O型圈装配工艺知识培训
- 格式:ppt
- 大小:3.18 MB
- 文档页数:144
手工安装o型圈的安装方法引言O型圈是一种常用的密封元件,广泛应用于各个行业,用于防止液体、气体、粉尘等在连接处泄漏,并且能够承受高压力和高温。
手工安装O型圈需要一定的技巧和注意事项,本文将详细介绍手工安装O型圈的方法和注意事项。
准备工作在进行O型圈的安装之前,需要先准备好一些必要的工具和材料。
具体准备工作如下:1. O型圈:根据实际需要选择合适型号和材质的O型圈。
常见的材质有橡胶、聚氨酯、硅胶等。
2. 清洁工具:使用适当的清洁剂、刷子等清除连接处的污物和油污,确保连接处干净。
3. 安装工具:如扁嘴钳、硬尺等工具,用于调整O型圈的位置和确保其正确安装。
安装步骤接下来,我们将详细介绍手工安装O型圈的步骤和注意事项。
步骤一:清洁连接处首先,使用适当的清洁剂和刷子清洁连接处,将其表面的污物和油污清除干净。
这是为了确保连接处的表面光滑和清洁,有利于O型圈的安装和密封效果。
步骤二:准备O型圈取出所需的O型圈,并检查其表面是否有损坏或破裂。
如果有,需要更换新的O型圈。
此外,还需要根据实际需要选择合适直径和厚度的O 型圈。
确认O型圈的质量和尺寸正确后,可以进行下一步。
步骤三:安装O型圈将O型圈小心地放置在连接处,并用扁嘴钳或硬尺等工具轻轻地将其推入位。
在安装过程中,需要注意以下几点:1. 不要用力过猛,避免损坏O型圈。
2. 避免使用锐利的工具,以免切破O型圈。
3. 确保O型圈的位置正确,没有歪斜或卡住。
步骤四:确认安装安装完成后,需要确认O型圈是否正确安装。
可以通过以下几个方面进行确认:1. 检查O型圈是否完整,没有损坏或破裂。
2. 检查O型圈是否牢固地固定在连接处,没有松动或移位。
3. 检查O型圈是否与连接件完全贴合,没有间隙或漏洞。
注意事项在手工安装O型圈时,需要注意以下几点:1. 使用合适的O型圈:根据具体的使用环境和要求选择合适材质和尺寸的O型圈。
2. 谨慎操作:在安装过程中,要小心操作,避免对O型圈造成损坏。



31
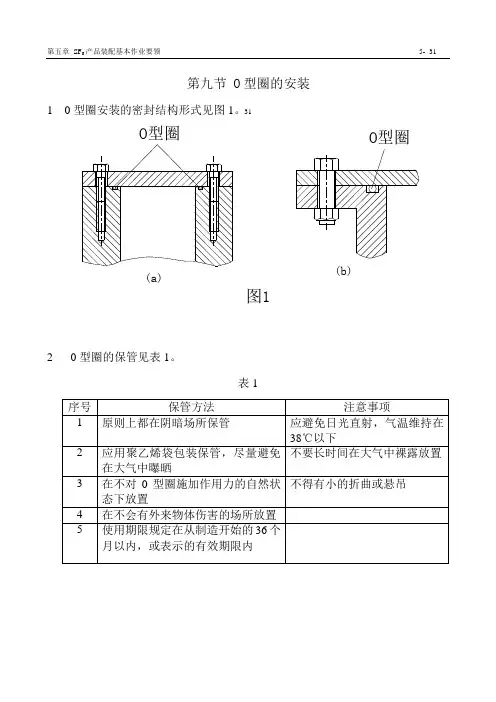
第九节 O 型圈的安装
1 0型圈安装的密封结构形式见图1。
2 0型圈的保管见表1。
表1
32 3 安装作业
3.1 确认密封槽、法兰面不允许有锈斑或划伤(目视检查)。
3.2 清理密封槽、法兰面。
3.2.1 手工擦洗时,使用酒精擦洗。
3.2.2 使用干燥、清洁的工业洁净纸或白的确良布清理。
3.3 检查O 型圈
3.3.1 对于O 型圈圆周,用手摸或目视确认其没有划伤。
3.3.2 确认O 型圈在使用期限内。
3.4 O 型圈的安装
3.4.1 再一次确认O 型圈槽内无伤痕和灰尘。
3.4.2 把O 型圈放入槽内,应注意:
1)槽内不能残留清洗剂。
2)对SF 6气体密封胶使用场所,应参照《SF 6气体密封胶的涂敷》进行。
3)在不使用SF 6气体密封胶的地方,应在槽内或O 型圈上涂敷本顿润
滑脂固定以避免O 型圈掉落或从槽中滑出。
3.5 安放法兰
3.5.1 清洗法兰面,确认无划伤、灰尘。
3.5.2 O 型圈外圆周及与空气接触面A 处应薄薄地涂上一层SF 6气体密封胶或本顿润滑脂(见图2)。
1)SF6气体密封部分,涂敷密封胶或本顿润滑脂。
2)空气密封部位,依据空气罐和控制阀的密封要求,涂敷本顿润滑脂或密封胶。
3.5.3 确认法兰相对应O型圈的尺寸,保证O型圈不从槽中滑出。
3.5.4 法兰面在安装螺栓时,不要单面紧固而要成对角线互相紧固。

o型密封圈装配注意事项O型密封圈是一种常用的密封元件,广泛应用于各种机械设备中,以确保设备的密封性能。
在O型密封圈的装配过程中,需要注意一些关键点,以确保密封圈的正常工作和长久的使用寿命。
装配O型密封圈之前,需要仔细检查密封圈的质量和尺寸。
确保密封圈没有划痕、裂纹或变形等缺陷,并且尺寸与设备要求的相符合。
如果发现密封圈存在问题,应及时更换,以免影响密封效果。
装配密封圈时应注意避免密封圈受到损坏。
在将密封圈安装到设备的槽口中时,应采用适当的工具和方法,避免使用力过大或过小造成密封圈的变形或破损。
同时,要确保槽口表面光滑,无毛刺或凸起,以免刮伤密封圈。
装配密封圈时需要注意正确的安装方向。
O型密封圈通常有两个面,一个是凸起的外圆面,另一个是凹陷的内圆面。
在装配过程中,应将凸起的外圆面朝向设备内部,凹陷的内圆面朝向设备外部。
这样可以确保密封圈与设备之间形成良好的密封效果。
装配密封圈时要注意润滑。
适量的润滑剂可以减少密封圈与设备接触时的摩擦和磨损,延长密封圈的使用寿命。
但是需要注意选择适合的润滑剂,避免与密封圈材料发生不兼容的化学反应,导致密封圈老化或损坏。
在密封圈装配完成后,需要进行密封性能的测试。
可以通过注入压力介质或进行泄漏测试等方法,检查密封圈是否能够有效阻止介质泄漏。
如果出现泄漏问题,应及时检查并调整密封圈的装配方式或更换密封圈,以保证设备的正常运行。
在使用过程中还需要注意定期检查和维护密封圈。
密封圈可能会受到磨损、老化或损坏,因此应定期检查并及时更换。
同时,要避免使用过高或过低的温度,以免导致密封圈失效。
O型密封圈的装配是确保设备密封性能的重要环节。
在装配过程中,需要注意密封圈的质量、安装方向、润滑和测试等关键点。
只有正确进行密封圈的装配和维护,才能保证设备的正常运行和长久的使用寿命。
o型圈的安装和使用方法O型圈是一种常见的密封元件,广泛用于各种机械设备中。
它具有结构简单、安装方便、密封性能好等特点,被广泛应用于汽车、机械、电子等领域。
本文将介绍O型圈的安装和使用方法。
一、O型圈的安装方法1. 准备工作:首先,需要准备好O型圈和安装工具,如钳子、扁嘴钳等。
确保O型圈的尺寸符合要求,并检查其表面是否有损坏或异物。
2. 安装位置:确定O型圈的安装位置,通常是在两个连接部件之间的密封面上。
确保连接部件的表面平整、光滑,无明显凹凸或划痕。
3. 安装步骤:(1) 将O型圈放置在安装位置上,确保圈口与密封面完全贴合。
(2) 使用工具轻轻将O型圈压紧,确保其均匀受力,避免过度压紧导致变形或破裂。
4. 检查密封效果:安装完成后,可以通过注入润滑剂或介质进行测试,检查O型圈的密封效果。
如发现泄漏或渗漏现象,需要重新安装或更换O型圈。
二、O型圈的使用方法1. 温度适应性:O型圈的使用温度范围通常为-30℃至+120℃。
在使用过程中,应注意避免超出其温度范围,以免导致硬化、变形或失效。
2. 压力适应性:O型圈的密封性能与其所受压力密切相关。
在使用时,应确保O型圈的耐压性能符合要求,避免因超出其承受范围而导致泄漏。
3. 介质适应性:不同材质的O型圈对介质的适应性有所差异。
在选择O型圈时,应根据介质的性质选择相应的材质,以确保其良好的密封性能。
4. 维护保养:定期检查O型圈的密封性能,如发现老化、损坏或硬化等情况,应及时更换。
另外,注意避免使用锋利工具或化学溶剂等物质接触O型圈,以免导致损坏。
5. 存放方法:未使用的O型圈应存放在干燥、阴凉的环境中,避免阳光直射或潮湿环境。
存放时应注意避免与锐利物品或化学品接触,避免损坏。
6. 注意事项:(1) 在安装和使用O型圈时,应避免过度拉伸或扭曲,以免影响其密封性能。
(2) 在使用O型圈的过程中,应注意避免强烈撞击或挤压,以免导致损坏或失效。
(3) 在选择O型圈时,应根据实际应用需求综合考虑其材质、尺寸、耐温性能等因素,以确保其适用性和可靠性。

o型圈设计知识大全一、O形橡胶密封圈是一种断面形状为圆形的密封元件,它广泛用于多种机械设备中,在一定温度、压力及不同的液体或气体介质中起到密封作用,与其它密封圈相比,具有如下的优越性能:①、密封部位结构简单,安装部位紧凑,而且重量较轻。
②、有自密封作用,往往只用一个密封件便能完成密封效果。
③、密封性能好,用作固定密封时几乎没有泄漏,用作运动密封时,只在速度较高时才有些泄漏。
④、运动摩擦阻力很小,对于压力交变的场合也能适应。
⑤、尺寸和沟槽已标准化,成本低,产品易得,便于使用和外购。
与其它密封圈相比,也存在下列三个问题:①、起动时的摩擦阻力大。
②、用作气动装置的密封时,必须加润滑油,防止磨损。
③、对偶合配件,如运动面、沟槽、间隙等的加工尺寸及精度要求很严。
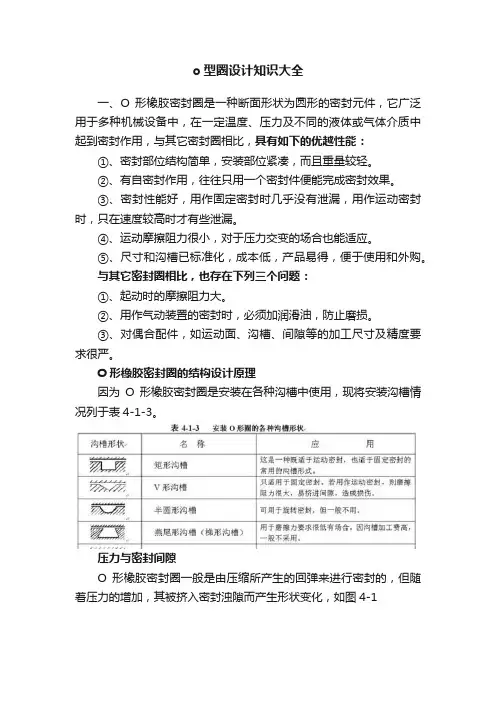
O形橡胶密封圈的结构设计原理因为O形橡胶密封圈是安装在各种沟槽中使用,现将安装沟槽情况列于表4-1-3。
压力与密封间隙O形橡胶密封圈一般是由压缩所产生的回弹来进行密封的,但随着压力的增加,其被挤入密封浊隙而产生形状变化,如图4-1为了使O形橡胶密封圈具有良好的密封作用和延长使用寿命,必须使O形橡胶密封圈的安装沟槽和密封部位的间隙设计恰当,当间隙过大时O形橡胶密封圈在油压的作用下挤间隙,造成损伤,从而引起漏损。
当工作压力小于9.8Mpa时一般不设计挡圈,当压力大于9.8Mpa 时O形橡胶密封圈承压面易被挤出,应加挡圈;若单向受压,在承压面设置一个挡圈,若是双向受压则要设置二个挡圈,如图4-2O型圈执行标准O型圈的硬度与沟槽最大间隙及工作压力关系密封间隙的大小与压力等级、橡胶硬度及O形橡胶密封圈断面的直径相关情况,见下表:活塞杆密封中沟槽深度缸孔密封时沟槽的深度径向密封沟槽的深度一般径向密封沟槽宽度; 见表4-1-5不同截面O形橡胶密封圈轴向沟槽宽度和深度轴向密封沟槽宽度和深度;轴向密封沟槽宽度和深度见表4-1-8O型圈橡胶材料的硬度与工作压力的关系在橡胶材料标准中,以硬度和压缩永久变形两项性能最为主重。

o型圈成型工艺O型圈成型工艺是一种常用的密封件制造方法,广泛应用于各个行业。
本文将介绍O型圈成型工艺的原理、工艺流程以及其在实际应用中的优势。
一、O型圈成型工艺的原理O型圈是一种环形橡胶密封件,其截面呈圆形,具有良好的弹性和密封性能。
O型圈成型工艺的原理是通过将橡胶材料加热软化后,将其注入到模具中,经过冷却固化后得到成型的O型圈。
成型后的O型圈具有一定的硬度和弹性,能够在密封件安装时提供良好的密封效果。
二、O型圈成型工艺的工艺流程1. 材料准备:选择合适的橡胶材料,根据实际需求确定硬度和耐温性能等参数。
2. 模具设计:根据O型圈的尺寸和形状要求,设计相应的模具。
3. 材料预处理:将橡胶材料进行预处理,包括清洗、干燥等步骤,以确保材料的质量。
4. 加热软化:将橡胶材料加热至一定温度,使其软化并具备流动性。
5. 注入模具:将软化后的橡胶材料迅速注入到预先设计好的模具中。
6. 冷却固化:待橡胶材料在模具中冷却固化后,取出成型的O型圈。
7. 后处理:对成型的O型圈进行修整、清洁等处理,以提高其表面质量和密封性能。
8. 检验包装:对成品进行质量检验,合格后进行包装,以便运输和使用。
三、O型圈成型工艺的优势1. 灵活性高:O型圈成型工艺适用于各种不同尺寸和形状的O型圈制造,具有较高的灵活性。
2. 生产效率高:O型圈成型工艺采用模具注塑的方式,生产效率较高,能够满足大批量生产的需求。
3. 成本较低:相比其他制造方法,O型圈成型工艺的成本较低,适用于大规模生产和经济性要求较高的场合。
4. 密封性能好:成型的O型圈具有良好的弹性和密封性能,能够有效防止液体或气体的泄漏。
5. 耐用性强:O型圈成型工艺制造的O型圈具有较好的耐磨损和耐老化性能,能够长时间保持良好的密封效果。
O型圈成型工艺是一种常用的密封件制造方法,具有灵活性高、生产效率高、成本较低、密封性能好和耐用性强等优势。
在实际应用中,O型圈成型工艺被广泛应用于汽车、机械、化工等领域,为各行业提供了可靠的密封解决方案。
内部教育训练资料第一单元橡胶材质简介一、橡胶基本知识(一)、橡胶有关简介橡胶工业在国民经济中占有极其重要的地位。
首先,从材料学的观点来说,材料大致可以分为二类:一类是结构材料:主要使用它的强度、弹性等力学性能。
二类是功能材料:主要使用它的声、光、电磁、热等功能。
由于橡胶具有独特的高弹性能,优异的疲劳性能,极好的电绝缘性能和耐磨性等。
被广泛用于制造轮胎、减震制品、密封制品、化工防腐材料和电缆绝缘材料。
此外,它又可制成声学橡胶、磁性运输带、特种电热片等,因此,无论在国防工业、交通运输、机械制造方面,还是在农业、医学卫生、日常生活方面,橡胶都有着极其广泛的用途。
据统计:一架飞机需橡胶零件2000多件,耗胶560公斤。
一辆四吨解放牌载重汽车需用橡胶制品178件,耗胶183公斤。
一台轧钢机需用橡胶1800公斤。
一艘万吨轮船则耗胶1万多公斤。
(二)、橡胶制品的分类1.轮胎2.胶带(运输胶带、传动胶带)3.胶管4.胶鞋5.橡胶工业制品(三)、橡胶制品生产的基本工艺过程橡胶制品生产的基本工艺包括塑炼、混炼、压炼、压出、成型、硫化六个基本工序。
1. 塑炼:使生胶弹性减小,可塑性提高。
2. 混炼:为了提高橡胶的物理性能、机械性能,使加工中用的硫化剂、促进剂、补强剂、填充剂、活性剂、防老剂、软化剂、着色剂等各类化学剂均匀得分散于胶料中。
3. 压延、压出、成型:即将混炼胶通过专门的设备制成各种未各种未硫化的橡胶半成品。
4. 硫化:指在一定温度、压力下,经过一定的时间,使橡胶与硫化剂发生化学反应,从而制出弹性能好、强度高的橡胶制品。
5.塑炼混炼压出抽出存放成型毛边品修二烤品检包装(四)、橡胶的种类丁苯橡胶SBR异戊橡胶IR顺丁橡胶BR氯丁橡胶CR氢化丁腈橡胶 HNBR通用合成橡胶乙丙橡胶EP丁基橡胶IIR丁腈橡胶NBR氟橡胶VT 、FKM氟硅橡胶 FSIL硅橡胶SIL聚硫橡胶T特种合成橡胶氯醇橡胶丙稀酸酯橡胶聚氨酯橡胶聚乙烯橡胶Hypalon五)、橡胶的定义橡胶是唯一具有高度伸缩性与极好弹性的高分子聚合物。