插方孔
(4)插花键
插花键的方法与插键槽大致相同。不同的是花键 各键槽除了应保证两侧面对轴平面的对称度外,还需 要保证在孔的圆周上均匀分布,因此,插削时常用分 度盘进行分度。
3.插削的工艺特点
(1)插床与插刀的结构简单,与刨削一样,插削时 也存在冲击和空行程损失,因此,主要用于单件、小批 且生产。
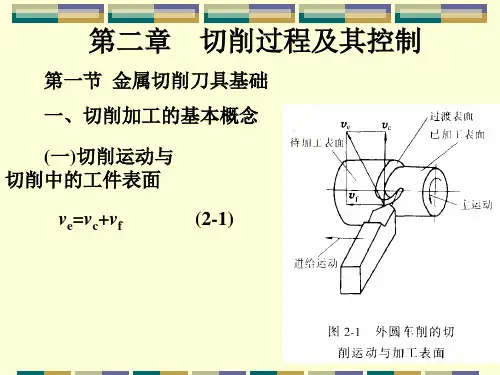
(二)插削
1.插床 插削是用插刀对工
件作垂直相对直线往 复运动的切削加工方 法。插削在插床上进 行,插床的结构原理 和牛头刨床相似,可 视为立式刨床。
插床
a)外形图 b)切削运动示意图 1-床身 2-下滑座 3-上滑座 4-圆工作台 5-滑枕 6-立柱 7-变速箱 8-分度机构
2.插削方法 插削和刨削的切削方式相同,只是插削是在铅垂方
插键槽
(3)插方孔
插小方孔时,可来用整 体方头插刀插削。
插较大的方孔时,来用 单边插削的方法,按划线找 正先粗插(每边留余置0.2~ 0.5mm),然后用90°角度 刀头插去四个内角处未插去 的部分。
粗插时应注意测量方孔 边至基准之尺寸,以保证尺寸 精度和对称度要求。插削按 第一边、第三边(对边)、 第二边、第四边的顺序进行。
偏刀的几何形状
刨垂直平面时偏转刀座
3)刨倾斜平面
刨倾斜平面有两 种方法:一是倾斜装 夹工件,使工仵被加 工斜面处于水平位且, 用刨水平面的方法加 工;一是将刀架转盘 旋转所帑角度,摇动 刀架手柄使刀架滑板 (刀具)作手动倾斜 进给
旋转刀架 盘刨倾斜平面
(3)刨沟槽 1)刨直槽和V形槽 刨直槽时,如果沟槽宽度不大,
可用宽度与槽宽相当的直槽刨刀直接刨到所需宽度,旋转 刀架手柄实现垂直进给;如果沟槽宽度较大,则可横向移 动工作台,分几次刨削达到所需槽宽。刨V形槽时,应根 据工件的划线找正,先用直槽刀刨出底部直槽,然后换装 偏刀,倾斜刀架和偏转刀座,用刨斜面的方法分别刨出V 形槽两侧面。