PLC控制三相异步电动机正反转设计_本科毕业设计论文
- 格式:doc
- 大小:361.50 KB
- 文档页数:24
三相异步电动机正反转的控制设计摘要:在很多的实际生产机械中要求运动部件能够向正、反两个方向运动,如机床主轴的正转与反转等。
三相异步电动机正反转控制应用场合十分广泛,根据不同的环境和场合控制方法也不同,基于此,本文主要对三相异步电动机正反转的控制进行设计研究。
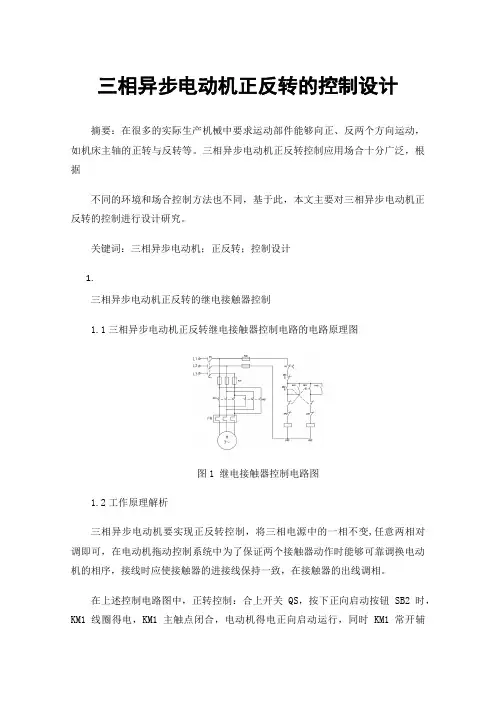
关键词:三相异步电动机;正反转;控制设计1.三相异步电动机正反转的继电接触器控制1.1三相异步电动机正反转继电接触器控制电路的电路原理图图1 继电接触器控制电路图1.2工作原理解析三相异步电动机要实现正反转控制,将三相电源中的一相不变,任意两相对调即可,在电动机拖动控制系统中为了保证两个接触器动作时能够可靠调换电动机的相序,接线时应使接触器的进接线保持一致,在接触器的出线调相。
在上述控制电路图中,正转控制:合上开关 QS,按下正向启动按钮 SB2 时,KM1 线圈得电,KM1 主触点闭合,电动机得电正向启动运行,同时 KM1 常开辅助触点闭合自锁使电机保持连续运行;反转控制:按下反向启动按钮 SB3,其常闭触点断开,切断 KM1 线圈电源,电动机正向运行电源切断,同时 SB3的常开触点闭合,使 KM2 线圈得电,KM2 的主触点闭合,改变了电动机的电源相序,使电动机反向运行;停止控制:电动机运行时,按下停止按钮 SB1 即可实现。
1.三相异步电动机正反转控制设计2.1三相异步电动机正反转的 PLC 程序设计可编程控制器(PLC)是以微处理器为核心,将自动控制技术、计算机技术和通信技术融为一体而发展起来的崭新的工业自动控制装置。
目前,PLC 已基本替代了传统的继电器控制而广泛应用于工业控制的各个领域,PLC 已跃居工业自动化三大支柱的首位。
生产机械往往要求运动部件可以实现正反两个方向的起动,这就要求拖动电动机能作正、反向旋转。
由电机原理可知,改变电动机三相电源的相序,就能改变电动机的转向。
如图2所示,为电机主电路以及PLC 接线图。
图2 PLC接线图根据输入输出(I/O)点数及其地址分配表和电路“控制要求分析” 可知,当按下正转启动按钮SB2 时,输入继电器X001 按通,输出继电器Y000 置1,接触器KM1 线圈通电并自保,主触头闭合,电动机正转连续运行;若按下停止按钮SB1,输入继电器X000 接通,输出继电器Y000 置于0,接触器KM1 线圈断电,主触头断开,电动机停止运行;当按下反转启动按钮SB3时,输入继电器X002 接通,输出继电器Y001 置1,接触器KM2 线圈得电并自保,主触头闭合,电动机反转连续运行;若按下停止按钮SB1,输入继电器X000 接通,输出继电器Y000 置0,接触器KM2 线圈断电,主触头断开,电动机停止运行。
基于PLC变频器三相异步电动机正反的控制一、引言在电气控制系统中,PLC(可编程逻辑控制器)和变频器是常用的两种设备。
PLC作为控制器,可以控制各种工业设备和生产线的运行;而变频器作为调速设备,可以改变电动机的转速,从而实现对工艺过程的精确控制。
本文将介绍基于PLC和变频器的控制系统,实现三相异步电动机的正反转操作。
二、PLC和变频器的基本原理1. PLC的基本原理PLC是一种专门用于工业自动化控制的设备,它的基本原理是利用程序控制算法实现对输入和输出信号的逻辑运算和控制。
PLC可以通过数字输入和输出模块连接各种传感器和执行器,实现对生产设备和工艺过程的自动化控制。
2. 变频器的基本原理变频器是一种用于控制三相交流电动机转速的设备,它的基本原理是通过改变输入电压频率和电流的方式,调节电动机的转速。
变频器可以实现从静止到最大转速范围内的连续调速,从而满足不同工艺过程的需求。
三、基于PLC和变频器的三相异步电动机正反转控制系统设计1. 系统硬件组成本系统的硬件组成包括PLC、变频器、三相异步电动机、传感器和执行器。
PLC负责控制变频器的启停和变频操作,变频器负责控制电动机的正反转和调速,传感器负责检测电动机的运行状态,执行器负责控制电动机的机械连接。
2. 系统软件设计系统软件设计包括PLC程序和变频器参数设置两部分。
PLC程序需要实现对变频器的启停、正反转和调速控制,同时需要检测传感器信号进行运行状态的监测。
变频器参数设置需要根据实际电动机的额定功率和转速要求进行调整,以实现精确的调速控制。
3. 系统工作流程当系统启动时,PLC程序首先对变频器进行初始化设置,并监测传感器信号判断电动机的运行状态。
然后根据生产过程的要求,通过PLC程序控制变频器实现电动机的正反转和调速操作。
在电动机运行过程中,PLC程序需要实时监测传感器信号,如果发现异常情况,需要对电动机进行停止或报警处理。
四、系统的实际应用基于PLC和变频器的三相异步电动机正反转控制系统,可以广泛应用于各种工业场合。

课程设计说明书设计课题:PLC三相异步电动机正反转控制电路设计专业班级:2015级机械设计制造及其自动化(机电方向)学生姓名:指导教师:设计时间: 2017.12.21-2017.12.27 呼伦贝尔学院矿业学院现代电气控制及PLC应用技术课程设计任务书二、设计要求:、设计系统的PLC外部接线图2、系统的操作面板3、设计好顺序功能图、系统的T形图5、按照要求书写课程设计报告所需仪器设备:实验室有EL型PLC实验系统4套,FX2N系列实验装置相关的软件。
成果验收形式:指导教师:孙涛揭慧2017年12月25日矿业学院PLC课程设计成绩评定表专业:机械设计制造及其自动化(机电方向)班级:2班2017年12月25日摘要生产机械往往要求运动部件可以实现正反两个方向的起动,这就要求拖动电动机能作正、反向旋转。
由电机原理可知,改变电动机三相电源的相序,就能改变电动机的转向。
本文设计系统的控制是采用PLC的编程语言——梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
关键词:三相异步电动机;PLC;可编程控制;梯形图目录摘要 (I)引言 (1)1 PLC基础的知识 (2)1.1 关于PLC的定义 (2)1.2 PLC的工作原理 (2)1.3 PLC的应用领域 (3)1.4 PLC的发展趋势 (4)2 三相异步电动机的PLC控制 (5)2.1三相异步电动机正反转控制电路的特点 (5)2.1.1 三相异步电动机正反转控制电路的主控制电路 (5)2.1.2 按钮接触器联锁的正反转控制电路特点及应用分析 (5)2.2 交流接触器的正反转自动控制线路工作过程 (6)2.3 PLC的选择 (7)2.4三相异步电动机使用PLC控制优点 (7)2.5 输入输出定义 (7)2.6 输入输出接线图 (8)结论 (10)参考文献 (11)致谢 (12)引言电动机的正反转控制大量应用于工业生产当中,而快速准确安全的控制更能够保证生产的安全可靠和产品的品质。
摘要可编程控制器(PLC)因其具有控制速度快、可靠性高、灵活性强等优点,而被广泛应用于现代工业控制的各个领域。
因此,进一步研究PLC控制三相异步电动机正反转互锁的电路设计,已成为社会高度重视的问题。
本设计以0.75KW电动机为例,设计三相异步电动机正反转互锁的电路。
主电路采用了两个CJX2-0901型交流接触器KM1,KM2换接电动机三相电源的相序,来实现电动机的正转与反转。
在控制电路中,主要利用了PLC定时器控制三相异步电动机正反转,并利用其程序控制相应实体,使得电动机能够实现正转20S,停止6S,然后再反转20S,最后停止6S,如此循环进行。
从而很好的实现了三相异步电动机的正转、反转和停止的控制。
该电路具有控制灵活、可靠性高、成本低、安装和使用方便等的优点。
关键词:可编程控制器,三相异步电动机,正反转,ABSTRACTThis design take the 0.75KW electric motor as an example, designs PLC to control the three-phase asynchronous motor to reverse the electric circuit. The electric circuit used two CJX2-0901 exchange contact device KM1, KM2 to trade receives a telegram the motive three-phase power source the foreword, realized electric motor's clockwise and the reverse, to prevent at the same time two contact devices the movement to cause the power source to short-circuit, the interlock is used to reverse the control circuit. When the control circuit, has mainly used Beijing and the advantage the PLC timer control three-phase asynchronous motor the procedure which reverses, and using its programmed control corresponding entity, enables the electric motor to be able to realize clockwise 20S, stops 6S, then reverses again 20S, finally stops 6S, so circulates carries on. Thus very good has realized the three-phase asynchronous motor's clockwise, the reverse and the stop control. This PLC control circuit control is flexible, the reliability is high, the cost is low, installment and easy to operate. key word: PLC, the three-phase asynchronous motor, is reversing.Keywords: PLC, three-phase induction motor, rotating,目录摘要 (I)ABSTRACT (II)目录 .................................................................................................................................................... I II1 引言 (1)2 本设计的目的、意义与要求 (2)2.1 设计的目的及意义 (2)2.2 设计的要求 (2)2.3设计的内容 (2)3 PLC控制三相异步电动机正反转互锁的电路设计 (4)3.1接触器互锁的三相异步电动机正反转电路 (4)3.1.1接触器互锁的三相异步电动机正反转电路的主接线图 (4)3.1.2接触器互锁的三相异步电动机正反转电路的工作原理 (4)3.1.3 设计的结果 (5)3.2 PLC定时器控制电动机正反转互锁的设计 (5)3.2.1定时器控制电动机正反转电路的主接线图 (5)3.2.2 PLC的I/O分配 (6)3.2.3绘制外围接线图 (6)3.2.4 PLC定时器控制三相异步电动机正反转的梯形图 (7)3.2.5定时器控制电动机正反转的指令表程序 (8)4 PLC控制三相异步电动机正反转互锁电路的验证 (9)4.1验证实验中元器件的选择 (9)4.2 连接实体的步骤 (10)4.3 实体框形图 (11)4.4程序的调试 (12)4.5 结果 (14)5 结论 (15)参考文献 (16)致谢 (17)1 引言随着微电子技术和计算机技术的迅速发展,PLC在工业控制领域内得到了十分广泛的应用,从单片机自动化到整条生产线的自动化,乃至整个工厂的自动化,从柔性制造系统、工业机器人到分散式网络化控制系统,PLC都承担着极其重要的角色,从而被称之为“先进国家工业三大支柱”之一。
plc三相异步电动机正反转控制电路PLC(可编程逻辑控制器)是一种常用于工业自动化领域的控制设备,而三相异步电动机则是工业中常用的电动机类型之一。
在工业生产中,正反转控制电路是对三相异步电动机进行控制的基本需求之一。
本文将详细介绍PLC三相异步电动机正反转控制电路的原理和实现方法。
一、PLC三相异步电动机正反转控制电路的原理三相异步电动机是一种常见的工业电动机,其正反转控制是工业生产过程中最基本的控制需求之一。
PLC作为一种灵活可编程的控制器,可以实现对三相异步电动机的正反转控制。
PLC三相异步电动机正反转控制电路的原理如下:1. 通过PLC控制输出信号,将其连接到三相异步电动机的控制回路中。
2. 通过PLC程序编写,对输出信号进行逻辑控制,实现正反转控制。
3. 根据控制信号的不同,调整电动机的相序和频率,使其实现正转或反转。
二、PLC三相异步电动机正反转控制电路的实现方法PLC三相异步电动机正反转控制电路的实现方法主要包括以下几个步骤:1. 硬件连接:将PLC的输出端口与三相异步电动机的控制回路连接起来,确保信号可以正常传输。
具体连接方式根据PLC设备和电动机的接口类型而定,一般包括连接线路和插头等。
2. PLC程序设计:通过PLC的编程软件,编写控制程序实现正反转功能。
PLC的编程软件一般采用图形化编程语言,如梯形图(Ladder Diagram)、功能块图(Function Block Diagram)等。
在程序中,需要根据输入信号的状态判断电动机的运行状态,并根据需要输出控制信号实现正转或反转。
3. 电动机控制逻辑设计:根据具体的控制需求,设计电动机的控制逻辑。
一般而言,通过判断电动机的启动信号、停止信号和反转信号的状态,来实现对电动机的正反转控制。
例如,当启动信号为1时,输出正转信号;当停止信号为1时,输出停止信号;当反转信号为1时,输出反转信号。
通过逻辑组合和判断,实现电动机的正反转控制。
三相异步电动机正反转PLC控制三相异步电动机是一种常见的电机类型,可以进行正向和反向旋转。
在现代工业中,PLC控制技术已经成为了重要的控制手段,可以实现对三相异步电动机的正反转控制。
本文将介绍三相异步电动机正反转PLC控制的原理、工作流程和控制方法。
一、三相异步电动机的原理与结构三相异步电动机是利用交流电产生的旋转磁场作用于电机转子上,使之旋转的一种电机。
由于转子的转速永远低于旋转磁场的同步速度,因此称之为异步电机。
三相异步电动机的转子通常采用鼠笼式结构,即由一组平行的铜条、齿形铁芯和端环组成。
当电机启动时,电流通过定子线圈产生的旋转磁场将转子中的铜条产生涡流,涡流在转子中产生一个磁场,这个磁场会与定子中的旋转磁场进行作用而使转子旋转,从而带动负载旋转。
三相异步电动机的结构主要包括定子、转子、轴承、机座等组成部分。
其中定子通常由三个线圈组成,每个线圈距离120度,相互之间呈对称排列。
转子通常采用鼠笼式结构,轴承用来支撑转子和电机的运行部件。
机座是电机的支架,将各个部件固定在一起。
三相异步电动机PLC控制原理的核心是三相电源器,它可以产生不同的电压和频率来实现转速的调节。
控制器是PLC ,根据需要,控制器可以将交流电源中的电压和频率进行调节,并将调节后的信号发送给三相电源器。
三相电源器通过调节输出电压和频率来控制电动机的转速。
1. 步骤1:对三相电源器进行初始化,并将控制器准备好。
2. 步骤2:启动电动机,开始供电。
3. 步骤3:控制器通过差动传感器监测电机的转速,并将数据发送给三相电源器。
4. 步骤4:三相电源器根据控制器的信号,调节输出电压和频率,以使电机正向旋转,同时监测电机的转速,保持转速稳定。
5. 步骤5:当需要停止电机时,PLC控制器发出停止的指令,三相电源器停止输出电压和频率,电机停止旋转。
三相异步电动机PLC控制方法可以根据具体控制目标的不同而有所不同。
在进行设计之前,需要进行系统的分析和需求的明确。
基于PLC变频器三相异步电动机正反的控制一、变频器的概述变频器是用于控制电动机转速的一种电子设备,它可以改变电动机驱动电源的频率和电压,从而控制电动机的转速和运行状态。
在工业自动化中,变频器已经成为控制电动机的主要设备之一,具有应用广泛、控制精度高、扩展性强等特点。
二、PLC的概述PLC是一种常见的工业控制设备,具有可编程性和稳定性优良的特点,主要用于实现工业生产过程中的控制、辅助维护、监控等任务。
PLC在控制电动机转速和方向等方面具有非常广泛的应用。
三相异步电动机是现代工业中常用的一种电动机,它具有结构简单、维护方便、启动性能好等特点,被广泛应用于机械传动系统中。
对于三相异步电动机的正反控制问题,可以通过改变电动机的输入电压和输入频率来解决。
在正反转时,只需要改变两相的输入电压和频率即可。
PLC和变频器的组合可以达到更加精准和可靠的控制效果。
以下是一种基于PLC和变频器的三相异步电动机正反控制方法:1、硬件连接首先,需要将变频器和PLC进行硬件连接,将变频器的输入端和电网相连,将变频器的输出端和电动机相连,将PLC的输出端口和变频器的控制电缆相连。
2、PLC程序设计接下来,需要对PLC进行程序设计,实现正反转控制的自动切换。
本控制方法采用的是基于按钮输入的手动控制,通过两个按钮实现正反转切换。
程序如下:INPUT I0.0 //正转按钮INPUT I0.1 //反转按钮OUTPUT Q0.0 //变频器控制信号IF I0.0=0 AND I0.1=1 THENQ0.0:=1; //正转ELSIF I0.0=1 AND I0.1=0 THENQ0.0:=0; //反转END_IF3、变频器参数设置最后,需要对变频器的参数进行设置,根据电动机的额定电压和额定频率进行设定,以保证电动机的正常运行。
结论本文介绍了一个基于PLC和变频器的三相异步电动机正反控制方法,可以实现较为精准和可靠的控制效果,具有很高的应用价值。
目录一、可行性报告 (2)1、项目目的 (2)2、项目背景及发展概况 (2)3、可行性 (3)二、设计说明 (3)1、器材 (3)2、整体思路 (4)3、系统流程图 (4)4、实验步骤 (5)三、三相异步电机的正反转PLC控制 (5)3.1 PLC定时器控制电动机正反转电路的主接线图 (7)3. 2 PLC定时器控制三相异步电动机正反转的梯形图 (8)3.3定时器控制电动机正反转的指令表程序 (9)3.4 PLC的I/O分配 (10)3.5 实体框形图 (11)结论 (12)电机控制一、可行性报告1、项目目的1)、了解机床电气中三相电机的正反转控制和星三角启动控制。
2)、掌握电动机的常规控制电路设计。
3)、了解电动机电路的实际接线。
4)、掌握GE FANUC 3I 系统的电动机启动程序编写。
2、项目背景及发展概况三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它,要合理的控制它。
这个系统的控制是采用PLC的编程语言----梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
长期以来,PLC始终处于工业自动化控制领域的主战场,为各种各样的自动化设备提供了非常可靠的控制应用,它能够为自动化控制应用提供安全可靠和比较完善的解决方案,适合于当前工业,企业对自动化的需要。
摘要生产机械往往要求运动部件可以实现正反两个方向的起动,这就要求拖动电动机能作正、反向旋转。
由电机原理可知,改变电动机三相电源的相序,就能改变电动机的转向。
本文设计系统的控制是采用PLC的编程语言——梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
关键词:三相异步电动机;PLC;可编程控制;梯形图目录摘要 (I)引言 (1)1PLC基础的知识 (2)1.1关于PLC的定义 (2)1.2PLC的工作原理 (2)1.3PLC的应用领域 (3)1.4PLC的发展趋势 (4)2三相异步电动机的PLC控制 (5)2.1三相异步电动机正反转控制电路的特点 (5)2.1.1三相异步电动机正反转控制电路的主控制电路 (5)2.1.2按钮接触器联锁的正反转控制电路特点及应用分析 (5)2.2交流接触器的正反转自动控制线路工作过程 (6)2.3PLC的选择 (7)2.4三相异步电动机使用PLC控制优点 (7)2.5输入输出定义 (7)2.6输入输出接线图 (8)参考文献 (10)引言电动机的正反转控制大量应用于工业生产当中,而快速准确安全的控制更能够保证生产的安全可靠和产品的品质。
PLC控制三相异步电动机实现正反转,其运行性能更好,且在满足上述需要的前提下还可节省各种材料。
生产中许多机械设备往往要求运动部件能向正反两个方向运动。
如机床工作台的前进与后退起重机的上升与下降等,这些生产机械要求电动机能实现正反转控制。
改变通入电动机定子绕组的三相电源相序,即把接入电动机的三相电源进线中的任意两根对调,电动机即可反转。
目录引言 (1)第一章三相感应电动机系统总体设计方案 (2)1.1三相感应电动机的基本结构 (2)1.1.1 三相感应电动机定子 (2)1.1.2三相感应电动机转子 (3)1.2三相感应电动机的工作原理 (3)1.3三相异步电动机的正反转工作过程 (3)1.3.1 三相感应电动机的原理 (3)1.3.2 三相感应电动机的制动 (4)1.4三相感应电动机系统变量定义及分配表 (4)1.5三相感应电动机系统接线图 (5)1.6三相感应电动机系统流程图 (6)1.7三相感应电动机时序图设计 (7)第二章 PLC基础的知识 (10)2.1关于PLC的定义 (10)2.2PLC与继电器控制的区别 (10)2.3PLC的工作原理 (10)第三章三相感应电动机的PLC控制 (12)3.1三相感应电机的正反转PLC控制 (12)3.2PLC定时器控制电动机正反转互锁的设计 (13)3.2.1 PLC定时器控制电动机正反转电路的主接线图 (13)3.2.2 PLC定时器控制三相感电动机正反转的梯形图 (13)3.3三相感应电动机使用PLC控制优点 (13)第四章系统调试及结果分析 (15)结论 (16)参考文献 (17)引言三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它。
要合理的控制它。
我研究的这个系统的控制是采用PLC的编程语言----梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
学 生 姓 名: 赵学通专 业 班 级: 电气自动化三班指 导 教 师:完成日期: 2013/3目 录摘要................................................................................................绪论................................................................................................1.PLC的基本介绍.. (1)1.1 PLC的产生 (1)1.2 PLC的定义 (1)1.3 PLC的特点 (1)1.3.1可靠性高,抗干扰能力强 (1)1.3.2编程简单,操作方便 (2)1.3.3系统的设计、安装、调试工作量少 (2)1.3.4维修工作量小,维修方便 (2)1.3.5体积小,能耗低 (2)1.4 PLC的系统构成与工作原理 (2)1.4.1编程控制器的基本组成 (2)1.4.2编程控制器基本工作原理 (3)2.三相异步电动机的介绍 (4)2.1 异步电动机的发展现状 (4)2.2 三相异步电动机的结构 (4)2.3 三相异步电动机的原理 (5)3.三相异步电动机控制设计 (6)3.1 三相异步电动机正反转控制电路设计 (6)3.2 用继电器电路移植法改造电动机的正反转电路为PLC控制 (7)3.3 三相异步电动机正反转PLC控制的梯形图、指令表 (8)4.结论 (9)参考文献 (10)摘要现代社会要求制造业要对市场做出迅速反应,及时生产品种多、规格多、低成本、高质量的产品,为了满足这一要求,要求设备和自动化生产线的控制系统精度要高且灵活可靠。
可编程控制器(Programmable Logic Controller, PLC)的出现顺应了这一要求,PLC它是以微处理器为基础的通用工业控制装置。
用PLC控制三相异步电动机正、反转用PLC控制三相异步电动机正、反转:三相交流异步电动机是生产设备常用的动力元件,PLC控制电动机的转动,是生产设备自动控制的最常用,也是基本的控制。
PLC控制电动机,用PLC控制负载,编程是主要的任务,接线驱动负载是次要的任务,不要本末倒置,将接线当成首要任务,编程当成次要任务。
用PLC控制三相异步电动机正、反转设计步骤控制案例:给正转信号,电动机正转运行;给反转信号,电动机反转运行;给停止信号,无论电动机正转还是反转,都要停止运行。
即电动机的控制能实现正反停。
1.电动机正反转的主电路中,交流接触器KM1和KM2的主触点不能同时闭合,并且必须保证,一个接触器的主触点断开以后,另一个接触器的主触点才能闭合。
2.为了做到上面一点,梯形图中输出继电器Y0、Y1的线圈就不能同时带电,这样在梯形图中就要加程序互锁。
即在输出Y0线圈的一路中,加元件Y1的常闭触点;在输出Y1线圈的一路中,加元件Y0的常闭触点。
当Y0的线圈带电时,Y1的线圈因Y¬0的常闭触点断开而不能得电;同样的道理,当Y1的线圈带电时,Y0的线圈因Y¬1的常闭触点断开而不能得电。
3.为了保证电动机能从正转直接切换到反转,梯形图中必须加类似按钮机械互锁的程序互锁。
即在输出Y0线圈的一路中,加反转控制信号X1的常闭触点;在输出Y1线圈的一路中,加正转控制信号X0的常闭触点。
这样能做到电动机正反转的直接切换。
当电动机加正转控制信号时,输入继电器X0的常开触点闭合,常闭触点断开。
常闭触点断开反转输出Y1的线圈,交流接触器KM2的线圈失电,电动机停止反转,同时Y1的常闭触点闭合,正转输出继电器Y0的线圈带电,交流接触器KM1的线圈得电,电动机正转。
当电动机加反转控制信号时,输入继电器X1的常开触点闭合,常闭触点断开。
常闭触点断开正转输出Y0的线圈,交流接触器KM1的线圈失电,电动机停止正转,同时Y 0的常闭触点闭合,反转输出继电器Y1的线圈带电,交流接触器KM2的线圈得电,电动机正转。
摘要生产机械往往要求运动部件可以实现正反两个方向的起动,这就要求拖动电动机能作正、反向旋转。
由电机原理可知,改变电动机三相电源的相序,就能改变电动机的转向。
本文设计系统的控制是采用PLC的编程语言——梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
关键词:三相异步电动机;PLC;可编程控制;梯形图目录摘要 (I)引言 (1)1PLC基础的知识 (2)1.1关于PLC的定义 (2)1.2PLC的工作原理 (2)1.3PLC的应用领域 (3)1.4PLC的发展趋势 (4)2三相异步电动机的PLC控制 (5)2.1三相异步电动机正反转控制电路的特点 (5)2.1.1三相异步电动机正反转控制电路的主控制电路 (5)2.1.2按钮接触器联锁的正反转控制电路特点及应用分析 (5)2.2交流接触器的正反转自动控制线路工作过程 (6)2.3PLC的选择 (7)2.4三相异步电动机使用PLC控制优点 (7)2.5输入输出定义 (7)2.6输入输出接线图 (8)参考文献 (10)引言电动机的正反转控制大量应用于工业生产当中,而快速准确安全的控制更能够保证生产的安全可靠和产品的品质。
PLC控制三相异步电动机实现正反转,其运行性能更好,且在满足上述需要的前提下还可节省各种材料。
生产中许多机械设备往往要求运动部件能向正反两个方向运动。
如机床工作台的前进与后退起重机的上升与下降等,这些生产机械要求电动机能实现正反转控制。
改变通入电动机定子绕组的三相电源相序,即把接入电动机的三相电源进线中的任意两根对调,电动机即可反转。
安徽工贸职业技术学院毕业设计(论文) PLC控制三相异步电动机正反转设计
摘要 本论文文设计了三相异步电动机的PLC控制电路,就是三相异步电动机的正反转控制,与传统的继电器控制相比,具有控制速度快、可靠性高、灵活性强等优点。非常实用。三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它。本文研究的这个系统的控制是采用PLC的编程语言----梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
关键词:PLC 三相异步电动机 可编程控制 梯形图 安徽工贸职业技术学院毕业设计(论文) Plc control with a three wire asynchronous motor is inverting design
Abstract This paper designed the three-phase asynchronous motor PLC control circuit, is a three-phase asynchronous motor positive inversion control, compared with the traditional relay control, with high speed, high reliability, flexibility and other advantages. Very practical. The three-phase asynchronous motor is widely used, has the advantages of simple mechanism, high efficiency, easy control, reliable operation, easy to repair and low cost a little, almost covers the industrial and agricultural production and all aspects of human life, in these applications, three-phase asynchronous motor running in different environments, so the fault occurrence is also very frequently, so a correct and reasonable use of it. This paper studies the system control is the use of PLC programming language - ladder, ladder language is in the programmable controller in the most widely used language, because it is in the relay is added on the basis of the many functions, the use of flexible instruction, so that the logic relationship of a clear and intuitive, easy programming, readability is strong, the realization of the functions it considerably exceeds the traditional relay control circuit, the programmable controller is a digital electronic computing operating system, it is designed for use in harsh industrial application environment and design, it uses a programmable memory, used in the internal memory to perform logic operations, sequence control, timing, counting and arithmetic operations such as instruction, and the use of digital, analog input and output, the control of various mechanical or production process. 安徽工贸职业技术学院毕业设计(论文) Keyword PLC Three-phase asynchronous motor Programmable control Ladder 目 录
引 言 ...................................................... 1 第一章三相异步电动机基础 .................................... 2 1.1 三相异步电动机的基本结构 ............................... 2 1.1.1 三相异步电动机定子 .................................. 2 1.1.2三相异步电动机转子 .................................. 3 1.2三相异步电动机的工作原理 ............................... 3 1.3 三相异步电动机的正反转工作过程 ........................ 4 1.3.1 三相异步电动机的原理 ................................ 4 1.3.2 三相异步电动机的制动 ............................... 4 第二章 PLC基础的知识 ....................................... 5 2.1 关于PLC的定义 ........................................ 5 2.2 PLC与继电器控制的区别 ................................. 5 2.3 PLC的工作原理 .......................................... 6 第三章三相异步电动机的PLC控制 .............................. 8 3.1三相异步电机的正反转PLC控制 ........................... 8 安徽工贸职业技术学院毕业设计(论文) 3.2 PLC定时器控制电动机正反转互锁的设计 ................... 11 3.2.1 PLC定时器控制电动机正反转电路的主接线图 ........... 11 3.2.2 PLC定时器控制三相异步电动机正反转的梯形图 ......... 12 3.2.3定时器控制电动机正反转的指令表程序 ................. 13 3.2.4 PLC的I/O分配 ..................................... 14 3.2.5 实体框形图 ........................................ 15 3.3 三相异步电动机使用PLC控制优点 ........................ 15 结 论 ..................................................... 16 参考文献 ................................................... 18 致 谢 ..................................................... 19 安徽工贸职业技术学院毕业设计(论文) 引 言 三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它。要合理的控制它。 我研究的这个系统的控制是采用PLC的编程语言----梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。 长期以来,PLC始终处于工业自动化控制领域的主战场,为各种各样的自动化设备提供了非常可靠的控制应用,它能够为自动化控制应用提供安全可靠和比较完善的解决方案,适合于当前工业,企业对自动化的需要。进入20世纪80年代,由于计算机技术和微电子技术的迅猛发展,极大地推动了PLC的发展,使得PLC的功能日益增强,目前,在先进国家中,PLC已成为工业控制的标准设备,应用面几乎覆盖了所有工业,企业。由于PLC综合了计算机和自动化技术,所以它发展日新月异,大大超过其出现时的技术水平,它不但可以很容易的完成逻辑,顺序,定时,计数,数字运算,数据处理等功能,而且可以通过输入输出接口建立与各类生产机械数字量和模拟量的联系,从而实现生产过程的自动化控制。特别是超大规模集成电路的迅速发展以及信息,网络时代的到来,扩展了PLC的功能,使它具有很强的联网通讯能力,从而更广泛的运用于众多行业。