2019年高职组模具赛项刀具工具清单4-27-x
- 格式:pdf
- 大小:253.86 KB
- 文档页数:8

2020年全国职业院校技能大赛(高职)河北选拔赛数控机床装调与技术改造技能大赛赛项规程一、比赛的基本描述、标准、形式和内容(一)概述:数控机床装调与技术改造项目是使用数控机床进行装调、维修及技术改造的技能竞赛,参赛选手根据赛项任务书的要求,借助赛场提供的设备、检具、工具、技术资料、PLC及系统故有软件和计算机等,完成数控机床的电气控制系统设置与调试、故障诊断与排除、机床精度检测与分析、功能开发与调试、零件试切加工、维护与保养等工作。
(二)标准:(三)比赛形式1.比赛为实操比赛,比赛时间为4小时。
要求选手在规定时间内对实操设备进行操作,按任务书要求实现比赛内容,到达预订比赛结束时间,停止一切操作,总分100分。
比赛以院校为单位组队参加,每所院校限报2个参赛队,每个参赛队由3名选手、1名领队及1-2名指导教师组成。
指导教师不得兼任领队。
(四)比赛内容本赛项实操内容包括数控机床电气设计与安装、数控机床机械部件装配与调试、数控机床故障诊断与维修、数控系统指定功能调试(参数调试、智能应用PLC程序开发等)、数控机床精度检测、试切件的编程与加工、职业素养与安全意识七个任务。
1.数控机床电气设计与安装根据业务需求和实际的工程应用环境,利用竞赛平台提供的硬件设备、工具和技术文档资料,针对外围辅助设备或检测设备,设计相应的控制电路。
选择适宜的器件、正确连接线路,并调试验证。
考察选手电气硬件连接能力。
2.数控机床机械部件装配与调试根据业务需求和实际的工程应用环境,将机械主轴安装在测试台,机械主轴本体应符合大连机床厂主轴安装工艺要求。
考察选手机械功能部件装调能力,机械部件精度检测能力。
3.数控机床故障诊断与维修根据现场数控设备,在机床不通电情况下检查机床电气系统,排除目测隐患。
机床通电后选手根据屏幕显示的报警信息,逐一解除系统及PLC报警。
按顺序进行机床功能检查,排除数控系统、伺服驱动、机械等软硬件故障。
对伺服优化与伺服参数调整,通过系统厂商配置的软件联通数控系统与PC机。


模具数控加工的刀具选购与使用管理指导一、目的:为规范公司的刀具管理和使用,控制刀具耗用成本,提高刀具的使用寿命,减少刀具不合理使用导致加工精度或工件异常问题,提高工作效率,特制定本指导书。
二、适用范围:适用于公司各加工工序使用刀具的管理及采购刀具、刀具仓储管理。
包括:刀具供应商开发、刀具选择、计划、采购、入库保管、领出、使用、车间刀具管理及退库的整个过程。
三、刀具述语与品牌简述:1.刀具定义:广义的刀具包括以下几种:●CNC铣削刀具:包括通用立铣刀(分平底立铣刀、圆鼻立铣刀、球头立铣刀)、非标立铣刀、刀盘、刀粒、刀片、刀头、刀杆等。
●车床刀具:车刀杆、车刀片、装夹卡盘等;●钻床刀具:钻头(分钨钢、高速钢、含钴高速钢、粉末冶金含钴高速钢四种)、枪钻、钻咀、铰刀(分钨钢、高速钢、含钴高速钢三种)等。
●攻丝螺纹刀具:丝攻丝锥(镍基高温合金及钛合金专用丝锥)、螺纹锥等。
●夹具、热装夹头:夹头、刀柄、热胀刀柄、刀把、弹簧筒夹、BIG刀具装夹工具等。
可以根椐不同的加工工件尺寸和工艺方法,按需要组合成铣、钻、镗、铰、攻丝等各类工具进行切削加工。
2.刀具寿命:从开始加工到刀尖报废整个过程中,刀尖切削工件的时间或切削过程中在工件表面实际的长度。
刀尖加工时间为每个刀具公司计算刀具寿命的主要考核指标。
刀具质量、正确选择、合理使用、优化编程、正确操作等因素,对工件加工精度的控制至关重要的,也关系到了刀具的使用寿命,所以,在使用刀具时,了解程式和零件的加工要求,根据加工中心机床的特点,根据工件材料的特性,正确安排加工工艺、优化编程参数(主轴转速、进给量、进给速度、切削速度等)、正确选用刀具夹具、合理使用刀具,发挥刀具最大效果,制造出高精密的零件,降低刀具使用成本;CNC工序的刀具使用量大,故CNC组长是刀具的使用与管理的主要责任人。
3.刀具成本与加工成本的关系:刀具成本:是指在生产过程中,每年采购所有刀具工具的费用,是生产成本的一部分。

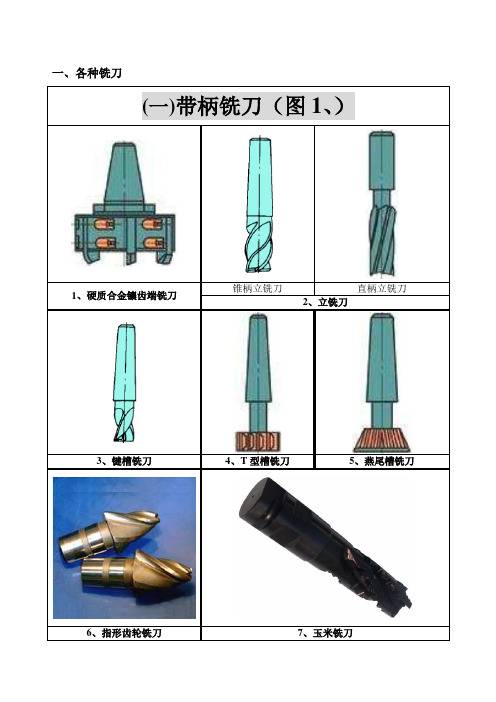
一、各种铣刀二、铣刀基本参数图3、以“圆柱直齿平面铣刀”(参图3)为例,说明铣刀的几个基本概念:1、前刀面:进行铣削加工时,切屑流出的通道。
2、后刀面:减小刀具与已加工平面的摩擦。
注:前角决定切削的难易程度和切屑在刀具前面上的摩擦情况。
前角大时,可使切屑变形小,流出顺利,减少了切屑和刀具前刀面之间的摩擦,使切削力降低,切削起来轻快;但是前角太大,会使刀刃变得非常薄弱,粗加工时可能引起崩刃。
4、楔角:前刀面与后刀面的夹角,用来反映铣刀刃的厚度/强度。
注:后角作用是减小刀具后面和工件已加工表面之间的摩擦,大小直接影响到刀具强度。
后角加大了,后面与已加工平面之间的摩擦会减小,切削起来轻快点,刀齿的磨损会慢些;但是后角太大,会降低刀齿强度,刀刃散热情况变差,反而会加剧刀齿的磨损。
6、基面:用来定义前角的基准面,且回转动(如铣刀一个刀刃由位置Ⅰ转到位置II)。
7、铣刀的切削平面:用来定义后角的基准面,且会转动(因为基面转动,他又始终垂直与基面)。
补:“圆柱螺旋齿平面铣刀”还需知道以下几个角度:8、螺旋角:切削刃与铣刀轴线间夹角。
其作用能使刀具在切削时受力均衡,工作较为稳定,切削流动顺利。
三、铣刀参数选择:1、前角的选择:①主要根据工件材料来决定。
a、在加工塑性材料(如钢料)时:塑性材料切屑呈带状且变形大,应选用较大前角,以减小切屑的变形,改善切削情况;b、在加工脆性材料(如铸铁)时:脆性材料切屑呈碎状小块,在刀刃附近有冲击力,并且脆性材料表面硬度高,通常含沙眼、杂质等,对切削不利,为保护刀尖,前角一般比加工塑性材料要小些。
c、在加工轻金属(如铝及铝合金)时:前角可取比塑性材料更大些,因为金属强度和硬度都比钢料低,在铣切中对刀齿的强度要求可以比铣钢料时低,同时加大前角更有利于切屑的排除。
②还要考虑工件材料的软硬程度。
a、工件材料较软时:选较大的前角;b、工件材料较硬时:选较小的前角。
③还要考虑加工的性质。
a、粗加工时:应取较小的前角;b、精加工时:应取较大的前角。

2019年辽宁省职业院校技能大赛(高职组)现代电气控制系统安装与调试赛项规程一、赛项名称赛项编号:LNGZ201910赛项名称:现代电气控制系统安装与调试赛项组别:高职组赛项归属产业:装备制造二、竞赛目的通过竞赛,展示现代与装备制造业、工业自动化产业相关的职业教育改革成就以及师生的风采;检阅参赛选手电气自动化、机电一体化、工业网络技术、电气设备应用与维护、机电设备维护、电机与电器、供用电技术等专业的核心技能,同时考核参赛队伍的工作效率、质量意识、安全意识、节能环保意识和规范操作等职业素养;引领电机与电气控制、PLC应用技术、电工测量与仪表调试、电力电子技术、交直流调速、组态控制技术、工业现场网络等专业课程及综合实训课程改革;促进职业院校的机电、自动化专业建设和实训基地建设;助推具有工匠精神的电气控制系统安装与调试技术技能人才的培养。
三、竞赛内容竞赛时间:完成本赛项竞赛任务的规定时间为4小时。
竞赛内容的组成与比重:(1)控制系统电路设计(10%)参赛选手按竞赛任务书给定的电气控制系统的工作要求,选择正确的元器件,设计、绘制现代电气控制系统中的部分电路的控制原理图、接线图、元件表等。
(2)控制系统电路布置、连接工艺与调试(20%)参赛选手按竞赛任务书给定的电气控制系统的施工图和竞赛过程中设计绘制的电气原理图、接线图,安装选择的电器元件,完成现代电气控制系统的线路连接,并进行初步调试。
(3)操控单元独立功能完成情况(34%)参赛选手按任务书给定的电气控制系统的功能要求完成PLC编程、触摸屏组态、网络通讯设置、驱动器参数设置等,能实现局部操控单元调试运行。
(4)控制系统整体功能完成情况(21%)参赛选手按任务书给定的电气控制系统的功能要求实现系统整体运行。
(5)电气控制系统故障检修(5%)在电气电路智能考核单元设置故障点,参赛选手检测工具选用正确,检测方法规范,故障判断准确,排除故障后系统可正常工作。
(6)职业素养与安全意识(10%)完成竞赛任务的所有操作符合安全操作规程、职业岗位要求;遵守赛场纪律,尊重赛场工作人员;爱惜赛场设备及器材,赛位整洁。
刃具量具知识点总结刃具和量具都是工业生产和制造中常见的工具,它们在生产过程中起着至关重要的作用。
刃具主要用于加工和切割材料,而量具则用于测量和检验物体的尺寸。
在本文中,将重点介绍刃具和量具的基本知识点,包括类型、结构、使用方法等方面的内容。
刃具知识点总结1. 刃具的分类刃具按功能和使用范围可分为切削刃具、冲压刃具和成形刃具。
切削刃具主要用于金属材料的切削加工,包括钻头、车刀、铣刀等;冲压刃具主要用于金属板材的冲压加工,包括冲模、模具等;成形刃具主要用于金属材料的成型加工,包括模具、压铸模等。
2. 刃具的结构刃具一般由刀尖、刀片、刀柄和切削刃等部分组成。
刀尖是刃具的主要切削部分,一般由硬质合金、高速钢等材料制成;刀片是刃具的主要部分,一般由钢材制成,用于连接刀尖和刀柄;刀柄是刃具的手柄部分,用于手持和操作刃具。
3. 刃具的使用方法使用刃具时,应保持刃具的刀具锋利和表面光滑,定期进行磨削和刃磨,以保证切削加工的质量和效率;在使用刃具的过程中,应选用适当的切削参数,包括切削速度、进给量、切削深度等,以避免刃具损坏或切削质量下降;在切削加工过程中,应及时清理切削液和切屑,避免对刃具和工件造成损害。
量具知识点总结1. 量具的分类量具按测量范围和测量原理可分为长度量具、角度量具、形状量具等。
长度量具主要用于测量物体的长度、宽度、高度等尺寸,包括千分尺、游标卡尺、外径千分尺等;角度量具主要用于测量物体的角度,包括角度规、角度卡尺等;形状量具主要用于测量物体的形状和表面粗糙度,包括块规、表面粗糙度仪等。
2. 量具的结构量具一般由主体、测量装置、刻度盘和固定部分组成。
主体是量具的主要部分,用于支撑和固定测量装置;测量装置是量具的测量部分,用于直接接触和测量被测物体;刻度盘是量具的刻度部分,用于读取测量结果;固定部分是量具的固定部分,用于固定和调整量具的测量位置。
3. 量具的使用方法使用量具时,应保证量具的测量精度和稳定性,定期进行校准和调整;在测量过程中,应选用适当的测量方法和技术,包括顺着面测量、反着面测量、对称测量等;在测量结束后,应及时清洁和保养量具,以延长其使用寿命。