五轴加工,即刀具运动包含X、Y、Z、A、B或C等方向其中四个坐标以上的联动。
用于加工复杂零件,如具有复杂形状的透平叶轮、大曲率空间凸轮等。
1、概述(续)‰ 曲线五轴加工‰ 钻孔五轴加工‰ 侧壁五轴加工‰ 曲面五轴加工‰ 流线五轴加工‰ 旋转四轴加工ÊToolpath→Multiaxis1、概述(续)‰ 刀具路径: 层切、行切、往复切、U V线切、等高线切等,分别适用于粗加工、精加工、清根加工。
‰ 用刀方法: 底刃、侧刃、前倾、后倾、侧倾。
例如,用球头刀加工曲面,由于越接近刀尖线速度越小,甚至为零,加工质量不高,所以需要把刀具倾斜以提高加工质量。
1、概述(续)创建多轴镗铣加工的一般步骤:‰进入相关加工方式‰选择待加工几何体‰设定加工参数‰验证刀位轨迹‰生成G代码程序2 切削方向¾切削方向:沿曲面箭头所定义的方向3 刀具轴控制方式¾刀具轴控制方式9 领先/滞后曲面9 直线9 点9 曲线9 曲面3 刀具轴控制方式(续)9 Lead/Lag Surface由lead angle值决定刀具轴的方向Êlead angle值为负¾刀柄滞后于刀尖Êlead angle值为正¾刀柄领先于刀尖Êlead angle值为03 刀具轴控制方式(续)9 Point(点):使刀轴始终通过该点来控制刀轴矢量。
用于加工口小腔大的区域。
3 刀具轴控制方式(续)9 Curve(曲线)类似于Point 方式来控制刀轴矢量,使刀轴在切削过程中始终对准控制曲线上的点。
在此可以通过设定Lead Angle和Side Angle(侧角)参数值来辅助曲线方式控制刀轴,系统将自动计算最好的刀具方位。
其中Side Angle(侧角)平面垂直于Lead Angle平面。



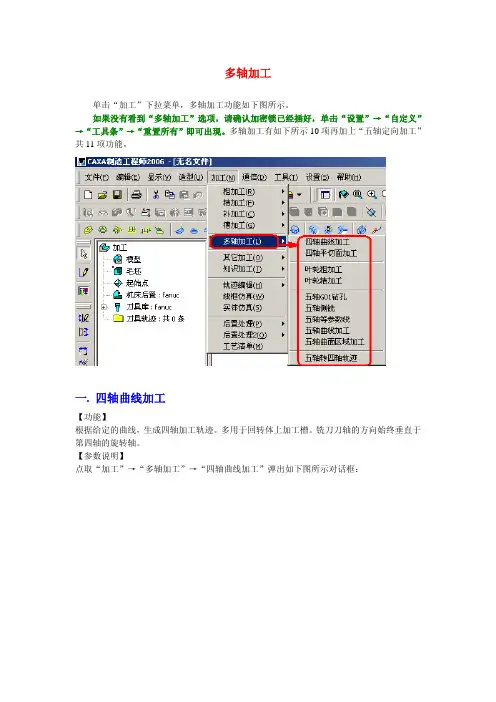
多轴加工单击“加工”下拉菜单,多轴加工功能如下图所示。
如果没有看到“多轴加工”选项,请确认加密锁已经插好,单击“设置”→“自定义”→“工具条”→“重置所有”即可出现。
多轴加工有如下所示10项再加上“五轴定向加工”共11项功能。
一. 四轴曲线加工【功能】根据给定的曲线,生成四轴加工轨迹。
多用于回转体上加工槽。
铣刀刀轴的方向始终垂直于第四轴的旋转轴。
【参数说明】点取“加工”→“多轴加工”→“四轴曲线加工”弹出如下图所示对话框:1.旋转轴(1) X轴:机床的第四轴绕X轴旋转,生成加工代码时角度地址为A。
(2) Y轴:机床的第四轴绕Y轴旋转,生成加工代码时角度地址为B。
2.加工方向生成四轴加工轨迹时,下刀点与拾取曲线的位置有关,在曲线的哪一端拾取,就会在曲线的哪一端点下刀。
生成轨迹后如想改变下刀点,则可以不用重新生成轨迹,而只需双击轨迹树中的加工参数,在加工方向中的“顺时针”和“逆时针”二项之间进行切换即可改变下刀点。
3.加工精度(1)加工误差:输入模型的加工误差。
计算模型的轨迹的误差小于此值。
加工误差越大,模型形状的误差也增大,模型表面越粗糙。
加工精度越小,模型形状的误差也减小,模型表面越光滑,但是,轨迹段的数目增多,轨迹数据量变大。
(2)加工步长:生成加工轨迹的刀位点沿曲线按弧长均匀分布。
当曲线的曲率变化较大时,不能保证每一点的加工误差都相同。
二种方式生成的四轴加工轨迹请看下图。
其中绿色为加工轨迹,点为刀位点,红色直线段为刀轴方向。
加工误差方式控制加工精度步长方式控制加工精度4.走刀方式:(1) 单向:在刀次大于1时,同一层的刀迹轨迹沿着同一方向进行加工,这时,层间轨迹会自动以抬刀方式连接。
精加工时为了保证槽宽和加工表面质量多采用此方式。
(2) 往复:在刀具轨迹层数大于1时,层之间的刀迹轨迹方向可以往复进行加工。
刀具到达加工终点后,不快速退刀而是与下一层轨迹的最近点之间走一个行间进给,继续沿着原加工方向相反的方向进行加工的。