GOM光学扫描变形测量分析系统PONTOS
- 格式:pdf
- 大小:1.42 MB
- 文档页数:17
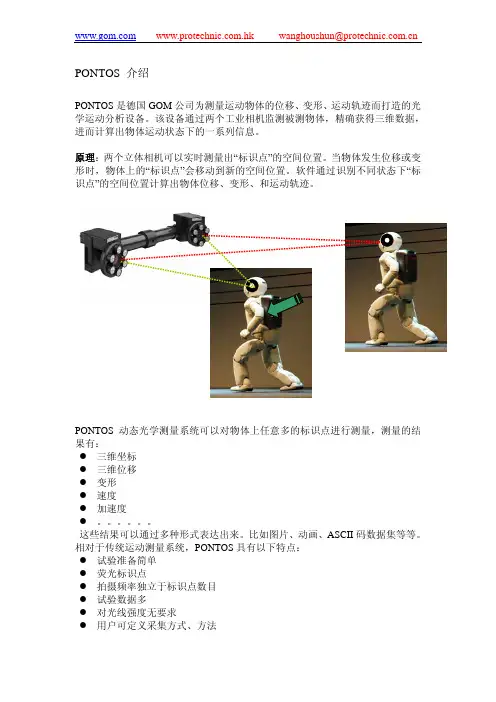
PONTOS 介绍
PONTOS是德国GOM公司为测量运动物体的位移、变形、运动轨迹而打造的光学运动分析设备。
该设备通过两个工业相机监测被测物体,精确获得三维数据,进而计算出物体运动状态下的一系列信息。
原理:两个立体相机可以实时测量出“标识点”的空间位置。
当物体发生位移或变形时,物体上的“标识点”会移动到新的空间位置。
软件通过识别不同状态下“标识点”的空间位置计算出物体位移、变形、和运动轨迹。
PONTOS动态光学测量系统可以对物体上任意多的标识点进行测量,测量的结果有:
z三维坐标
z三维位移
z变形
z速度
z加速度
z。
这些结果可以通过多种形式表达出来。
比如图片、动画、ASCII码数据集等等。
相对于传统运动测量系统,PONTOS具有以下特点:
z试验准备简单
z荧光标识点
z拍摄频率独立于标识点数目
z试验数据多
z对光线强度无要求
z用户可定义采集方式、方法
基于以上特点,PONTOS被广泛应用于各个领域。
比如撞击试验、组件动态行为研究、风洞试验、动载荷试验、NVH、落体试验、仿真验证等等。
案例1:假人撞击试验
初始状态
变形(矢量)轨迹
中间状态
变形(矢量)轨迹
结束状态
变形(矢量)轨迹
案例2:手机跌落试验
准备跌落
手机长度变化图
手机宽度变化图
各部件相对位移
按键距离变化图
跌落过程中 各部件相对位移
跌落结束。

ATOS 3D光学扫描系统心得总结通过对ATOS 3D光学扫描系统的学习我得出以下心得:首先是对ATOS 3D更为了解。
作为全球三维光学测量领域的领导者,德国GOM公司的ATOS三维扫描仪提供为工业测量提供一种非接触式的三维光学测量和质量评估的解决方案。
ATOS采用立体相机测量技术和先进的电外差相位测量光栅,可在1-2秒钟内获得多达4百万的高精度点云数据,并可满足在任何环境,对不同尺寸的复杂零件进行三维测量,更提供完整的误差分析和评估功能,是产品开发和质量检测的必备工具。
其独特的流动式设计和不同视鱼点云的自动拼合技术,使扫描不需要借助干机床的驱动,扫描范围可达20米,可广泛应用干汽车、模具、航空航天、涡轮叶片、精密注塑和压铸、玩具、文物、消费品等行业。
ATOS扫描头由左右两个高分辨率的工CCD 相机和光栅投影单元组成,采用结构光测量的方式、利用光栅投影单元将一组且有相位信息的光栅条纹投影到测量工件表面,左右两个高分辨运数码相机进行同步的测量,利用立体相机下测量的原理可以在极短的时间内获得物休美面高密度的三维数据,和用参考点拼接技术,将不同位置和鱼度的测量数掘自动对齐,从而获得完整的扫描结果。
除此之外,我的专业知识也得到了相应的提升,同时也加深了我对实践的重要性的理解。
认识在实践的基础上产生,但是认识一经产生就具有相对独立性,可以对实践进行指导。
实践就是把我们在学校所学的理论知识运用到客观实际中去,使自己所学的理论知识有用武之地。
只学不实践那么所学的就等零,另一方面,实践还可以为以后找工作打基础。
通过这段时间的学习学到了一些在学校里学不到的东西。
因为环境的不同,接触的人于事不同,从中所学的东西自然也就不一样了。
要学会从实践中学习从学习中实践。
我们不只要学好学校里所学的知识,还要不断从生活中,实践中学到其他知识,不断地从各方面武装自己,才能在竞争中突出自己、表现自己。

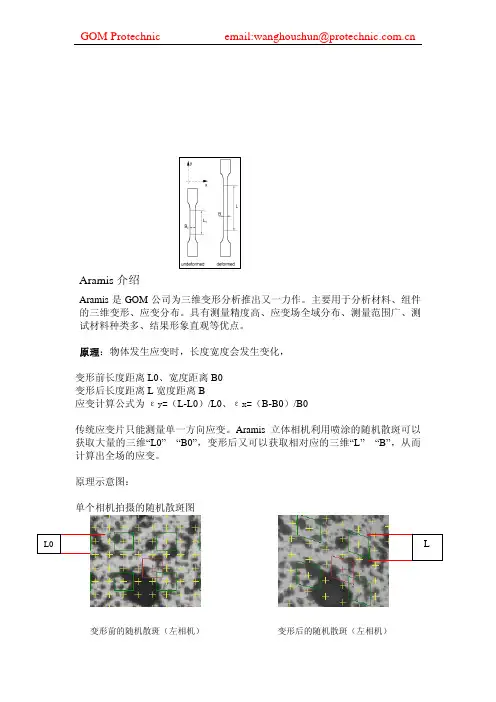
Aramis 介绍Aramis 是GOM 公司为三维变形分析推出又一力作。
主要用于分析材料、组件的三维变形、应变分布。
具有测量精度高、应变场全域分布、测量范围广、测试材料种类多、结果形象直观等优点。
原理:物体发生应变时,长度宽度会发生变化,变形前长度距离L0、宽度距离B0变形后长度距离L 宽度距离B应变计算公式为εy=(L-L0)/L0、εx=(B-B0)/B0传统应变片只能测量单一方向应变。
Aramis 立体相机利用喷涂的随机散斑可以获取大量的三维“L0” “B0”,变形后又可以获取相对应的三维“L” “B”,从而计算出全场的应变。
原理示意图:单个相机拍摄的随机散斑图变形前的随机散斑(左相机) 变形后的随机散斑(左相机)Aramis立体相机得到的三维图变形前得到L0 变形后得到L从而得到全场应变Aramis得到的结果有:z全场三维坐标z位移分布z应变分布z位移速率z应变速率z厚度减薄率z。
由于具有非接触、高精度、测试材料种类多、测量范围广、结果形象直观等特点,Aramis在研究机构、生产企业得到了广泛应用,主要用于:z材料测试z材料特性研究z FLC曲线测量z数字仿真验证z强度测量z部件关系测量z非线性行为研究z。
铆接两块铝板进行拉伸测试失效前的Y向应变分布案例2哥伦比亚航天事故分析•确定隔热泡沫溅射所引起的损伤容限阈值•开发和验证有限元计算模型•预测由于撞击而产生的效应试验准备:喷涂散斑安装高速摄像机泡沫撞击航天飞机材料产生的位移分布。
TRIOPTICS GmbH高精度光学测量系统北京全欧光学检测仪器有限公司北京,朝阳区,酒仙桥东路1号,M7栋,东5层,100015Tel: (010)8456 6186, Fax: (010)8456 9901, E-mail: tianhebin@李崧/139******** 田贺斌/135******** 郑坤/151********德国TRIOPTICS GmbHTRIOPTICS公司成立于1991年,总部位于德国汉堡,二十多年来一直致力于全自动、高精度光学检测仪器的研究、开发和生产。
TRIOPTICS公司的产品在全球范围内的光学相关企业和科研院所都得到了广泛应用,部分产品的测试结果已成为公认的业界标准。
北京全欧光学检测仪器有限公司TRIOPTICS CHINA北京全欧光学检测仪器有限公司(TRIOPTICS CHINA)系德国TRIOPTICS GmbH在中国的分公司,总部位于北京,在上海、成都设有办事处。
全欧光学负责TRIOPTICS产品在中国的销售及技术支持,包括安装、培训及售后服务。
部分客户国内部分客户长春光机所西安光机所上海光机所上海技物所成都光电所福建光学所苏州医工所新疆理化所北京理化所上海天文台国家计量院福州计量所中科院空间中心清华北航山大天大浙大苏大北理工北工大哈工大浙师大长春理工军械学院国防科大014所205所209所211所298所613所618所218厂248厂318厂559厂630厂3304厂富士康伟创力捷普三洋玉晶松下亚洲光学LargenMOTOZeissNewportCBCSwissOptic中电11所中电44所中电53所航天13所航天33所航天206所航天502所航天508所航天802所航天803所航天8358所船舶717所公安部一所永新凤凰舜宇福晶高意大族华科大立高德上光宇迪福特科鑫圆锗业产品目录OptiSpheric 通用途光学测量系统(测焦仪)-P06OptiCentric 中心偏差测量仪-P11OptiSurf 镜面定位仪(透镜中心厚度及空气间隔测量系统)-P30PrismMaster 精密测角仪-P35Spherometer 超级球径仪-P37ImageMaster Universal 科研级高精度传函仪-P40ImageMaster HR 立式紧凑型传函仪-P45ImageMaster PRO 产线用快速传函仪-P47SpectroMaster 折射率测量仪-P49TriAngle 电子自准直仪/内调焦电子自准直仪-P52WaveMaster 波前测量系统-P56AsperoMaster 非球面面形测量仪-P61OptiSurf 300 纳米级高速表面轮廓测量仪-P62µPhase干涉仪-P65Optoliner CCD性能测试系统-P72OptiSpheric通用途光学测量系统(测焦仪)功能:EFL、BFL、FFL、轴上MTF、曲率半径等非接触式测量。
PONTOS三维动态变形测量 ——零件的变形分析PONTOS三维变形测量的应用PONTOS 测试系统取代了传统的位移传感器和加速度传感器,适用于各种零件,采用非接触式的测量方式,快速获得位移和变形信息。
•车门/引擎罩的关闭实验•零件的动态性能测试•风洞实验•空气动力学部件变形测量• NVH 汽车噪声、震动和舒适性测试•跌落测试•验证有限元仿真PONTOS三维变形测量的特征•测试准备简单•测量目标靶点质量轻•采集频率不受被测目标点数量多少的影响•可设定各种采集触发模式•外部数据模拟信号记录端口•不受测试环境的影响,包括震动和光线变化等•测量头调整简便,满足不同测量范围和测试任务的需要PONTOS三维变形测量结果利用 P ONTOS 三维光学动态测量系统,可以测量产品和零件上任意位置的动态特性参数:•三维坐标•三维位移•变形•速度•加速度测量结果可用各种可视化方式呈现,并可以用 ASCII 格式输出结果。
通过可视化方式,表现出零件运动过程视频图像以及各种动态特性曲线,便于直观地分析零件的动态特征。
PONTOS三维变形测试任务PONTOS 测试系统操作简单、坚固耐用,可以在实际的工作条件下,直接对产品和零件进行测量。
比如针对汽车和航空工业等各种复杂测量任务,提供了简便而行之有效的测试方法。
•复杂的运动学分析•零件变形•振形•相对运动•间隙变形•平整度测试光学加速度传感器:非接触式动态位移和变形测量使用PONTOS系统,在测量之前,将测量参考点贴到被测零件的考察位置上。
利用两台数码相机,从不同角度对被测零件进行摄影测量。
测量相机经过预先标定,具有极高的空间三维测量精度,精度可达亚像素级。
借助高分辨率的测量图像,PONTOS 软件可以自动识别和计算出每个测量参考点的空间三位坐标值。
分析连续测量的图像组,即可计算出每个测量参考点的空间位移。
在整个测量过程中,充分考量到相机的位置和相机之间的射线交点,并消除了测量镜头光学畸变对测量精度的影响。
7300自动光学检查系统产品简介随着元器件尺寸的不断缩小、电路板密度不断增高以及射频电路的广泛应用,在线测试所必须的电气探测点变得越来越缺少了。
而人眼检查也随着电路板尺寸加大、元件密度增高以及连线密度增加变得越来越不可靠。
自动光学检测(AOI)可以为当今高度复杂、大批量的电子制造业提供可靠一致的测试结果。
泰瑞达的Optima7300自动光学检查系统能够在高速大生产环境下100%检测可见元件和焊点故障,借助与在回流焊后100%地覆盖所有元件和焊点故障,Optima7300减少了不必要的电路板检查和返修,降低了生产成本。
Optima7300放置在回流焊或波峰焊后面,可以提供有价值的生产流程和电路板维修数据,帮助改进装配工艺和产品质量。
Optima7300在电气测试之前对电路板进行预筛选,报告装配工艺故障,增加了后续电气测试或功能测试的成品率。
而且Optima7300可以检测到有些电气测试检查不到的故障(如焊点质量问题、不可测元件、元件位置偏差等),增强了工艺质量,减少了故障隐患。
世界上最快速的回流焊后自动光学检查系统Optima7300Ô回流焊后(post-reflow)自动光学检查(AOI)系统是目前唯一能够以生产线的速度全面检测所有可见故障的AOI系统,典型检测速度为每妙5平方英寸。
举例来说,一台Optima7300每小时能够检测240块高密度6英寸x9英寸电路板(15秒周期时间),操作和诊断的时间也包括在内。
在如此高速度的水平下达到完全的故障检测率,意味着一台Optima7300可以完成通常几台AOI系统的工作,节省大量投资和相关运行费用。
Optima7300可以测试24英寸宽、19.5英寸长的电路板,充分利用了当今回流焊炉和传送带的宽度,从而增加了生产线能力。
100%故障覆盖率在回流焊或波峰焊后面的位置,所有前面装配工艺流程中的缺陷都凸现出来。
Optima7300Ô能够以生产线的速度全面检测所有可见故障,不会因为速度而牺牲故障覆盖率。
美国Bradken钢铁铸造公司引进光学计量技术 国家及地区 / 地点:美国华盛顿 / 塔科马GOM系统:ATOS Triple Scan,TRITOPGOM应用软件:ATOS Professional领域:电力工业以传统形式采用接触式坐标测量系统分析铸锻件的形状和三维尺寸有其局限性,有鉴于此,美国Bradken钢铁铸造公司将光学三维测量技术引进其铸造流程,辅助大尺寸锻造工艺。
利用这项技术,显著加快其检测进程、更好满足公差要求并减少返工。
位于美国华盛顿州塔科马的Bradken 钢铁铸造公司历史悠久。
该公司于1899年建立,最初命名为Atlas ,主要在美国繁华的西北部为伐木行业生产铁铸件。
到20世纪30年代,Atlas 将重点转移到钢铸件,在50年代则重心转向管道、炼油厂和化工厂中使用的泵站。
在20世纪80年代,该公司专注于制造涡轮机和压缩机。
几年后,它们开始致力于海上平台的大型高强度合金钢铸件制造。
该产品组合包含由HY-80和HY-100钢合金所制成的组件,应用于美国海军船只和潜水艇中。
这些高科技材料可以承受700公吨/平方米以上的水压。
在Bradken 工程集团收购Atlas之后,通过投入现代技术,使塔科马设施在生产高品质铸件方面始终保持领先地位。
目前,该公司主要为能源部门以及其他行业提供比如涡轮部件、泵机、阀门、压缩机和发电机等铸件,铸件净重最高可达25公吨。
系统的评估和选择随着高品质铸件产量的增加,提供完整且一致的质量控制也越来越重要。
为此需要采用更为迅捷的全场测量和检测方法。
所采用的测量及检测方法不仅要满足不同任务的需要,还要具备分析处理各种复杂的形状和尺寸的能力,针对的对象可能大到4.5米。
如果采用传统的关节臂坐标测量仪,可能需要长达几个星期才能完成部件的形状和尺寸分析。
过去遇到的问题是每当重新定位关节臂时,总会在计算重叠区域坐标时出现错误。
而所应用的测量系统较难以操作。
总之,接触式测量方法再也无法满足Bradken 公司大批量零部件测量的需要。
固纬gom803说明书固纬gom803说明书一、产品简介固纬gom803是一款高性能、高精度的光学测量仪,适用于各种需要精密光学测量的领域。
本说明书旨在向用户提供gom803的使用指南和相关信息,以帮助用户充分了解其功能和使用方法。
二、产品特点和优点1. 高精度:gom803采用先进的光学测量技术,具有高测量精度,能够满足各种高精度测量需求。
2. 高稳定性:gom803采用稳定的机械结构和优秀的光学系统设计,能够在不同环境下保持稳定的测量性能。
3. 多种测量模式:gom803具有多种测量模式,包括距离测量、角度测量、轮廓测量等,适用范围广泛。
4. 智能识别功能:gom803配备了智能识别功能,能够自动识别被测物体并调整测量参数,提高测量效率。
5. 数据处理功能:gom803内置强大的数据处理功能,能够自动计算和输出测量结果,并支持数据导出和数据分析功能。
6. 便携式设计:gom803采用轻便的外观设计,易于携带和使用,非常适合现场测量和快速测量。
7. 操作系统简单:gom803配备简单易操作的操作系统,用户可以轻松上手并快速掌握使用方法。
三、使用步骤1. 开启设备:按下gom803的电源按钮,打开设备并进入测量模式。
2. 选择测量模式:根据被测物体的类型和测量需求,选择相应的测量模式。
3. 调整测量参数:根据被测物体的位置和大小,调整测量参数,确保测量准确性。
4. 进行测量:将gom803对准被测物体,按下测量按钮,设备将自动进行测量。
5. 查看结果:gom803将自动显示测量结果,用户可以根据需要进行保存或导出数据。
6. 关闭设备:在不需要使用时,按下电源按钮关闭gom803的电源。
四、常见问题及解决方案1. 如何确认测量结果的准确性在测量过程中,gom803会显示测量误差范围,用户可以根据误差范围判断测量结果的准确性。
如果误差范围过大,用户可以尝试重新调整测量参数或进行多次测量取平均值来提高准确性。
gom标定板用法gom标定板是一种常见的测试工具,广泛应用于工程测量、光学检测和精密制造等领域。
它可以帮助用户进行尺寸测量和精准校准,提高工作效率和准确度。
使用gom标定板的步骤如下:1. 准备标定板:确保所使用的标定板干净、无划痕和损伤。
清洁表面可以提高测量的准确度。
2. 安装标定板:将标定板放置在平整的工作台或夹具上。
确保标定板的表面与测量仪器的光路垂直,以获得准确的测量结果。
3. 调整仪器:根据实际测量需求,调整测量仪器的参数和设置。
例如,选择适当的测量单位、调整对比度和亮度等。
4. 对准标定板:将测量仪器的光路对准标定板上的标记。
通常,标定板上会有不同形状、尺寸和方向的标记,用于校准测量仪器的参数。
5. 进行测量:按照测量需求,选择合适的测量方式和方法。
可以使用目视测量、机械测量或光学测量等方法进行测量。
6. 记录测量结果:将测量仪器显示的数值记录下来,注意准确度和精度,确保测量结果可靠。
通常,测量仪器会提供数据输出功能,可以直接连接到计算机或数据处理系统中。
7. 分析和评估结果:根据实际需求,对测量结果进行分析和评估。
可以使用统计学方法、图像处理软件或其他数据处理工具进行分析。
8. 处理测量误差:如果发现测量结果与预期不符,可以检查仪器的校准状态、环境条件和操作方法等,找出可能的误差来源并进行修正。
9. 维护标定板:定期清洁和检查标定板,确保其表面光滑、无损伤,并进行必要的校准和维修,以保证准确度和可靠性。
总之,gom标定板是一种重要的测试工具,正确使用它可以提高测量的准确度和可靠性。
通过合适的步骤和方法,我们可以获得高质量的测量结果,从而满足各种工程和制造需求。