三菱PLC基础知识分解
- 格式:ppt
- 大小:4.38 MB
- 文档页数:83
三菱PLC工作原理讲解:一.系统组成。
二.各部分的作用。
1. CPU运算和控制中心起“心脏”作用。
纵:当从编程器输入的程序存入到用户程序存储器中,然后CPU 根据系统所赋予的功能(系统程序存储器的解释编译程序),把用户程序翻译成PLC内部所认可的用户编译程序。
横:输入状态和输入信息从输入接口输进,CPU将之存入工作数据存储器中或输入映象寄存器。
然后由CPU把数据和程序有机地结合在一起。
把结果存入输出映象寄存器或工作数据存储器中,然后输出到输出接口、控制外部驱动器。
组成:CPU由控制器、运算器和寄存器组成。
这些电路集成在一个芯片上。
CPU通过地址总线、数据总线与I/O接口电路相连接。
2.存储器具有记忆功能的半导体电路。
分为系统程序存储器和用户存储器。
系统程序存储器用以存放系统程序,包括管理程序,监控程序以及对用户程序做编译处理的解释编译程序。
由只读存储器组成。
厂家使用的,内容不可更改,断电不消失。
用户存储器:分为用户程序存储区和工作数据存储区。
由随机存取存储器(RAM)组成。
用户使用的。
断电内容消失。
常用高效的锂电池作为后备电源,寿命一般为3~5年。
3.输入/输出接口(1)输入接口:光电耦合器由两个发光二极度管和光电三极管组成。
发光二级管:在光电耦合器的输入端加上变化的电信号,发光二极管就产生与输入信号变化规律相同的光信号。
光电三级管:在光信号的照射下导通,导通程度与光信号的强弱有关。
在光电耦合器的线性工作区内,输出信号与输入信号有线性关系。
输入接口电路工作过程:当开关合上,二极管发光,然后三极管在光的照射下导通,向内部电路输入信号。
当开关断开,二极管不发光,三极管不导通。
向内部电路输入信号。
也就是通过输入接口电路把外部的开关信号转化成PLC内部所能接受的数字信号。
(2)输出接口PLC的继电器输出接口电路工作过程:当内部电路输出数字信号1,有电流流过,继电器线圈有电流,然后常开触点闭合,提供负载导通的电流和电压。
第一章可编程序控制器的结构及基本工作原理第一节PLC的产生和特点及其应用方向一、PLC的发展史可编程序控制器(Programmable Logic Controller),简称PLC,是在继电顺序控制基础上发展起来的以微处理器为核心的通用的工业自动化控制装置。
20世纪60年代末期,美国汽车制造工业竞争激烈,为了适应生产工艺不断更新的需要,在1968年美国通用汽车公司(GM)首先公开招标,对控制系统提出的具体要求基本为:a。
它的继电控制系统设计周期短,更改容易,接线简单成本低。
b。
它能把计算机的功能和继电器控制系统结合起来。
但编程要比计算机简单易学、操作方便。
c。
系统通用性强。
1969年美国数字设备公司(DEC)根据上述要求,研制出世界上第一台PLC,并在GM公司汽车生产线上首次试用成功,实现了生产的自动化。
其后日本、德国等相继引入,可编程序控制器迅速发展起来,但是主要应用于顺序控制,只能进行逻辑运算,故称为可编程逻辑控制器,简称PLC。
其定义:可编程控制器是一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数及算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
可编程控制器及其有关外部设备,都按易于及工业控制系统联成一个整体,易于扩充其功能的原则设计。
随着电子技术和计算机技术的迅猛发展,PLC的功能也越来越强大,更多地具有计算机的功能,所以又简称PC(PROGRAMMABLE CONTROLLER),但是为了不和PERSONAL COMPUTER混淆,仍习惯称为PLC。
目前PLC已经在智能化、网络化方面取得了很好的发展,并且现今已出现SOFTPLC,更是PLC领域无限的发展前景。
二、可编程序控制器的功能特点1.逻辑控制 PLC具有逻辑运算功能,能够进行及、或、非等逻辑运算,可以代替继电器进行开关量控制,故它可替代继电器进行开关量控制。

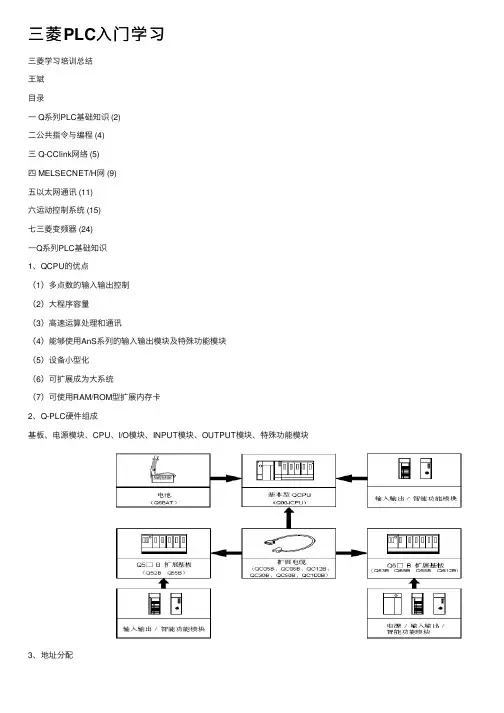
三菱PLC⼊门学习三菱学习培训总结王斌⽬录⼀ Q系列PLC基础知识 (2)⼆公共指令与编程 (4)三 Q-CClink⽹络 (5)四 MELSECNET/H⽹ (9)五以太⽹通讯 (11)六运动控制系统 (15)七三菱变频器 (24)⼀Q系列PLC基础知识1、QCPU的优点(1)多点数的输⼊输出控制(2)⼤程序容量(3)⾼速运算处理和通讯(4)能够使⽤AnS系列的输⼊输出模块及特殊功能模块(5)设备⼩型化(6)可扩展成为⼤系统(7)可使⽤RAM/ROM型扩展内存卡2、Q-PLC硬件组成基板、电源模块、CPU、I/O模块、INPUT模块、OUTPUT模块、特殊功能模块3、地址分配4、QCPU的内存组成内置内存:程序内存(0)、标准RAM (3)、标准ROM (4)扩展内存卡:RAM型(1)、ROM 型(2)5、软元件Q⽐A增加的软元件:(1)变量⽤软元件FX、FY、FD(2)特殊继电器/特殊寄存器(SM/SD)(3)步进继电器S(4)边缘继电器V(5)累计定时器ST(6)⾼低速定时器PLC System内设定⾼低速定时器测量单位。
(7)直接链接型软元件(J_\_):J2\K1X20 J10\K4B0(8)智能模块软元件(U_\G_)(9)⽂件寄存器(R/ZR)⼆公共指令与编程1 、命令的分类CPU单元的命令⼤致分为顺控命令、基本命令、应⽤命令、数据链接⽤命令以及QCPU命令。
这些命令的分类如下所⽰。
顺控命令、基本命令、应⽤命令、数据链接⽤命令、QCPU命令2、顺控命令顺控指令包括:触点指令、连接指令、输出指令、移动指令、主控指令、结束指令等。
3、基本指令基本指令包括⽐较操作指令、算术运算指令、数据转换指令、数据传送指令、程序分⽀指令、程序执⾏控制指令、I/O刷新指令等。
4、应⽤指令应⽤指令包括5三Q-CClink⽹络1、Q系列CC-Link的特点CC-Link是将三菱合作制造⼚家⽣产的各种模块分布安装到像传送线和⽣产线这样的机器设备上的⾼效,⾼速的分布式的现场总线⽹络。
三菱PLC分类及型号的基础知识第一篇:三菱PLC分类及型号的基础知识三菱PLC分类及型号的基础知识三菱PLC的发展历程:1、1980-1990 三菱PLC主要有FF1F2系列小型PLC,K/A系列中、大型PLC2、1990-2000 三菱PLC主要分为FX系列小型PLC,A 系列(A2SA2USQ2A)中大型PLC3、2000以后,三菱PLC主要分分为FX系列小型PLC,Q系列(QnQnPH)中大型PLC三菱FX系列PLC介绍:FX系列PLC包括FX1S FX1N FX2N FX3U四种基本类型的PLC,早期还包括FX0系列产品。
FX1S系列为整体固定I/O结构,最大IO点数为40,IO点数不可扩展;FX1N FX2N FX3U系列为基本单元加扩展的结构形式,可以通过IO扩展模块增加IO.FX1N最大的IO点数是128点FX2N最大的IO点数是256点FX3U最大的IO点数是384点(包括CC-Llink连接的远程IO)FX1NC FX2NC FX3UC是变形系列,主要区别是端子的连接方式和PLC的电源输入,变形系列的端子采用的插入式,输入电源只能24VDC,较普通系列要便宜。
普通系列的端子是接线端子连接,电压允许使用AC电源。
FX1S系列PLC只能通过RS-232、RS-422RS-485等标准接口与外部设备、计算机以及PLC之间通讯.FX1N FX2N FX3U增加了AS-I CC-Link网络通讯功能。
三菱Q系列PLC介绍Q系列PLC是三菱公司从原A系列PLC基础上发展起来的中大型PLC系列产品。
Q系列PLC是模块化的PLC.。
按照不同的性能,Q系列PLC的CPU可以分为基本型、高性能型、过程控制型、运动控制型、计算机型、冗余型等多种系列产品。
1、基本型CPU包括Q00J、Q00、Q01共三种基本型号。
Q00J 型为机构紧凑、功能精简型PLC,最大的IO点数为256点,程序容量为8K,可以适用于小规模控制系统。
三菱plc从入门到精通:学PLC之路详解(附各种图例)PLC好学吗?有的人说好学,更多的人说难学。
我的看法是入门易,深造难。
入门易,总有它易的方法。
很多人都买了有关PLC的书,如果从头看起的话,我想八成学不成了。
因为抽象与空洞占据了整个脑子,一句话晕!学这东东要有可编程控制器和简易编程器才好,若无,一句话,学不会。
因为无法验证对与错。
如何学,我的做法是直奔主题。
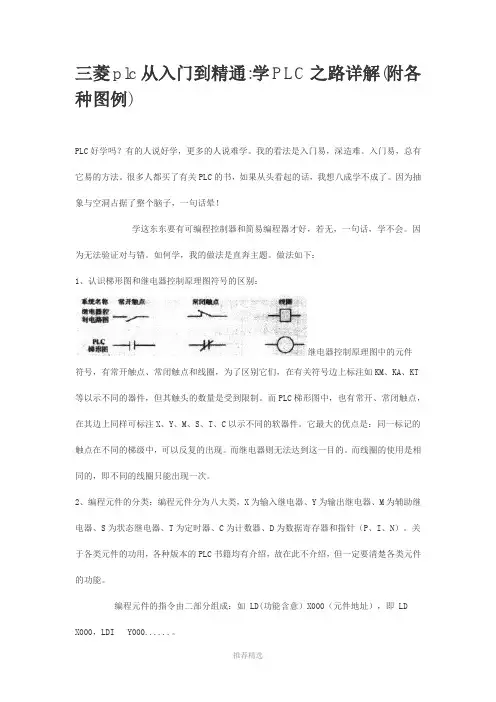
做法如下:1、认识梯形图和继电器控制原理图符号的区别:继电器控制原理图中的元件符号,有常开触点、常闭触点和线圈,为了区别它们,在有关符号边上标注如KM、KA、KT 等以示不同的器件,但其触头的数量是受到限制。
而PLC梯形图中,也有常开、常闭触点,在其边上同样可标注X、Y、M、S、T、C以示不同的软器件。
它最大的优点是:同一标记的触点在不同的梯级中,可以反复的出现。
而继电器则无法达到这一目的。
而线圈的使用是相同的,即不同的线圈只能出现一次。
2、编程元件的分类:编程元件分为八大类,X为输入继电器、Y为输出继电器、M为辅助继电器、S为状态继电器、T为定时器、C为计数器、D为数据寄存器和指针(P、I、N)。
关于各类元件的功用,各种版本的PLC书籍均有介绍,故在此不介绍,但一定要清楚各类元件的功能。
编程元件的指令由二部分组成:如 LD(功能含意)X000(元件地址),即 LDX000,LDI Y000......。
3、熟识PLC基本指令:(1)LD(取)、LDI取反)、OUT(输出)指令;LD(取)、LDI(取反)以电工的说法前者是常开、后者为常闭。
这二条指令最常用于每条电路的第一个触点(即左母线第一个触点),当然它也可能在电路块与其它并联中的第一个触点中出现。
这是一张梯形图(不会运行)。
左边的纵线称为左母线,右母线可以不表示。
该图有三个梯级;第1梯级;左边第一个触点为常开,上标为X000,X表示为输入继电器,其后的000数据,可以这样认为它使用的是输入继电器中的编号为第000的触点(下同)。
三菱PLC编程入门教程:01.第一课PLC的简单介绍本课程内容包括:电工基础入门、电子元器件、常用电器元件、电工识图、电工计算、电工工具和电工仪表、电动机、导线的加工和连接、电工安全与触电急救、电工焊接技能、电工布线与设备安装技能、电工检测技能、电动机的拆卸与检修技能、供配电线路及检修调试技能、照明控制线路及检修调试技能、电动机控制线路及检修调试技能、变频器技术、变频器的使用与调试、PLC技术和PLC编程语言与PLC系统的安装及调试等。
本课程采用微视频讲解互动的全新教学模式,在内页重要知识点相关图文的旁边附印了二维码。
读者只要用手机扫描书中相关知识点的二维码,即可在手机上实时浏览对应的教学视频,视频内容与图书涉及的知识完全匹配,复杂难懂的图文知识通过相关专家的语言讲解,帮助读者轻松领会,这不仅进一步方便了学习,而且还大大提升了本书内容的学习价值。
目录D 1章 PLC的种类和功能特点1.1 PLC的种类【1】1.1.1 按结构形式分类【1】1.1.2 按I/O点数分类【2】1.1.3 按功能分类【4】1.1.4 按生产厂家分类【6】1.2 PLC的功能与应用【10】1.2.1 继电器控制与PLC控制【10】1.2.2 PLC的功能特点【12】1.2.3 PLC的实际应用【15】D 2章 PLC的结构和工作原理2.1 PLC的结构组成【18】2.1.1 三菱PLC的结构组成【18】2.1.2 西门子PLC的结构组成【30】2.2 PLC的工作原理【40】2.2.1 PLC的整机控制【40】2.2.2 PLC的工作过程【41】D 3章 PLC的外围电气部件3.1 电源开关【46】3.1.1 电源开关的结构【46】3.1.2 电源开关的控制过程【47】3.2 按钮【48】3.2.1 按钮的结构【48】3.2.2 按钮的控制过程【49】3.3 限位开关【52】3.3.1 限位开关的结构【52】3.3.2 限位开关的控制过程【52】3.4 接触器【54】3.4.1 接触器的结构【54】3.4.2 接触器的控制过程【55】3.5 热继电器【57】3.5.1 热继电器的结构【57】3.5.2 热继电器的控制过程【57】3.6 其他常用电气部件【59】3.6.1 传感器【59】3.6.2 速度继电器【60】3.6.3 电磁阀【61】3.6.4 指示灯【63】D 4章 PLC的安装、调试与维护4.1 PLC的安装【64】4.1.1 PLC的选购原则【64】4.1.2 PLC的安装和接线【70】4.1.3 PLC的安装方法【80】4.2 PLC的调试与维护【86】4.2.1 PLC的调试【86】4.2.2 PLC的日常维护【87】D 5章 PLC的编程方式与编程软件5.1 PLC的编程方式【88】5.1.1 软件编程【88】5.1.2 编程器编程【89】5.2 PLC的编程软件【91】5.2.1 STEP 7-Micro/WIN SMART编程软件【91】5.2.2 STEP 7-Micro/WIN编程软件【101】5.2.3 GX Developer编程软件【108】D 6章三菱PLC梯形图6.1 三菱PLC梯形图的特点和结构【115】6.1.1 三菱PLC梯形图的特点【115】6.1.2 母线【117】6.1.3 触点【118】6.1.4 线圈【119】6.2 三菱PLC梯形图的编程元件【120】6.2.1 输入/输出继电器(X、Y)【120】6.2.2 定时器(T)【121】6.2.3 辅助继电器(M)【123】6.2.4 计数器(C)【125】6.3 三菱PLC梯形图的编写【127】6.3.1 三菱PLC梯形图的编写要求【127】6.3.2 三菱PLC梯形图的编写方法【130】D 7章西门子PLC梯形图7.1 西门子PLC梯形图的特点和结构【134】7.1.1 西门子PLC梯形图的特点【134】7.1.2 母线【135】7.1.3 触点【135】7.1.4 线圈【136】7.1.5 指令框【137】7.2 西门子PLC梯形图的编程元件【137】7.2.1 输入继电器【137】7.2.2 输出继电器【138】7.2.3 辅助继电器【140】7.2.4 定时器和计数器【142】7.2.5 其他编程元件【143】7.3 西门子PLC梯形图的编写【143】7.3.1 西门子PLC梯形图的编写要求【143】7.3.2 西门子PLC梯形图的编写方法【146】D 8章三菱PLC语句表8.1 三菱PLC语句表的结构【150】8.1.1 三菱PLC语句表的步序号【150】8.1.2 三菱PLC语句表的操作码【151】8.1.3 三菱PLC语句表的操作数【151】8.2 三菱PLC语句表的特点【152】8.2.1 三菱PLC梯形图与语句表的关系【152】8.2.2 三菱PLC梯形图与语句表的转换【153】8.3 三菱PLC语句表的编写【153】8.3.1 三菱PLC语句表的编写思路【153】8.3.2 三菱PLC语句表的编写方法【155】D 9章西门子PLC语句表9.1 西门子PLC语句表的结构【158】9.1.1 西门子PLC语句表的操作码【158】9.1.2 西门子PLC语句表的操作数【159】9.1.3 西门子PLC梯形图与语句表的关系【159】9.2 西门子PLC语句表的编写【161】9.2.1 西门子PLC语句表的编写方法【161】9.2.2 西门子PLC语句表编程指令的用法【161】9.2.3 西门子PLC语句表的编写方法【168】D 10章三菱PLC的控制指令10.1 三菱PLC的基本逻辑指令【171】10.1.1 读、读反和输出指令【171】10.1.2 与、与非指令【172】10.1.3 或、或非指令【173】10.1.4 电路块与、电路块或指令【174】10.1.5 置位和复位指令【175】10.1.6 脉冲输出指令【176】10.1.7 读脉冲指令【178】10.1.8 与脉冲和或脉冲指令【178】10.1.9 主控和主控复位指令【179】10.2 三菱PLC的实用逻辑指令【182】10.2.1 进栈、读栈、出栈指令【182】10.2.2 取反指令【183】10.2.3 空操作和结束指令【184】10.3 三菱PLC的运算指令【185】10.3.1 加法指令【185】10.3.2 减法指令【186】10.3.3 乘法指令【186】10.3.4 除法指令【187】10.3.5 加1、减1指令【188】10.4 三菱PLC的数据传送指令【189】10.4.1 传送指令【189】10.4.2 移位传送指令【190】10.4.3 取反传送指令【191】10.4.4 块传送指令【191】10.5 三菱PLC的数据比较指令【193】10.5.1 比较指令【193】10.5.2 区间比较指令【193】10.6 三菱PLC的数据处理指令【194】10.6.2 译码指令和编码指令【195】10.6.3 ON位数指令【197】10.6.4 ON位判断指令【197】10.6.5 信号报警置位指令和复位指令【198】10.6.6 平均值指令【199】10.7 三菱PLC的程序流程指令【199】10.7.1 条件跳转指令【199】10.7.2 子程序调用和子程序返回指令【202】10.7.3 循环范围开始和循环范围结束指令【203】D 11章西门子PLC的控制指令11.1 西门子PLC的基本逻辑指令【204】11.1.1 触点指令【204】11.1.2 线圈指令【205】11.2 西门子PLC的定时器指令【205】11.2.1 接通延时定时器指令【206】11.2.2 记忆接通延时定时器指令【207】11.2.3 断开延时定时器指令【207】11.3 西门子PLC的计数器指令【208】11.3.1 加计数器指令【208】11.3.2 减计数器指令【209】11.3.3 加/减计数器指令【209】11.4 西门子PLC的比较指令【210】11.4.1 数值比较指令【210】11.4.2 字符串比较指令【211】11.5 西门子PLC的运算指令【212】11.5.1 加法指令【212】11.5.2 减法指令【217】11.5.3 乘法指令【218】11.5.4 除法指令【219】11.6 西门子PLC的逻辑运算指令【222】11.6.1 逻辑与指令【222】11.6.2 逻辑或指令【223】11.6.3 逻辑异或指令【224】11.6.4 逻辑取反指令【225】11.7 西门子PLC的程序控制指令【226】11.7.1 循环指令【226】11.7.2 跳转指令和标号指令【227】11.7.3 顺序控制指令【228】11.7.4 有条件结束指令和暂停指令【229】11.7.5 看门狗定时器复位指令【230】11.8 西门子PLC的传送指令【231】11.8.1 字节、字、双字、实数传送指令【231】11.8.2 数据块传送指令【233】11.9 西门子PLC的移位/循环指令【235】11.9.1 移位指令【235】11.9.2 循环移位指令【237】11.9.3 移位寄存器指令【239】11.9.4 数据类型转换指令【242】11.9.5 ASCII码转换指令【245】11.9.6 字符串转换指令【247】11.9.7 编码和解码指令【250】D12章电气控制中的PLC应用12.1 三菱PLC在电动机启/停控制电路中的应用【251】12.1.1 电动机启停PLC控制电路的结构【251】12.1.2 电动机启停PLC控制电路的控制过程【252】12.2 三菱PLC在电动机反接制动控制电路中的应用【253】12.2.1 电动机反接制动PLC控制电路的结构【253】12.2.2 电动机反接制动PLC控制电路的控制过程【254】12.3 三菱PLC在通风报警系统中的应用【255】12.3.1 通风报警PLC控制电路的结构【255】12.3.2 通风报警PLC控制电路的控制过程【256】12.4 三菱PLC在交通信号灯控制系统中的应用【258】12.4.1 交通信号灯PLC控制电路的结构【258】12.4.2 交通信号灯PLC控制电路的控制过程【260】12.5 西门子PLC在电动机交替运行电路中的应用【262】12.5.1 电动机交替运行PLC控制电路的结构【262】12.5.2 电动机交替运行PLC控制电路的控制过程【262】12.6 西门子PLC在电动机Y-△降压启动控制电路中的应用【265】12.6.1 电动机Y △降压启动PLC控制电路的结构【265】12.6.2 电动机Y △降压启动PLC控制电路的控制过程【266】12.7 西门子PLC在C650型卧式车床控制电路中的应用【268】12.7.1 C650型卧式车床PLC控制电路的结构【268】12.7.2 C650型卧式车床PLC控制电路的控制过程【270】D 13章触摸屏软件13.1 GT Designer3触摸屏编程软件【273】13.1.1 GT Designer3触摸屏编程软件的安装、启动【273】13.1.2 GT Designer3触摸屏编程软件的说明【276】13.1.3 GT Designer3触摸屏编程软件的使用【280】13.1.4 触摸屏与计算机之间的数据传输【285】13.2 GT Simulator3触摸屏仿真软件【291】13.2.1 GT Simulator3触摸屏仿真软件的启动【291】13.2.2 GT Simulator3触摸屏仿真软件的操作【292】13.3 WinCC flexible Smart组态软件【293】13.3.1 WinCC flexible Smart组态软件的安装【293】13.3.2 WinCC flexible Smart组态软件的启动【295】13.4 WinCC flexible Smart组态软件的使用【295】13.4.1 菜单栏和工具栏【296】13.4.2 工作区【297】13.4.3 项目视图【297】13.4.4 属性视图【298】13.4.5 工具箱【298】13.5 使用WinCC flexible Smart组态软件进行组态【299】13.5.1 新建项目【299】13.5.2 保存项目【300】13.5.3 打开项目【300】13.5.4 创建和添加画面【301】13.6 WinCC flexible Smart组态软件中项目的传送与通信连接【301】13.6.1 传送项目【301】13.6.2 通信连接【303】D 14章三菱触摸屏14.1 三菱GT11型触摸屏【305】14.1.1 三菱GT11型触摸屏的结构【305】14.1.2 三菱GT11型触摸屏的安装连接【307】14.1.3 三菱GT11型触摸屏应用程序的安装【314】14.1.4 三菱GT11型触摸屏通信接口的设置【317】14.1.5 三菱GT11型触摸屏属性的设置【320】14.1.6 三菱GT11型触摸屏的监视和诊断功能【324】14.1.7 三菱GT11型触摸屏的维护【325】14.2 三菱GT16型触摸屏【327】14.2.1 三菱GT16型触摸屏的结构【327】14.2.2 三菱GT16型触摸屏的安装连接【328】14.2.3 三菱GT16型触摸屏通信接口的设置【331】14.2.4 三菱GT16型触摸屏的设置【332】14.2.5 三菱GT16型触摸屏监视功能的设置【332】14.2.6 三菱GT16型触摸屏的数据管理【334】14.2.7 三菱GT16型触摸屏的保养与维护【334】14.2.8 三菱GT16型触摸屏的故障排查【335】D 15章西门子触摸屏15.1 西门子Smart 700 IE V3触摸屏的特点【337】15.1.1 西门子Smart 700 IE V3触摸屏的结构【337】15.1.2 西门子Smart 700 IE V3触摸屏的接口【338】15.1.3 西门子Smart 700 IE V3触摸屏的安装【339】15.1.4 西门子Smart 700 IE V3触摸屏的连接【341】15.1.5 西门子Smart 700 IE V3触摸屏的启动【343】15.2 西门子Smart 700 IE V3触摸屏的操作【344】15.2.1 西门子Smart 700 IE V3触摸屏的设置【344】15.2.2 西门子Smart 700 IE V3触摸屏的数据传送【347】。

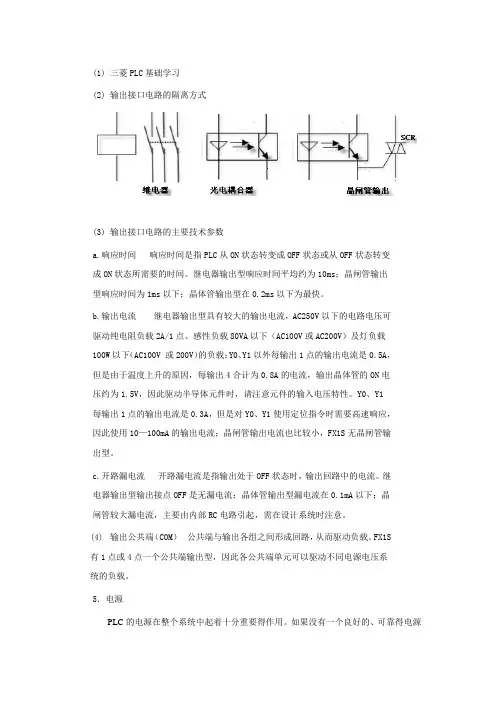
(1)三菱PLC基础学习(2)输出接口电路的隔离方式(3)输出接口电路的主要技术参数a.响应时间响应时间是指PLC从ON状态转变成OFF状态或从OFF状态转变成ON状态所需要的时间。
继电器输出型响应时间平均约为10ms;晶闸管输出型响应时间为1ms以下;晶体管输出型在0.2ms以下为最快。
b.输出电流继电器输出型具有较大的输出电流,AC250V以下的电路电压可驱动纯电阻负载2A/1点、感性负载80VA以下(AC100V或AC200V)及电灯负载100W以下(AC100V 或200V)的负载;Y0、Y1以外每输出1点的输出电流是0.5A,但是由于温度上升的原因,每输出4合计为0.8A的电流,输出晶体管的ON电压约为1.5V,因此驱动半导体元件时,请注意元件的输入电压特性。
Y0、Y1每输出1点的输出电流是0.3A,但是对Y0、Y1使用定位指令时需要高速响应,因此使用10—100mA的输出电流;晶闸管输出电流也比较小,FX1S无晶闸管输出型。
c.开路漏电流开路漏电流是指输出处于OFF状态时,输出回路中的电流。
继电器输出型输出接点OFF是无漏电流;晶体管输出型漏电流在0.1mA以下;晶闸管较大漏电流,主要由内部RC电路引起,需在设计系统时注意。
(4)输出公共端(COM)公共端与输出各组之间形成回路,从而驱动负载。
FX1S有1点或4点一个公共端输出型,因此各公共端单元可以驱动不同电源电压系统的负载。
5.电源PLC的电源在整个系统中起着十分重要得作用。
如果没有一个良好的、可靠得电源系统是无法正常工作的,因此PLC的制造商对电源的设计和制造也十分重视。
一般交流电压波动在+10%(+15%)范围内,可以不采取其它措施而将PLC直接连接到交流电网上去。
如FX1S额定电压AC100V—240V,而电压允许范围在AC85V—264V之间。
允许瞬时停电在10ms以下,能继续工作。
一般小型PLC的电源输出分为两部分:一部分供PLC内部电路工作;一部分向外提供给现场传感器等的工作电源。
第一章可编程序控制器基础知识⏹学习说明:本章是学习PLC的入门知识,因此对初学者来说显得特别重要。
重点掌握:什么是PLC?PLC与其它控制装置的区别?PLC的工作机制?⏹本章内容:1.1 概述1.2 PLC系统与继电器系统比较1.3 PLC组成1.4 PLC工作原理1.5 PLC特点与分类1.6 PLC的发展趋势1.1 概述1.1.1 什么是PLC?可编程序控制器(Programmble Controller)简称PC或PLC。
一一种工业控制装置PLC是在电器控制技术和计算机技术的基础上开发出来的,并逐渐发展成为以微处理器为核心,将自动化技术、计算机技术、通信技术融为一体的新型工业控制装置。
二定义国际电工委员会(IEC)于1987年颁布了可编程控制器标准草案第三稿。
在草案中对可编程控制器定义如下:“可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式和模拟式的输入和输出,控制各种类型的机械或生产过程。
可编程控制器及其有关外围设备,都应按易于与工业系统联成一个整体,易于扩充其功能的原则设计”。
◆区别于一般微机控制系统◆区别于传统控制装置近年来,可编程控制器发展很快,几乎每年都推出不少新系列产品,其功能已远远超出了定义的范围。
1.1.2 PLC的产生与发展一世界上第一台PLC1969年由美国数字设备公司(DEC)根据美国通用汽车公司(GM)的要求研制成功⒈背景1968年美国通用汽车公司(GM),为了适应汽车型号的不断更新,生产工艺不断变化的需要,实现小批量、多品种生产,希望能有一种新型工业控制器,它能做到尽可能减少重新设计和更换电器控制系统及接线,以降低成本,缩短周期。
⒉设计思想吸取继电器和计算机两者的优点☆继电器控制系统体积大、可靠性低、接线复杂、不易更改、查找和排除故障困难,对生产工艺变化的适应性差,但简单易懂、价格便宜;☆计算机功能强大、灵活(可编程)、通用性好,但编程困难;☆采用面向控制过程、面向问题的“自然语言”进行编程,使不熟悉计算机的人也能很快掌握使用。
三菱FX系列顺序控制编程 MITSUBISHI FX PLC STEP CONTROL SYSTEMPROGRAMMING COURSE培訓教程(版权所有,严禁翻录)第一讲 自动化概论自动化是指:在没有人的直接参与下,机器设备或生产管理过程通过自动检测、 信息处理、 分析判断自动地实现预期的操作或某种过程。
下面请看一个实例:物流自动检测系统1、BL1为检测次品的传感器,当检测到次品后,会有一个ON 信号输出2、电机每转一圈,物品就右移一格,同时BL2检测到凸轮信号,并就发出一个脉冲3、当次品移到第4位时,自动打开电磁阀YV ,使次品下落至次品箱里,这样就完成了挑选良品和次品的动作。
BL3为检测次品的数量像这样一个自动检测,自动分析处理信号,并自动完成我们预期要求功能的系统,我们就称之为自动化控制系统。
在这个系统里,分别要完成三部分的工作 1、检测(控制系统输入) 2、分析处理(程序处理)3、驱动执行机构(执行挑选良品和次品的动作)BL1其实,在所有的自动化控制系统里,无非也就是只有这三部分的工作。
以人本身作为举例(人本身就是世界上最智能化的自动化系统)A:输入传感装置用于将外界的信号输入到控制中心,由如接近开关、光电开关、温度传感器(相当人的眼睛,皮肤)B:中央处理单元负责把从外界接收的信号经过处理运算之后,输出到执行机构(相当人的大脑)C:外部执行机构将CPU输出的信号进行处理,完成特定的工作,例如加热器、电磁阀、定位装置等(相当人的手脚)如下图:而我们上面所看到的物流检测系统例子里,我们所看到的BL1、BL2、BL3为输入装置传送带、马达、电磁阀为执行机构噫~~,我们的控制中心呢?跑哪去了?别急,当然有,没有控制处理单元的系统是不叫自动化控制系统的,试问,没有大脑的人,能叫人吗?一般控制系统都会安装在一个比较安全的单独的箱子里,一般我们叫这个箱子叫做控制柜,也叫电控柜。
哪~~,我们这个控制柜是怎么让这个系统动起来,怎么控制这个系统的呢?他们之间的关联又是什么呢?别急,请看第二讲,控制系统的硬件构成,即机械本体与控制中心的连接关系第二讲 控制系统的硬件构成即机械本体与控制中心的连接关系上一讲我们了解了整个自动化控制系统的构成,这一讲,我们就讲讲,这控制中心和机械本体他们的硬件连接关系又是怎么样。
(1)三菱PLC基础学习(2)输出接口电路的隔离方式(3)输出接口电路的主要技术参数a.响应时间响应时间是指PLC从ON状态转变成OFF状态或从OFF状态转变成ON状态所需要的时间。
继电器输出型响应时间平均约为10ms;晶闸管输出型响应时间为1ms以下;晶体管输出型在0.2ms以下为最快。
b.输出电流继电器输出型具有较大的输出电流,AC250V以下的电路电压可驱动纯电阻负载2A/1点、感性负载80VA以下(AC100V或AC200V)及灯负载100W以下(AC100V 或200V)的负载;Y0、Y1以外每输出1点的输出电流是0.5A,但是由于温度上升的原因,每输出4合计为0.8A的电流,输出晶体管的ON电压约为1.5V,因此驱动半导体元件时,请注意元件的输入电压特性。
Y0、Y1每输出1点的输出电流是0.3A,但是对Y0、Y1使用定位指令时需要高速响应,因此使用10—100mA的输出电流;晶闸管输出电流也比较小,FX1S无晶闸管输出型。
c.开路漏电流开路漏电流是指输出处于OFF状态时,输出回路中的电流。
继电器输出型输出接点OFF是无漏电流;晶体管输出型漏电流在0.1mA以下;晶闸管较大漏电流,主要由内部RC电路引起,需在设计系统时注意。
(4)输出公共端(COM)公共端与输出各组之间形成回路,从而驱动负载。
FX1S有1点或4点一个公共端输出型,因此各公共端单元可以驱动不同电源电压系统的负载。
5.电源PLC的电源在整个系统中起着十分重要得作用。
如果没有一个良好的、可靠得电源系统是无法正常工作的,因此PLC的制造商对电源的设计和制造也十分重视。
一般交流电压波动在+10%(+15%)范围内,可以不采取其它措施而将PLC直接连接到交流电网上去。
如FX1S额定电压AC100V—240V,而电压允许范围在AC85V—264V之间。
允许瞬时停电在10ms以下,能继续工作。
一般小型PLC的电源输出分为两部分:一部分供PLC内部电路工作;一部分向外提供给现场传感器等的工作电源。
三菱PLC分类及型号的基础知识三菱PLC分类及型号的基础知识三菱PLC的发展历程:1、1980-1990 三菱PLC主要有F\F1\F2系列⼩型PLC,K/A系列中、⼤型PLC2、1990-2000 三菱PLC主要分为FX系列⼩型PLC,A系列(A2S\A2US\Q2A)中⼤型PLC3、2000以后,三菱PLC主要分分为FX系列⼩型PLC,Q系列(Qn\QnPH)中⼤型PLC三菱FX系列PLC介绍:FX系列PLC包括FX1S \ FX1N \ FX2N \ FX3U四种基本类型的PLC,早期还包括FX0系列产品。
FX1S系列为整体固定I/O结构,最⼤I\O点数为40,I\O点数不可扩展;FX1N \ FX2N \ FX3U系列为基本单元加扩展的结构形式,可以通过I\O扩展模块增加I\O. FX1N最⼤的I\O点数是128点FX2N最⼤的I\O点数是256点FX3U最⼤的I\O点数是384点(包括CC-Llink连接的远程I\O)FX1NC \ FX2NC \ FX3UC是变形系列,主要区别是端⼦的连接⽅式和PLC的电源输⼊,变形系列的端⼦采⽤的插⼊式,输⼊电源只能24VDC,较普通系列要便宜。
普通系列的端⼦是接线端⼦连接,电压允许使⽤AC电源。
FX1S系列PLC只能通过RS-232、RS-422\RS-485等标准接⼝与外部设备、计算机以及PLC 之间通讯. FX1N \ FX2N \ FX3U 增加了AS-I \ CC-Link⽹络通讯功能。
三菱Q系列PLC介绍Q系列PLC是三菱公司从原A系列PLC基础上发展起来的中⼤型PLC系列产品。
Q系列PLC是模块化的PLC.。
按照不同的性能,Q系列PLC的CPU可以分为基本型、⾼性能型、过程控制型、运动控制型、计算机型、冗余型等多种系列产品。
1、基本型CPU包括Q00J、Q00、Q01共三种基本型号。
Q00J型为机构紧凑、功能精简型PLC,最⼤的I\O点数为256点,程序容量为8K,可以适⽤于⼩规模控制系统。
三菱PLC 简介 一:三菱PLC 程序的基本知识介绍: 1: :常开点。
在该触点的控制线圈不得电的情况下,该触点的状态是断开的状态。
在该触点的控制线圈得电的情况下,该触点的状态是接通的状态。
2: : 常闭点。
在该触点的控制线圈不得电的情况下,该触点的状态是接通的状态。
在该触点的控制线圈得电的情况下,该触点的状态是断开的状态。
3: :控制线圈。
每一个继电器(Y/M/G/L/F/T/Q/C/B )都有一个控制线圈,用于控制该继电器的常开点和常闭点,且该继电器的控制线圈和该继电器的常开点及常闭点之间的控制关系是严格相对应的。
4: :功能指令该括号中的指令即为可以完成一定计算或处理功能的特殊指令。
5: :逻辑“与” 6: :逻辑“或 ” M6Y21X11 F1 M67: :逻辑“与或”8: :逻辑“异或”二:PLC 程序的构成:1:高级程序段(高速处理程序段)①:扫描间隔7.1ms ,扫描时间最大0.5 ms ②:具有最高的处理优先权③:信号的处理是采用高速处理的方式2:主程序段:从程序头部 END 结束指令为止。
一个处理周期最少14.2 ms3:信息数据: ①:报警信息数据 ②:操作信息数据 ③:PLC 开关数据(32组)Y21 M101T11 L13M1M532X193Y261Y21 M101 T11 M1L13Y261X193M532 M1 M780 M881 X112Y182Y10三:PLC的输入/输出信号:1:(X180以上、Y180以上、R信号)2:操作面板(X100 ~ X13F 、Y100 ~ Y13F)3:机床(X0 ~ XFF 、X178 ~ X17F、Y0 ~ YFF)四:PLC信号流程图及常用信号列表:PLC信号流程图PLC常用信号列表五:常用的信号说明:1:X信号:①:从外部装置(如:按钮、转换开关、光电开关等)向PLC输入的信号②:每一个X的输入点都可以假想为对应着一个X的输入线圈,而在梯形图中使用的是输入线圈所控制的常开/常闭点。