齿轮加工
- 格式:docx
- 大小:116.67 KB
- 文档页数:4
齿轮常用的加工方法
齿轮的常用加工方法包括:
1. 铣削加工:利用铣床进行齿轮的加工,通过铣削刀具将齿廓和齿槽加工出来。
2. 切削加工:利用刨床或带锯等切削工具进行齿轮的加工,通过切削工具的切割将齿轮的齿廓加工出来。
3. 锻造加工:利用锻压机将金属材料锻造成齿轮,通过模具的压制和形变来实现齿轮的加工。
4. 滚齿加工:利用滚齿机、滚筒刨等设备进行齿轮的加工,通过将金属材料与滚齿刀具进行滚动接触,来实现齿轮齿廓和齿槽的加工。
5. 磨削加工:利用磨削机进行齿轮的加工,通过磨削工具对齿轮进行磨削,来获得高精度的齿轮。
6. 成型加工:利用齿轮成形机进行齿轮的加工,通过将金属材料置于模具中并施加压力,使其按照模具形状成型。
此外,还有电火花加工、激光加工等先进的齿轮加工方法。
齿轮的加工方法选择通常根据齿轮的尺寸、精度要求和生产效率等因素来确定。

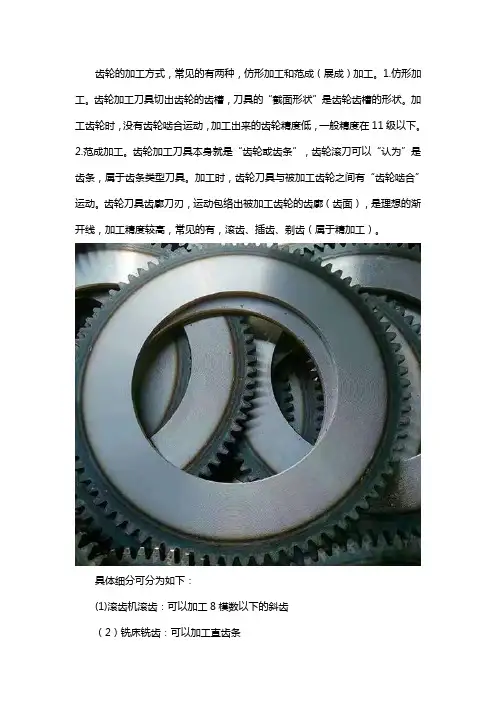
齿轮的加工方式,常见的有两种,仿形加工和范成(展成)加工。
1.仿形加工。
齿轮加工刀具切出齿轮的齿槽,刀具的“截面形状”是齿轮齿槽的形状。
加工齿轮时,没有齿轮啮合运动,加工出来的齿轮精度低,一般精度在11级以下。
2.范成加工。
齿轮加工刀具本身就是“齿轮或齿条”,齿轮滚刀可以“认为”是齿条,属于齿条类型刀具。
加工时,齿轮刀具与被加工齿轮之间有“齿轮啮合”运动。
齿轮刀具齿廓刀刃,运动包络出被加工齿轮的齿廓(齿面),是理想的渐开线,加工精度较高,常见的有,滚齿、插齿、剃齿(属于精加工)。
具体细分可分为如下:
(1)滚齿机滚齿:可以加工8模数以下的斜齿
(2)铣床铣齿:可以加工直齿条
(3)插床插齿:可以加工内齿
(4)冷打机打齿:可以无屑加工
(5)刨齿机刨齿:可以加工16模数大齿轮
(6)精密铸齿:可以大批量加工廉价小齿轮
(7)磨齿机磨齿:可以加工精密母机上的齿轮
(8)压铸机铸齿:多数加工有色金属齿轮
(9)剃齿机:是一种齿轮精加工用的金属切削机床
以上就是齿轮的一些加工方式,希望能够帮到大家,感谢您的阅读!。
齿轮加工工艺策划方案1. 引言齿轮是一种常见的机械传动元件,广泛应用于各种机械设备中。
齿轮加工工艺是指对齿轮进行切削、磨削、热处理等一系列工艺操作,以获得满足设计要求的齿轮产品。
本文将介绍一个齿轮加工的工艺策划方案,包括工艺流程、设备选型、工艺参数等内容。
2. 工艺流程齿轮加工的工艺流程通常包括以下几个步骤:1.材料准备:选择适合的齿轮材料,并进行加工前的预处理操作,如清洗、除油等。
2.齿轮切削加工:使用数控铣床或数控车床进行齿轮的切削加工,首先进行齿轮齿条的切削,然后进行齿轮齿面的加工。
3.热处理:齿轮在加工后需要进行热处理,以提高其硬度和强度。
一般使用渗碳、淬火、回火等热处理工艺。
4.磨削:经过热处理的齿轮进行磨削加工,以提高其齿面的光滑度和精度。
5.检验与修整:对磨削后的齿轮进行检验,如齿距、齿厚、齿向等参数的检测,并进行必要的修整工作。
6.表面处理:对齿轮进行表面处理,如磷化、镀铬等,以提高其耐腐蚀性和美观度。
3. 设备选型齿轮加工过程需要使用一系列设备来完成各个工艺步骤。
根据具体的项目需求和加工规模,可以选择以下设备进行齿轮加工:1.数控铣床:用于齿轮齿条的切削加工,具有高精度和高切削效率的特点。
2.数控车床:可用于齿轮齿条和齿面的切削加工,适用于加工小批量、高精度的齿轮。
3.热处理设备:包括渗碳炉、淬火炉和回火炉等,用于对齿轮进行热处理,提高其硬度和强度。
4.磨床:用于齿轮齿面的磨削加工,在精度和光滑度上有较高的要求时使用。
5.检测仪器:包括齿轮测量仪、齿轮检测仪等,用于对齿轮进行各项参数的检测。
6.表面处理设备:如磷化设备、镀铬设备等,用于对齿轮进行表面处理,提高其耐腐蚀性和美观度。
选择设备时需要考虑工艺要求、加工精度、产能需求等因素,并与供应商进行充分的沟通和协商。
4. 工艺参数齿轮加工过程中的工艺参数对成品的质量和性能有重要影响,下面列举一些常见的工艺参数:1.切削速度:切削速度是指刀具在切削过程中切削的线速度,通常用米/分钟表示。
精加工齿轮的5种方法一、滚齿加工滚齿加工是一种常见的精加工齿轮的方法。
它主要通过使用滚刀或滚轮对齿轮进行加工,使其齿轮齿形更加精确。
滚齿加工可以分为两种类型:滚刀滚齿和滚轮滚齿。
滚刀滚齿是通过使用滚刀在齿轮上滚动,形成齿轮的齿形。
滚轮滚齿是通过使用滚轮在齿轮上滚动,形成齿轮的齿形。
滚齿加工具有高效、精确、稳定的特点,广泛应用于各种齿轮的加工过程中。
二、磨齿加工磨齿加工是一种常用的精加工齿轮的方法。
它主要通过使用磨削工具对齿轮进行加工,使其齿形更加精确。
磨齿加工可以分为外圆磨齿和内圆磨齿两种类型。
外圆磨齿是通过使用磨盘在齿轮的外圆表面进行磨削,形成齿轮的齿形。
内圆磨齿是通过使用磨盘在齿轮的内圆表面进行磨削,形成齿轮的齿形。
磨齿加工具有高精度、高表面质量的特点,广泛应用于各种高精度齿轮的加工过程中。
三、铣齿加工铣齿加工是一种常见的精加工齿轮的方法。
它主要通过使用铣削工具对齿轮进行加工,使其齿形更加精确。
铣齿加工可以分为两种类型:直齿铣齿和斜齿铣齿。
直齿铣齿是通过使用直齿铣刀在齿轮表面进行铣削,形成齿轮的齿形。
斜齿铣齿是通过使用斜齿铣刀在齿轮表面进行铣削,形成齿轮的齿形。
铣齿加工具有高效、灵活、适用于各种齿轮的特点,广泛应用于各种齿轮的加工过程中。
四、剃齿加工剃齿加工是一种常用的精加工齿轮的方法。
它主要通过使用剃齿刀对齿轮进行加工,使其齿形更加精确。
剃齿加工可以分为两种类型:外剃齿和内剃齿。
外剃齿是通过使用外剃齿刀在齿轮的外圆表面进行剃齿,形成齿轮的齿形。
内剃齿是通过使用内剃齿刀在齿轮的内圆表面进行剃齿,形成齿轮的齿形。
剃齿加工具有高速、高效、高精度的特点,广泛应用于各种齿轮的加工过程中。
五、拉削加工拉削加工是一种特殊的精加工齿轮的方法。
它主要通过使用拉削刀具对齿轮进行加工,使其齿形更加精确。
拉削加工是一种较为复杂的齿轮加工方法,通常用于加工大模数、大模数角和高精度的齿轮。
拉削加工具有高精度、高表面质量、高加工效率的特点,广泛应用于各种高精度齿轮的加工过程中。
齿轮的加工工艺路线
齿轮的加工工艺路线通常包括以下步骤:
1. 材料准备:选择适当的原材料,通常是金属材料如钢、铜或铝等。
2. 齿轮设计:根据要求的齿轮参数和用途,进行齿轮的设计并制定加工工艺路线。
3. 切削加工:采用车床、铣床或齿轮加工机床等设备,对原材料进行切削加工,包括车削、铣削和齿轮切割等工序,以形成齿轮的基本形状。
4. 热处理:对齿轮进行热处理,通常包括淬火、回火等工艺,以提高齿轮的硬度和耐磨性。
5. 精加工:采用磨削、滚齿等工艺,对齿轮进行精密加工,以提高齿轮的精度和表面质量。
6. 检测和质量控制:对加工好的齿轮进行尺寸、形位公差等检测,确保齿轮符合要求的质量标准。
7. 表面处理:如需要,对齿轮进行表面镀层或涂装,以提高其耐腐蚀性能。
8. 组装:如果齿轮要用于机械传动系统等,还需要进行齿轮的装配和调试工作。
这些工艺步骤通常需要结合具体的齿轮设计和加工要求来确定加工工艺路线,以确保最终加工出符合要求的齿轮产品。
齿轮轮齿的加工方法
齿轮轮齿的加工方法主要有以下几种:
1. 锥齿轮削齿法:使用锥齿轮刀具对齿轮加工成锥形齿轮。
该方法适用于小模数和中模数的齿轮加工,加工精度较高。
2. 模滚削法:用模具(也称为滚模)对工件进行滚切加工,使工件的齿轮形成。
该方法适用于大批量齿轮生产,加工效率高,但模具制造成本较高。
3. 铣削法:使用铣床等机床,使用齿轮铣刀对齿轮进行铣削加工。
该方法适用于大模数和中模数的齿轮加工,加工效率较高。
4. 齿轮切割法:使用齿轮切割机等机床,采用切割刀具对齿轮进行齿形削减。
该方法适用于大模数的齿轮加工,加工效率高。
5. 齿轮磨削法:使用磨床等磨削机械,采用砂轮对齿轮进行磨削加工,以达到所需的加工精度。
该方法适用于高精度齿轮的加工。
不同加工方法适用于不同规格、精度和批量的齿轮加工,选用合适的加工方法能够提高加工效率和加工质量。
齿轮的加工方法
齿轮的加工方法有多种,下面将介绍其中几种常见的方法。
1. 锻造法:将金属材料放入模具中,通过锻造机械对材料进行锤击和压缩,使其成形为齿轮。
这种方法适用于大型齿轮的生产,如汽车发动机齿轮。
2. 切削法:使用切削工具,如铣床、车床、磨床等,通过切削金属材料的方式来制造齿轮。
这种方法可以生产各种形状的齿轮,但对机器操作和工艺要求较高。
3. 滚齿法:将一块齿轮和一块工作齿轮放在一起,通过轮齿的相互作用,使得工作齿轮表面形成一组相同的齿。
这种方法适用于大批量齿轮的生产,效率较高。
4. 光刻法:利用光刻技术,在光敏材料上制作出齿轮的图案,然后进行腐蚀或电镀等工艺处理,最终形成齿轮。
这种方法适用于微小尺寸的齿轮制造。
5. 3D打印法:利用3D打印技术,根据设计图纸逐层打印出齿轮的模型,然后进行后续的处理和加工工艺,最终得到成品齿轮。
这种方法适用于复杂形状的齿轮制造。
以上是齿轮的几种常见加工方法,每种方法都有其适用的场景和优缺点,根据具体需求选择合适的加工方法可以提高生产效率和产品质量。
齿轮精度等级及加工方案咱来说说齿轮精度等级和加工方案哈。
一、齿轮精度等级。
这就像是齿轮界的超级明星,精度超高。
一般用在那些对传动精度要求变态高的地方,像航空航天的某些关键传动部件,或者超精密仪器里。
每个齿的尺寸、形状、齿距误差都小得可怜,几乎是完美的。
就好比参加选美比赛,每个细节都要做到极致,一丝一毫的偏差都不允许有。
2. 精密级(5 6级)这个等级的齿轮就像是高级白领,在很多工业设备里担当重任。
比如说机床的传动齿轮,汽车发动机里一些关键的小齿轮。
它们的精度能保证设备运行得很平稳,噪音也比较小。
就像一个训练有素的运动员,虽然不是世界冠军水平,但在自己的领域里表现相当出色。
3. 中等精度级(7 8级)这是齿轮里的普通大众啦,大量应用在一般的工业传动中,像普通的减速机、一些不太精密的机械传动装置。
就像我们日常生活中的大多数东西,虽然不是那么完美,但也能很好地完成任务。
它们的精度能满足基本的传动要求,成本也相对比较合理。
这有点像临时工,在一些对精度要求不高、转速慢、负载小的地方凑合用。
比如简单的手动工具里的齿轮,像那种老式的手摇钻的齿轮,只要能把动力传过去就行,对精度没太多讲究。
二、加工方案。
1. 粗加工。
这是齿轮加工的第一步,就像打地基一样。
通常采用的方法是毛坯锻造或者铸造之后,用铣齿或者滚齿的方式快速去除大量多余的材料。
这时候不用太在意精度,只要把大概的形状弄出来就行。
就像盖房子,先把大体的框架搭起来,不用纠结每个角落是不是很完美。
一般会给后续的精加工留个几毫米的余量,这个余量就像是给后面的精细活儿留的调整空间。
2. 半精加工。
这个阶段就是开始让齿轮有点样子了。
如果粗加工用的是滚齿,半精加工可能会采用剃齿或者磨齿的预加工。
主要是把齿面弄得更光滑一些,精度提高一点。
这就好比给房子的墙面先刮个腻子,让它看起来平整一些,但还不是最终的装修。
在这个阶段,能把精度提高到中等精度级的下限,像7 8级精度的初步状态。
齿轮范成法加工原理
齿轮范成法加工原理
范成法: 是利用一对齿轮作无侧隙啮合传动时,两轮齿廓互为包络线的原理来加工齿轮的方法。
它又称为包络法、展成法,是目前齿轮加工中最常用的一种切削加工方法。
那么,它的基本原理是什么?
一对齿轮作无侧隙啮合传动时,共存在四个基本因素:两个几何因素(两轮的渐开线齿廓);两个运动因素(两轮的角速度和)。
在这四个因素中,只要给定其中任何三个因素,就能获得第四个因素。
一对齿轮啮合传动时,给定的是哪三个因素?获得的第四个因素是什么?
齿轮刀具加工齿轮时,是已知两个运动因素(利用机床传动系统人为地使刀具与轮坯按的关系运动)和一个几何因素(刀具的齿廓),通过包络,得到第四个因素---轮坯上的齿廓。
1、齿轮插刀插齿
齿轮插刀是一个齿数为 zc的具有刀刃的外齿轮,用它可加工出模数、压力角与插刀相同而齿数为 z 的齿轮。
在切削过程中, 齿轮插刀与轮坯之间的相对运动有以下四个:
1)范成运动:相当于一对齿轮的啮合运动,为加工
出所需齿数z,齿轮插刀与轮坯必须以
定传动比
转动,这是加工齿轮的主运动。
2)切削运动:为了将齿槽部分的材料切去,齿轮插刀需要沿轮坯轴线方向作往复运动。
3)进给运动:为了切出轮齿的高度,齿轮插刀需要向着轮坯方向移动。
4)让刀运动:为避免齿轮插刀向上运动时,擦伤已形成的齿面,轮坯需要沿径向作微量
运动,在齿轮插刀向下切削到轮坯前又恢复到原来的位置。
优点:用同一把刀具可加工出m、均相同而齿数不同的所有齿轮。
不仅可加工外齿轮还可以插齿加工内齿轮。
2、齿条插刀插齿
齿条插刀切削齿轮时,齿轮插刀与轮坯之间的相对运动也有四个:
范成运动: 相当于齿轮与齿条的啮合运动,为加工出所需齿数z,齿条插刀的移动
速度与轮坯转动的角速度间的关系应为:
切削运动、进给运动和让刀运动均与齿轮插刀插齿的相应运动相同。
优点:由于齿条插刀的齿廓为直线,所以,刀具制造精度较高。
共同的缺点:用以上两种齿轮刀具加工齿轮,它们的切削运动都是不连续的,生产率不高,因此在目前生产中广泛采用齿轮滚刀来加工齿轮。
3、齿轮滚刀切齿
滚刀的形状像一个螺旋,其在轮坯端面上的投影是一齿条,当滚刀连续转动时,相当于一根无限长的投影齿条向前移动。
由于齿轮滚刀一般是单头的,其转动一周,就相当于用齿条插刀切齿时齿条插刀移过一个齿距。
所以用滚刀切制齿轮的原理和用齿条插刀切制齿轮的原理基本相同。
加工直齿圆柱齿轮时,由于滚刀的螺旋线必须与直齿轮的齿向一致,因此需要把滚刀轴线倾斜一个螺旋升角。
用齿轮滚刀切制齿轮时,滚刀与轮坯的相对运动有两个:
范成运动:为切制出所需齿数z,滚刀转动时,其轴
截面上的假想齿条的移动速度与轮坯转
动的角速度之间的关系应为:
进给运动: 为了沿齿宽方向切出完整的齿轮,滚刀
还需沿轮坯轴线方向移动(如中间箭头所示)。
优点:用同一把刀具可加工出m、均相同而齿数不同的所有齿轮。
可以实现连续切削,生产效率高。
齿条插刀和齿轮滚刀统称为齿条型刀具。
在生产中,大多数齿轮都是用齿条型刀具加工的,下面我们研究用齿条型刀具加工齿轮的情况。