抽真空模具的基本设计
- 格式:doc
- 大小:32.50 KB
- 文档页数:3
真空吸塑成型原理
真空吸塑成型是一种常用于制造塑料制品的加工方法。
该方法利用真空将塑料片或片材软化后吸附在模具表面,经过冷却后形成所需的形状。
该过程的原理是利用模具和真空系统进行加热和冷却。
首先,将塑料片或片材置于预热器中,使其变软。
然后,将变软的塑料片或片材放置于模具上,模具的表面有特定的凹凸形状。
接着,通过气泵将模具上的空气抽出,形成真空环境,使塑料片或片材贴附在模具表面。
当塑料片或片材贴附在模具表面后,开始进行冷却。
通过冷却介质循环流动,使模具表面温度迅速降低,从而使塑料片或片材快速硬化。
在塑料片或片材完全硬化后,可以打开模具,将成型的塑料制品取出。
真空吸塑成型过程中,模具的设计和制造非常重要。
模具的凹凸形状决定了最终产品的形状和尺寸。
同时,模具的材料需要具有良好的导热性能,以便实现快速的冷却。
此外,真空系统的性能也关系到成型效果的好坏,需要确保能够提供足够的真空度和稳定的抽气速度。
总的来说,真空吸塑成型利用模具和真空系统的协作,通过加热软化塑料片或片材,然后利用真空将其吸附在模具表面,最后经过冷却形成所需的形状。
这种成型方法在塑料制品制造中得到广泛应用,具有成本低、加工速度快、适用性广等优点。
抽真空注塑模具设计及应用研究随着工业制造的不断发展,注塑技术在塑料制品生产中扮演着重要的角色。
而抽真空注塑模具作为注塑技术的一种改进和发展,已经在许多行业得到了广泛的应用。
本文将从抽真空注塑模具的设计原理、应用研究和发展趋势等方面展开论述,以期为相关领域的研究人员和生产从业者提供一些有益的参考和启发。
一、抽真空注塑模具设计原理抽真空注塑模具是在注塑成型过程中,通过真空泵将模具内的空气抽出,以实现更好的填充性能和产品质量。
在设计抽真空注塑模具时,需要考虑以下几个方面的因素:1. 模具结构设计。
在抽真空注塑模具的设计中,需要考虑模具的整体结构和空腔的设计。
通常采用具有合理排气结构和通道设计的模具,以便在成型过程中将空气有效地排出模具。
2. 真空系统设计。
真空系统包括真空泵、真空管路、真空表和真空阀等组成部分。
在抽真空注塑模具的设计中,需要根据产品的尺寸和注塑成型工艺的要求,选择合适的真空系统,并将其合理地布置在模具上。
3. 匹配注塑机。
抽真空注塑模具通常需要配合具有真空功能的注塑机使用,以确保在注塑成型过程中能够实现真空抽气。
在模具设计过程中,也需要考虑注塑机的类型和参数,以保证模具和注塑机的匹配性。
抽真空注塑模具在塑料制品生产中具有较广泛的应用,主要体现在以下几个方面:1. 提高产品质量。
抽真空注塑模具可以有效地排除模具内的空气,防止产品层析和气泡等质量问题的发生,从而提高产品的表面光洁度和物理性能。
2. 提高生产效率。
抽真空注塑模具在成型过程中可以有效地改善产品的填充性能,减少熔体的挤出压力,缩短注塑周期,提高生产效率。
3. 扩大产品范围。
抽真空注塑模具可以应用于各种不同形状和结构的产品制造,如薄壁、大型、复杂结构的塑料制品,扩大了产品的设计自由度和生产范围。
4. 节约材料和能源。
抽真空注塑模具可以减少产品的缺陷率,提高利用率,从而节约原材料和能源,降低生产成本。
三、抽真空注塑模具的发展趋势1. 多功能化。
注塑机模具模内抽真空装置1. 背景介绍注塑机模具模内抽真空装置是注塑行业中的一种关键设备,主要用于在注塑过程中从模具中排除空气,提供更好的产品质量。
本文将介绍注塑机模具模内抽真空装置的原理、功能和优势。
2. 原理及工作过程注塑机模具模内抽真空装置的原理是利用真空泵将模具内的空气抽出,从而形成低压环境,使得塑料材料更好地充填模具腔体。
具体的工作过程如下:1. 真空泵启动,开始抽真空操作。
2. 模具内的空气被真空泵吸走,形成低压环境。
3. 塑料材料进入模具腔体,充填更加均匀。
4. 充填完成后,真空泵停止工作,模具腔体恢复正常气压。
5. 产品冷却固化,模具打开,取出成品。
3. 功能及优势注塑机模具模内抽真空装置具有以下功能和优势:3.1 充填效果更好通过抽真空操作,模具内的空气被排除,确保塑料材料能够充填到每一个角落,减少气泡和缺陷的产生,提高产品质量。
3.2 提高生产效率充填效果更好后,产品的成型质量更高,降低了次品率,减少了后续的检验工作,提高了生产效率。
3.3 节省材料通过充填效果的提升,可以减少塑料材料的使用量,降低生产成本。
3.4 扩大适用范围注塑机模具模内抽真空装置适用于各种塑料材料和复杂的产品结构,如薄壁制品、高透明制品等。
使得在生产过程中,更好地满足客户的需求。
4. 应用领域注塑机模具模内抽真空装置广泛应用于各个领域,如:电子电器行业:用于生产方式壳、电视外壳等塑料零件;医疗器械行业:用于生产医疗器械零件;汽车行业:用于生产汽车内饰、外观零件等;家居用品行业:用于生产家具配件、灯具等。
5.注塑机模具模内抽真空装置在注塑行业中扮演着重要的角色,通过抽真空操作,提高了产品的成型质量和生产效率,减少了次品率和材料浪费,扩大了适用范围。
它在电子电器、医疗器械、汽车、家居用品等领域有广泛的应用。
随着技术的不断发展,注塑机模具模内抽真空装置将更加智能化、高效化,推动注塑行业的发展。
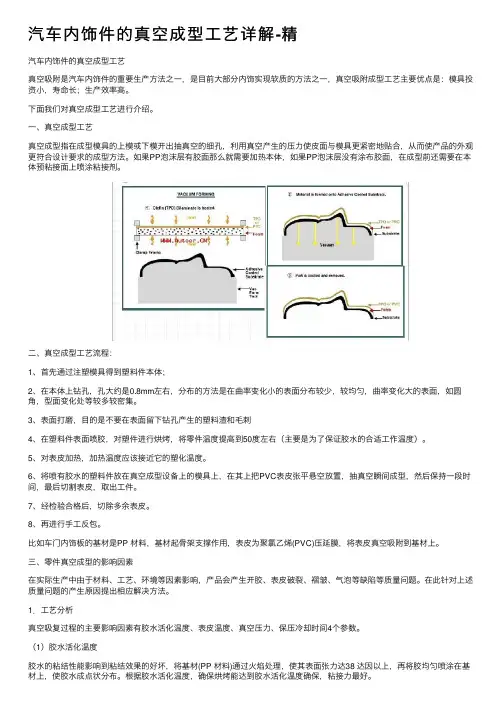
汽车内饰件的真空成型⼯艺详解-精汽车内饰件的真空成型⼯艺真空吸附是汽车内饰件的重要⽣产⽅法之⼀,是⽬前⼤部分内饰实现软质的⽅法之⼀,真空吸附成型⼯艺主要优点是:模具投资⼩,寿命长;⽣产效率⾼。
下⾯我们对真空成型⼯艺进⾏介绍。
⼀、真空成型⼯艺真空成型指在成型模具的上模或下模开出抽真空的细孔,利⽤真空产⽣的压⼒使⽪⾯与模具更紧密地贴合,从⽽使产品的外观更符合设计要求的成型⽅法。
如果PP泡沫层有胶⾯那么就需要加热本体,如果PP泡沫层没有涂布胶⾯,在成型前还需要在本体预粘接⾯上喷涂粘接剂。
⼆、真空成型⼯艺流程:1、⾸先通过注塑模具得到塑料件本体;2、在本体上钻孔,孔⼤约是0.8mm左右,分布的⽅法是在曲率变化⼩的表⾯分布较少,较均匀,曲率变化⼤的表⾯,如圆⾓,型⾯变化处等较多较密集。
3、表⾯打磨,⽬的是不要在表⾯留下钻孔产⽣的塑料渣和⽑刺4、在塑料件表⾯喷胶,对塑件进⾏烘烤,将零件温度提⾼到50度左右(主要是为了保证胶⽔的合适⼯作温度)。
5、对表⽪加热,加热温度应该接近它的塑化温度。
6、将喷有胶⽔的塑料件放在真空成型设备上的模具上,在其上把PVC表⽪张平悬空放置,抽真空瞬间成型,然后保持⼀段时间,最后切割表⽪,取出⼯件。
7、经检验合格后,切除多余表⽪。
8、再进⾏⼿⼯反包。
⽐如车门内饰板的基材是PP 材料,基材起⾻架⽀撑作⽤,表⽪为聚氯⼄烯(PVC)压延膜,将表⽪真空吸附到基材上。
三、零件真空成型的影响因素在实际⽣产中由于材料、⼯艺、环境等因素影响,产品会产⽣开胶、表⽪破裂、褶皱、⽓泡等缺陷等质量问题。
在此针对上述质量问题的产⽣原因提出相应解决⽅法。
1.⼯艺分析真空吸复过程的主要影响因素有胶⽔活化温度、表⽪温度、真空压⼒、保压冷却时间4个参数。
(1)胶⽔活化温度胶⽔的粘结性能影响到粘结效果的好坏,将基材(PP 材料)通过⽕焰处理,使其表⾯张⼒达38 达因以上,再将胶均匀喷涂在基材上,使胶⽔成点状分布。
根据胶⽔活化温度,确保烘烤能达到胶⽔活化温度确保,粘接⼒最好。
抽真空注塑模具设计及应用研究注塑模具是现代工业生产中常用的一种生产工具,其具有生产效率高、成本低、生产量大等优点。
随着现代工业的不断发展和对产品质量的要求日益提高,注塑模具的设计和应用也越来越受到注重。
在注塑模具设计中,抽真空注塑模具是一种重要的设计方式,本文将从以下几个方面分析抽真空注塑模具的设计及应用研究。
一、抽真空注塑模具的定义抽真空注塑模具是指在注塑过程中,在模具内注入熔融塑料的同时,对模具内的空气进行排除,将模具内部形成真空状态,以达到优化注塑成型的效果。
1、减少气泡和缺陷:在注塑过程中,常常会产生气泡和缺陷,这些缺陷会对产品品质造成直接影响。
而采用抽真空注塑模具设计,能够有效地排出模具内部的空气,减小气泡和缺陷的产生,从而提高产品品质。
2、提高成型精度:采用抽真空注塑模具设计,能够有效地减少模具内部的压力变化,使得熔融塑料能够更加均匀地填充模具内部,从而提高成型精度。
3、提高生产效率:因为采用了抽真空注塑模具设计,能够减少气泡和缺陷的产生,在一定程度上也减少了产品的二次加工工序,从而提高了生产效率。
1、设计注入口位置:注入口的位置和数量对产品质量具有重要影响,要合理选择注入口的数量和位置,注意避免气阻现象的发生。
2、选择合适的注射速度:注射速度过快或过慢都会对产品的成型质量产生影响,要选择合适的注射速度,以达到最佳的成型效果。
3、选择合适的真空度:真空度的大小会直接影响空气的排出效果,一般来说应该选择合适的真空度,使得模具内的空气能够充分排除,但又不会造成模具的挤压变形。
抽真空注塑模具广泛应用于各种工业生产中,如电子、家电、汽车、医疗器械等行业。
具体而言,抽真空注塑模具的应用研究可以从以下几个方面展开:1、改进材料:研究新型注塑材料,以适应各种特殊工业生产需求,并提高注塑成型效果,为抽真空注塑模具的应用提供更丰富的选择。
2、优化设计:不断优化抽真空注塑模具的设计,以适应不同的工业生产需求,提高注塑成型效率和质量。
注塑机模具模内抽真空装置注塑机模具模内抽真空装置简介注塑机模具模内抽真空装置是一种用于注塑过程中模具模腔内抽真空的设备。
它的主要作用是通过抽除模腔内的空气,以减少气泡和缺陷的形成,提高注塑产品的质量。
本文将介绍注塑机模具模内抽真空装置的工作原理、主要组成部分以及使用注意事项。
工作原理注塑机模具模内抽真空装置通过在注塑过程中抽取模具模腔内的空气,实现模内真空的状态。
其工作原理如下:1. 打开注塑机模具模内抽真空装置,开始抽真空的工作。
2. 气泵开始运行,抽取模具模腔内的空气。
3. 模具模腔内的空气通过管道进入真空泵。
4. 真空泵通过排气阀将抽取的空气排出。
5. 模具模腔内形成真空状态。
6. 注塑过程开始,通过喷嘴将熔融的塑料注入模腔。
主要组成部分注塑机模具模内抽真空装置由以下主要组成部分构成:1. 气泵:负责抽取模具模腔内的空气。
2. 真空泵:将模具模腔内的空气排出。
3. 排气阀:调节真空泵的排气量。
4. 管道系统:连接各个组成部分,将模具模腔内的空气引导至真空泵。
5. 控制系统:控制注塑机模具模内抽真空装置的运行。
使用注意事项在使用注塑机模具模内抽真空装置时,需要注意以下事项:1. 定期检查气泵和真空泵的工作状态,保证其正常运行。
2. 注意保持气泵和真空泵的清洁,定期进行清理和维护。
3. 注意控制排气阀的排气量,确保模具模腔内形成适宜的真空状态。
4. 注意检查管道系统的连接情况,确保气体畅通。
5. 在使用过程中,注意观察模具模腔内抽真空的效果,及时调整装置的工作参数。
6. 当发生故障时,及时停止使用,并请专业人员进行维修。
总结注塑机模具模内抽真空装置在注塑过程中起到了关键的作用,通过抽取模腔内的空气,减少了气泡和缺陷的形成,提高了注塑产品的质量。
了解其工作原理、主要组成部分以及使用注意事项,能够更好地操作和维护装置,保证注塑过程的顺利进行,提高生产效率和产品质量。
挤出真空定型模具原理挤出真空定型模具是一种广泛应用于塑料加工行业的模具,其工作原理主要是通过加热、加压、抽真空等方式,将塑料材料在模具内熔融、流动、成型,并最终定型为所需的形状和尺寸。
本文将详细介绍挤出真空定型模具的原理,主要包括以下几个方面:加热、加压、抽真空、冷却和脱模。
加热是挤出真空定型模具的重要步骤之一。
在加热过程中,塑料材料通过热传导、热对流和热辐射等方式吸收热量,逐渐熔融成为粘流态,以便在加压时能够更好地流动和充模。
加热的均匀性和温度的控制对于塑料的熔融和流动具有重要影响,直接关系到成型的稳定性和产品质量。
加压是挤出真空定型模具的另一个关键步骤。
在加压过程中,塑料熔体受到压力的作用,被迫进入模具的型腔内。
压力的施加有助于克服塑料熔体的流动阻力,使其更好地填充型腔,并防止气泡、收缩和凹陷等缺陷的产生。
压力的控制对于成型过程中的稳定性和准确性也具有重要作用。
抽真空是挤出真空定型模具特有的工作原理之一。
在塑料熔体填充型腔的过程中,模具通过抽真空的方式,将型腔内的空气抽出,以减少空气对塑料流动的影响,提高成型的准确性和产品的质量。
真空度的高低和抽气时间的控制对于成型效果也有重要影响。
冷却是在塑料熔体成型后对其进行冷却处理的过程。
冷却的目的是使塑料从粘流态逐渐冷却固化,稳定其形状和尺寸,并提高其机械性能和使用寿命。
冷却时间的长短和冷却效率的高低对于产品的质量和生产效率具有重要影响。
脱模是挤出真空定型模具最后一个步骤。
在产品冷却固化后,模具通过开模、顶出等方式将产品从模具型腔内脱出。
脱模过程中,需要注意避免产品变形、损坏或粘连等问题。
针对不同形状和尺寸的产品,模具的设计和制造也需要考虑到脱模的方便性和可靠性。
综上所述,挤出真空定型模具的原理主要涉及到加热、加压、抽真空、冷却和脱模等几个方面。
这些步骤相互关联、相互影响,共同决定了产品的质量和生产的效率。
在实际应用中,需要根据不同塑料材料的特点和产品的具体要求,选择合适的工艺参数和技术方案,以实现最佳的成型效果和生产效益。
•塑料注射模技术•SMC 模压模具抽真空结构设计**基金项目:宁波市“科技创新2025”重大专项(2019B10053)。
王少峰',彭河',贾志欣21.宁波益普乐模塑有限公司(浙江宁波315000)2.浙大宁波理工学院(浙江宁波 315000)【摘要】根据模压成型工艺的特点,给出了一种模压模具合模过程中抽真空结构,该结构可 以快速排出模腔内的空气和SMC 模塑料中裹入的气体,减少制品表面气泡缺陷,提高模压 件的强度,提高制品质量、缩短成型周期。
关键词:模压模具;抽真空结构;模压工艺中图分类号:TQ320.66 文献标识码:BDOI : 10.12147/j .cnki.l 671-350&2020.010.015Design of Evacuation Machanism for CompressingMold of SMC Composite Material[Abstract ] According to the requirement of compressing process, a kind of vacuation machanism was presented for the compressing. It help venting the air in the mold cavity and the SMC material rapidly during the mold closing period. So the bubbly defect of the compressing part was decreased and high strength was ensured. Hence the production efficiency and quality are improved.Key words: compressing mold ; evacuation machanism ; compressing process 1模压成型工艺当前,汽车轻量化的途径主要有材质轻量化和结 构轻量化设计,采用纤维增强复合材料制成的零部件由于质轻、比强度高、模量大,因此倍受汽车工业发展 的青睐X 。
注塑机模具模内抽真空装置注塑机模具模内抽真空装置简介注塑机模具模内抽真空装置是一种常用于注塑模具中的装置,用于排除模腔中的气体和空气,以提高注塑成型的质量和效率。
该装置能够有效地减少气泡、缺陷和气体残留,提高产品的密实性和表面质量。
本文将介绍注塑机模具模内抽真空装置的原理、组成部分、工作过程以及使用注意事项。
原理注塑机模具模内抽真空装置的原理是通过在模具模腔中建立低压环境,产生负压,使气体和空气被抽走,从而减少气泡的形成。
其工作原理如下:1. 注塑机模具模板内设置一个真空腔;2. 注塑模具封闭后,通过真空泵将模具内部形成负压;3. 模具内的气体和空气被抽出,同时雾化冷却水快速沸腾产生汽化泡,扩大发泡粒子的空隙;4. 液态塑料附着于发泡粒子表面,加强液态塑料与发泡粒子的结合力;5. 真空泵关闭后,压缩空气迅速填充到缺口中,防止塑件发生变形。
组成部分注塑机模具模内抽真空装置通常由以下几个组成部分构成:1. 注塑机模具:包括注塑模具模板、模腔等,是具体形状的制造成型工具;2. 真空泵:用于抽取模腔中的气体和空气;3. 控制系统:用于控制真空泵的工作状态和抽真空的时间、压力等参数;4. 管路系统:将真空泵与注塑机模具连接起来,实现气体的抽取和排放;5. 液体冷却系统:用于快速冷却模具,防止热分解等不良现象;6. 控制阀门:用于控制气体的流动和压力。
工作过程注塑机模具模内抽真空装置的工作过程一般包括以下几个步骤:1. 准备工作:将注塑机模具安装在注塑机上,并连接好管路系统;2. 设置工艺参数:根据产品要求和材料特性,设置控制系统中的抽真空时间、压力和温度等参数;3. 启动真空泵:通过控制系统启动真空泵,开始抽取模具内的气体和空气;4. 抽真空过程:真空泵运行时,模具腔内的气体和空气被抽走,形成负压环境;5. 冷却过程:同时开启液体冷却系统,对模具进行快速冷却,防止热分解;6. 停止抽真空:当达到设定的抽真空时间后,自动停止真空泵的运行;7. 注塑成型:注塑机开始注入熔融塑料,形成塑件;8. 塑件冷却固化:塑料在模具中冷却固化,形成最终产品;9. 打开模具:冷却完成后,打开注塑模具,取出塑件。
注塑机模具模内抽真空装置正文:一、装置概述注塑机模具模内抽真空装置是用于注塑过程中模具腔内抽真空的装置,通过将模具内部的空气抽出,使得注塑材料在模具腔内充分填充,从而提高产品质量。
二、装置组成⒈抽真空系统抽真空系统由真空泵、阀门等组成,用于抽出模具腔内的空气。
a) 真空泵:负责抽真空操作的主要设备。
b) 阀门:用于控制真空泵的启停和真空度的调节。
⒉模具连接部件模具连接部件用于将装置与注塑机模具连接,确保真空抽取能够顺利进行。
a) 接头:与模具连接的部分,通常采用高强度材料制成,确保密封性和耐用性。
b) 气管:用于连接真空泵和接头,传输真空电磁信号。
⒊控制系统控制系统用于控制抽真空装置的工作状态和参数。
a) 控制器:负责对整个装置进行控制和监控。
b) 传感器:用于检测真空泵的运行状态和真空度变化。
三、装置工作原理⒈启动装置首先,启动控制器,接通真空泵电源。
然后,通过控制器操作启动真空泵,使其开始工作。
同时,控制器监测真空泵的运行状态和真空度。
⒉抽真空操作在真空泵工作正常后,打开阀门,使真空泵开始对模具腔内的空气进行抽取。
同时,控制器可根据需求调节真空泵的运行速度和真空度。
⒊停止操作当注塑过程完成或需要停止抽真空操作时,关闭阀门,停止真空泵的运行。
然后,关闭控制器,断开真空泵电源,完成整个操作过程。
四、附件本文档涉及以下附件:⒈注塑机模具模内抽真空装置的装配图⒉真空泵的技术规格书⒊控制器的操作手册五、法律名词及注释⒈注塑机:一种用于塑料制品生产的机械设备,通过加热和加压的方式将塑料材料注入模具中,并在模具中冷却成型。
⒉模具:用于注塑机中将塑料材料进行加工和成型的工具,具有特定的空腔和形状。
⒊抽真空:通过排除腔内的空气,形成真空状态。
⒋真空度:衡量真空状态下气体稀薄程度的物理量,一般用绝对压力单位表示。
注塑机模具模内抽真空装置注塑机模具模内抽真空装置1. 引言2. 原理注塑机模具模内抽真空装置的工作原理主要是利用真空泵将注射过程中模腔内的空气抽除。
当注塑机开始注射塑料时,模具模腔内会产生气体,这些气体可能会导致气泡或气孔在成品中形成。
通过使用真空泵将模腔内的空气抽除,可以有效地避免这些问题的发生。
3. 结构注塑机模具模内抽真空装置通常由以下几个部分组成:3.1 真空泵真空泵是注塑机模具模内抽真空装置的核心部件,它的作用是将模腔内的气体抽出。
根据需求,真空泵可以选择不同的类型,如回转式真空泵、液环式真空泵等。
3.2 阀门控制系统阀门控制系统用于控制真空泵的工作,通常包括控制阀、电磁阀等。
通过控制阀门的开关状态,可以实现模具模腔内抽真空的控制。
3.3 触点开关触点开关用于检测注塑机的工作状态,当注射过程开始或结束时,触点开关会触发相应的信号,并启动或停止真空泵的工作。
3.4 真空表真空表用于显示模腔内的真空情况,通常以百分比或压力单位来表示。
通过观察真空表的读数,可以判断模腔内的真空程度是否符合要求。
4. 使用方法使用注塑机模具模内抽真空装置的方法主要包括以下几个步骤:4.1 准备工作,需要将注塑机与真空装置连接起来,确保连接部分密封可靠。
然后,根据需要调整真空泵的工作参数,如开启时间、抽真空时间等。
4.2 启动真空装置在注塑机准射过程前,需要启动真空装置。
可以通过触点开关来控制真空装置的启停,确保在注射开始时真空装置开始抽真空。
4.3 监测真空情况在注射过程中,可以通过观察真空表的读数来监测模腔内的真空情况。
如果真空度不够或无法达到要求,可以调整真空泵的工作参数或检查连接部分是否有泄漏。
4.4 结束使用在注射结束后,可以关闭真空装置,并进行相关清理工作。
需要定期检查真空装置的运行状态,保持其正常工作。
5.注塑机模具模内抽真空装置是一种有效提高注塑产品质量的技术手段。
通过理解其工作原理、正确使用方法以及注意事项,可以更好地应用该装置,提高注塑产品的质量和生产效率。
抽真空模具的基本設計
為了有效地抽真空(92年11月)
用電腦分析模具內塑膠的流動狀況的方法已經趨向普遍化了,但結果未必如分析的那樣,這是為什麼呢?
考慮到原因如下。
即:
1.模腔內的氣壓通常是以一個大氣壓為前提來進行模流分析的。
2.無視塑膠從澆口射出時模腔內產生的高溫氣體。
(無視規則)
不管分析得多好,產生不飽模、熔合線、燒焦等不良,是因為沒有考慮到模腔內的空氣、氣體被壓縮了。
當然,抽掉空氣、氣體就都解決了,這樣的成型不是簡單的。
其中有runner、gate、模溫、塑膠溫度等復雜的因素。
但是,抽去模腔內的空氣和氣體為更好的成型提供了前提,這樣說決不過分。
把空氣、產生的氣體有效地排出模腔,需要怎樣的成型條件呢?絕對不能引起燒焦。
也不能有不飽模。
應該縮小熔合線。
抽真空的方法是把空氣和氣體從模腔內排出的最合適的方法。
真空對利用壓力差把氣體從一個微小間隙的空間抽出來非常有效。
真空度越高,越能從微小的間隙抽出來。
為了能瞬間把空氣排出,必須考慮排氣量的大小。
推薦以下方法作為排出氣體的時機。
1. 完成合模(信號)→排出模腔內的空氣(約0.5sec)
2. 開始射出→抽取產生的氣體(到塑膠到達排氣槽為止)
3. 排除排氣槽內殘留的氣體(約1sec)
以上1、2、3根據定時器來設置。
研究抽真空裝置的性能,同時必須解決的問題是排出氣體的模具構造的設計。
模具的構造千差萬別,但基本的必要的條件有以下4點。
1.把氣體從模具內有效排出的注意點
為了把模腔內殘留的空氣和射出時產生的氣體有效地用真空排出,使用
排氣槽和燒結金屬,下列項目是最合適的模具設計。
1)排氣槽設置在氣體殘留及其周圍處。
若塑膠溢出排氣槽,排氣槽會
因為塑膠的阻塞而無法排出氣體。
2)排氣槽的截面積必須大。
通常成型時,射出時間很短,必須瞬間抽取氣體。
如果截面積小的
話,要快速抽出,其效果就不好了。
3)盡量減小從排氣槽到模具出口的抽取(或排氣)管道內的真空壓力損
失,這樣的管道設計是必要的。
4)不管是排氣槽還是燒結金屬,從模腔內抽取空氣是從極微小的間隙
抽取,必須防止大氣從模具外進入。
為此,根據模具不同,用橡膠
等密封是必要的。
一般很多模具即使沒有密封,密閉度也很高,無的高精度模具,不需要密封,這是實情。
上述4點是成功抽真空的重點,再要說的話,抽真空是即使沒有熟練掌握的技術人員,十分理論的check也可能的一種技術。
即,若即使保持必要的真空度(-600mmHg左右)也無法有效地抽真空,則如下作check。
a). 排氣槽的截面積小嗎?
b). 排出管道內的抵抗大嗎?
c). 排氣槽有氣體阻塞嗎?
再者,若即使排氣槽和管道暢通,也無理想的結果,証明模具正在排出大氣。
此時在模具上裝一個真空計的話,真空計的指針動了就立即能判斷。
2.抽真空模具的標準化提案
最近在成型工廠,抽真空模具的標準化制作越來越多了,因此提案僅供
參考。
但是,這種方法隻適用與中小型成型機,大型成型機要另當別論
了。
1) 在墊腳上安裝抽取口
這種方法減小了管道的壓力損失,加工也容易。
另外,黏稠物也
不容易積留在EP等上了。
2) 因此,墊腳如下圖標準化。
3)排氣槽及吸氣管道的方式
若PL面或模仁的接觸面設排氣槽,吸氣管道通過鑽孔,和墊腳的
空間全部連通。
4)若在壓出pin的間隙及模仁的接觸面裝入排氣槽,抽取空氣時模具
上的注意點。
a)吸氣(或排氣)管道的阻塞小
b)例圖
關於燒結金屬
流動性極好,容易產生毛頭的成型材料和在產品的特質上,要求毛頭的長度在50μ以下的成型,從排氣槽抽取氣體甚,排氣槽有深度的限制,不期待有令人滿意的效果。
另外,在模具的構造上,也有在氣體滯留處不安裝排氣槽的。
這種情況的抽真空多使用燒結金屬,這裡介紹一下市場上出售的商品。
1.東京燒結金屬(株)
圓筒形的燒結金屬是一個有880個直線的孔(直徑為0.2、0.1、0.05、0.03)。
外徑為Φ10、Φ8、Φ6、Φ4、Φ2。
(長為10mm共通)
2.新東工業(株)
10μ以下的細微的連通孔平均地分散在整個模具材料。
與上述燒結金屬的最大的差異是,作為核心的一部分能加工成任意形狀使用。
通氣率為整體25%。
上述2家公司排氣槽的比較
3.燒結金屬在使用上的注意點
不管使用哪一種,因為孔很微小,容易引起黏稠物堵塞。
利用真空抽出氣體可以說是不可欠缺的條件。
就本公司的排氣槽盒的使用方法上來說:
1) GVB-L形
真空抽取時間比通常的要長2~3秒。
2) GVB-A形
開模時,使得壓縮空氣。
特別是使用新東工業的燒結金屬,使用GVB-A形是不可缺少的。