普通铣床的数控化升级改造
- 格式:docx
- 大小:18.27 KB
- 文档页数:3
x502型立式铣床数控化改造1. 引言立式铣床是一种常见的铣床类型,它具有结构简单、工作台固定、适合加工小型零件等特点。
然而,在传统的立式铣床中,操作人员需要手动操作工作台和刀具的位置,效率低下,且精度受到操作人员经验和技能的限制。
为了提高生产效率和加工精度,可以对x502型立式铣床进行数控化改造。
2. 数控化改造的步骤数控化改造是将传统的机械设备转变为数控设备的过程,它可以通过自动化控制和程序控制来提高加工的精度和效率。
2.1 分析需求在对x502型立式铣床进行数控化改造之前,首先需要分析和确定改造的具体需求。
根据实际生产需求,可以确定改造后的数控立式铣床需要具备的功能和性能。
2.2 设计数控系统在确定数控化改造的需求之后,需要设计数控系统。
数控系统包括硬件和软件两个局部。
硬件方面,需要选择适宜的数控装置和驱动器,并根据机械结构进行适配。
软件方面,需要编写数控程序,并将其与数控装置相连接。
2.3 安装数控设备在设计数控系统之后,需要进行数控设备的安装。
安装数控装置和驱动器,连接机械结构,并进行相关的软硬件调试。
2.4 进行调试和测试安装数控设备之后,需要对其进行调试和测试。
通过测试可以验证数控设备的性能和功能是否到达要求,并进行相应的调整和改良。
2.5 进行培训和使用在数控化改造完成之后,需要对操作人员进行相关的培训,确保他们能够熟练地操作数控立式铣床,并正确使用数控系统进行生产。
3. 数控化改造的优势数控化改造可以带来许多优势,包括但不限于以下几点:•提高加工效率:数控铣床具有自动化控制和程序控制的特点,可以大大提高加工的效率和生产能力。
•提高加工精度:传统的手动操作容易受到操作人员经验和技能的限制,而数控铣床能够精确地执行程序控制,使加工精度大大提高。
•减少人力本钱:数控铣床可以减少人力投入,降低人力本钱,提高生产效率。
•提高工作环境:数控铣床具有低噪音、低振动等优点,改善了工作环境。
4. 结论x502型立式铣床数控化改造可以提高加工效率和加工精度,降低人力本钱并改善工作环境。
普通铣床数控化改造设计随着现代制造技术的发展,数控机床已经成为现代制造业中不可或缺的一部分。
普通机床通过进行数控化改造,可以大大提高机床的生产效率和生产质量,同时也可以节约生产成本,提高企业的竞争力。
本文将介绍普通铣床数控化改造的设计方案。
一、数控化改造的必要性普通铣床具有结构简单、成本低的特点,但是由于其操作人员需要进行繁琐的手动调节和操作,使得生产效率低下,并且生产过程容易出现误差,影响了产品的质量。
而通过进行数控化改造,可以将机床操作变为全自动化、智能化的过程,提高生产效率、减少生产成本、提高生产质量。
二、数控化改造方案1. 基础设施改造为了使普通铣床能够进行数控化改造,需要进行一些基础设施的改造。
首先需要对机床进行检查和维护,保证机床的各项性能稳定而可靠。
还需要更换一些传统机械设备,例如步进电机控制器、主轴马达等,以便与数控系统兼容。
2. 数控系统升级普通铣床数控化改造的核心是将其搭载上数控系统,此时该机床将变身为数控铣床。
数控系统包括软件和硬件两个部分。
在硬件方面,需要更换一些关键配件,例如控制器、转换器、数据采集卡等。
而在软件方面,需要安装数控程序,司机、可编程逻辑控制器(PLC)等。
3. 人机界面改造人机界面是指人员与机床进行交互操作的一种方式。
在数控化改造的过程中,必须更新和升级人机界面,设计一种更加符合人工智能化特点的操作系统。
这种新的人机界面一方面需要方便操作,另外一方面也要考虑到用户体验的舒适性。
三、数控化改造后的效果通过对普通铣床的数控化改造,可以大大提高机床的生产效率和生产质量。
一方面,由于取消了传统的人工调整和操作环节,使得生产效率得到了极大的提高。
另一方面,由于数控系统具有高度准确度和稳定性,生产过程中误差较少,从而提高了产品的质量。
同时,通过数控化改造,企业还可以获得以下优势:降低人员培训成本,减少错误发生的几率,提高内部交流和生产计划的灵活性。
这些优势都可以为企业的生产和发展带来实质性的帮助。
毕业设计题目:X6132普通铣床数控改造姓名;学号:专业:年级:指导教师:完成时间:内容摘要普通铣床数控化改造是运用现代数控技术,对现有普遍铣床进行局部结构改造,以实现半自动化或全自动,改善铣床的技术性能指标,解决机械制造中普通铣床,其加工精度较低、不能批量生产、自动化程度不高,自适应性差的问题,拓展加工结构复杂、精密、批量、零件多变的功能,提高质量稳定和生产效率,使之局部或全部达到新数控铣床的水平。
同时,普通铣床数控化改造,能解决许多企业在短时间内无法实现全部更新数控设备,是一条投资少、提升产品质量、生产效率和企业竞争力的捷径。
通过对X6132普通铣床的数控化改造,掌握数控设备改造的基本方法, 学会分析设备机械、电气部分的改造方案和零部件选用规则,对将来到企业中进行普通铣床的数控化改造具有一定的指导意义,为促进我国数控设备运用和发展, 提高民族高技术机电设备的技术水平, 具有良好的社会效益和经济效益。
关键词:数控;改造;铣床目录1. 普通铣床数控化改造概论1.1 普通铣床数控化改造的意义1.2 普通铣床数控化改造优点2.X6132普通数控改造总体方案的设计2.1设备改造后的要求2.2.数控铣床改造的总方案设计3.机械传动部分的改造与设计3.1主电动机功率的计算3.2 纵向进给系统的改造与设计3.2横向进给系统的改造与设计4.电控系统的改造与设计4.1国内外数控系统的发展趋势4.2数控系统的类型和特点4.3数控系统选型因素4.4西门子数控系统的特点、功能、主要参数4.5变频器选择4.5.1变频器的作用和类型4.5.2变频器的选择原则和方法4.6驱动器的选型4.7编码器的选型4.8铣床数控化改造的数控系统功能5. X6132普通数控化的电控改造与设计5.1主电机控制电路设计5.2进给系统的控制设计6.X6132数控化铣床安装与调试6.1 X6132数控化铣床机、电系统的安装6.2 X6132数控化铣床的调试与运行7.设计小结8.致谢9.参考文献10.X6132普通数控化改造的主要零配件的清单11. 附X6132普通铣床控化改造的主要图纸11.1.X6132普通数控化的接口电路图、控制电路图、主电路图11.2.X轴进给系统的机械装配图;11.3.Z轴进给系统的机械装配图;11.4、主要零件的零件图X6132普通铣床数控改造1.普通铣床数控化改造概论1.1 普通铣床数控化改造的意义随着社会生产和科学技术的迅速发展,机械产品日趋精密复杂,且需频繁改型,普通铣床已不能适应这些要求,数控铣床应运而生。
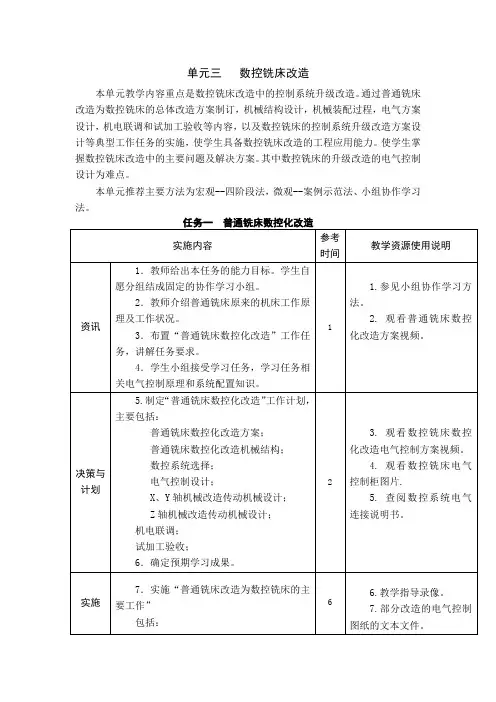
单元三数控铣床改造
本单元教学内容重点是数控铣床改造中的控制系统升级改造。
通过普通铣床改造为数控铣床的总体改造方案制订,机械结构设计,机械装配过程,电气方案设计,机电联调和试加工验收等内容,以及数控铣床的控制系统升级改造方案设计等典型工作任务的实施,使学生具备数控铣床改造的工程应用能力。
使学生掌握数控铣床改造中的主要问题及解决方案。
其中数控铣床的升级改造的电气控制设计为难点。
本单元推荐主要方法为宏观--四阶段法,微观--案例示范法、小组协作学习法。
X52K铣床的数控化改造设计1. 引言随着科技的发展,数控铣床在工业生产中的应用越来越广泛。
X52K 铣床作为一种传统的铣床设备,其在自动化程度和精度方面存在一些不足。
为了提高生产效率和产品质量,本文将对X52K铣床进行数控化改造设计,以实现更高程度的自动化和更精准的加工。
2. 改造目标•提高生产效率:通过数控化改造,实现自动化操作,减少人力参与,提高生产效率•提高加工精度:引入数控系统,实现精确的切削和定位,提高加工精度•提高产品质量:数字化的加工过程可以减少误差和缺陷,提高产品质量3. 数控化改造的步骤3.1 检查现有设备首先,我们需要对X52K铣床进行全面的检查,了解其结构和工作原理。
确定其是否适合进行数控化改造。
3.2 更换控制系统针对X52K铣床的数控化改造,我们需要选择适合的数控系统。
常见的数控系统有伺服控制系统和步进控制系统。
我们需要根据铣床的具体要求选择合适的控制系统。
3.3 安装电机及传感器在数控化改造中,我们需要安装适当的电机和传感器。
电机用于驱动铣床的工作台和刀架,传感器用于感知和反馈机床的运动状态,以实现精确的控制。
3.4 编写数控程序数控铣床的核心是数控程序,通过编写程序,控制机床按照要求进行加工。
在编写程序时,需要考虑加工路径、切削参数以及安全性等因素。
3.5 进行试运行和调试在数控化改造完成后,需要进行试运行和调试。
通过实际操作和测试,验证改造效果,并进行必要的调整和优化。
4. 数控化改造后的优势4.1 提高生产效率数控化改造后,X52K铣床将实现自动化操作,减少人力参与,大幅提高生产效率。
4.2 提高加工精度数控系统可以精确控制铣床的运动轨迹和切削速度,从而大大提高加工精度。
4.3 提高产品质量数字化的加工过程可以减少人为误差和缺陷,提高产品质量,降低废品率。
5. 总结通过对X52K铣床进行数控化改造设计,可以实现自动化操作和精确控制,从而显著提高生产效率和产品质量。
X62W普通铣床数控化改造的设计数控化改造设计报告一、引言X62W普通铣床是一种广泛应用的传统机床,其具备铣削、钻孔、镗削和倒角等功能。
但由于其操作复杂,操作人员对加工的技术要求较高,而且生产效率低下,无法满足现代生产加工的需要。
为了提高生产效率和产品加工质量,本报告将设计X62W普通铣床的数控化改造方案。
二、数控化改造方案1.数控化设备选型:根据X62W普通铣床的结构和特点,本次数控化改造选用一台名为CNC-1325的数控系统,该系统具备高性能的控制功能,易于操作和维护。
2.电气系统改造:将X62W普通铣床的原来的电气系统进行改造,将其改为适应数控系统的电气系统。
包括控制柜的改造和布线工作。
3.机械结构改造:对X62W普通铣床的机械结构进行改造,以适应数控系统的需求。
改造主要包括以下几个方面:(1)XYZ轴导轨改造:将原来的导轨改为高精度的线性导轨,以提高运动精度和稳定性。
(2)主轴电机改造:将原来的主轴电机更换为更高功率和更高转速的电机,以提高工作效率和加工精度。
(3)伺服电机改造:将原来的传统电机更换为伺服电机,以提高运动的精度和稳定性。
4.控制系统改造:本次数控化改造选用CNC-1325数控系统,需要对其进行与X62W普通铣床的机械结构相配合的改造工作。
包括参数设置、程序编写和操作界面的设计等。
5.人机界面改造:为了提高操作的便捷性和人机交互的友好性,需要对数控系统的人机界面进行改造。
通过设计直观、简洁和易于操作的界面,提高操作人员的工作效率。
6.安全系统改造:为了保障操作人员的安全,需要对X62W普通铣床的安全系统进行改造。
添加安全传感器和急停按钮等安全设备,以提高操作的安全性。
7.系统集成和优化:将所有的改造部件和系统进行集成和优化工作,确保数控系统的稳定运行和良好的工作效果。
三、改造效果通过对X62W普通铣床的数控化改造,可以达到以下效果:1.提高生产效率:数控系统具备高速和高精度的特点,可以大大提高生产效率和加工质量。
普通铣床的数控化改造摘要随着数控技术的飞速发展,机械制造业的生产方式、产品结构、发生了深刻的变化。
在我国数控机床的发展过程中,MCS-51系列单片机在数控技术领域中得到广泛应用,经济型数控系统大多采用MCS-51系列单片机。
本文在分析了X5040数控铣床的特点和实验台应该具备的功能后,确定采用基于单片机控制的系统总体结构方案。
设计方案由系统硬件结构和系统软件结构两部分组成。
因为这里不能上传完整的毕业设计<完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),此文档也稍微删除了一部分内容<目录及某些关键内容)如需要其他资料的朋友,请加叩扣:贰二壹伍八玖壹壹五一关键词:数字控制,单片机系统,数控铣床ABSTRACTWith the development of NC, there have been many changes in mechanical industry, such as producing method and struture of product. MCS-51 single microcomputers have been used widely in NC,especially in ecomical NC equipments in china.Based on MCS-51 single microcomputers, the NC lathe training equipment is designed with less money for the professional NCcourses.After analyzing the feature of NC lathe and defining the functions of training equipment, a system general scheme is assumedby hardware architecture and software architecture, which uses MCS-51single microcomputer.KEY WORDS: training equipment, numeric control, singlemicrocomputer system目录1 引言………………………………………………………………………1.1 数控机床的产生与发展………………………………………………1.2 我国数控机床的发展简况……………………………………………1.3 本课题研究的背景……………………………………………………2 数控铣床实验台的性能要求………………………………………………2.1 数控机床的组成及工作原理…………………………………………2 .1.1 数控机床的组成·········································································2 .2.2 数控机床的工作原理···································································2.2 数控铣床的特点…………………………………………………………2.3 数控铣床实验台的方案设计………………………………………………2.3.1普通铣床数控化改造的条件 ·······················································2.3.2 普通铣床数控化改造的一般步骤···················································2.3.2<1)主要机械部件改造 ····························································2.3.2<2)主传动的数控改造 ·····························································2.3.2<3)进给传动的数控改造 ·························································2.3.3总体方案设计论证与确定2.3.3<1)运动方式的确定·······························································2.3.3<2)行机构传动方式的确定 ······················································2.3.3<2)运动方式与伺服系统的选择 ················································2.3.3<3)机械传动方式的确定2.4 数控铣床实验台的性能要求………………………………………………3 实验台硬件系统的实现…………………………………………………………3.1 数控铣床实验台硬件系统设计遵循的原则…………………………………3.2 微机控制的数控铣床实验台硬件系统的具体设计....................3.2.1绘制系统电气控制的结构框图………………………………………3.2.2选择中央处理单元CPU的类型………………………………………3.2.2<1 )存储器扩展电路设计…………………………………………3.2.2<2 )I/O口即输入/输出接口电路设计…………………………3.2.2<3) MCS—51系列单片机简介…………………………………3.2.2<4 )存储器扩展电路设计…………………………………………3.2.2<5)I/O借口电路及辅助电路设计………………………………3.2.2<6)硬件环行分配器……………3.3 经济型数控铣床微机控制系统硬件电路原理图……………………4 实验台功能原理及插补算法………………………………………………4.1车削数控原理、实验台插补功能要求和插补算法的选择……………………4.2数字积分插补法………………………………………………………………参考文献中英文翻译附录致谢1引言数字控制<numerical control——NC)简称数控,是一种利用数字化信息对设备运动及加工过程进行控制的一种自动化技术。
普通铣床数控化改造设计概述普通铣床是机械加工中常见的一种设备,但传统的普通铣床通常需要手动控制操作,对生产效率和加工精度均有一定程度的限制。
因此,将普通铣床进行数控化改造,成为数控铣床,可以有效提高生产效率,提高加工精度,提高整体加工质量。
本文将就普通铣床数控化改造设计进行概述,包括数控化改造的原理,设计要点及其实施过程等方面展开。
一、普通铣床数控化改造的原理普通铣床数控化改造的原理在于利用计算机控制装置对铣床机床的轴向运动、进给运动和加工程序进行控制,从而实现自动化加工控制和管控。
通过将普通铣床进行数控化改造,从而可以消灭人工操作过程中不可避免的误差和变化,极大地提高工作效率和加工质量。
二、普通铣床数控化改造的设计要点普通铣床数控化改造时,应确定其基本构造和主要性能参数。
其中,基本构造包括机床工作台、机床基础、工作头等;主要性能参数包括绝对/相对进给精度,测量系统精度,加工数据控制系统处理速度等。
基于此,就应根据机床原始状态分析确定执行方式,再由完成数控化改造的过程阐述数控化改造的步骤,最后再进行系统联调、机床调试和使用培训等工作。
三、普通铣床数控化改造设计实施过程普通铣床数控化改造设计实施过程如下:1、分析机床状况和性能参数根据机床原始状况和性能参数,制定数控化改造方案。
2、确定执行方式根据机床的原始驱动方式和处理方式,确定采取不同的控制驱动方式,并选择合适的处理系统。
3、阐述数控化改造步骤阐述数控化改造的步骤,根据机床原理和性能参数,逐步进行系统联调、机床调试。
4、设置测试数据和测试方法根据不同机床特点,设置测试数据和测试方法,精心收集测试结果和分析。
5、完善设计方案分析测试数据,完善设计方案,提高数控化改造的可靠性和性能。
6、培训操作人员完成数控化改造后,进行培训操作人员,使他们熟悉操作工艺流程,了解机床特点并掌握维修保养方法。
四、普通铣床数控化改造设计的应用普通铣床数控化改造设计的应用十分广泛,特别是在模具加工等高精度和高效率加工领域。
XA5032普通铣床的数控化改造设计数控化改造设计是将传统的普通铣床升级为数控铣床的过程。
数控化改造可以提高普通铣床的加工精度和生产效率,降低操作难度,提高产品质量。
本文将从以下几个方面进行数控化改造设计的介绍。
一、系统构成设计数控铣床的系统主要由硬件和软件两部分构成。
硬件主要包括数控设备、传感器和执行器等。
软件主要包括运动控制系统、编程系统和监控系统等。
硬件方面,数控化改造需要安装数控操作面板、数控系统和伺服电机等设备。
数控操作面板用来进行编程和操作,数控系统用来控制加工过程,伺服电机用来驱动工作台和刀具。
软件方面,数控化改造需要开发相应的数控系统软件。
数控系统软件主要包括运动控制系统、编程系统和监控系统。
运动控制系统用来控制伺服电机的运动,编程系统用来进行编程,监控系统用来监控加工过程。
数控系统软件可以根据实际需求进行定制开发或使用市场上已有的数控系统软件。
二、传感器和执行器设计数控化改造需要安装传感器和执行器来实现数据采集和自动控制。
传感器主要用于检测工件位置、刀具位置和切削力等参数,执行器主要用来控制工作台和刀具的运动。
对于工件位置的检测,可以使用光电开关或接触式传感器等,实时监测工件位置信息。
对于刀具位置的检测,可以使用光电开关或线性位移传感器等,实时监测刀具位置信息。
对于切削力的检测,可以使用力传感器等,实时监测切削力大小。
对于工作台和刀具的运动控制,可以使用伺服电机和驱动器等。
伺服电机可以根据接收到的信号进行精确定位和控制,驱动器可以将控制信号转化为电流和电压输出给伺服电机,实现运动控制。
三、编程系统设计编程系统是数控铣床的一个关键部分,它决定了数控铣床加工的路径和速度。
编程系统可以采用G代码编程或CAM编程。
G代码编程是基于数学坐标系和轴向刀具运动的方式,通过给出刀具在工件上的运动路径和速度等参数来控制加工过程。
CAM编程是基于CAD 模型和刀具路径生成算法的方式,通过将CAD模型转化为刀具的运动路径和速度等参数来控制加工过程。
目录摘要 (2)第一章三坐标数控铣床的设计和计算 (2)1.1主传动系统的设计 (2)1.2主轴系统计算 (8)1.3进给伺服系统的设计 (11)1.4进给传动的计算 (13)第二章微机控制系统的设计 .................................................................. 错误!未定义书签。
2.1微机控制系统组成及特点 .................................................................. 错误!未定义书签。
2.2 微机控制系统设备介绍 (30)2.3程序部分 (39)结论 (45)参考文献 .................................................................................................... 错误!未定义书签。
致谢 . (47)摘要我所设计的毕业课题为“普通铣床数控化改造设计”。
对于机床的设计来说,我首先对所要设计的机床进行技术调查,查阅了国内外有关文献资料,在此基础上,对其用途范围、性能指标、方案对比等进行论证分析。
对于通用机床我更是查阅了大量的国内外有关铣床的资料后,拟定了此机床的总体方案为立式铣床。
然后根据总体方案的布局形式,规格参数,精度性能等要求,对此机床的进给传动系统进行了专题设计。
首先是对进给传动的运动设计。
此设计主要功能和主要参数以及各系统的基本工作原理及其数控化。
数控化的铣床的定位精度和重复定位精度明显提高,获得了明显的经济效益。
关键词:数控化改造;定位精度;重复定位精度;无级变速;伺服传动系统。
第一章三坐标数控铣床的设计和计算1.1 主传动系统的设计主传动系统一般由动力源(如电动机)、变速装置及执行元件(如主轴、刀架、工作台),以及开停、换向和制动机构等部分组成。
铣床的数控化改造把X62W铣床改造成数控铣床,主要改造的部位是:在主电动机端面加一电磁离合器,以便用指令控制主轴停转:把工作台的纵横向进给运动改造成用步进电动机来控制。
垂直进给运动仍采用机动和手动方式。
下面主要介绍横向进给系统的改造和数控系统的硬件设计。
1 横向进给系统设计在横向进给系统的改造中,拆掉了原机床的丝杠螺母机构,更换上用步进电动机和一对齿轮驱动的滚珠丝杠螺母副。
1.工作台重量的估算纵向工作台约重100kg,床鞍和回转盘约重200kg,总重量G=100+200=300kg。
2.切削力计算切削功率为N c=NηK(1)式中:N——主电动机功率,7.5kWη——主传动系统总效率,一般为0. 6~0. 7,取0.6K——进给系统功率系数,取0.96根据式(1)可得:N c=4.32kW。
又因为N c=F z V/6120,则F z=6120N c/V,V为切削线速度,取1 00mm/min,所以主切削力F z=2.59kN。
通常:纵向切削分力F纵=(0.6~0.9)F z,垂直切削分力F垂=(0.45~0.7)F z,横向切削分力F横=(0.5~0.55)F z。
取F纵=0.6F z=1.55kN,F垂=0.45F z=1.165kN,F横=0.5F z=1.295kN。
3.滚珠丝杠设计工作台横向进给丝杠的轴向力F轴=KF横+f'(F垂+W)(2)式中:K——考虑颠覆力矩影响的实验系数,K=1.1F横——横向切削分力f'——导轨上的摩擦系数,f'=0.15W——工作台、床鞍和回转盘重力,W≈10G=3kN根据式(2)可得:F轴=2.049kN。
a.强度计算滚珠丝杠的转速:n=V f/p,其中,进给速度V f=60mm/min,滚珠丝杠的螺距p=6mm,则得:n=V f/p=10r/min。
取寿命时间T=15000h,则寿命值L1=60nT/106=9。
取运转系数f w=1.2,硬度系数f H=1.1,则最大负载Q=(L)⅓1f w f H F轴=5.625kN。
毕业论文普通铣床数控化改造设计学生某某:李颖学号:01320131X01 所在系部:机械系专业班级:13gz数控1班指导教师:谢卫蓉日期:2016年5月附一:毕业设计〔论文〕任务书2-1毕业设计〔论文〕学生开题报告毕业设计〔论文〕学生申请辩论表学生签名:日期:毕业设计〔论文〕指导教师评审表4毕业设计〔论文〕评阅人评审表5毕业设计〔论文〕辩论表6-1毕业设计〔论文〕辩论记录表7毕业设计〔论文〕成绩评定总表学生某某:李颖专业班级:13gz数控一班毕业设计〔论文〕题目:普通铣床数控化改造技术注:成绩评定由指导教师、评阅人和辩论组分别给分(以百分记),最后按“优(90--100)〞、“良(80--89)〞、“中(70--79)〞、“与格(60--69)〞、“不与格(60 以下)〞评定等级。
其中,指导教师评定成绩占40%,评阅人评定成绩占20%,辩论组评定成绩占40%。
摘要目前鉴于机械制造行业对于加工精度与加工效率的要求不断提升,普通铣床已难以承当以上重任。
但基于普通铣床基数大数控铣床价格昂贵的前提,普通铣床数控化改造势在必行。
改造完成的新型机床具有适应性较强、加工精度较高、生产效率较高和加工质量相对稳定等优点。
它综合地应用了计算机应用、自动控制、伺服驱动、高精度测量和创新的机械结构等多方面的前沿技术,是今后机床控制的明确开展方向之一。
关键词:普通铣床;数控化改造;伺服系统;滚珠丝杠摘要11第一章绪论131.1 数控机床的组成131.2 机床数控化改造的意义151.3 机床数控化改造的必要性和迫切性15第二章铣床机械结构的改造设计172.1 介绍17数控铣床机械结构的主要特点17数控铣床对机械结构的根本要求182.2 铣床进给传动系统的数控化改造19数控铣床对进给传动系统的根本要求20数控铣床的进给传动系统的根本型式21数控改造铣床进给系统的型式与介绍23第三章普通铣床数控系统总体设计方案的拟定253.1 总体方案确定25系统的运动方式与伺服系统的选择25控制系统25机械传动方式25第四章普通铣床进给伺服系统机械局部264.1 设计计算26系统脉冲当量的选择26滚珠丝杠螺母副的计算和选型27滚珠丝杠螺母副的选用与设计274.2 纵向进给步进电机计算33等效转动惯量计算33计算步进电机空载起动频率和切削时的工作频率36 第五章普通铣床电气局部改造37总结39参考文献40第一章绪论1.1 数控机床的组成如如下图所示,数控机床由一下几个局部组成:1、程序编制与程序载体数控机床自动加工零件的工作指令是数控程序。
普通铣床的数控化改造系部:班级:姓名:学号:2011134018第一章普通铣床的数控化改造总体方案的设计一:普通铣床的数控化改造方案的设计1.原来的XQ6125B普通升降台铣床的用途原XQ6125B卧式万能升降台铣床是属于通用机床,主要适用于加工单件、小批量生产和工具修理部门,也可以用于成批生产部门。
可利用各种圆柱铣刀、圆片铣刀、成型铣刀和端面铣刀等,铣削各种平面、斜面、成型表面、沟槽及齿轮等。
还可以利用分度头,可以加工各种螺旋槽。
外观如图1-1。
对于它的数控化改造用于扩大加工范围,提高加工精度,提高工作效率,满足生产急需是非常必要的,从经济角度上也是可行的。
图1-1 XQ6125B普通升降台铣床外观图2.总体设计任务将原来的X6132要改造成加工精度高、定位准确、可靠,扩大其加工范围,提高加工效率,各性能参数有所提高,使其可以铣削圆弧面与斜面等形状复杂的高精度零件(如凸轮轴)。
3.总体设计方案经济型数控铣床的改造,为了保证被改造后的性能不低于原铣床,选X 、Z 坐标快进速度不低于2.4m/min ,水平拖动力按15KN 计算,则所需的功率为:P=FV=15⨯604.2=0.6Kw 如果采用步进电机作为伺服驱动元件,步进电机达不到此功率要求。
例如:200BF001反应式步进电机,最大静转矩为M N ⋅8.16,最高运行频率为11000step/s ,步距角为1/6°,若取最高工作频率下的工作扭矩为静扭矩的1/4,则高速小的功率为:KW W P H 1334.04.1331806110008.1641==⨯⨯⨯⨯=π 因此,如果选用步进电机,必须相应地降低机床的某些性能,主要是快速性。
另一方面由于步进电机在低速工作时有明显的冲动,易自激振荡,而且激振频率很可能落入铣削加工所用的进给速度范围内,着对加工极为不利,造成工件超差。
此外,由于步进电机没有过载能力,高速时扭矩下降很多,容易丢失,大功率步进的驱动较困难等,选用步进电机驱动是不合适的。
机床数控化改造实例随着科技的不断发展,机床数控化改造已经成为制造业最为重要的技术变革之一。
机床数控化改造只是一种先进的技术手段,它通过对原有机床进行改造,使其具有数控的能力,既提高了生产效率,也提高了产品精度,大大降低了材料和时间的浪费,提高了生产效率,成为现代制造企业必备的生产工具。
针对这一发展趋势,本篇文档将来展示一些机床数控化改造的实例。
1.铣床改造传统的铣床较为单一,只能完成一些简单的加工工作,在现代工业发展的今天已经无法满足市场的需求。
为此,一些企业对铣床进行了改造,使之具有多种多样的功能,提高了工作效率,降低了成本。
改造后的铣床,具有自主控制能力和自动化加工功能,可以实现平面铣削、零件成型、草绘加工等多种加工方式,效率高、精度高,受到了广泛的应用。
2.车床改造传统车床在使用过程中,存在许多设备老化和老化退化的问题,这就需要对车床进行进一步的改造和升级。
改造后的车床,能够通过控制系统自主完成工作,操作简单、高效、精确。
改造后的车床不仅可以实现常规的车削加工,还可以实现自由曲面加工和多轴联动加工,提高了生产工艺和生产效率,节约这企业的成本。
3.磨床改造传统磨床加工效率较低,精度不够高,无法满足现代工业对于制品质量的要求。
为了改变这种现状,很多企业对磨床进行了改造。
改造后的磨床,不仅可以实现自动化加工,还可实现多种加工模式,提高了工艺的自动化程度和加工质量,降低了企业的成本。
4.刨床改造传统的刨床在使用过程中存在重复性低、操作过程复杂等问题,这限制了刨床的应用范围和工作效率。
改造后的刨床,不仅能够实现更高的精度、更高的速度,还能够通过自动化加工实现多模式,应用效果显著。
5.补强型数控补强型数控是目前最为先进、最受欢迎的一种机床数控化改造方式,主要解决了数控化改造前的瑕疵和问题,提升了机床的整体性能和加工效率。
6.组合型数控组合型数控是一种通过组装多种机床构件、组合而成的数控机床。
它能够通过多种机床的组合形式实现各种复杂的加工工作,不仅加工效率高,还具有精度高、可靠性好的优点。
普通铣床的数控化升级改造
摘要:本文主要介绍中达自动化数控产品―PUTNC-H4C-M型数控系统和台达ASDA-AB系列交流伺服在普通铣床的数控化升级改造上的完美整合应用。
通过中达提供的量身定制式机床再生解决方案,展现了升级后的经济型数控铣床的耀眼光辉。
关键词:数控交流伺服经济型数控铣床改造
1 引言
随着机械加工制造业的飞速发展,现有的普通机床已越来越不能适应目前市场激烈的竞争,高效率和多变的要求,已越来越受到市场的青睐。
伴随着各行业对机加工产品要求的不断提高和数控技术的飞速发展,数控机床以其高精度、高效率和低劳动强度等诸多普通机床无法比拟的优势,成为当今制造业的主流加工设备。
就目前情况而言,一个企业设备数控化程度的高低直接影响到了它的生存。
那些拥有大量普通机床的工厂,正面临着巨大的挑战。
这些厂家效益不好的主要原因,一方面是大量普通机床闲置造成浪费,另一方面是没有足够的资金购买新的数控设备。
因此,投入较少的资金,把原有普通机床进行自动化升级改造,使之变成数控机床,就成了解决这一问题的最好办法。
对于机床生产商而言,最直接的方式莫过于直接普通机床出厂前自行数控化升级,使之以低廉的价格,高效的加工性能,以经济型数控机床的新身份展现于市场。
2 铣床简易数控改造升级案例
2.1数控改造器材
(1)数控系统:台达PUTNC-H4C-M 一套
(2)伺服驱动:台达ASDA-A1021-AB 三套
(3)伺服电机:台达ECMA-G31309ES 两台
(4)台达ECMA-G31309FS 一台
铣床改造图片
3 铣床数控改造
3.1 铣床数控原理设计
机床本体的数控化改造,是将原工作台进给电机、进给箱及其传动链拆除,然后进行如下改造:用三个伺服电机分别驱动升降、纵向、横向坐标轴、根据各轮的脉冲当量配置相应的传动系统;将原二轴普通丝杠改为滚珠丝杠。
通过中达系统的高开放性更改系统内部的PLC和画面实现客户特殊要求。
铣床简易数控升级改造控制系统架构如图1所示。
图1 铣床简易数控升级改造控制系统架构
3.2 数控铣床项目评估
(1)资额少、交货期短、见效快。
同购置新机床相比,一般可以节省60%~80%的费用,改造费用低。
特别是大型、特殊机床尤其明显。
一般大型机床改造,只花新机床购置费用的1/3,交货期短。
但有些特殊情况,如高速主轴、托盘自动交换装置的制作与安装过于费工、费钱,往往改造成本提高2~3倍,与购置新机床相比,只能节省投资50%左右。
(2)机械性能稳定可靠,结构受限。
所利用的床身、立柱等基础件都是重而坚固的构件,而不是那种构件,改造后的机床性能高、质量好,可以作为新设备继续使用多年。
但是受到原来机械结构的限制,不宜做突破性的改造。
(3)悉了解设备、便于操作维修。
购买新设备时,不了解新设备是否能满足其加工要求。
改造则不然,可以精确地计算出机床的加工能力;另外,由于多年使用,操作者对机床的特性早已了解,在操作使用和维修方面培训时间短,见效快。
改造的机床一安装好,就可以实现全负荷运转。
(4)可充分利用现有的条件。
可以充分利用现有地基,不必像购入新设备时那样需重新构筑地基。
(5)可以采用最新的控制技术。
可根据技术革新的发展速度,及时地提高生产设备的自动化水平和效率,提高设备质量和档次,将旧机床改成当今水平的机床。
4 台达数控技术
4.1 PUTNC-H4C-M数控系统
图2 中达PUTNC-H4C-M数控系统
中达PUTNC-H4C-M数控系统(图2)特色:
(1)手摇轮安全测试。
(防撞功能)具多国语言设定及简易图形编程
(2)具有MACRO指令,可灵活的设计加工程序。
(3)程序容量 256K byte。
具有【边传边做】功能。
(4)标准I/O(24 INPUT;16 OUTPUT),3组高速INPUT(50μsec)。
可扩充I/O最大至32 INPUT;32 OUTPUT。
(5)采用FLASH ROM架构,可快速方便更新系统PLC及显示画面。
(6)配合 PLC 可自行定义按键功能,在薄膜使用上自行定义。
(7)分辨率可设定至 7 位数,响应速度可达 1000 Kpps,精度特高。
(8)主轴采用变频马达或伺服主轴。
4.2 ASDA-AB系列伺服驱动器
ASDA-AB系列伺服驱动器技术特色:
(1)内建完整的三种(位置/速度/转矩模式)基本控制机能可以方便的和上位控制器连接。
(2)动态响应性好,伺服整定时间1ms、空载状态下-3000RPM~3000RPM的加速时间10ms。
(3)PDFF(Pseudo-DerivativeFeedbackandFeedforward)强健式控制架构相应更快速、对外部干扰有更强的抑制补偿能力,从而能够保证其它外力突然介入时,伺服定位或定速被影响很少。
(4)伺服的自动增益调整功能,能自动评估负载情况并合理设置伺服增益,从而使伺服调试更简单、更快捷,且伺服定位更精准,无超越量和加速度过冲
(5)提供共振抑制功能和低通滤波器功能,能有效弥补机械的不足和缺陷。
(6)台达ASDA-AB系列交流伺服系统更具有分度定位功能,配合CNC系统PLC 的I/O规划,能轻松实现伺服的精确定位控制。
图3 台达ASDA-AB系列伺服驱动器
5 结束语
普通铣床数控化改造,实质就是在普通铣床上增加数控系统控制装置,使其具有一定的自动化能力,以实现预定的加工工艺目标,其目的是使原机床具有一定的柔性,提高生产效率和质量,解决复杂零件的加工问题。
配合具有高开放型,人性化,简易操作化,客制化的中达铣床数控系统将普通铣床改造为经济型铣床,简便易行,提高了加工效率,,降低了加工成本,保证了零件的加工精度,对复杂零件尤其是对弧面和凸面的加工效果显著。
(end) 文章内容仅供参考 () ()(2010-12-18)。