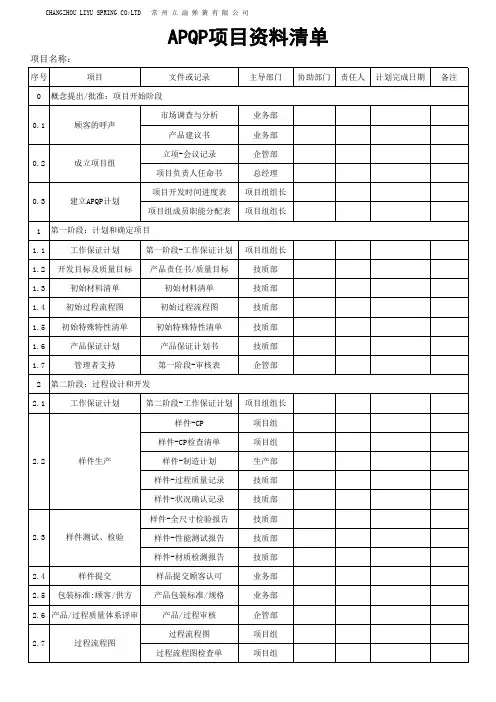
样件检验和确认记录表
- 格式:docx
- 大小:14.38 KB
- 文档页数:1
样件鉴定管理程序(ISO9001:2015)1.目的本制度规定了产品零部件样件鉴定的工作流程和要求,以防止出现因对样件质量控制不当而产生批量质量问题。
2.范围适用于本公司外协外购件及自制件初物中需进行样件鉴定的情况。
3.定义3.1样件:是指按量产条件(正常生产用的设备、工装、量检具、工艺、材料、操作者、生产环境和过程参数等)生产的经检验合格的首批零部件。
3.2样件鉴定:是指在批量生产前通过对样件及其相关资料的检查和确认,验证供方或公司制造部门是否具有相应的质量保证能力及产品是否符合设计要求的一种符合性判定。
4.职责5.工作流程(详见附件1)5.1样件送样要求(外协外购件)5.1.1 样件及所附资料要求Ⅰ)样件必须编号且和自检报告一一对应,需进行材料性能试验或焊接/铆接后不能再分解测量的总成件的样件必须随样提供相应的试棒、试片、工艺散件等试样(见附表2)。
Ⅱ)随附资料按技术质量交流时确定的要求提交。
检验主管工程师认为无需交流时,应在鉴定书上签字备注,样件随附资料按表a要求提交。
Ⅲ)对于有3C认证要求的零部件(详见附表8)的样件鉴定,厂家还必须提供3C认证证书、产品描述报告、检测报告、3C模压标志批准证书复印件;尚未取得证书的,厂家必须提交已申请3C认证的申请书、产品描述报告、检测报告的复印件,否则不予鉴定。
5.1.2 样件的数量要求Ⅰ)送样数量一般为6件(套),需较多样件进行型式试验的总成零部件见附表6,特殊数量要求应在前期技术质量交流时明确。
Ⅱ)如果样件为一模多腔的模具成型件,送样时应提供每一模腔的零件,数量为3件/腔;Ⅲ)变更样件(不涉及到材质、性能的变更)的送样数量为2件(套)。
5.2样件的接收审查(外协外购件)5.2.1供方必须按照样件送样的要求提供样件、试样、相关资料,同时填写《样件鉴定申请单》提交物资公司。
5.2.2物资公司主管工程师负责按照样件送样的要求对厂家提供的样件数量,试样以及必须提供的相关资料进行核对,符合要求的在《样件鉴定申请单》上签名确认后送至鉴定部门,不符合送样条件的拒绝接收。
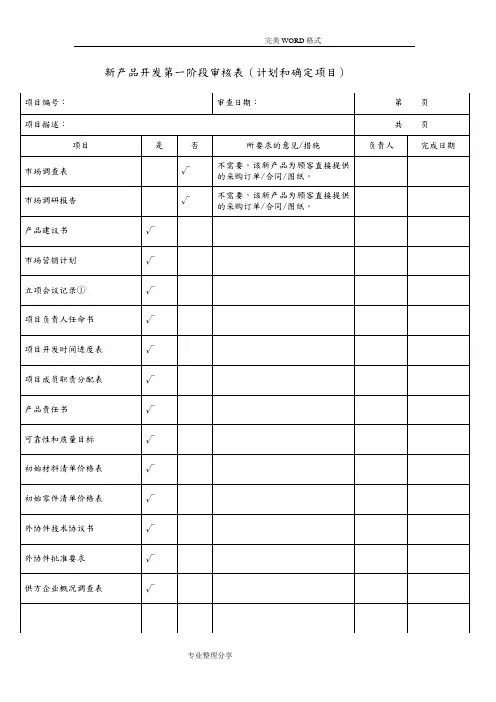
新产品开发第一阶段审核表(计划和确定项目)新产品开发第二阶段审核表(产品设计和开发)新产品开发第三阶段审核表(过程设计和开发)新产品开发第四阶段审核表(产品和过程确认)新产品开发第五阶段审核表(反馈、评定和纠正措施)A — 1 设计FMEA检查表修订日期第1页,共1页制定人:专业整理分享A — 2 设计信息检查表修订日期第1页,共4页专业整理分享A—2 设计信息检查表(续)修订日期第2页,共4页制定人:专业整理分享A — 2 设计信息检查表(续)修订日期第3页,共4页制定人:专业整理分享A — 2 设计信息检查表(续)修订日期第4页,共4页制定人:专业整理分享A— 3 新设备、工装和试验设备检查表修订日期第1页,共2页制定人:专业整理分享A — 3 新设备、工装和试验设备检查表(续)专业整理分享A — 4 产品 / 过程质量检查表修订日期第1页,共4页本检查表并不打算代替克莱斯勒、福特和通用汽车公司的质量体系评定专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第2页,共4页专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第3页,共4页专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第4页,共4页制定人:专业整理分享A — 5 车间平面布置检查表修订日期第1页,共2页制定人:专业整理分享A — 5 车间平面布置检查表(续)修订日期第2页,共2页制定人:专业整理分享A — 6 过程流程图检查表修订日期第1页,共1页制定人:专业整理分享A — 7 过程FMEA检查表修订日期第1页,共1页制定人:专业整理分享A —8 控制计划检查表修订日期第1页,共1页制定人:专业整理分享专业整理分享。
与培训管性评估、员工培训档案建立,以及员工满意度测量等管理要求。
急速扩张,可能导致岗
位培训不充分
5.培训需求识别不充分/
承担特定任务人员应具
备的资格要求不明确
培训
5.调整或重新
识别培训需求
企业文化
顾客报怨
8.岗位配置状况识别
9.产品开发培训方案
岗计划汇总表
8.员工外部培训档案
9.员工培训效果评估表
10.培训师效果评估表
16.KPI考核报表夹、资料
7、培训场地、投
影仪
8、培训讲师
9、培训教材/课件
训管理过程、岗位能力确定、员工聘用第三方咨询公 2.员工不清楚自己的工 2.质量目标培展战略 2.KPI考核项目 2.上岗证管理,负责培训需求的提出、人员的日常管
记表(含专项培训)制过程2、打印机、复印成率培训计划次数×
7.2.1/7.2.2/7.2.。
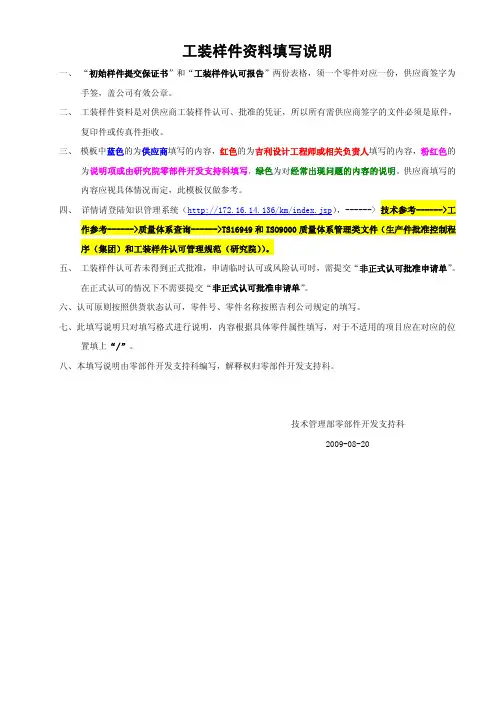
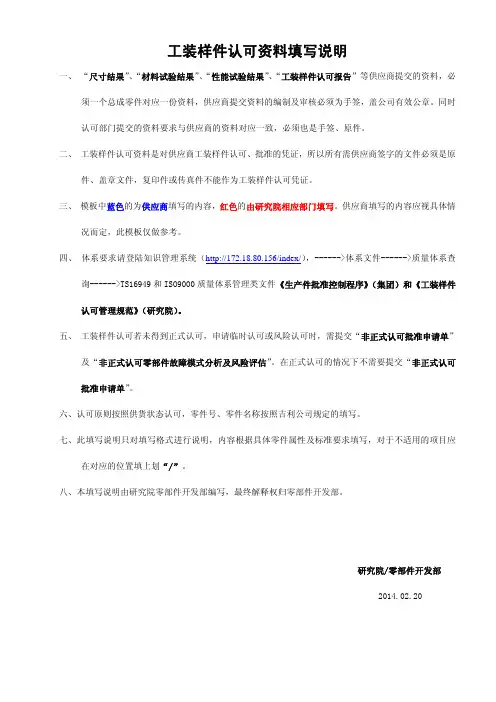
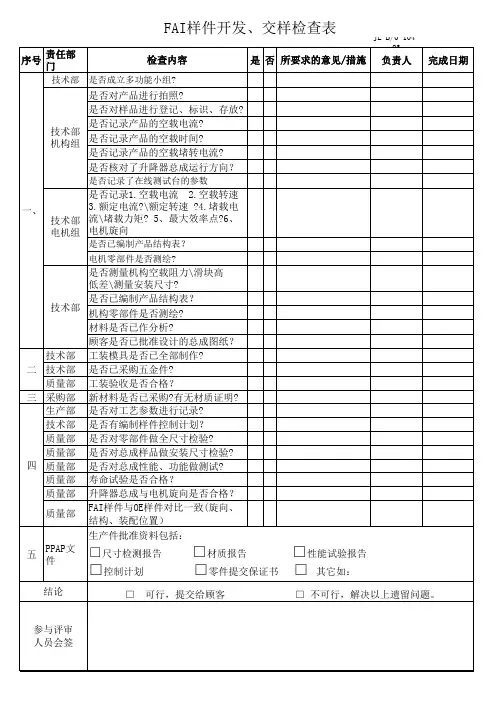
工装样件认可资料填写说明一、 “尺寸结果”、“材料试验结果”、“性能试验结果”、“工装样件认可报告”等供应商提交的资料,必须一个总成零件对应一份资料,供应商提交资料的编制及审核必须为手签,盖公司有效公章。
同时认可部门提交的资料要求与供应商的资料对应一致,必须也是手签、原件。
二、 工装样件认可资料是对供应商工装样件认可、批准的凭证,所以所有需供应商签字的文件必须是原件、盖章文件,复印件或传真件不能作为工装样件认可凭证。
三、 模板中蓝色的为供应商填写的内容,红色的由研究院相应部门填写。
供应商填写的内容应视具体情况而定,此模板仅做参考。
四、 体系要求请登陆知识管理系统(http://172.18.80.156/index/),------>体系文件------>质量体系查询------>TS16949和ISO9000质量体系管理类文件《生产件批准控制程序》(集团)和《工装样件认可管理规范》(研究院)。
五、 工装样件认可若未得到正式认可,申请临时认可或风险认可时,需提交“非正式认可批准申请单”及“非正式认可零部件故障模式分析及风险评估”。
在正式认可的情况下不需要提交“非正式认可批准申请单”。
六、认可原则按照供货状态认可,零件号、零件名称按照吉利公司规定的填写。
七、此填写说明只对填写格式进行说明,内容根据具体零件属性及标准要求填写,对于不适用的项目应在对应的位置填上划“/”。
八、本填写说明由研究院零部件开发部编写,最终解释权归零部件开发部。
研究院/零部件开发部 2014.02.20供应商名称:详细地址:邮政编码:传真号码:电话号码:供应商:零件号:名称:样件数量: 是否是“D”零件(有义务存档件) ○是 ○否○一种新的零件或产品(如:从前未曾生产的某种零件、材料或颜色)○对以前提交内容不符合的纠正○由于设计文件、规范或材料方面的设计更改引起产品的改变 ○加工方法发生了改变○使用新的或更改的工装(不包括易损非关键工装)模具、铸件、模型等,包括 附加或替换用的工装 ○在工装和设备转移到不同的工厂或在一个新厂址进行的生产手签并盖公司章) 日期:201×年×月×日D 关重件选择工装样件认可原因由设计人员判定是否合格及认可结论,由设计部门部长签字批准GLP1017 版本:C 编码: 002要求供应商把工装样件放置在称重的器具上,并显示实际的称重定额,以照片的手签 盖章 盖章必须公司公章质量章GLP1018 版本:C 编码:003手签盖章 盖章必须公司公章质量章GLP1002 版本号:5 编号: 004审核(签字盖章)Check: 供应商签字盖章 尺寸测量结果必须有六组数据,各数据必须与前面图纸要求的尺寸或特性一致(公差范围内) 检测项目、图纸要求的尺寸/特性必须与检规相对应,不能少项或不一致; 盖章必须是公司公章或质量章尺寸结果(复验) Dimensional Results供应商名称 Supplier 显示在采购订单上的供应商名称零 件 号Part Number吉利公司零件号测 量 机 构 名 称 Name of Laboratory 做此测量的机构名称零 件 名 称Part Name吉利公司零件名称序号List 项目Item(图纸要求)尺寸/特性测量结果Supplier Test Results OK NOT OK1 … …… 实测值实测值实测值 实测值实测值 实测值 OK2 … …… 实测值实测值实测值实测值实测值实测值OK3 … …… 实测值实测值实测值实测值实测值实测值OK 备注:(Remark):编制Authorize:复检人签字日期Date:手签审核Check:复检科室主管签字日期Date: 手签审批Approve:复检部门部长签字日期Date: 手签GLP1003 版本号:5 编号: 006供应商名称 Supplier 试 验 机 构 名 称 做此试验的试验机构名称备注:(Remark)审核(签字盖章)Check: 供应商签字盖章 日期Date: 手签此试验机构一定是具有资格的实验室(国家承认、吉利承认或九大主机厂承认的实验室)。
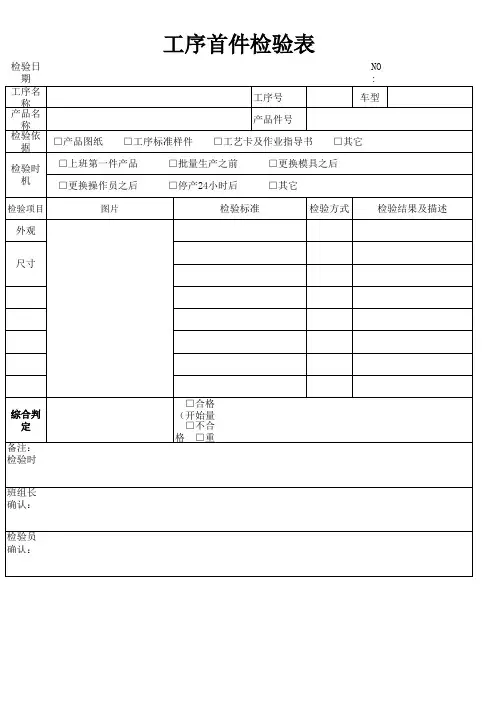
产品质量检验报告表
一、产品信息。
产品名称,XXXXX。
产品型号,XXXXX。
生产日期,XXXXX。
生产厂家,XXXXX。
二、检验目的。
本次产品质量检验的目的是为了确保产品的质量符合相关标准和规定,保障产品的质量安全,提高产品的市场竞争力。
三、检验项目。
1.外观检验,检查产品外观是否完整,有无变形、划痕、色差等情况。
2.尺寸检验,测量产品的尺寸是否符合标准要求。
3.功能检验,测试产品的功能是否正常。
4.材料检验,检查产品所用材料是否符合相关标准。
5.包装检验,检查产品包装是否完好,有无破损、错位等情况。
四、检验结果。
经过本次产品质量检验,得出以下结果:
1.外观检验,产品外观完整,无变形、划痕、色差等情况。
2.尺寸检验,产品尺寸符合标准要求。
3.功能检验,产品功能正常。
4.材料检验,产品所用材料符合相关标准。
5.包装检验,产品包装完好,无破损、错位等情况。
五、检验结论。
根据以上检验结果,本次产品质量检验结论为,产品质量符合相关标准和规定,可以正常投放市场使用。
六、检验人员。
检验人员,XXXXX。
审核人员,XXXXX。
七、备注。
本次产品质量检验报告表为有效文档,如有疑问,请及时联系相关部门进行核实。
以上为产品质量检验报告表,谢谢阅读。
样品试制及小批量试产程序(ISO9001-2015/IATF16949-2016)1.0目的:1.1、为了提高样件制造成功的机率,防止提交顾客的样品不符合顾客要求。
1.2、为了顺利的通过小批量生产,并在试产过程中暴露问题并得到及时的改善,为量产做好充分的准备,杜绝量产过程中发生质量事故。
2.0范围:所有公司的新产品3.0权责序号责任部门权责技术部负责主导样品及小批量试产的设计、评审、确认工作,1归口管理本办法品质部负责样品试制及小批量试产过程、最终型式功能的检验2工作3 生产部负责样品及小批量试产的生产安排及生产执行工作4 销售部负责新产品的信息的传达与顾客沟通工作5 采购部负责新产品外购及与供应商沟通工作6 主管副总负责样品及试产最终的确认工作4.0定义:4.1样品:顾客需求或设计需求而提出试制确认的产品4.2新产品:4.2.1、新顾客或者顾客新开发的产品,且与公司之前生产的型号无100%重合4.2.2、因顾客或者内部设计变更后的第一批产品5.0作业内容:流程内容责任部门支持文件及记录1、销售部接到新顾客或者顾客新开发需要提交样品的需求时,遵守产品先期质量策划控制程序要求,填写顾客要求清单,并将所有与顾客沟通的信息,技术资料移转技术部销售部顾客要求清单2、技术部按产品先期质量策划控制程序要求,将新产品进行分类,依据新产品类型进行设计,组织多功能小组进行评审(I类产品会签评审。
Ⅱ、Ⅲ类产品会议评审),新产品设计信息记录于新产品开发目录3、设计评审结果为有修改要求的,技术部进行修改4、技术部提出设计验证计划及报告表,相关部门按验证计划在试制过程中进行验证。
技术部设计评审记录新产品开发目录设计验证计划及报告5、生产部负责安排样品试制及新产品试产的生产排期,确定好生产日期后提前三天以内部联络单通知相关部门做好相关试产,样品验证的准备6、样品及新产品试制时,必须由生产部现场负责人进行第一件的试制调试,并对员工进行培训教育,考核,技术部现场负责技术指导。