塑胶模具的维护及保养指导书
- 格式:doc
- 大小:33.00 KB
- 文档页数:2
塑胶模具保养规范
一.目的
为保证模具正常生产,减少故障及品质问题,延长模具使用寿命。
二.范围
注塑量产中的模具,不含试模模具。
三.保养分类
3.1日常保养:每班(12H)由工艺员负责保养一次。
3.2定期保养:依注塑机机型大小来划分每次生产相应模数后进行保养,并做记录。
55T~150T:每生产10万模保养一次150T~470T:每生产5万模保养一次3.3外观保养:生产前模具的清洁及生产完成后模具保养
四.保养项目
4.1日常保养
1) 前、后模面胶丝、胶片、油垢等脏物擦拭、清理;
2) 检查弹簧、顶针、滑块等有无拉伤、卡死、断裂等现象,如有应下模修理;
3) 检查油缸工作,复位开关是否正常,模具加热器是否正常;
4) 检查水路是否堵塞,如有应进行疏通,模温是否正常;
5) 顶针、导柱、斜导柱、滑块等活动部位加润滑油;
4.2定期保养
1) 1、2、3、4同上(日常保养);
2) 分解顶针、滑块检查是否有拉伤、断裂、严重磨损等现象,如有应修理;
3) 排气槽、孔的清理,有困气烧黑部位加排气;
4) 损伤、磨损部位修理;
4.3外观保养
1) 模具生产前应对模具顶针及产品分形面进行清洗;
2) 生产完成后模具保养同4.1日常保养;
3) 下模时,型腔应喷防锈油;
4) 保存时应闭合严实,防止灰尘进入模CORE,且放在指定位置,标牌朝外;
六、模具保养注意事项
6.1活动部位应及时加润滑油;
6.2模面必须清洁,禁止产品粘模末取出仍继续生产;
6.3发现异常,如顶出异常,开合模响声大等必须及时停机检查、维修;。
注塑模具维修保养作业指导书注塑模具维修保养作业指导书1.目的:使用公司用于生产的注塑模具能正常投入生产,保证注塑产品的质量,并持续改进模具质量。
2.范围:适用于本公司注塑模具维修、保养。
3.职责:模具维修工/模具仓库保管员(可以由一人负责)、注塑带班班长有责任使本作业指导书付诸实施。
4.定义:4.1维修保养:模具不能正常生产,需要进行维修或更换零件所进行的保养4.2清洗保养:模具合模次数达到一定数量,需要对模具内的油污、塑料渣屑等进行清洗,并涂润滑油的保养。
4.3定期保养:对生产一定数量、合模一定次数或连续存放达一年以上的模具采取维修、更换零件、清洗、涂润滑油等方法进行的保养。
5、工作程序:5.1维护保养、定时检查:5.1.1 由模具维修工负责,生产前模具的保养:5.1.1.1须对模具的表面的油污,铁锈清理干净检查模具的冷却水孔是否有异物,是否有水路不通.5.1.1.2需检查模具胶口套中的圆弧是否损伤,是否有残留的异物.运动部件是否有异常,动作是否异常5.1.1.3定期检查模具的水路是否畅通,并对所有的紧固螺丝进行紧固.5.1.1.4检查模具的限位开关是否异常,斜销.斜顶是否异常.进行定时保养和检查。
5.1.2 由注塑带班班长负责,每日的例行检查和维护,须填《注塑模具日常保养记录表》:5.1.2.1 运行中的模具是否处于正常状态a.是否有低压锁模保护;b.活动部位如导柱、顶杆、行位是否磨损,润滑是否良好?要求至少12小时要加一次油,特殊结构要增加加油次数。
c.模具的固定模板的螺丝和锁模夹是否松动;5.1.2.2生产正常状况:检查产品的缺陷是否与模具有关;5.1.2.3下机时要对模具进行全面检查并进行防锈处理: 抹干型腔、型芯、顶出机构和行位等部位水份并喷洒模具防锈剂或涂抹黄油。
5.1.2.4下机后的模具要放在(模具仓库)指定地点并作好记录:《注塑模具履历表》(1)模具状况:完好还是待修。
(2)下模时的防锈处理方式。

1、目的:確保注塑模具得到有效保養防護, 提高生產效率, 延長模具壽命。
2、適用範圍:適用於本公司所有注塑模具。
3、權責:3.1 注塑車間:生產過程中模具的保養防護;3.2 生管部:模具倉管員負責對生產完畢的模具及在庫模具的保養;3.3 開發部維修課:協助注塑車間和模倉對難以拆卸的模具進行保養及培訓和模房模具的保養;3.4 工程部:監督模具保養的執行。
4、作業內容:4.1 生產前的模具保養:,在模倉提取模具,在上模前實行模具檢查,根據實際情況進行模具生產前清冼,並如實填寫《冼模記錄》,在模倉領取模具,並與模倉管理人員作好生產前模具清冼確認交接工作。
並記錄在<<模具領用記錄>>上,如有巽常當場記錄在領用記錄上。
4.1.3 注塑部在模具上機前一小時從模倉將模具領出來后用氣槍對模面稍作吹氣清理。
並對模具檢查有無明顯的損傷。
4.1.4 注塑車間在模具上機完畢由生產組長開模檢查完模具后,再一次對模具表面用冼模水對模進行清冼後須對頂針加頂針油,行位導柱等活動部位加潤滑油,並須檢查彈弓是否損壞, 鑲件、頂針、司筒針等是否裝反或裝錯。
請特別注意頂針加油必須是頂針油,不可用防鏽油代替,如生產中模溫較高,100度以上模具滑塊.及回針須加高溫潤滑油,頂針須加高溫頂針油。
,回針彈出彈回是否順暢,頂針復位開關的有效性,須先反復進行:頂針頂出來頂針退回鎖模開模動作,檢查頂針頂出是否異常,行位滑動是否異常,導柱有無拖傷,如果異常則按«模具維修管制程序»執行。
檢查頂針復位開關是否良好的方式是:頂針頂出模具頂針板與垃圾釘間夾一張厚0.1MM紙(復印紙厚度) 頂針退回鎖模NG則正常,如能鎖模則重新調試復位開關旁限位螺絲,重復以上動作直到墊紙後模具不能鎖模為止,上下二個復位開關均須調試。
調試方法同樣。
4.2 生產中的模具保養:4.2.1 火牛、膠芯、SMD模具的保養。
A. 注塑車間在生產過程中須每隔6小時對頂針及回針導柱加潤滑油一次(特殊模具可據實際情況保養)每隔12小時對行位進行清理以及加注潤滑油, 並在«模具保養記錄表»上加以記錄。
注塑模具维护保养规程与管理规定一、目的:使设备能保持最佳的性能状态和延长使用寿命,确保生产的正常进行。
二、职责:2.1本标准必须经由培训合格之注塑技术人员和模具管理人员施行。
2.2注塑领班负责实施和检查督导,主管定期督导。
三、注塑模具的保养内容分为:3.1生产前模具的保养3.1.1须对模具的表面的油污,铁锈清理干净,检查模具的冷却水孔是否有异物,是否有水路不通3.1.2须检查模具胶口套中的圆弧是否损伤,是否有残留的异物;3.1.3 模具的固定模板的螺丝和锁模夹是否拧紧等;3.1.4模具装上注射机后,要先进行空模运转。
观察其各部位运行动作是否灵活,是否有不正常现象,活动部位如导柱、顶杆、行位是否磨损,润滑是否良好,顶出行程,开启行程是否到位,合模时分型面是否吻合严密等。
3.2生产中模具的保养3.2.1模具使用时,要保持正常温度,不可忽冷忽热。
在正常温下工作,可延长模具使用寿命。
3.2.2 每天检查模具的所有导向的导柱、导套、回针、推杆、滑块、型芯等是否损伤, 要随时观察,定时检查,适时擦洗,并要定期对其加油保养,每天上下班保养两次,以保证这些滑动件运动灵活,防止紧涩咬死。
3.2.3每次锁模前,均应注意,型腔内是否清理干净,绝对不准留有残余制品,或其它任何异物,清理时严禁使用坚硬工具,以防碰伤型腔表面。
3.2.4 型腔表面有特殊要求的模具,表面粗糙度Ra小于或等于0.2cm,绝对不能用手抹或棉丝擦,应用压缩空气吹,或用高级餐巾纸和高级脱脂棉蘸上酒精轻轻地擦抹。
3.2.5 定期清洁模具分型面和排气槽的异物胶丝,异物,油物等,分模面、流道面清扫每日两次。
注射模具在成型过程中往往会分解出低分子化合物腐蚀模具型腔,使得光亮的型腔表面逐渐变得暗淡无光而降低制品质量,因此需要定期擦洗,擦洗可以使用醇类或酮类制剂,擦洗后要及时吹干。
3.2.6 定期检查模具的水路是否畅通,并对所有的紧固螺丝进行紧固。
3.2.7 检查模具的限位开关是否异常,斜销.斜顶是否异常。
塑胶模具保养指导书.pdf
QC2-MS-11附件2制定:审核:批准:6、模具存放巡视每周组长主管
2、顶针、斜顶、滑块润滑每班技术员组长/主管
用干净棉布清洁顶针、斜顶等部件上的油污、杂物,加润滑
剂并确认各部位活动是否正常。
巡视模具存放是否规范、有无标识、有无其它异常,并对异
常情况进行处理。
4、导柱、导套润滑用干净棉布清洁导柱、导套上的污垢、杂物,再加润滑脂。
每班技术员组长/主管
5、模板外观清洁防锈用干净棉布清除模板上杂物、污垢、加防锈油。
每月技术员组长/主管
1、清洁模具分型面用干净棉布清洁模具分型面、排气槽。
每班技术员组长/主管
3、检查紧固螺丝松紧用扳手紧固模具上所有螺丝。
每班技术员组长/主管
塑胶模具日常保养要求
保养项目
保养方法保养周期保养人确认人1 /1。
模具维护保养作业指导书一、引言模具是工业生产中常用的设备之一,它的使用寿命和维护保养直接关系到产品质量和生产效率。
本文将为大家介绍模具的维护保养作业指导,以确保模具的正常运行和延长其使用寿命。
二、模具的维护保养重要性1.保证产品质量:模具是生产高精度产品的关键设备,只有保持模具的良好状态,才能确保产品的精度和质量。
2.提高生产效率:模具的正常运行和维护保养可以避免停机维修,减少生产线的停工时间,提高生产效率。
3.延长模具使用寿命:定期维护保养模具可以减少磨损和损坏,延长模具的使用寿命,降低生产成本。
三、模具的日常保养1.清洁模具表面:使用布或软刷清洁模具表面的灰尘和杂质,避免灰尘进入模具内部影响产品质量。
2.涂抹防锈剂:定期涂抹防锈剂,保护模具表面不被氧化和腐蚀,延长模具使用寿命。
3.定期检查紧固件:检查模具上的紧固件是否松动,如有松动及时拧紧,避免在工作过程中产生振动和噪音。
4.定期润滑模具滑动部位:使用适量的润滑油或脂润滑模具的滑动部位,减少摩擦和磨损,确保模具的正常运行。
四、模具的定期维护1.检查模具磨损情况:定期检查模具的磨损情况,如发现严重磨损或损坏的部位,及时更换或修复,避免影响产品质量。
2.清理模具内部:定期清理模具内部的残渣和杂质,保持模具的清洁,并使用适当的防锈剂进行处理。
3.检查模具冷却系统:检查模具冷却系统的管道和冷却水流是否正常,如发现异常情况及时处理,防止模具过热导致损坏。
4.校正模具尺寸:定期使用测量工具检查模具的尺寸是否偏差过大,如有偏差及时进行调整,确保产品的精度和质量。
五、模具的特殊保养1.模具存放:在模具不使用时,应放置在干燥、通风、无腐蚀性气体的环境中,避免受潮和腐蚀。
2.模具包装:对于长时间不使用的模具,应进行适当的包装,防止灰尘和湿气进入,影响模具的使用效果。
3.模具运输:在模具运输过程中,应注意防止碰撞和振动,避免对模具造成损坏。
六、模具的故障排除1.模具卡料:如发现模具卡料,应立即停机检查,清理卡料并查找原因,如模具磨损或设计不合理,及时修复或调整。

注塑模具保养作业指导书1. 目的确保产品质量和生产顺利进行,避免模具损坏,延长模具使用寿命。
2. 范围塑胶部所有模具保养作业3. 职责塑胶部模管员、上模工、领班4. 内容模具保养分两个部分:---生产中模具的保养:---不生产模具的管理和位置摆放。
4.1 生产中模具保养:4.1.1上模时选用与模具对应的吊环,(即分清公制、英制和吊环大小);4.1.2有行位、滑快的模具分型面容易张开,用铁链或其它固定两分型面,以免落下伤人或损坏模具;4.1.3模具上好后,应先取下吊环,再开模,以免因模具设计原因或滑块行位处弄环模具;4.1.4调校好高低压位置。
在调较顶针进的位置时,不能超过顶板的最大行程位置,以免撞坏模具,注塑机顶杆长度不能超过模具顶杆孔的长度;4.1.5啤工在操作过程中,应认真按《作业指导书》和《作业标准书》去操作。
a.严禁带剪刀去取产品,以免碰花模具;b.严禁不取产品又关安全门锁模:c.严禁自行处理模具中不脱模的产品,粘模;d.严禁在全自动操作中离开工作岗位,以免产品不掉落而压坏模具;4.1.6模具在生产过程中,领班经常检查各活动部位是否润滑良好,每2-3小时对模具导柱、弹簧、顶针、活动行位、滑块处加润滑脂和顶针油或其它润滑品。
对不退针,弹簧不够力,弹簧断折的模具,根据实际情况进行落模维修。
特别对斜顶烧死的模具一定不能生产,待模具维修好后方能生产;4.1.7在下模前10分钟关掉所有运水,待模具啤热之后方能下模。
方法是:先关掉运水,啤10模左右,打开安全门,按射台后退,再关安全门,手动合模。
用水喉批折掉水喉,卸去软管,再用小扳手折去铜水嘴,用风枪吹尽模具运水的余水后,再用布擦去模具表面的水珠,检查模具各部位是否润滑良好。
若不良好,申请进行修模,再打开模具擦去模具型腔表面的油污,再打防锈油,做到均匀周到,再锁模,吊好模具,折掉模具压板卸下模具。
4.2不生产模具的管理和位置摆放4.2.1模具卸下后,模管员用胶纸或其它封住两分型面和顶针板空隙处,以免分开型和顶针板空隙处因异物和尘落入损害模具;4.2.2为了使生产顺利进行,模具应进行分类摆放和编入模号,以免出差错,方法是:首先对模具用不同颜色的油漆分开,作明确标示。
注塑模具的维修和保养一.目的:使设备能保持最佳的性能状态和延长使用寿命,确保生产的正常进行;二.适用范围:适用模具的维修和保养;三.定时检查、维护:需由模具维修、上下模职员进行定时保养和检查;1.逐日的例行检查和维护:1.1 运行中的模具是否处于正常状态a.是否有低压锁模保护;b.活动部位如导柱、顶杆、行位是否磨损,润滑是否良好要求至少12小时要加一次油,特殊结构要增加加油次数;c.模具的固定模板的螺丝和锁模夹是否松动;1.2生产正常状况:检查产品的缺陷是否与模具有关;1.3下机时要对模具进行全面检查并进行防锈处理:抹干型腔、型芯、顶出机构和行位等部位水份并喷洒模具防锈剂或涂抹黄油;1.4下机后的模具要放在指定地点并作好记录: 1模具状况:完好还是待修;2下模时的防锈处理方式;2.每季的例行检查:主要是对放置两个月以上没有使用的模具进行清理维护;2.1打开模具,检查内部防锈效果,有异常情况,须重新进行防锈处理. 长期不使用的模具须涂抹黄油;2.2 放回原位并作好记录;四.维修留意事项:1. 非专业维修职员或未经专业维修职员答应,不可自行拆模维修;2.生产过程出现小的故障,调机职员可根据情况加以解决;如:2.1进胶口粘模:应用铜针在进料嘴处敲出,不可用钢针等硬物敲打模具;2.2型腔稍微模痕,可根据型腔的光洁度选择抛光材料.有纹面不可使用砂纸等抛光材料,一般用铜刷蘸钻石膏或金刚砂浆洗擦,由专业维修职员完成;2.3产品粘模:一般用热的塑料包覆产品及顶出部位,待冷却后顶出;如用火烧留意不要损伤模具表面;3. 专业职员维修模具时,不可随意更改结构,需要更改结构须经质量工程部同意后方可进行;4. 保证维修质量,选择合适的设备、材料、工具及其解决题目的方法,以最快速度完成;五.质量记录:1. 注塑机及模具保养记录表;一、目的:1.1为规范塑料注塑模的使用和保养,减少模具的损坏,确保产质量量满足客户需求;二、职责2.1本标准必须经过培训合格之注塑技术职员2.2注塑领班负责实施和检查督导,主管定期督导;三注塑模具的保养内容分为:1.0生产前模具的保养1.1须对模具的表面的油污,铁锈清理干净检查模具的冷却水孔是否有异物,是否有水路不通;1.2需检查模具胶口套中的圆弧是否损伤,是否有残留的异物.运动部件是否有异常,动作是否顺畅;2.0生产中模具的保养2.1每天检查模具的所有导向的导柱,导套是否损伤,包括模具导柱.行位等部件,定期对其加油保养;2.2清洁模具分型面和排气槽的异物胶丝,异物,油物等并检查模具的顶针是否异常并定期打油. 分模面、流道面清扫逐日两次;引导梢、衬套、位置决定梢的给油逐日一次,由于公司内部分模具结构,成形材料特殊,容易产生胶丝,异物等应列入作业指导书,做到定岗位,定人员,定时间清洁;2.3定期检查模具的水路是否畅通,并对所有的紧固螺丝进行紧固;2.4检查模具的限位开关是否异常,斜销.斜顶是否异常;3.停机模具的保养3.1停机之前须先封闭冷却水路,吹净模具内的水路的余水,检查模具的表面是否有残留的胶丝,异物等将其清理干净后均匀喷上防锈剂,正确填写相关记录;四. 塑胶模具的维护治理要点模具维护治理的重点,主要的维护项目为:1.模具PL面, 模穴、型心面等部位的清洁,2.模具的运动部位的润滑,螺栓的松弛的紧固,3.冷却水孔的防锈,电器件的断线检查等连续生时应定期进行生产中维护,断续生产品则在一个批量生产后一定要进行停机维护,使其在最佳保养状态 ;模具维护应有日常保养进行和定期保养进行,都依照「模具维护与保养」进行,并以「模具保养检查表」确认并作后,再将每一个模具生产记载于记录表上,这个记录是模具的履历记录,在以后的检查上有很大的帮助;维护上的要点在于,在固定的必要频率及时间下,认真执行模具的维护治理;「并非发生事故后立即修护,而是要预防事故的发生」;注塑试模治理试模是指模具初装后进行的试验性注,吹塑,以考核模具的性能和组件的质量;如何控制和治理不同的试模申请,制定相应的试模计划,由注塑同一安排试模计划;试模通知:试模通知是提醒各参加试模部分、职员做好相应的预备工作以便能够公道的安排试模工作,其包括通知参加试模部分、模具编号、塑件编号、试模日期、试模用料、试样子容貌板数目、试模种别、试模本钱、试模状况、模具数据等信息;制模/改模治理:系统提供制模、改模等加工任务的治理,根据待排产的加工任务,优化工模车间能够进行公道化的生产排程,并计划其加工所需的用度、工时、职员和设备,确保加工任务能够顺利的完成;试模报告:试模完成后,需要质检部分出具试模报告,反映试模过程中出现的各种情况,包括模具注塑情况和塑件缺陷情况,并注明试模单号、模具编号、塑件名称、试模原因、试模次数、试模日期、塑件批号、试模机器等具体信息;模具试模合格率:试模合格率反映了模具试模的次数,以及模具试模成功的比率,是衡量模具加工师傅和设计部分的一个重要技术指标;模具验收治理:模具在试模成功后,客户需确认试模结果,并签收模具验收合格单;客户签收的模具验收报告单中需从以下几方面考核:塑件的质量、模具的性能、技术文文件样板、交货期等;模具基础档案:标识模具的名称、型腔数、总装图、产品图以及相关的要求和技术说明试模或原样品、材料及收缩率,装配要求、体积;模具状态正常、在修、故障、损坏、报废;模具试模记录:模具试模记录主要记录模具的试模日期、试模职员、试模地点、试模设备、试模用料、试模状况说明、试样子容貌品、质检报告;模具验收记录:模具验收主要记录了该模具验收过程中的情况,包括验收职员、验收日期、验收地点、验收样板、试模报告、模具状况以及验收技术质量等;模具进厂进库记录:模具进库记录记录了该模具进厂进库情况,主要包括进库日期、供货商名称、地址、邮编、联系电话和负责人;模具匹配机台:模具匹配的机台记录了改模具相应匹配的机床型号,包括其规格、名称、性能、顶出方式、安装面积、最大成型压力、锁模力、注射量等等;模具维修记录:模具维修记录主要记录维修模具的编号、名称、日期、状态、维修后试模记录及留意事项等;。
质量目录塑胶模具保养(维修)作业指导书武汉同和塑业有限公司文件编号QR/THSY-751/05发布实施2014/5/8版本A/0 页次1/2一、目的:延长注塑模具的使用寿命,降低成本,提高效益,确保生产出合格的塑料产品。
二、适用范围:处于生产间隙或生产交接班时的模具保养。
三、保养内容:日常保养(清洁,润滑,防松,查隐患)四、保养时间:每班一次五、保养人员:以模修人员为主,注塑操作工为辅助。
六、保养场所:注塑车间,安装于注塑机上的模具。
七、安全提示:因模具安装于注塑机上,保养为补拆卸模具保养,保养时注塑机要关闭电源并挂模具保养严禁通电的警示牌,注塑机前后安全门应全部打出,退出注塑射台。
如需将顶针板推出清洁等过程注意与注塑操作工的配合。
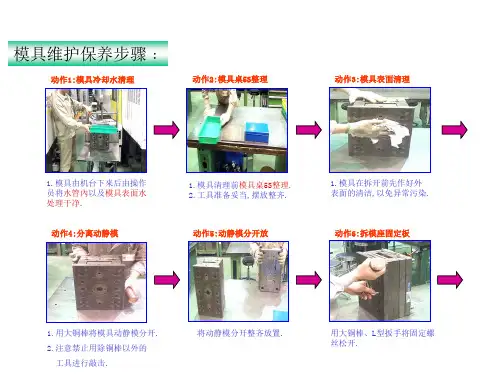
八、保养方法:模具分模开起(动定模分开),退出注塑射台,机床关闭电源挂断电警示牌,打开安全门。
1. 用碎布擦净模具的外表灰尘及其表面附著油污,清理模具分型面的各种残余物及用碎布擦净模具分型面粉尘及油污。
2. 尽可能(表露部分)清洁清理模具上各导柱,导套上的油污或异物,而后加油润滑。
3. 与注塑操作员配合,开起注塑机顶出顶针推板后,关闭机床电源和开起安全门,用碎布清洁擦净顶针,斜顶及可擦拭的内部结构件,而后均匀涂一层(极少)顶针润滑油。
再开起注塑机退回顶出推板几次看是否正常。
4. 用碎布尽可能清洁擦净滑块(除成型面外)所有表面,并对滑块运动面注油润滑。
5. 检查水管有无破损或隐患及水管接头是否漏冒水。
6. 检查模具各外表露螺栓是否松动和变形。
并加以紧固和更换。
7. 查模具成型面,封胶面或其它运动面有无拉伤并进行修理(用锉刀,油石修顺).九、注意事项:模具在生产或保养过程中,发现模具有异常或不能处置情况时,应立即停机,待机通知修模主管待故障解决后,经主管同意后方可开机生产。
编制:审核:会签:批准:。
注塑模具的维护与保养(一)目的:注塑模具是属于生产产品设备,维护与保养注塑模具是使产品设备能保持最佳的性能状态和延长使用寿命,确保生产的正常进行。
(二)适用范围:1.适合用于模具的使用与维护。
2.模具的履历质量保养记录。
3.适合于相关人员的职责:3.1本标准必须经由培训合格之调试注塑技术人员填写。
3.2注塑领班负者实施和检查督导,(三)定时,定期检查,维护:上下装卸模具及调试注塑机人员进行定时检查,维护与保养;如涉及到变更,改善等问题必须由模具课专业人员进行维修,简单的维修可由调试注塑机人员解决,如(产品有轻微的刮伤与更换交口套等)。
注塑模具的检查与维护内容分类:1.生产前模具的检查与维护1.1须对模具表面的油污,铁锈清理干净,检查模具的冷却水孔是否有异物,水嘴是否齐全及漏水现象,水路是否有畅通。
1.2须检查模具浇口套中的圆弧是否损伤,是否有残留的异物,避免注塑机射料口对不准确浇口套中的圆弧而溢出料来。
各滑动部件是否有异常,如滑块有定位销是否生效,动作是否顺畅。
2.生产中模具的检查与维护2.1每周两次检查模具的所有导向的导柱,导套是否损伤,模具导柱,滑动部位等部件,定期对其加油保养,每周两次。
2.2清洁模具分型面和排气槽的残留胶丝,异物,油污等并检查模具的顶针是否有异常,并定期加机油。
分模面,流道面每日清扫两次。
2.3定期检查模具的水路是否畅通,并对所有的紧固螺丝进行紧固,特别是锁紧模压板螺丝。
2.4检查模具的限位开关是否有异常,斜销,斜顶是否有异常。
2.5如有安装时间计电器的灵敏度是否正常,电线路是否有破损。
3.生产过程中出现小的故障,调机人员可根据情况加以解决。
如:3.1进胶口粘模:应用铜顶针在进料嘴处敲出,不可用钢顶针等硬物敲打模具,更不得撞击型腔,型芯及碰到模具型腔刃口。
3.2型腔轻微磨痕:可根据型腔的光洁度选择抛光材料,有皮纹面不可使用砂纸等抛光材料,一般用铜刷醮钻石膏或金刚砂浆刷洗,然后再用清洗剂喷洗,由模具课专业人员完成。
文件编号版 次页 次一、目的二、范围:本公司适用模具的维修和保养。
三、职责:本标准必须经由培训合格的注塑技术人员和模具管理人员执行。
注塑领班负责实施和检查督导,主管定期督导。
四、定时检查、维护:需由模具维修、上下模人员进行定时保养和检查。
1.每日的例行检查和维护:1.1.运行中的模具是否处于正常状态。
a.是否有低压锁模保护;b.活动部位如导柱、顶杆、复位杆、斜滑块等是否磨损,润滑是否良好?要求至少12小时要 加一次润滑油,特殊结构要增加加油次数或使用专用顶针润滑油。
c.模具的固定模板的螺丝和斜压块(与斜滑块配合)是否松动,斜滑块内是否有异物。
冷却 水、模温孔是否畅通;1.2.生产正常状况:检查产品的缺陷是否与模具有关;1.3.下机时要对模具进行全面检查并进行防锈处理: 抹干型腔、型芯、顶出机构和行位等部位 水份并喷洒模具防锈剂或涂抹黄油;下机后的模具要放在指定地点并作好记录: (1)模具状况:完好还是待修。
(2)下模时的防 锈处理方式。
2.每季的例行检查:主要是对放置两个月以上没有使用的模具进行清理维护。
2.1.打开模具,检查内部防锈效果,有异常情况,须重新进行防锈处理. 长期不使用的模具须涂 抹黄油;2.2. 放回原位并作好记录。
五、注塑模具的保养内容分为:1.生产前模具的保养:1.1.须对模具的表面的油污,铁锈清理干净检查模具的冷却水孔是否有异物,是否有水路不通。
1.2.需检查模具胶口套中的圆弧是否损伤,是否有残留的异物.运动部件是否有异常,动作是否 顺畅。
2.生产中模具的保养:2.1.每天检查模具的所有导向的导柱、导套、回针、推杆、滑块、型芯等是否损伤, 要随时观 这些察,定时检查,适时擦洗,并要定期对其加油保养,每天上下班保养两次,以保证 滑动件运动灵活。
2.2.清洁模具分型面和排气槽的异物胶丝,异物,油物等并检查模具的顶针是否异常并定期打油 。
分模面、流道面清扫每日两次,引导梢、衬套、位置决定梢的给油每日一次。
塑料模具维护保养1.塑料模具保养分类:塑料模具保养分为一级保养、二级保养和三级保养。
一级保养:指塑料模具生产中的保养工作,包括清洁、紧固、润滑,由塑料模具生产操作人员完成,注塑生产主管负责监督和检查。
二级保养:指模具生产一定批次后,模具下机进行维护、保养工作,对一级保养无法完成部位进行保养,围绕清洁、紧固、润滑三方面进行,由模具使用单位的专职模具保养人员完成。
三级保养:指模具生产一定批次后,根据模具现状制定全面保养计划、方案,全面检查、处理生产中异常,包括浇注系统、冷却系统、成型系统、顶出系统及排气系统等的全面检查和保养;2.塑料模具保养技术要求:一级保养要求:保养人员资质:模具生产操作人员必须经过模具使用单位的专职模具保养人员培训后方可进行模具保养工作;保养频率:每8小时保养一次;保养内容:活动部位如导柱、顶杆、滑块是否磨损,润滑是否良好,要求至少8小时加一次油,特殊结构要增加加油次数;固定模板、耐磨板、锁模夹、滑块限位块等在分型面露出的螺钉是否松动;清洁模具分型面、流道面和排气槽的异物、胶丝、油污等;定期检查模具的水路是否畅通,模具使用时,要保持正常温度,不可忽冷忽热;检查模具的限位开关是否异常,滑块斜导柱是否磨损;生产正常状况:检查产品的缺陷是否与模具有关;二级保养要求:保养人员资质:两年以上模具装配经验技师,专业镜面抛光人员;保养频率:模具生产过程中,按生产数量安排二级保养,也可结合模具上、下机周期对模具进行保养;结合注塑机吨位和生产数量对注塑模具二级保养分类如下:A:450吨注塑机以下模具:12000模;B:450吨~1650吨注塑机模具:8000模;C:1650吨注塑机以上模具:4000模;保养内容:在模具下机前,应立即用压缩空气将冷却水道内的水清除,用少量黄油放入嘴口部,再用压缩空气吹,使冷却管道有一层防锈油层;在模具下机前,要对模具进行全部检查并进行防锈处理;抹干型腔、型芯、顶出机构和滑块等部位水分并喷洒模具防锈剂;抽芯用的液压油缸中的油应尽可能排空,并且把油嘴密封,以免在储运过程中液压外泄或污染周围的环境;含一级保养内容;易损件检查,对模具顶针、斜顶、滑块等运动机构检查,检查运动零件是否有烧伤现象,运动零件运动是否顺畅,易损镶件是否完好;模具零部件补缺损检查,主要是水嘴、螺钉、挡板、铭牌等易缺损的零部件进行补损;影响产品精细化问题点保养,根据生产中产品出现的精细化问题,制定针对性保养方案,并落实闭环;检查各控制部件的工作状态,严防辅助系统发生异常,加热,控制系统的保养,对阀式热流道模具尤为重要;三级保养要求;保养人员资质:由专业人员对模具进行有计划的全面的拆模保养,对于模具使用单位不能自行处理的,由当地专业化模具维修网络负责处理,费用按照《模具借贷使用协议》规定由相关责任方负责;保养频率:模具生产模数达到限定数量后的强制性保养,模具使用单位结合实际生产情况,以月度为单位制定三级保养计划,保养周期按照注塑机吨位和生产数量分类如下:A:750吨注塑机以下模具:10万模;B:750吨注塑机以上模具:5万模;保养内容:根据模具生产情况,制定全面保养计划、方案,全面检查、处理生产中异常。