相关钢种工艺
- 格式:xls
- 大小:69.50 KB
- 文档页数:2

马钢小H型钢生产工艺介绍马鞍山钢铁股份有限公司第三钢轧总厂二零一一年二月前言1、产品大纲及设计指标2、产品质量标准、技术条件和检验方法3、原料种类、标准和技术条件4、生产工艺流程及特点5、主要生产设备及其技术性能6、生产工艺制度7、H型钢的常见缺陷8、H型钢的应用主要内容前言H型钢的概念:腹板(常称为腰)与两翼缘(常称为腿)相垂直,翼缘内、外两侧边相互平行,腿端平直,棱角分明,故也被称为“平行腿工字钢”。
因其翼缘较宽,又称为“平行宽翼缘工字钢”。
H型钢有热轧和焊接两大类,因其断面形似英文字母“H”,故称为H型钢。
H型钢规格的表示方法:高度H,宽度B,腰厚t1,腿厚t2,如400*200*8*13表示高度H直为400mm,宽度B值为200mm,腹板厚度t1为8mm,翼缘厚度t2为13mm。
前言在欧美,1900年初开发了无斜度大尺寸轨底的H型钢。
1926年在美国已经用万能轧机生产出H型钢,并广泛用于摩天大楼、桥梁及地铁等建筑工程。
1961年日本引进万能轧机后,H型钢占据了日本型钢轧制的主要地位。
我国在1998年前,H型钢还是空白,之后马钢、莱钢、日照、津西等钢厂相继上H型钢项目,各轨梁厂也将原来的两辊轧机改造成万能轧机,具备了生产H型钢的条件。
前言热轧H型钢是一种新型经济建筑用钢,具有截面模数大,抗弯能力强,单位重量轻,外形美观、构造方便、节约工时、降低造价,可加工再生等优点,已经被广泛地应用在工业与民用建筑钢结构中。
与工字钢相比,相同重量下增加承重15~30%,方便工程安装;与焊接H型钢相比,减少焊接过程中的人工、能源及材料消耗,避免产品因焊接而产生的缺陷。
热轧H型钢工字钢焊接H型钢前言为满足市场品种、规格配套的需求,马钢在2005年新建中/小H型钢生产线,产品范围H400mm/B200mm以下。
该生产线的关键工艺技术和轧线主要设备均从意大利DANIELI公司引进, 轧线采用“5+10”全连续轧制方式, 电气传动自动控制系统及计算机1级、2级控制系统从GE公司引进, 步进式加热炉由北京凤凰工业炉公司提供, 其他辅助设备由马钢重机、二机制公司等配套制造。


编制:批准:一、不锈钢碱性感应电炉不氧化法熔炼工艺1.配料:根据产品工艺出品率和钢料的化学成分,计算回炉料和钢料(钢料要选择与目标成分一样或相近的成分)的配比比例(一般回炉料在50~60%,最多不超过80%,钢料在40~50%,最少不低于20%)o 合金加入量视具体成分要求进行调整。
注意炉料和合金料必须干燥、干净、无杂质和模壳材料等。
2.加料顺序:先加成形钢料,便于快速熔化,然后视回炉料形状添加,注意防止搭桥。
大量不易熔化、且烧损较小的合金料,如钿铁、镇,可以在熔化初期加入。
对于烧损较大的格铁、银铁、铁铁、锐铁等,要在基本熔化完后加入,以减少氧化烧损。
3.炼钢工艺:二、碳钢碱性感应电炉不氧化法熔炼工艺1.配料:根据产品工艺出品率和钢料的化学成分,计算回炉料和钢料(钢料要选择与目标成分一样或相近的成分)的配比比例。
(一般回炉料在50~60%,最多不超过80%,钢料在40~50%,最少不低于20%。
)合金加入量视具体成分要求进行调整。
注意炉料和合金料必须干燥、干净、无杂质和模壳材料等。
2.加料顺序:先加成形钢料,便于快速熔化,然后视回炉料形状添加,注意防止搭桥。
三、低合金钢碱性感应电炉不氧化法熔炼工艺1.配料:根据产品工艺出品率和钢料的化学成分,计算回炉料和钢料(钢料要选择与目标成分一样或相近的成分)的配比比例。
(一般回炉料在50~60%,最多不超过80%,钢料在40~50%,最少不低于20%。
)合金加入量视具体成分要求进行调整。
注意炉料和合金料必须干燥、干净、无杂质和模壳材料等。
2.加料顺序:先加成形钢料,便于快速熔化,然后视回炉料形状添加,注意防止搭桥。
不易烧损的锲、锢等合金可以先加入,易烧损的格、银、钛、锐等合金要在炉料全部熔清前加入,以减少烧损。
熔炼配料作业控制方法1配料原则:1.1条件允许的情况下,尽量少用回炉料,以回收料为主。
1.2只有在技术部经过验证,并给出专门的控制方法的情况下,配料时所用的回炉料才允许超过65%。

钢材的生产分类及工艺一、钢铁生产的工艺流程1、钢的来源钢的源头是铁矿砂,即铁元素(Fe)在自然界中的存在形式,纯粹的铁在自然界中是不存在的,铁矿砂主要分为磁铁矿、赤铁矿、褐铁矿三种。
铁矿砂中的含铁量越高越好,理论上铁矿砂中的最高含铁量在72%左右,含铁量在60%以上称为富铁矿。
铁矿砂先在熔炉内还原成铁(铣铁),再送入炼钢炉内脱碳精炼成钢,废钢也可在炼钢炉熔炼再生。
2、炼铁铁矿砂在熔炉(高炉)中提炼成铁的过程称为炼铁。
炼铁时,自高炉上方将铁矿砂、焦炭、石灰石等交互投入,热风炉加热过的空气由高炉下部风口吹入,炉内焦炭燃烧生成1500。
C 高温,产生一氧化碳(CO)炉气自炉中上升,一氧化碳把铁矿砂还原;炼成的生铁自炉下方出铁口流出,由混铁炉暂贮并运到炼钢工场。
3、炼钢高炉熔出的生铁碳含量高(C含量3%以上),硅(Si)、磷(P)、硫(S)等不纯物多,产品既硬且脆。
把杂质减低炼成强韧性质的钢制品,此过程称为炼钢。
炼钢原料除生铁、废钢外,还有去除不纯物用的熔剂,生石灰、萤石,脱氧剂合金铁等,使钢的品质提高。
炼钢方法主要有转炉、电炉。
通常钢铁制品是将铁矿石还原,熔解成生铁(炼铁),生铁精炼成钢(炼钢),钢再轧延、加工后制成各种钢铁制品。
钢铁生产的工艺流程:铁矿石—高炉炼铁--炼钢--轧钢--成品二、钢材的分类钢材按外形可分为型材、板材、管材、金属制品四大类。
为便于采购、订货和管理,我国目前将钢材分为十六大品种:(一)型材1.重轨----每米重量大于30千克的钢轨(包括起重机轨)2.轻轨----每米重量小于或等于30千克的钢轨3.大/中/小型型钢----普通钢圆钢、方钢、扁钢、六角钢、工字钢、槽钢、等边和不等边角钢及螺纹钢等。
按尺寸大小分为大、中、小型4.线材----直径5-10毫米的圆钢和盘条5.冷弯型钢----将钢材或钢带冷弯成型制成的型钢6.优质型材----优质钢圆钢、方钢、扁钢、六角钢等7.其它钢材----包括重轨配件、车轴坯、轮箍等(二)板材1.薄钢板----厚度等于和小于4毫米的钢板2.厚钢板----厚度大于4毫米的钢板。
试分析不同钢种不锈钢的轧制工艺摘要:由于钢的强度和密度较大,所以在对其进行产品制造的过程中通常采用轧制工艺,通过将钢材进行变形抗力曲线处理,可以将钢材变为可以利用的材料。
随着时代的不断进步,现在钢种也逐渐增多,通过对不同钢种进行分类进行轧制工艺处理,不仅能够提高钢材的利用率,还能降低生产的成本。
本文对不同钢种的不锈钢轧制工艺进行了讨论,以供参考。
关键词:不锈钢;炸制工艺;应用分析前言:在对不锈钢进行加工的过程中,通过对不同钢种采用不同的轧制工艺,可以最大程度上获得不锈钢的力学性质以及执行组织。
在对不锈钢进行轧制的过程中,应当注意钢材出炉后的温度、成型状态以及冷却方法等进行机械化的处理。
针对不同的钢种,需要对其对不同的冷却条件进行系统性的修改,有的钢种冷却条件虽然只有一点点的差距,但是冷却的时候也应当对其冷却系统进行调节[1]。
另外每一个轧制设备自身都具有一定的冷却特性,所以在实际的生产中需要根据轧制机械以及冷却系统对不同的钢种进行轧制生产。
1、轧制工艺的种类轧制法在复合钢材特别是在不锈钢领域应用的较为广泛,主要是由于其能针对不同种类的不锈钢种类进行加工处理,其中轧制法主要包括三种即直接轧制复合法、爆炸焊接+热轧法、钎焊热轧法,下面对其进行详细的介绍。
1.1直接轧制复合制造法这种对不锈钢的轧制方法追要是将不同的金属进行混合融化,这种方法是实际的钢材生产中最常见的一种复合制造方法。
具体的轧制方法可以分为热轧复合法和冷轧复合法。
利用直接轧制复合方法对钢材进行制造的优点为可以对形状尺寸较大的金属元件进行加工融合,同时还能降低在轧制过程中产生的污染。
热轧法指的是再进行生产的过程中使用一定温度对金属元件进行加热和保温处理,这样能够保证所加工的复合材料与大气压进行有效的结合。
冷轧法主要是指利用大气压的作用将技术材料进行融合。
其中热轧制造的方法的工艺较为复杂,同时对金属材料加工的种类也比较多,但是在实际的运用过程中会出现钢材的厚度不均匀现象的出现,这就对钢材的性能造成了严重的影响。
轧钢工艺流程一、轧钢工艺流程概述轧钢是把钢坯通过连续轧制设备进行加工处理,最终成为各种规格和品种的钢材的过程。
其工艺流程主要包括钢坯加热、粗轧、中轧、精轧、冷却、定尺切割、打标喷码等环节。
二、钢坯加热钢坯加热是轧制的第一步,其主要目的是提高钢材的温度,促进成分均匀化,减小轧制力、改善钢材的塑性和韧性,使钢坯达到适宜于轧制的温度范围。
钢坯通常采用燃气加热炉或电磁加热炉进行加热,加热时间和温度根据钢种和板厚而定。
加热炉内既要保证钢坯的热均匀,又要确保钢坯的表面和内部不发生氧化或深层酸洗等质量问题。
三、粗轧粗轧是指对加热后的钢坯进行初步轧制,以减小钢坯的截面积和形成较为光滑的钢板形态。
经过粗轧后的钢坯形成较宽的钢带,同时减小其截面厚度。
在粗轧机上,大型钢坯通过一系列的辊轧制器,以较大的轧制压力、较慢的轧制速度,逐渐成为所需厚度和宽度的钢板,初始的轧制压力通常在800-1200吨。
四、中轧经过粗轧后的钢板需要进行中轧,以得到所需的跨度和厚度。
中轧的辊轧制器数量通常比粗轧的辊轧制器数量多,同时轧制压力也会增加。
中轧的过程中,钢板不断地被压缩,从而形成了平整、规律的板形,并逐渐达到所需厚度。
轧制压力通常在1500-2000吨之间。
五、精轧精轧是在确定了轧制厚度和宽度后对钢板表面进行高度光洁的加工处理,使其表面光滑并消除轧制中可能留下的瑕疵。
整个精轧过程对轧制设备的稳定性和精度有很高的要求。
精轧通常是在温度低于880°C的条件下进行。
这个环节的轧制压力通常在800-1500吨之间,轧制速度较快,也会使用较小直径的辊轧制器。
六、冷却精轧后的钢板需要进行冷却,以控制其内部微观组织形态的不断演变,从而使其获得所需要的力学性能和各种物理性质。
冷却方式主要是通过水、空气和涂层等方式进行,冷却速度、方法和时间根据钢种和厚度而定。
冷却还能够为钢材提供适宜的质量保证。
七、定尺切割切割是对钢板的冷却完成进行的最后一步加工处理,其目的是使其得到所要求的长度和规格。
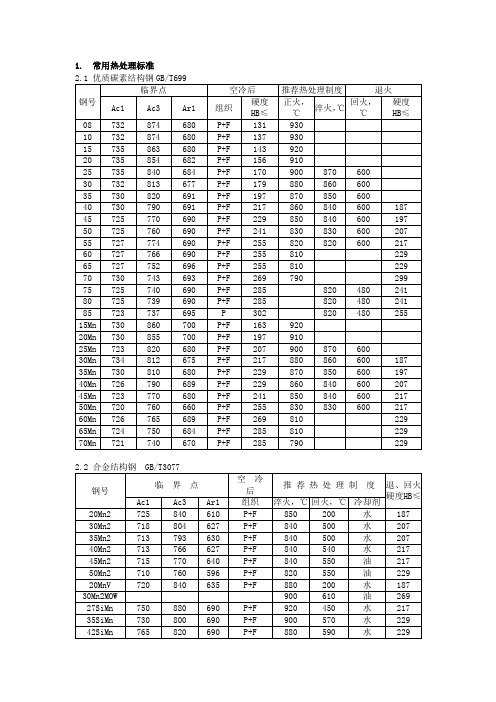
典型钢种的生产工艺介绍钢是一种重要的材料,广泛应用于建筑、制造、汽车等各个行业。
不同类型的钢材具有不同的性能和用途,因此在生产过程中需要使用不同的工艺来确保钢材的质量和性能达到要求。
本文将介绍几种典型的钢材生产工艺。
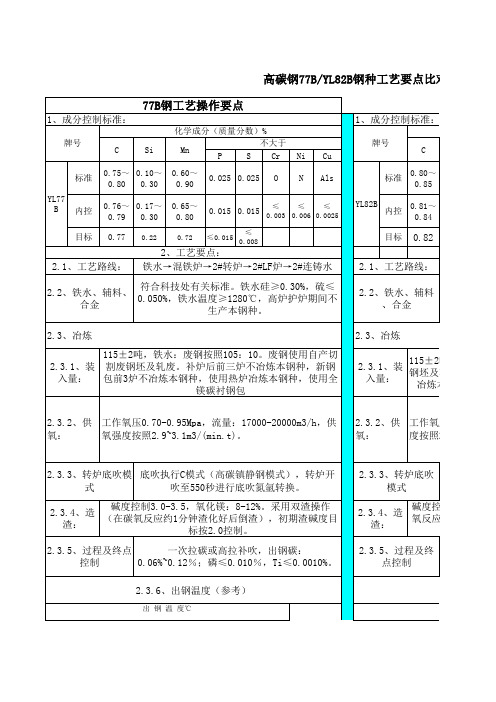
1. 高碳钢的生产工艺高碳钢是一种含碳量较高的钢材,通常含碳量在0.6%至1.5%之间。
高碳钢具有较高的强度和硬度,适用于制作刀具、弹簧和轴承等高强度要求的产品。
高碳钢的生产工艺主要包括以下几个步骤:1.原料准备:选择优质的生铁和合金原料,按照一定的配比进行混合。
2.炼钢:将原料放入炼钢炉中,经过高温熔炼和除杂处理,去除杂质和不良元素。
3.精炼:对炼钢得到的钢液进行精炼处理,包括脱气、脱硫和脱磷等过程,以提高钢液的纯净度和均匀度。
4.进一步加工:将精炼后的钢液进行连铸、轧制、锻造和热处理等工序,使钢材达到所需的形状和性能。
5.检验和包装:对生产出的高碳钢进行严格的检验和品质控制,确保产品符合标准要求,并进行包装和标识。
2. 不锈钢的生产工艺不锈钢是一种具有耐腐蚀性能的钢材,主要由铁、铬、镍和少量的其他元素组成。
不锈钢具有耐高温、耐腐蚀和美观的特点,广泛应用于化工、食品加工和医疗设备等领域。
不锈钢的生产工艺包括以下几个步骤:1.原料准备:选择高质量的生铁和合金原料,根据不锈钢的成分需求进行配比。
2.熔炼:将原料放入电炉或转炉中,通过高温熔炼和精炼处理,去除杂质和不良元素,得到纯净的钢液。
3.进一步加工:将熔炼得到的钢液进行连铸、轧制、退火和冷加工等工序,以获得所需的形状和性能。
4.钢材表面处理:对不锈钢进行酸洗、机械抛光或电解抛光等工艺,使钢材表面平整、光滑和无污染。
5.检验和品质控制:对生产出的不锈钢进行严格的化学成分分析、物理性能检验和表面检查,确保产品符合标准要求。
6.包装和出厂:将符合要求的不锈钢产品进行包装和标识,并进行储存和出厂销售。
3. 高强度钢的生产工艺高强度钢是一种具有更高强度和耐用性的钢材,常用于汽车、航空航天和桥梁等领域。
钢种牌号:SWRCH6A
1. 冶炼成分控制按电脑成分为准,下表只做参考
3. EAF(EBT)工艺要求:
3.1 终点控制(目标值):C(%)≤0.03% ao<=800ppm P(%)≤0.015% 目标温度(℃) ≥1640℃3.2 电炉控制好留钢量和出钢量,EBT出钢严禁下渣。
3.3
3.4
4. LF炉工艺要求
4.1 加热,补加石灰,每批50-150kg左右,建议1至2批,渣面脱氧采用C粉,
确保炉渣流动性良好和渣色变白。
4.2 分析(1),调整Al至0.040~0.045%,按电脑目标成份调整和控制。
4.3 温度≥1580℃,强搅拌2~4min后,取样分析(2)
4.4 向VD吊包温度:建议1660~1680℃,冷钢包在此基础上增加10℃(建议使用周转钢包)
4.5 视渣况补加适当汤道调整渣子。
5、VD操作工艺要求
5.1 进泵时间力争≤8min,6
6.7Pa时间≥10min。
5.2 成分按电脑标准控制,确保成品成分进入标准
5.3 软吹氩等分析样子报出,如Al≥0.028%,则不进行调整,否则立即喂Al至0.035%
5.4 吊包前喂Ca-Si线 0.2~0.4kg/t,弱搅拌≥3分钟(钢液不裸露渣面)。
5.5 吊包加入大包覆盖剂10~12包。