切削油简介
- 格式:pptx
- 大小:1.98 MB
- 文档页数:45
切削油用途切削油是一种用于金属切削加工的润滑剂,它可以在切削过程中减少摩擦和热量,从而提高切削效率和工件质量。
切削油的用途非常广泛,下面我们将详细介绍其主要内容。
一、切削油的种类切削油根据其成分和用途的不同,可以分为多种类型,如水溶性切削液、合成切削液、矿物油切削液等。
其中,水溶性切削液是最常用的一种,它具有良好的冷却性能和润滑性能,可以有效地降低切削温度和摩擦系数,从而提高切削效率和工件质量。
二、切削油的作用1.润滑作用:切削油可以在切削过程中形成一层润滑膜,减少金属之间的摩擦和磨损,从而延长刀具寿命。
2.冷却作用:切削油可以吸收和带走切削过程中产生的热量,降低切削温度,从而减少工件变形和刀具磨损。
3.清洗作用:切削油可以清洗切削过程中产生的金属屑和切屑,防止它们堆积在工件和刀具上,影响切削效率和质量。
4.防锈作用:切削油可以在切削过程中形成一层保护膜,防止金属表面氧化和生锈。
三、切削油的应用领域切削油广泛应用于机械加工、汽车制造、航空航天、电子制造等领域。
在机械加工中,切削油可以用于车削、铣削、钻孔、磨削等工艺,提高加工效率和质量。
在汽车制造中,切削油可以用于发动机零部件的加工和装配,提高零部件的精度和耐用性。
在航空航天中,切削油可以用于航空发动机的加工和维修,提高发动机的性能和寿命。
在电子制造中,切削油可以用于半导体芯片的加工和制造,提高芯片的质量和可靠性。
综上所述,切削油是一种非常重要的润滑剂,它可以在金属切削加工中发挥重要的作用,提高加工效率和质量。
在使用切削油时,需要根据不同的加工工艺和材料选择合适的切削油类型和使用方法,以达到最佳的切削效果。
编号:AQ-JS-07217( 安全技术)单位:_____________________审批:_____________________日期:_____________________WORD文档/ A4打印/ 可编辑车削加工中切削油的特点及注意事项详细介绍The characteristics and precautions of cutting oil in turning are introduced in detail车削加工中切削油的特点及注意事项详细介绍使用备注:技术安全主要是通过对技术和安全本质性的再认识以提高对技术和安全的理解,进而形成更加科学的技术安全观,并在新技术安全观指引下改进安全技术和安全措施,最终达到提高安全性的目的。
概述:在国外金属加工液中,切削液一直占有较大比例,一般为50%左右。
金属加工液分类常按金属加工方法分为切削液和成型液两大类,或按油品化学组成分为非水溶性(油基)液和水溶性(水基)液两大类。
我国目前亦大多沿用此分类。
ISO于1986年通过IS06743/7,按油基、水基将加工液分为MH和MA两大类,又根据每类的化学组成、应用各分为8类和9类,共17类,该标准将目前众多的金属加工液的品种均可包含进去,我国已等效采用了该标准,制定了GB7631.5。
金属的机械加工通常包括两种类型:金属的去除和金属的变形。
前者作业是靠刃具把金属从被加工件上除掉;后者则是用模具使金属在应力下塑性变形,如轧、拉拔、冲压、挤压等。
一般习惯地把金属去除作业所用的润滑剂称为切削液,而把金属变形用的润滑剂称为金属加工工艺用液体。
金属加工液则是泛指上述两类加工、作业用润滑剂。
(一)、金属切削液的选用(技术切削设备的润滑见机床的润滑特点)大部分金属切削需要使用切削液,甚至在可以正常进行干切削的作业,如果选用适当的冷却润滑剂也可增加工效。
早在1883年,F.W.泰勒(Taylor)曾证明用冲洗刀具和加工件可使切削速度提高30%~40%。
不锈钢切削油
不锈钢切削油,也叫不锈钢加工油,不锈钢研磨油,钻孔切削油等,也可称:车床车削油,机床切削油,机械切削油,设备切削油,不锈钢润滑油等.本产品由高度精炼矿物油配合极压剂、润滑剂、活性硫复合剂制成,中等粘度,具有较高的极压性能,有效降低切削的温度和油雾的产生,延长刀具寿命,提高产品的光洁度(如不锈钢手表表壳,特别适用于316材质手表行业的切削加工)
一、不锈钢切削油参数:
二、不锈钢切削油相关推荐:
三、不锈钢切削油知识分享:
切削液是如何测试其腐蚀性的
其实这个过程也非常简单,首先准备好一块尺寸合适的铝合金材料和一杯装好新配置的铝合金切削液。
然后将铝合金材料放在杯子中,使材料完全被切削液所覆盖,再加上玻璃盖子放在55摄氏度左右的恒温箱里面,才在规定好的时间内取出来,管材铝合金材料上颜色
的变化。
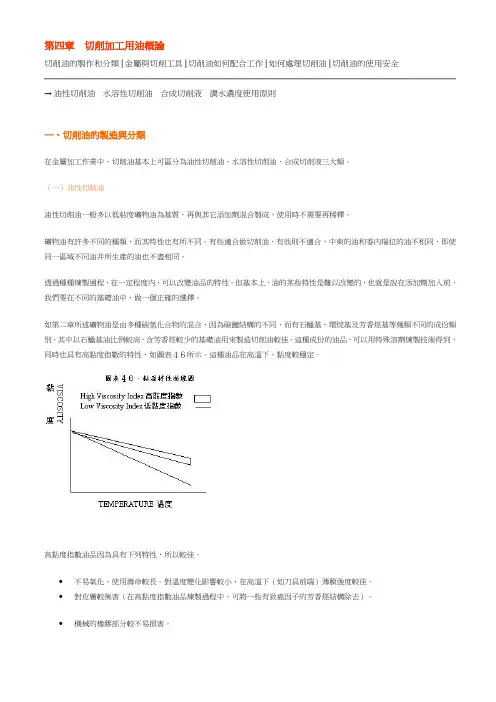
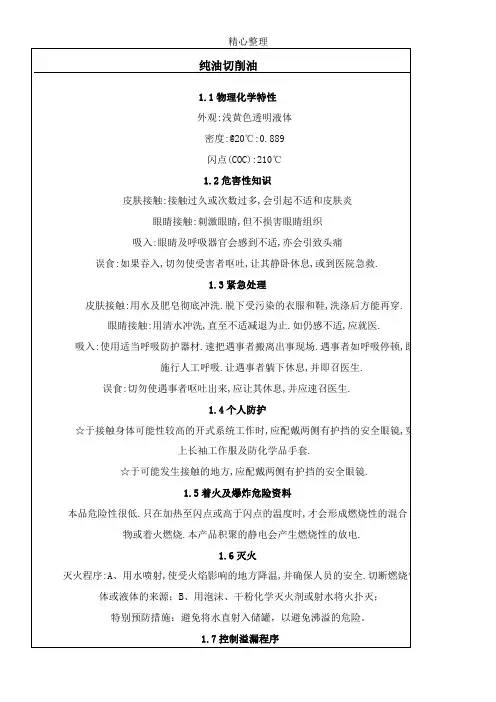
油性切削油的重要特性如下:1.黏度黏度是油品維持本身稠度的能力,在油性切削油中扮演重要角色。
低黏度油較稀薄,有較好的滲透力及濕潤力,如果選擇適當的添加劑,可使油更快速的到達切削區。
並且因為稀薄,其冷卻、清洗能力均較佳。
高黏度油較稠密,分子較大,有較佳的潤滑性及較大的金屬表面隔離能力,但是流動性及冷卻性不如低黏度油。
2.潤滑金屬在切削時,隨著工件材料的不同和切削速度的不同,會產生不同的熱量和壓力,潤滑作用主要是牽涉到刀具面在滑動區間的潤滑(如圖表47、48所示)潤滑過程包含三種基本機械理論:a.液動潤滑(物理上分離)液動潤滑是潤滑油介於刀具面和工作面之間作物理分離,並無化學反應發生。
黏度較高或較稠的油具有較大的分子,因此有較佳的分離效果。
在刀具滑動區間有較大負荷及壓力時,礦物油的黏度會升高,因此改進了它的潤滑性,這種特性稱為「彈性液動潤滑」。
但是在滑動區間內,刀具與工作件在加工時所產生的壓力過高時仍會將油擠出,因此以具有物理上分離特性的純礦物油作為潤滑油使用,並非十分有效的方法。
單靠礦物油潤滑只能從事一般金屬之輕負荷加工,如果要用於硬性金屬(不銹鋼、合金鋼等)加工,則需另外加添加劑。
b.邊際潤滑在邊際潤滑中,將極性物質加入礦物油中,會在工件面和刀具面形成有化學鍵結的有機薄膜。
這種薄膜會黏附在金屬表面,因此耐磨性比單純以油分子隔離工件及刀具的效果更好。
脂類物質早已用為礦物油添加劑,用來製成可產生合適有機薄膜的潤滑油,脂類對改進切削有極顯著的效果,這有助於刀具壽命的延長。
常用的脂類添加劑有油酸脂、硬脂酸脂、菜籽油和它們的衍生物,目前亦有為數眾多的合成脂類被使用。
天然脂類、脂酸類和它們的衍生物能與金屬表面形成單一分子薄膜,這種碳氫鍵薄膜會形成金屬外表皮(如圖表49所示),這種膜是由金屬與脂類反應所產生,稱為「肥皂金屬」。
脂類添加劑會產生有機膜,它可以避免金屬的直接接觸,直到溫度升高至薄膜的熔點之前都有保護效果。
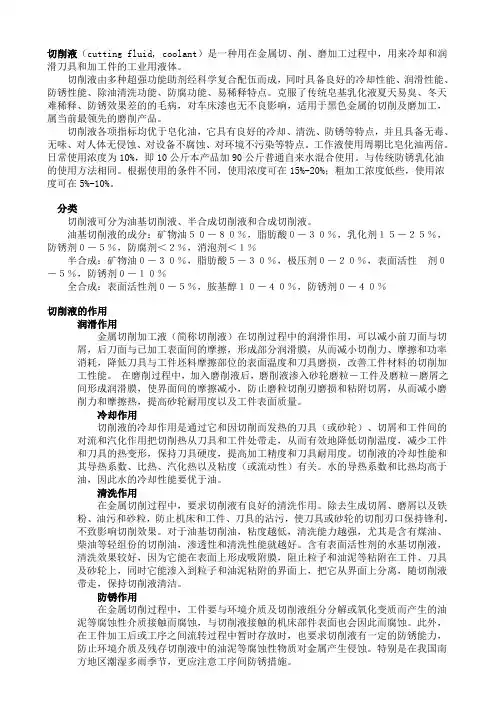
切削液(cutting fluid, coolant)是一种用在金属切、削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体。
切削液由多种超强功能助剂经科学复合配伍而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点。
克服了传统皂基乳化液夏天易臭、冬天难稀释、防锈效果差的的毛病,对车床漆也无不良影响,适用于黑色金属的切削及磨加工,属当前最领先的磨削产品。
切削液各项指标均优于皂化油,它具有良好的冷却、清洗、防锈等特点,并且具备无毒、无味、对人体无侵蚀、对设备不腐蚀、对环境不污染等特点。
工作液使用周期比皂化油两倍。
日常使用浓度为10%,即10公斤本产品加90公斤普通自来水混合使用。
与传统防锈乳化油的使用方法相同。
根据使用的条件不同,使用浓度可在15%-20%;粗加工浓度低些,使用浓度可在5%-10%。
分类切削液可分为油基切削液、半合成切削液和合成切削液。
油基切削液的成分:矿物油50-80%,脂肪酸0-30%,乳化剂15-25%,防锈剂0-5%,防腐剂<2%,消泡剂<1%半合成:矿物油0-30%,脂肪酸5-30%,极压剂0-20%,表面活性剂0-5%,防锈剂0-10%全合成:表面活性剂0-5%,胺基醇10-40%,防锈剂0-40%切削液的作用润滑作用金属切削加工液(简称切削液)在切削过程中的润滑作用,可以减小前刀面与切屑,后刀面与已加工表面间的摩擦,形成部分润滑膜,从而减小切削力、摩擦和功率消耗,降低刀具与工件坯料摩擦部位的表面温度和刀具磨损,改善工件材料的切削加工性能。
在磨削过程中,加入磨削液后,磨削液渗入砂轮磨粒-工件及磨粒-磨屑之间形成润滑膜,使界面间的摩擦减小,防止磨粒切削刃磨损和粘附切屑,从而减小磨削力和摩擦热,提高砂轮耐用度以及工件表面质量。
冷却作用切削液的冷却作用是通过它和因切削而发热的刀具(或砂轮)、切屑和工件间的对流和汽化作用把切削热从刀具和工件处带走,从而有效地降低切削温度,减少工件和刀具的热变形,保持刀具硬度,提高加工精度和刀具耐用度。
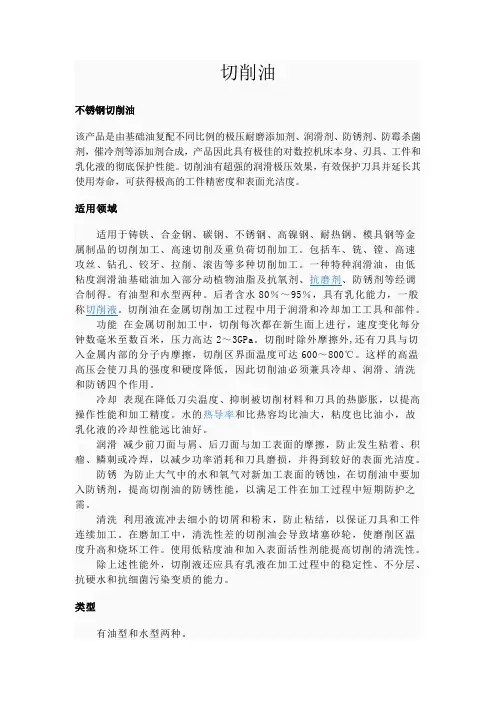
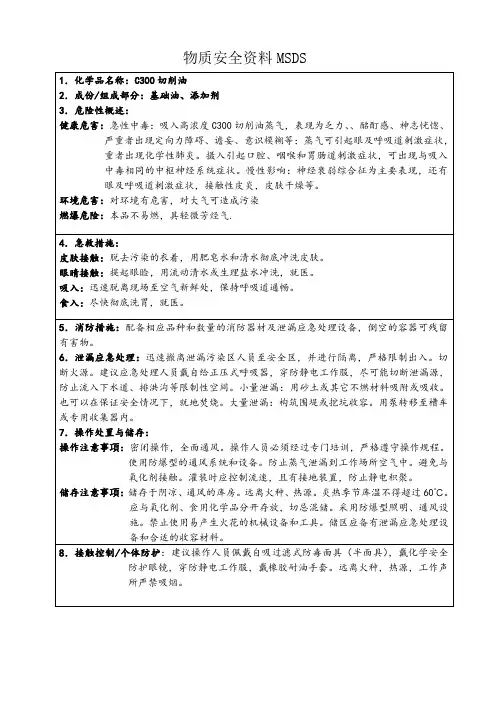
切削油不锈钢切削油该产品是由基础油复配不同比例的极压耐磨添加剂、润滑剂、防锈剂、防霉杀菌剂,催冷剂等添加剂合成,产品因此具有极佳的对数控机床本身、刃具、工件和乳化液的彻底保护性能。
切削油有超强的润滑极压效果,有效保护刀具并延长其使用寿命,可获得极高的工件精密度和表面光洁度。
适用领域适用于铸铁、合金钢、碳钢、不锈钢、高镍钢、耐热钢、模具钢等金属制品的切削加工、高速切削及重负荷切削加工。
包括车、铣、镗、高速攻丝、钻孔、铰牙、拉削、滚齿等多种切削加工。
一种特种润滑油,由低粘度润滑油基础油加入部分动植物油脂及抗氧剂、抗磨剂、防锈剂等经调合制得。
有油型和水型两种。
后者含水80%~95%,具有乳化能力,一般称切削液。
切削油在金属切削加工过程中用于润滑和冷却加工工具和部件。
功能在金属切削加工中,切削每次都在新生面上进行,速度变化每分钟数毫米至数百米,压力高达2~3GPa。
切削时除外摩擦外,还有刀具与切入金属内部的分子内摩擦,切削区界面温度可达600~800℃。
这样的高温高压会使刀具的强度和硬度降低,因此切削油必须兼具冷却、润滑、清洗和防锈四个作用。
冷却表现在降低刀尖温度、抑制被切削材料和刀具的热膨胀,以提高操作性能和加工精度。
水的热导率和比热容均比油大,粘度也比油小,故乳化液的冷却性能远比油好。
润滑减少前刀面与屑、后刀面与加工表面的摩擦,防止发生粘着、积瘤、鳞刺或冷焊,以减少功率消耗和刀具磨损,并得到较好的表面光洁度。
防锈为防止大气中的水和氧气对新加工表面的锈蚀,在切削油中要加入防锈剂,提高切削油的防锈性能,以满足工件在加工过程中短期防护之需。
清洗利用液流冲去细小的切屑和粉末,防止粘结,以保证刀具和工件连续加工。
在磨加工中,清洗性差的切削油会导致堵塞砂轮,使磨削区温度升高和烧坏工件。
使用低粘度油和加入表面活性剂能提高切削的清洗性。
除上述性能外,切削液还应具有乳液在加工过程中的稳定性、不分层、抗硬水和抗细菌污染变质的能力。
切削油MSDS一、标识中文名切削油英文名 Cutting OilCAS号 64742-46-7二、主要组成与性状主要成分含量 100%;外观与性状白色液体,有轻微的碳氢化合物气味主要用途用于机械加工。
三、健康危害侵入途径吸入、食入、皮肤接触。
健康危害吸入其蒸气(仅在高温下产生)或烟雾,可引起上呼吸道轻微发炎;误服可能引起呕吐;应避免吸入呼吸道,会引起肺炎。
对眼无刺激和和损伤;对皮肤有极轻微刺激,长时间直接皮肤接触可致皮炎,毛囊炎或痤疮。
四急救措施皮肤接触用肥皂清洗;如不适,就医。
眼睛接触用水冲洗;如不适,就医。
吸入迅速脱离现场至空气新鲜处,如呼吸困难,输氧;就医。
食入如呕吐,头部应低于膝盖以防止进入呼吸道;就医。
五燃爆特性与消防燃烧性不燃闪点(℃) 124爆炸下限(%)无意义引燃温度(℃)爆炸上限(%)无意义最小点火能(mJ)无意义最大爆炸压力(MPa)无意义危险特性无灭火方法干粉、二氧化碳、砂土;消防人员必须佩戴自给正压式呼吸器、穿全身防护服。
不可用水扑救,以免切削油飘浮在水面上继续造成危害。
六、泄漏应急处理少量泄漏时用适当物质吸附并妥善处理;大量泄漏时尽可能切断泄漏源;筑堤并用泵转移至槽车或专用收集器内;残余物用适当物质吸附并妥善处理;过油地面均用水冲洗,废液妥善处理。
七储运注意事项储存于阴凉、干燥、通风良好的仓间。
应与强氧化物分开存放。
分装和搬动作业要注意个人防护,减少皮肤接触。
八防护措施车间卫生标准中国MAC(最高容许浓度) (mg/m3)检测方法工程控制注意通风。
呼吸系统防护若空气中浓度超标,佩戴自吸过滤式防毒面具(全面罩)或空气呼吸器。
眼睛防护无身体防护减少皮肤接触。
手防护需要时戴手套。
九理化性质熔点(℃) -48(纯)沸点(℃) 204 (20%)相对密度(水=1) 0.8735相对密度(空气=1)饱和蒸气压(kPa)辛醇/水分配系数的对数值燃烧热(kj/mol)临界温度(℃)临界压力(MPa)溶解性不溶于水。
金属乳化切削油
一、【金属乳化切削油介绍】:
金属乳化切削油即加美润滑油金属乳化切削油适合于黑色金属以及铝合金、钛合金材料的包括车削、铣削以及钻孔、较孔等中载荷至重荷加工工艺。
二、【金属乳化切削油优势】:
优势(1)乳化性能好,遇水即成白色乳液,质量稳定,优势(2)不易发臭变质,使用周期长,优势(3)清洗,润滑性,良好的防锈性。
三、【金属乳化切削油特点】:
特点(1)稳定微乳化颗粒的结构,具有像乳化液的极佳的物理润滑性能,特点(2)有效降低刀具在加工时与金属表面的摩擦,使加工顺利进行,特点(3)良好的润滑和工序防锈能力。
切削油粘度范围引言切削油是一种广泛应用于金属切削加工领域的润滑油,具有降低摩擦、冷却工件和工具、减少切屑粘附的作用。
在切削工艺中,油的粘度是一个重要的参数,它直接影响油的性能和加工质量。
本文将探讨切削油的粘度范围及其对切削加工的影响。
切削油的定义和分类切削油是一种以矿物油、合成油或动植物油为基础油,添加各种添加剂调制而成的润滑油。
根据其基础油和添加剂的组成,切削油可以分为矿物油切削油、合成切削油和动植物油切削油等几类。
1.矿物油切削油:基础油为矿物油,具有良好的润滑性和冷却性能。
2.合成切削油:基础油为合成油,具有较好的抗氧化性和高温稳定性。
3.动植物油切削油:基础油为动植物油,常用于对环境要求较高的场所。
切削油的粘度范围对切削加工的影响切削油的粘度是指油的流动性和黏附性,通常用运动粘度来表示。
切削油的粘度范围对切削加工有较大的影响,包括以下几个方面:1. 冷却性能切削油的粘度直接影响其冷却性能。
粘度过高的切削油在切削加工过程中难以迅速散热,导致工件和刀具温度升高,加工质量下降。
粘度过低的切削油则容易迅速流失,无法对工件和刀具进行有效冷却,同样会影响加工质量。
因此,切削油的粘度范围应能够提供良好的冷却性能,保证加工过程中的温度控制。
2. 润滑性切削油的粘度对其润滑性能有直接影响。
适当的粘度可保持工件和刀具的润滑膜,减少摩擦和磨损,提高切削加工的寿命和效率。
粘度过高会增加摩擦阻力,使加工力度增大;粘度过低则容易造成切削油膜断裂,无法形成充分润滑,影响切削加工的稳定性。
因此,切削油的粘度范围应能够满足切削加工对润滑性的要求。
3. 切屑排除性切削油的粘度还与切屑排除性密切相关。
在切削加工过程中,切屑是不可避免的产物。
适当的切削油粘度可以改善切屑的排除,减少切削加工中的卡刀、抱刀等现象,提高加工质量和效率。
粘度过高的切削油容易产生切屑粘附,导致切削刀具工作表面变形或损坏;粘度过低则无法形成有力的切屑排除力,切屑难以及时排出,容易造成工件和切削刀具的烧损。
切削油的用途与检测方法切削油的用途与检测方法切削油或切削液是金属切削加工的重要配套材料。
在金属加工作业中,切削油基本上可区分为油性切削油、水溶性切削油、合成切削液三大类。
1.切削油的作用润滑作用金属切削加工液(简称切削液)在切削过程中的润滑作用,可以减小前刀面与切屑,后刀面与已加工表面间的摩擦,形成部分润滑膜,从而减小切削力、摩擦和功率消耗,降低刀具与工件坯料摩擦部位的表面温度和刀具磨损,改善工件材料的切削加工性能。
在磨削过程中,加入磨削液后,磨削液渗入砂轮磨粒-工件及磨粒-磨屑之间形成润滑膜,使界面间的摩擦减小,防止磨粒切削刃磨损和粘附切屑,从而减小磨削力和摩擦热,提高砂轮耐用度以及工件表面质量。
冷却作用切削液的冷却作用是通过它和因切削而发热的刀具(或砂轮)、切屑和工件间的对流和汽化作用把切削热从刀具和工件处带走,从而有效地降低切削温度,减少工件和刀具的热变形,保持刀具硬度,提高加工精度和刀具耐用度。
切削液的冷却性能和其导热系数、比热、汽化热以及粘度(或流动性)有关。
水的导热系数和比热均高于油,因此水的冷却性能要优于油。
清洗作用在金属切削过程中,要求切削液有良好的清洗作用。
除去生成切屑、磨屑以及铁粉、油污和砂粒,防止机床和工件、刀具的沾污,使刀具或砂轮的切削刃口保持锋利,不致影响切削效果。
对于油基切削油,粘度越低,清洗能力越强,尤其是含有煤油、柴油等轻组份的切削油,渗透性和清洗性能就越好。
含有表面活性剂的水基切削液,清洗效果较好,因为它能在表面上形成吸附膜,阻止粒子和油泥等粘附在工件、刀具及砂轮上,同时它能渗入到粒子和油泥粘附的界面上,把它从界面上分离,随切削液带走,保持切削液清洁。
防锈作用在金属切削过程中,工件要与环境介质及切削液组分分解或氧化变质而产生的油泥等腐蚀性介质接触而腐蚀,与切削液接触的机床部件表面也会因此而腐蚀。
此外,在工件加工后或工序之间流转过程中暂时存放时,也要求切削液有一定的防锈能力,防止环境介质及残存切削液中的油泥等腐蚀性物质对金属产生侵蚀。
切削油MSDS一、标识中文名切削油英文名Cutting OilCAS号64742-46-7二、主要组成与性状主要成分含量100%;外观与性状白色液体,有轻微的碳氢化合物气味主要用途用于机械加工。
三、健康危害侵入途径吸入、食入、皮肤接触。
健康危害吸入其蒸气(仅在高温下产生)或烟雾,可引起上呼吸道轻微发炎;误服可能引起呕吐;应避免吸入呼吸道,会引起肺炎。
对眼无刺激和和损伤;对皮肤有极轻微刺激,长时间直接皮肤接触可致皮炎,毛囊炎或痤疮。
四急救措施皮肤接触用肥皂清洗;如不适,就医。
眼睛接触用水冲洗;如不适,就医。
吸入迅速脱离现场至空气新鲜处,如呼吸困难,输氧;就医。
食入如呕吐,头部应低于膝盖以防止进入呼吸道;就医。
五燃爆特性与消防燃烧性不燃闪点(℃) 124爆炸下限(%)无意义引燃温度(℃)爆炸上限(%)无意义最小点火能(mJ)无意义最大爆炸压力(MPa)无意义危险特性无灭火方法干粉、二氧化碳、砂土;消防人员必须佩戴自给正压式呼吸器、穿全身防护服。
不可用水扑救,以免切削油飘浮在水面上继续造成危害。
六、泄漏应急处理少量泄漏时用适当物质吸附并妥善处理;大量泄漏时尽可能切断泄漏源;筑堤并用泵转移至槽车或专用收集器内;残余物用适当物质吸附并妥善处理;过油地面均用水冲洗,废液妥善处理。
七储运注意事项储存于阴凉、干燥、通风良好的仓间。
应与强氧化物分开存放。
分装和搬动作业要注意个人防护,减少皮肤接触。
八防护措施车间卫生标准中国MAC(最高容许浓度)(mg/m3)检测方法工程控制注意通风。
呼吸系统防护若空气中浓度超标,佩戴自吸过滤式防毒面具(全面罩)或空气呼吸器。
眼睛防护无身体防护减少皮肤接触。
手防护需要时戴手套。
九理化性质熔点(℃) -48(纯)沸点(℃) 204 (20%)相对密度(水=1)0.8735相对密度(空气=1)饱和蒸气压(kPa)辛醇/水分配系数的对数值燃烧热(kj/mol)临界温度(℃)临界压力(MPa)溶解性不溶于水。
切削油是一种特种润滑油,由低粘度润滑油基础油加入部分动植物油脂及抗氧剂、抗磨剂、防锈剂等经调合制得。
切削油在工业领域已经广泛的应用。
在使用当中我们可以通过以下几点测定方法,检测一下切削油的质量。
切削油的主要质量控制指标有粘度、闪点、倾点、脂肪含量、硫含量、氯含量、铜片腐蚀、水分、机械杂质、四球试验等。
关于测定方法可参考有关的试验方法标准,在此仅对部分项目给予简单说明。
脂肪含量脂肪是切削油中的油性添加剂,是划分切削油类别的一个重要指标。
脂肪在切削油中可起到降低摩擦系数、减少刀具磨损的作用(对防止后刀面的磨损尤为有效)。
加有较多脂肪的切削油特别适合于有色金属加工以及切削量不大但产品精度及光洁度要求高的场合(如精车丝杠)。
一般可用皂化值来大致判定其脂肪含量。
切削油中脂肪含量过高或其质量控制不当,容易在机器上形成粘性物质造成机件运动不灵活,严重时会变成漆膜即所谓“穿黄袍”。
氯含量切削油中氯主要来自含氯的极压剂。
氯需要在较高含量(大于1%)时,方可显现出有效的极压作用。
如果氯含量不足1%,可以认为它不是为了提高润滑性。
一般含氯极压切削油其氯含量都在4%以上,最高时可达30%~40%。
但出于职业卫生及环保方面的考虑,有些国家已对切削油中氯的最高含量做了规定,如日本的JIS规定氯含量不得超过15%。
氯对不锈钢的加工以及在拉拔成型加工中都非常有效。
其缺点是不够稳定,遇水或温度过高时会分解产生HCl 引起腐蚀、生锈。
硫含量切削油中硫来自两个方面。
一个是加入的含硫极压剂,另一个是来自其他没有极压作用的含硫化合物,如基础油中原有的天然硫化物以及防锈剂、抗氧剂等。
有效的硫只需很低含量(0.1%)即可产生明显的极压效果。
含硫极压剂对抑制积屑瘤特别有效,但可惜现在还没有简单的方法能分别测出有极压性的硫和没有极压性的硫。
所以很难仅仅依据其硫含量(特别是硫含量不高时)判断其极压性如何。
不过现在多数切削液制造厂家在其产品说明书中都标明加入的极压剂硫含量。
任务名称: 切削油用途一、切削油的定义和概述切削油是一种润滑剂,广泛应用于机械加工行业。
它可以降低摩擦、减少磨损,从而提高切削效率和工件质量。
切削油的主要成分包括基础油和添加剂,不同类型的切削油根据其应用领域和特性分为多个子类。
本文将介绍切削油的用途和其在不同工业领域中的应用。
二、切削油在金属加工领域的应用1. 车削加工•切削油在车削过程中起到润滑和冷却的作用,有效降低摩擦力和热量积累,延长工具寿命和改善切削表面质量。
•在高速车削加工中,切削油的冷却性能尤为重要,能够降低工件温度,减少热变形的风险。
2. 铣削加工•切削油在铣削过程中能够提供稳定的润滑和冷却效果,减少工具磨损和切削温度的升高。
•合适的切削油配方能够改善切削表面的光洁度和精度。
3. 钻削加工•钻削过程中,切削液能够减少刀具的磨损和冷却工件,提高钻孔质量。
•另外,切削油还能够清洗龙门架,保持良好的切削润滑效果。
4. 车磨混合加工•切削油在车磨混合加工中可以提供优良的冷却和润滑效果,减少加工过程中的摩擦和热量积累,保持刀具和工件的稳定性。
三、切削油在其他工业领域的应用1. 制造业•切削油在制造业中的应用非常广泛,除了金属加工领域外,还应用于塑料加工和橡胶加工等领域。
•切削油能够有效降低加工过程中的摩擦、磨损和温度,提高产品加工质量和生产效率。
2. 汽车行业•汽车制造过程中,切削油被广泛应用于发动机的加工和组装环节,能够提供良好的切削润滑和冷却效果。
•切削油还可以用于车身焊接和车轮制造等环节,改善产品质量和生产效率。
3. 航空航天工业•航空航天工业对切削油的要求非常严格,要求切削油具有较高的性能和稳定性。
•切削油在航空航天领域主要应用于航空发动机的制造和装配过程中,以提高工艺精度和产品质量。
4. 电子元器件制造•切削油在电子元器件制造过程中有重要应用,可以提供良好的切削润滑和冷却效果,改善产品的加工质量和效率。
•电子元器件制造领域对切削油要求高纯度、低挥发性和低残留物含量。