印后装订工艺之骑马订常见故障与处理
- 格式:doc
- 大小:29.00 KB
- 文档页数:3
出版物装订质量常见问题及对策发布时间:2022-01-22T13:05:09.186Z 来源:《论证与研究》2021年12期作者:马义鹏 赵 英 纪 楠[导读] 摘要:印制质量直接影响出版物的外观和视觉效果。
加强印装过程中的质量控制,是提高图书质量的最后保障。
本文结合长期从事出版物印刷质量监督检测的工作,从重点从出版物装订质量的评价方法、评价指标、常见的质量问题及对策等方面进行阐述,以期对出版物印制质量的提高有所启示。
关键词:装订质量;质量评价出版物装订质量常见问题及对策马义鹏 赵 英 纪 楠(浙江新华数码印务有限公司 浙江 杭州 310018)摘要:印制质量直接影响出版物的外观和视觉效果。
加强印装过程中的质量控制,是提高图书质量的最后保障。
本文结合长期从事出版物印刷质量监督检测的工作,从重点从出版物装订质量的评价方法、评价指标、常见的质量问题及对策等方面进行阐述,以期对出版物印制质量的提高有所启示。
关键词:装订质量;质量评价出版物质量包括内容质量、装帧设计质量、编校质量和印制质量等方面,提高出版物质量需要各个环节相互配合,共同努力。
近些年,企业技术改造和更新,拥有精良的设备、先进的管理理念、专业人才的重视,印刷质量有飞速的提高。
但笔者在长期的书刊检测工作中,发现在质量方面还存在着不少的问题,尤其是装订质量。
一本书,如果装订质量不好,不仅影响书刊外观,还直接影响使用,如脱页、散页等,装订质量影响着产品的整体质量。
一、出版物装订质量评价的方法及标准装订是图书生产的最后一道工序,装订要经过折页、配贴、锁线、包封、折勒口、裁切、包装等环节,图书装订质量的好坏直接体现图书外观品质。
装订环节的特点是工序多、产品差异大、相对劳动密集程度大。
一本书,装订质量不好,不仅影响外观(书背不平,书背字歪斜),而且影响使用(如脱页、散页,接版误差大,影响使用),装订质量直接影响最终产品的整体质量。
因此,装订质量监控意义重大。
装订质量要求与检验标准─骑马订装1主题内容和适用范围本标准规定了骑马订装书刊的装订质量要求及检验方法,其他骑马订装印刷产品也可参照使用。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB / T 985 1.1- 2008 印刷技术术语GB / T 788 - 1999图书和杂志开本及其幅面尺寸3术语和定义3.1骑马订装:用金属丝从书帖折缝中穿订的装联方式。
3.2折页:将印张折叠成书帖的工序。
4质量要求本标准的本章及其他章节采用GB/T 9851的定义。
4.1使用铁丝规格根据纸质与厚度,铁丝直径0.5mm~0.6mm。
4.2折页4.2.1折页顺序、方式正确。
4.2.2 59 g/m2以下纸张最多折四折;60g/m2-80g/m2纸张最多折三折,81g/m2以上纸张最多折二折。
4.2.3以版心中心点为准,相连两页之间页码位置误差精细产品:≤2.5mm;全书页码位置误差≤4.0mm;一般产品:≤3.0mm,全书页码位置误差≤5.0mm。
4.2.4折页有接图,精细产品:偏位误差≤0.5mm(16P以上折页锁线产品误差≤1.0mm);非接图的误差≤1.0mm;一般产品:偏位误差≤0.8mm,非接图产品误差≤1.2mm.4.2.5三折及三折以上书帖应划口排除空气;划口以划破、划透,不掉落页张为宜。
4.2.6折页书帖平服整齐、无皱折、折角、死折、残页、拖花、套帖、脏污等不良。
4. 3 装订质量4.3.1配(或贮)帖应正确、整齐。
4.3.2订位正确规范,订位为钉锯外钉眼距书芯上下各1/4处,精细产品上下误差±1mm,一般产品上下误差±2mm;精细产品钉位左右偏移、书帖歪斜≤0.3mm;一般产品钉位左右偏移、书帖歪斜≤0.5mm;两钉脚间距:精细产品≤0.5mm,一般产品≤1.0mm。
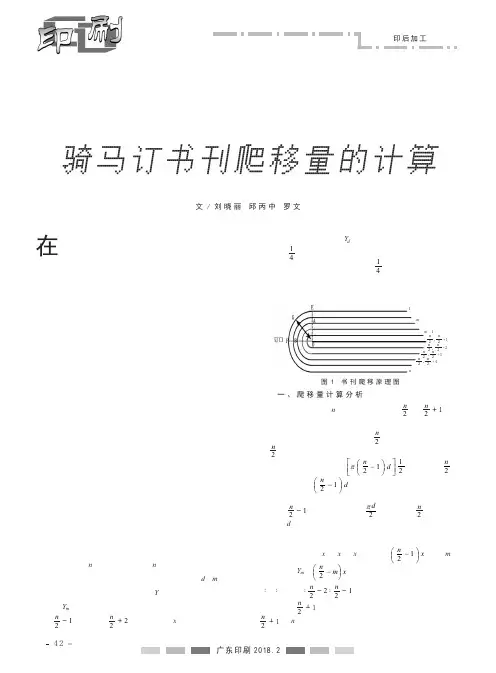
骑马订工艺流程及操作要点
张咏梅
【期刊名称】《印刷技术》
【年(卷),期】2018(0)12
【摘要】随着印后装订技术的不断发展,骑马订作为书刊印后装订的一种工艺,其装订速度和装订质量也发生着变化。
骑马订就是将书页用套配法配齐后,加上封面套合成一个整帖,再将成卷的铁丝在机器上切下一段,然后从书籍折缝处穿进去,并将其弯脚锁牢,把书帖装订成本。
骑马订工艺流程短、快速便捷、成本低,且成书翻阅时可以将书摊平,便于阅读,可广泛应用于宣传手册、新闻资料、杂志、画册、海报等的装订,其工艺流程为配页一订书一裁切一打包。
下面,笔者从多年的工作经验出发,根据骑马钉工艺流程,对各流程操作要点总结如下,愿与大家分享。
【总页数】1页(P65-65)
【关键词】工艺流程;骑马订;操作;印后装订技术;装订质量;工作经验;成本;成卷【作者】张咏梅
【作者单位】河南新华印刷集团有限公司
【正文语种】中文
【中图分类】TS88
【相关文献】
1.走近北人骑马订——访北人骑马订分厂张中伏厂长及陈华工程师 [J], 薛金萍;
2.海德堡为何退出骑马订和胶订机? [J], 徐世垣
3.走近北人骑马订——访北人骑马订分厂张中伏厂长及陈华工程师 [J], 薛金萍
4.印后装订质量标准要求与操作规程(六)骑马订工序 [J], 王淮珠
5.不使用订书钉的骑马订--胶粘骑马订 [J], 杨志钢
因版权原因,仅展示原文概要,查看原文内容请购买。
装订质量要求及检验标准•骑马订装装订质量要求与检验标准一骑马订装1主题内容和适用范围本标准规定了骑马订装书刊的装订质量要求及检验方法,其他骑马订装印刷产品也可参照使用。
2引用标准以下标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用以下标准最新版本的可能性。
GB/T9851.1-2008印刷技术术语GB/T788-1999图书和杂志开本及其幅面尺寸3术语和定义3.1骑马订装:用金属丝从书帖折缝中穿订的装联方式。
3.2折页:将印张折叠成书帖的工序。
4质量要求本标准的本章及其他章节采用GB/T9851的定义。
4.1 使用铁丝规格根据纸质与厚度,铁丝直径0.5mm~0.6mm。
4.2 折页4.2.1 折页顺序、方式正确。
4.2.259g∕m2以下纸张最多折四折;60g∕m2-80g∕m2纸张最多折三折,81g∕m2以上纸张最多折二折。
4.2.3 以版心中心点为准,相连两页之间页码位置误差精细产品:≤2.5mm;全书页码位置误差≤4.0mm;一般产品:≤3.0mm,全书页码位置误差≤5.0mm04.2.4 折页有接图,精细产品:偏位误差≤0∙5mm(16P以上折页锁线产品误差≤l∙0mm);非接图的误差≤L0mm;一般产品:偏位误差≤0.8mm,非接图产品误差≤1.2mm.4.2.5 三折及三折以上书帖应划口排除空气;划口以划破、划透,不掉落页张为宜。
4.2.6 折页书帖平服整齐、无皱折、折角、死折、残页、拖花、套帖、脏污等不良。
4. 3装订质量4.1.1 配(或贮)帖应正确、整齐。
4.1.2 订位正确标准,订位为钉锯外钉眼距书芯上下各1/4处,精细产品上下误差±lmm,一般产品上下误差±2mm;精细产品钉位左右偏移、书帖歪斜≤0.3mm;一般产品钉位左右偏移、书帖歪斜≤0.5mm;两钉脚间距:精细产品≤0.5mm,一般产品≤LOmm04.1.3 订后成册无坏钉、漏钉及垂钉,书册平服整齐、钉脚平整、牢固、钉锯均钉在折线上。
印刷后期装订方式和工艺1、活页及办公型装订工艺:包括热熔封套、铁圈、螺旋圈、胶圈、维乐、钢脊、塑管热铆、脊条等等,这些装订方式在国内已存在多年,大部分已经很成熟。
2、骑马订:这是最为简洁高效的装订方式,在印刷中应用较为广泛,但是这种装订方式只适用于较薄(p数比较少)的书籍装订。
3、挤背:把传统骑马钉的书脊处通过脊背机的挤压,处理成类似胶装的外形,这样既可以使得骑马钉获得象胶装一样方脊的外型,同时还保留了骑马钉册子方便平展翻阅的优点,更为重要的是这个过程无需耗材。
4、无线胶装、精装:这种装订方式在比较厚的产品说明书、小说等黑白印刷,材质为胶版纸或轻型胶的产品中比较常用。
纸品表面工艺1、覆膜:一般应用于书籍类产品的封面。
说白了,就是在纸张的表面粘上一层塑料膜。
可以是印刷品表面保持干净。
种类大致分为:亮膜、亚膜两种。
2、UV淋膜(或者叫上光):覆膜毕竟存在一个纸品无法回收的弱点,这将导致资源的极大浪费。
许多发达国家已经在限制覆膜的应用领域,因此我们不能不关注这个问题!另外,局部uv则又不同。
3、烫金:电化铝的发明使得印刷品世界精彩纷呈,但是局限于制版过程的复杂,烫金这种工艺很难在小批量的数字印刷中得以推广。
但是,数字印刷的多样性要求又呼唤着这种工艺。
这个矛盾可能将得到解决,一种新型版材在普通烫金机上应用成功,利用这种版材在普通数码雕刻设备上就可以简便快捷地制作烫金模版。
与以前花上几天的时间才能制好一个模版比较起来,1个小时不到的制版时间,可能会被不少的数字印刷提供商所接受了。
纸张成型加工工艺1、裁切与三面切:切纸机几乎是印后应用频率最高的设备,小型切纸机在国内已经全面普及。
随着光滑的铜版纸大量应用,小型电动的切纸机已经无法适应需求了,因为压紧力严重不足、机架精确度太低、使用寿命太短,导致裁切出来的成品报废,前功尽弃!2、折页与叠图:折页是常见的印后工艺,在黑白印刷主导的时代,印刷领域基本上是搓轮式的折页机,随着彩色印刷的普及,吹吸风进纸的方式成为趋势,否则的话无法解决光滑的铜版纸的折页要求。
胶订机的常见故障和解决方法1. 胶订机卡纸问题胶订机在使用过程中经常会出现卡纸问题,导致纸张无法正常通过。
这可能是由于下面几个原因引起的:•纸张质量不佳:低质量纸张容易卡纸。
解决方法是使用质量较好的纸张,避免使用过于光滑或粗糙的纸张。
•进纸滚轮脏污:滚轮上的灰尘和污垢会导致纸张卡住。
解决方法是用湿巾或棉签轻轻擦拭进纸滚轮,确保其表面清洁。
•进纸滚轮松动:进纸滚轮如果松动,会导致纸张被卷起而无法通过。
解决方法是检查滚轮是否松动,如果是,则需要紧固螺丝或更换滚轮。
•胶订机调整不当:胶订机的进纸调整部分可能没有正确设置,导致纸张卡住。
解决方法是根据胶订机说明书,正确调整进纸导向器,确保纸张能够平稳通过。
2. 胶订不牢问题有时候,使用胶订机进行装订后,纸张容易松脱。
以下是这个问题的一些可能原因和解决方法:•胶水质量不佳:如果使用的胶水质量不好,它可能无法牢固地将纸张粘合在一起。
解决方法是选择质量好的胶水品牌,确保其粘性可靠。
•胶订机压力不够:胶订机中的压力部分可能没有调整到合适的位置,导致胶水无法充分粘合纸张。
解决方法是根据胶订机说明书,调整压力部分,确保纸张受到足够的压力。
•胶订机针头损坏:如果胶订机的针头锐利度不够或已损坏,就无法穿透纸张并将胶水带入内部。
解决方法是检查针头的锐利度和状况,如有需要,及时更换针头。
•胶订机设置不当:胶订机的设定参数可能未正确调整,导致胶水无法有效附着在纸张上。
解决方法是重新检查胶订机的设置参数,并根据需要进行适当的调整。
3. 胶订机卡针问题在胶订机使用过程中,偶尔会出现卡针问题,即胶订机无法将针头顺利穿透纸张。
以下是可能导致该问题的一些原因和解决方法:•胶订针头损坏:胶订机的针头可能已经变钝或受损,无法顺利穿透纸张。
解决方法是检查针头的状态,如有需要,更换针头。
•纸张堆叠不正确:如果纸张堆叠得太厚或者不平整,胶订机的针头可能无法穿透。
解决方法是重新调整纸张堆叠的高度和平整度,确保胶订机能够顺利穿透纸张。
印后装订工艺之骑马订常见故障与处理
•骑马订联动线检测装置
骑马订联动线检测装置包括缺帖、歪帖检测,以及书厚检测。
1.缺帖、歪帖检测
缺帖、歪帖检测过程是:当搭页机、集帖链正常工作时,书帖将光束遮住,一旦出现缺帖或歪帖,光束就直接照射在光敏管表面,然后将信号传给延时继电器,订书停止。
2.书厚检测
书厚检测是由上偏心轮与下滚轮进行的,通常称为测厚轮。
调节书厚检测时,将需要装订的书刊放在偏心轮下方,转动调节盘使下滚轮上下移动,压力适度即可。
另外,还可通过微调达到最佳压力。
如果是多帖或少帖的书刊通过测厚轮时,检测开关闭合,接通订书机头控制继电器,订书停止,同时发出信号,随后抛出坏书。
骑马订常见故障与处理
骑马订常见故障主要反映在订书机头上,这些故障原因与处理方法如下。
1.不出铁丝或输丝不畅
故障原因:
(1)输铁丝导轨磨损或有杂物;
(2)铁丝盘旋转有阻;
(3)齿轮轴压簧压力过大。
处理方法:
(1)检查导轨并清除杂物;
(2)检查铁丝盘,使其压力适度;
(3)调节压簧压力。
2.铁丝翘钉
故障原因:订书机头压力不够。
处理方法:升高弯脚组或微调订头压力。
3.铁丝钉偏斜
故障原因:
(1)书帖天头方向偏斜;
(2)压书块未起作用。
处理方法:
(1)检查歪贴控制;
(2)调节压书块。
4.钉脚不平实、出现皱钉
故障原因:
(1)弯脚组过低或弯脚磨损;
(2)弯脚组与机头不垂直。
处理方法:
(1)升高或更换弯脚组;
(2)调节弯脚组。
5.不切或切不断铁丝
故障原因:
(1)切刀不到位;
(2)切刀与导丝孔之间有磨损。
处理方法:
(1)检查切刀;
(2)调节切刀与导线孔间隙。
骑马订质量标准
(1)套配书帖应整齐,页码正确。
(2)上下钉眼外沿距天头、地脚距离为书芯长度的1/4,允许误差±2.0mm。
(3)书刊平服整齐,钉脚平整、牢固,钉锔在折缝线上,书帖歪斜<2.0mm。
(4)全书整洁,成品裁切误差<1.5mm,非标准尺寸按合同要求。
(5)成品裁切后无刀花、连刀,无破头,外观整洁,无压痕。