直方图与散布图的制作及案例分析
- 格式:pps
- 大小:1.03 MB
- 文档页数:23
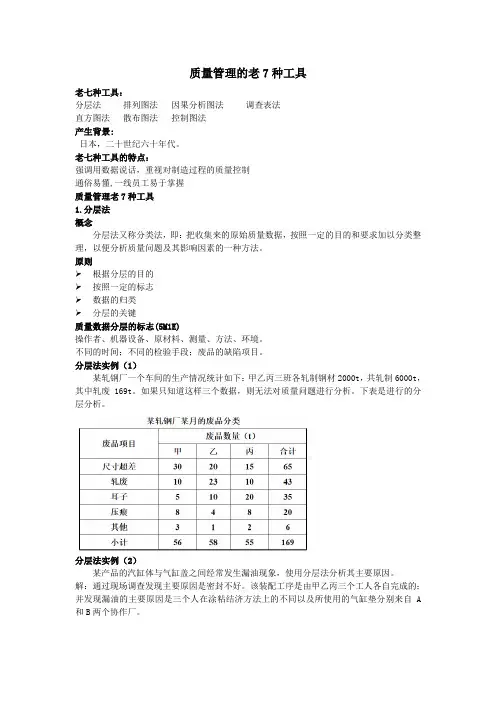
质量管理的老7种工具老七种工具:分层法排列图法因果分析图法调查表法直方图法散布图法控制图法产生背景:日本,二十世纪六十年代。
老七种工具的特点:强调用数据说话,重视对制造过程的质量控制通俗易懂,一线员工易于掌握质量管理老7种工具1.分层法概念分层法又称分类法,即:把收集来的原始质量数据,按照一定的目的和要求加以分类整理,以便分析质量问题及其影响因素的一种方法。
原则➢根据分层的目的➢按照一定的标志➢数据的归类➢分层的关键质量数据分层的标志(5M1E)操作者、机器设备、原材料、测量、方法、环境。
不同的时间;不同的检验手段;废品的缺陷项目。
分层法实例(1)某轧钢厂一个车间的生产情况统计如下:甲乙丙三班各轧制钢材2000t,共轧制6000t,其中轧废169t。
如果只知道这样三个数据,则无法对质量问题进行分析。
下表是进行的分层分析。
分层法实例(2)某产品的汽缸体与气缸盖之间经常发生漏油现象,使用分层法分析其主要原因。
解:通过现场调查发现主要原因是密封不好。
该装配工序是由甲乙丙三个工人各自完成的;并发现漏油的主要原因是三个人在涂粘结济方法上的不同以及所使用的气缸垫分别来自A 和B两个协作厂。
调查的数据如下:调查总数50个,漏油19个,漏油发生率0.38。
现采用分层法按操作者和协作厂分层收集整理数据。
按操作者分层结论:工人乙的操作方法漏油发生率比较低。
按协作厂分层结论:B厂的气缸垫漏油发生率比较低。
综上:建议采用乙的工作方法和B厂的气缸垫。
实施结果:漏油发生率增加了原因:没有考虑两者之间的关系措施:重新考虑分层与协作厂联合分层结论:B厂↔工人甲A厂↔工人乙2.排列图法概念➢排列图又称主次因素分析图或帕累托图(Pareto)。
➢由两个纵坐标、一个横坐标、几个直方块和一条折线所构成。
➢累计百分比将影响因素分成A、B、C三类。
排列图又叫巴雷特图(pareto diagram),其原理是意大利经济学家帕累托在分析社会财富分布状况时得到的“关键的少数和次要的多数”的结论。
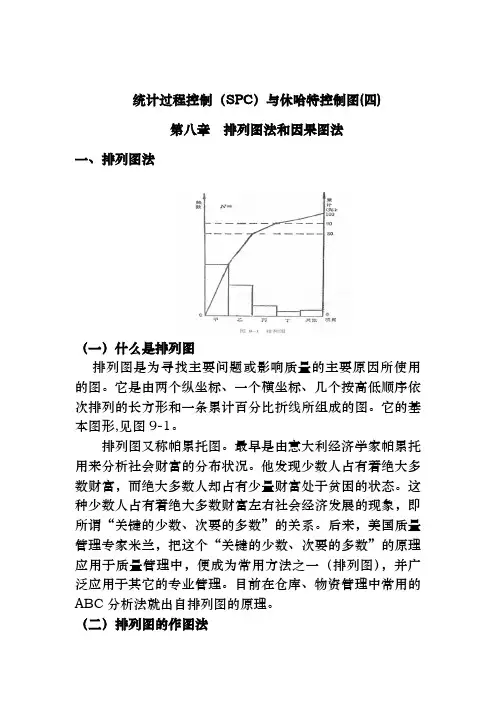
统计过程控制(SPC)与休哈特控制图(四)第八章排列图法和因果图法一、排列图法(一)什么是排列图排列图是为寻找主要问题或影响质量的主要原因所使用的图。
它是由两个纵坐标、一个横坐标、几个按高低顺序依次排列的长方形和一条累计百分比折线所组成的图。
它的基本图形,见图9-1。
排列图又称帕累托图。
最早是由意大利经济学家帕累托用来分析社会财富的分布状况。
他发现少数人占有着绝大多数财富,而绝大多数人却占有少量财富处于贫困的状态。
这种少数人占有着绝大多数财富左右社会经济发展的现象,即所谓“关键的少数、次要的多数”的关系。
后来,美国质量管理专家米兰,把这个“关键的少数、次要的多数”的原理应用于质量管理中,便成为常用方法之一(排列图),并广泛应用于其它的专业管理。
目前在仓库、物资管理中常用的ABC分析法就出自排列图的原理。
(二)排列图的作图法1.搜集数据搜集一定时期内的质量数据,按不同用途加以分层、统计。
以某卷烟厂卷烟车间成品抽样检验时外观质量不合格品项目调查表中的数据为例(表9-1)。
2.作缺陷项目统计表为简化计算和作图,把频数较少的油点、软腰和钢印三次缺陷合并为“其它”项,其频数为37。
(1)把各分层项目的缺陷频数,由多到少顺序填入缺陷项目统计表,“其他”项放在最后,见表9-1。
(2)按表9-1的表头计算累计频数和累计百分比。
并填入统计表9-2中。
3.绘制排列图绘制排列图的步骤如下:(1)画横坐标,标出项目的等分刻度。
本例共七个项目。
按统计袤的序号,从左到右,在每个刻度间距下填写每个项目的名称,如空松、贴口、......、其它。
如图9-2。
(2)画左纵坐标,表示频数(件数、全额等)。
确定原点为0和坐标的刻度比例,并标出相应数值,本例为100、200、300等等。
(3)按频数画出每一项目的直方图形,并在上方标以相应的项目频数。
如空松458、贴口297等。
(4)画右纵坐标表示累计百分比。
画累计百分比折线,可用两种方法。
QC七大手法案例小原是位稻农,家里世代务农。
随着时代进步,现代人吃米的机会愈来愈少,加上加入世界贸易组织(WTO)后,外国进口米将使得国稻米价格下跌,因此,小心一直挣扎要不要再种稻子了?可是,小从小就喜欢吃米食,奶奶及妈妈、甚至他的老婆都很会作米食,举凡客家菜包、碗粿及粽子等都是他百吃不厌的食物。
如果放弃种稻,不只是放弃一项生计,似乎也是在和他的记忆说再见。
有一天,小的朋友老从台北来,吃了客家菜包,直嚷好吃,还问小怎么不拿到市场卖?小想想也对,「麦当劳可以作得如此成功,为什么客家菜包就不行?」于是他在所属的产销班,找了几个好朋友,成立了客家米食加工中心。
利用产销班所生产的稻米及蔬菜进行加工,作成客家菜包、碗粿及粽子等米制品到市场上卖。
加工中心一开始都是以人工为主,小的妈妈找了几位手艺精湛的老邻居来帮忙。
不过,手工做的速度实在赶不过卖的速度,于是,一段时间后,小开始购买搅拌机、包装机等机器加入生产。
虽然市场销路好像不错,但仍与小的期待有相当的差距。
那天,趁老来访,小趁机向这位学品管的朋友请教。
老要小先把相关的资料拿出来,并一一分析给他听。
(一)数据根据小提供的资料可以看出,虽然小的客家米食中心引用机械生产后,产能可以大增,但各种产品平均年产量仍低于最大产能(如表一)。
现代消费者对传统客家米食产品的认识也不如「麦当劳」、「肯德鸡」多,产品近八成销往新竹地区(如表二),市场拓展不易。
这种现况与理想状况产生差距,也就是产生了「问题」,因此,就须有一套方法去解决它,而第一个步骤就是搜集数据。
产品种类平均年产量最大产能包子类72,000个108,000个粽类18,000个24,000个碗粿30,000个36,000个榚类60,000个90,000个项目地区比例(%)1 新竹区76%2 台北区10%3 桃园区10%4 台中区4%表一产量表表二销量通路◆专家的话在日常管理中解决问题不能只靠「经验」和「感觉」,必须依据「客观的事实」来做决策,因此,所搜集的资料是否正确、有效,将影响到决策的品质。
排列图法直方图法以及散布图法(doc 23页)部门: xxx时间: xxx整理范文,仅供参考,可下载自行编辑统计过程控制(SPC)与休哈特控制图(四)第八章排列图法和因果图法一、排列图法(一)什么是排列图排列图是为寻找主要问题或影响质量的主要原因所使用的图。
它是由两个纵坐标、一个横坐标、几个按高低顺序依次排列的长方形和一条累计百分比折线所组成的图。
它的基本图形,见图9-1。
排列图又称帕累托图。
最早是由意大利经济学家帕累托用来分析社会财富的分布状况。
他发现少数人占有着绝大多数财富,而绝大多数人却占有少量财富处于贫困的状态。
这种少数人占有着绝大多数财富左右社会经济发展的现象,即所谓“关键的少数、次要的多数”的关系。
后来,美国质量管理专家米兰,把这个“关键的少数、次要的多数”的原理应用于质量管理中,便成为常用方法之一(排列图),并广泛应用于其它的专业管理。
目前在仓库、物资管理中常用的ABC分析法就出自排列图的原理。
(二)排列图的作图法1.搜集数据搜集一定时期内的质量数据,按不同用途加以分层、统计。
以某卷烟厂卷烟车间成品抽样检验时外观质量不合格品项目调查表中的数据为例(表9-1)。
2.作缺陷项目统计表为简化计算和作图,把频数较少的油点、软腰和钢印三次缺陷合并为“其它”项,其频数为37。
(1)把各分层项目的缺陷频数,由多到少顺序填入缺陷项目统计表,“其他”项放在最后,见表9-1。
(2)按表9-1的表头计算累计频数和累计百分比。
并填入统计表9-2中。
3.绘制排列图绘制排列图的步骤如下:(1)画横坐标,标出项目的等分刻度。
本例共七个项目。
按统计袤的序号,从左到右,在每个刻度间距下填写每个项目的名称,如空松、贴口、......、其它。
如图9-2。
(2)画左纵坐标,表示频数(件数、全额等)。
确定原点为0和坐标的刻度比例,并标出相应数值,本例为100、200、300等等。
(3)按频数画出每一项目的直方图形,并在上方标以相应的项目频数。
有关改善案例的“七大手法”七大手法是指QC七大工具,包括层别法、检查表、柏拉图、因果图、管制图、散布图和直方图,是质量管理及改善运用的有效工具。
有关改善案例的“七大手法”如下:1.层别法:某公司在生产过程中,发现产品的质量不稳定,波动较大。
为了找出问题的根源,公司采用了层别法对各个生产环节进行了详细的分类和分析。
通过层别法的运用,公司发现原材料的品质问题是导致产品质量不稳定的主要原因,于是采取了相应的措施,提高了原材料的质量标准,从而稳定了产品的质量。
2.检查表:某制造企业为了提高生产效率和产品质量,采用检查表对生产过程中的各个环节进行了详细的检查和记录。
通过检查表的运用,企业发现生产线上存在一些小问题,如螺丝松动、零件破损等。
针对这些问题,企业及时采取了相应的措施进行维修和保养,避免了小问题积累导致的重大故障,提高了生产效率和产品质量。
3.柏拉图:某医院为了找出医疗质量方面存在的关键问题,采用柏拉图对医疗质量进行了统计分析。
通过柏拉图的运用,医院发现医疗质量的关键问题在于手术并发症的发生率较高。
针对这一问题,医院采取了相应的措施加强手术过程中的质量控制,降低了手术并发症的发生率,提高了医疗质量。
4.因果图:某汽车制造企业为了解决发动机漏油问题,采用因果图对发动机漏油的原因进行了分析。
通过因果图的运用,企业发现发动机漏油的原因是多方面的,包括密封件老化、装配不良、油封损坏等。
针对这些原因,企业采取了相应的措施进行改进和维修,避免了发动机漏油问题的发生,提高了汽车的质量和安全性。
5.管制图:某化工企业在生产过程中,采用管制图对产品的关键质量特性进行了监控和管理。
通过管制图的运用,企业及时发现了生产过程中的异常波动,并采取了相应的措施进行调整和优化。
最终,企业的产品质量得到了有效控制,客户满意度也得到了提高。
6.散布图:某钢铁企业在生产过程中,采用散布图对不同工艺参数之间的关系进行了分析。
通过散布图的运用,企业发现某些工艺参数之间存在负相关关系,即当一个参数增加时,另一个参数会相应减少。
TS16949推进宣传(九)---常用统计分析方法介绍(二)----散布图、直方图一、散布图在质量问题的原因分析中,常会接触到各个质量因素之间的关系。
这些变量之间的关系往往不能进行解析描述,不能由一个(成几个)变量的数值精确地求出另一个变量的值,我们称之为非确定性关系。
散布图就是将两个非确定性关系变量的数据对应列出,标记在坐标图上,来观察它们之间的关系的图表。
1.散布图的画法(1)收集数据所要研究的两个变量如果一个为原因,另一个为结果时,则一般取原因变量为自变量,取结果变量为因变量。
通过抽样检测得到两个变量的一组数据序列。
(2)在坐标上画点在直角坐标系中,把上述对应的数据组序列以点的形式一一描出。
注意,横轴与纵轴的长度单位选取原则是使两个变量的散布范围大致相等,以便分析两变量之间的相关关系。
2.散布图的用途(1)确定两变量(因素)之间的相关性两变量之间的散布图大致可分下列六种情形。
1)强正相关(完全正线性相关)。
x增大,y也随之线性增大。
x与y之间可用直线y=a+bx(b为正数)表示。
此时,只要控制住x,y也随之被控制住了,图1就属这种情况。
图12)弱正相关。
图2所示,点分布在一条直线附近,且x增大,y基本上随之线性增大,此时除了因素x外可能还有其它因素影响y。
图23)无关。
图3所示,x和y两变量之间没有任何一种明确的趋势关系。
说明两因素互不相关。
图34)弱负相关。
图4所示,x增大,y基本上随之线性减小。
此时除x之外,可能还有其它因素影响y。
图45)强负相关(完全负线性相关)。
图5所示,x与y之间可用直线y=a+bx(b为负数)表示。
y随x的增大而减小。
此时,可以通过控制x而控制y的变化。
图56)非线性相关。
图6所示,x、y之间可用曲线方程进行拟合,根据两变量之间的曲线关系,可以利用x的控制调整实现对y的控制。
图6(2)变量控制。
通过分析各变量之间的相互关系。
确定出各变量之间的关联性类型及其强弱。
散布图一、散布图的基本概念与应用要点将因果关系所对应变化的数据分别描绘在X—Y轴坐标系上,以掌握两个变量之间是否及相关的程度如何,这种图形叫做“散布图”,也有人称之为“相关图”。
在日常管理中,我们总感觉到一些现象和结果似乎存在某种内在联系,似乎又不存在,似乎关系较紧密,又似乎关系不紧密,但这个感觉有时会产生错误的判定,如果我们收集两个变量的数据(至少30组以上),并描绘在坐标系上,情况则一目了然,且很容易判断原因真假。
如果我们要了解它们的关联与关联程度,必须借助品管七大手法之一的散布图来描绘它。
散布图一般有下列四种,分别是:1、正相关:当变量X增大时,另一个变量Y也增大。
相关性强,马力与载重的关系;相关性中,如收入与消费的关系;相关性弱,如体重与身高的关系。
2、负相关:当变量X增大时,另一个变量Y却减少。
相关性强,如投资率与失业率的关系;相关性中,如举重力与年龄的关系;相关性弱,如血压与年龄的关系。
3、不相关:变量X(或Y)增大时,另一变量Y(或X)并不改变。
如气压与温度的关系。
4、曲线相关:变量X开始增大时,Y也随着增大,但达到某一值后,则当X值增大时,Y反面减少,反之亦然。
如记忆与年龄的关系。
应用散布图时注意事项:1、是否有异常点,当有异常点出现时,请立即寻找原因,而不能把异常点删除,除非已找到异常的原因。
2、由于数据的获得常常因为作业人员、方法、材料、设备、和环境等变化,导致数据的相关性受到影响。
在这种情况下需要对数据获得的条件进行层别,否则散布图不能真实地反映两个变量之间的关系。
3、依据技术经验,可能认为没有相关,但经散布图分析却有相关的趋势,此时宜进一步检讨是否有什么原因造成相关。
4、数据太少时,容易造成误判。
二、散布图的制作步骤1、确定要调查的两个变量,收集相关的最新数据,至少30组以上。
2、找出两个变量的最大值与最小值,将两个变量描入X轴与Y轴。
3、将相对应的两个变量,以点的形式标上坐标系。
前言
在现今的时代,信息决定一切,输赢成败,皆乎于信息的弹指之间.而数据,占据着信息的核心位置,种类繁多,杂类无张的数据总是让我们眼花缭乱,手忙脚乱,心烦意乱,最后而不知所措,
那么希望下面的一小结内容中的方法,能给各位同事的生活和工作带去一些启发和便利,今天我们主要共同要学习的就是七大手法中2大手法-直方图和特性要因图,这两种手法运用广泛,其作用也得了广大企业的认可,是简单而实用的管理工具.
直方图定义及作用
什么是直方图,它有什么作用?
1.直方图:直方图又称为柱状图,用直方图可以将杂乱无章的资料,解析出规则性,比较直观地看出产品质量特性的分布状态,对於资料中心值或分布状况一目了然,便於判断其总体质量分布情况。
直方图的制作步骤
A、收集数据,并记录于纸上。
统计表上的资料很多,少则几十,多则上百,都
要一一记录下来,其总数以N表示。
B、定组数:1总资料数与组数的关系大约如下表所示:
数据N50-100100-250250以上
组数K6-107-1210-20
C、找出最大值(L)及最小值(S),并计算全距(R),R=L-S。
D、定组距(C),R÷组数=组距,通常是2.5或10的倍数。
E、定组界:
最小一组的下组界=S-测量值的最小位数(一般是1或0.1)×0.5
最小一组的上组界=最小一组的下组界+组距
最小二组的下组界=最小的上组界依此类推.
F、决定组的中心点:(上组界+下组界)=组的中心点
G、制作次数分布表:依照数值大小记入各组的组界内,然后计算各组出现的次数。
H、制作直方图:横轴表示测量值的变化,纵轴表示次数,将各组
的组界标示在横轴上,各组的次数多少,则用柱形划在各组距上。
直方图的制作范例
直方图的制作范例
一工厂的成品重量规格为130-190千克,今按随机抽样方式抽测200个样本(一般需收集50-200个数据),作直方图,步骤如下:
一.制作次数分配表:
1.从数据中找出最大值L=170与最小值S=124
2.计算全距R=L-S=46
3.决定组数K
本例数N=200,可将其分为K=12组
一.制作次数分配表(续):
4、计算组距H:(通常取2.5.10的倍数)
组距H = 全距÷組數= 46/12 = 3.83取4
5、计算组界:
第一组下组界= 最小值-测定值最小位數/2=123.5
第一组上组界= 第一组下组界+ 组距= 123.5 +4=127.5
第二组下组界= 第一组上组界= 127.5
第二组上组界= 第二组下组界+ 组距=127.5+4=131.5
第三组下组界=?第三组上组界=?
依此类推,计算到最大一组的组界。
6、作次数分配表,如下表:
组号组界中心值标记次数
1.123. 5-127.5125. 514
2.127. 5-131.5129. 57
3.131. 5-135.5133. 511
4.13
5. 5-139.5137. 513
5.139. 5-143.5141. 534
6.143. 5-14
7.5145. 537
7.147. 5-151.5149. 532
8.151. 5-155.5153. 523
9.155. 5-159.5157. 513 10.159. 5-163.5161. 510 11.163. 5-167.5165. 54 12.167. 5-171.5169. 52
合计200
二.绘制直方图
1、依次数分配表,延横轴以各组界为分界,组距为底边,以各组次数为高度,每组距上划一矩形,即完成直方图。
2、在图上记入数据总数等参数,并划出规格的上、下限。
123.5 127.5 131.5 135.5 139.5………………………………………..167.5 171.5
353025
20151050
直方图常见的形态及分析判断
说明:中间高两边低,有集中趋势。
结论:制程在正常运转下
直方图-缺齿形
说明:高低不一,有缺齿情形。
结论:可能是分组过细或数据不真实。
直方图-偏态形
说明:高处偏向一边,拖长尾吧,另一边低。
结论:尾巴拖长时,应检讨是否在技术上能够接收。
多由工具磨损、夹具松动引起。
(单侧品质控制)
说明:左端和右端形成小岛。
结论:可能测定有错误或由不同原料引起。
又如:不熟练的工人顶替带班)
说明:平顶且高。
结论:不符合要求的产品被剔除。
特性要因图
1、何为特性要因图
工厂的目的在于制造出适当品质的产品,这些产品乃是经过一连串过程才制造出来,这一连串的制造过程中,主要的管理目标是:较佳的制品、较低的成本、较高的效率、稳定的制程。
所以说,工厂里的工作情形就可由我们制造出来的制品品质、成本、交期、数量等各项结果表示出来,但结果的好坏受各种制程所遭遇的诸原因所影响,因此,想获得好的结果,就必须充分的把握何种原因会有好的影响,何种原因会有坏的影响,然后加以管理改善。
对于结果(特性)与原因(要因)间或所期望之效果(特性)与对策间的关系,以箭头连结,详细分析原因或对策的一钟图形称为特性要因图。
特性要因图的画法
2、特性要因图的画法
A、定问题或品质的特性
特性要因图在未画之前,应先决定问题或品质的特性,如不良率、停机率、送修率、抱怨的发生、外观不良、尺寸不良等有关品质低下的问题特性加以确定。
B、准备适当的纸张,画制特性要因图的骨架,将特性写
在右端,自左画上一条较粗的干线(称母线),就是代表制程,并在干线的右端画一指向右方的箭头,在工作现场可用笔画在一张较大的纸上贴于现场。
C、把原因分类成几个大类,每大类画于中骨上,且以圈起来,加上箭头的大分枝,稍斜的(约60°)插到,母线,此大分枝称子枝,较母线略细。
大原因可依制程分类,一般分为人、机械、材料、方法、其他。
人材料
特性
其他方法机械
D、探讨大原因的原因,再细分为中、小原因,将其记入小骨及枝骨上,称孩枝、曾孙枝。
细分中小原因时,应注意必须能采取对策者为主要条件,且有因果关系者归同于一中、小枝骨内,无因果关系者则否。
E、决定影响问题点之原因的顺序
以集中思考自由讨论的方式,在所列出的原因中认为影响较大的画上红圈,再从画上红圈的原因中指出认为影响更大者再画上红圈,一直检讨下去,最后圈选出重要原因4—6项。
(○表示重要原因)
3、绘图应注意事项
A、特性要因图所列出的要因,必须经由全员充分讨论与认
识,再决定予以改善的事项及实施的步骤,方能按部就班的做各种试验与试行,并逐步解决,以检讨所得的结构是否有效。
B、应把握脑力激荡的原则,尽量使全员发言,表达全员的
意见。
C、应把计量的原因(温度、速度、压力)与计数的原因
(机械别、人别、群体别)分开来,为是管理责任明确,应依部门分类。
D、把重点放在解决问题上,依5W1H的方法逐项列出。
E、应按特性别绘制多张特性要因图。
F、原因分析越细越好。
G.确认原因的重要程度,应考虑其可行性、价值,并经讨
论表决后决定。
H、应将圈出的重要原因整理出来,重新制作另一个特性
要因
图。
I、记入必要的事项于图旁,如制品名称、工程名称、完成
日
期、参与的圈员及圈长、上司的确认、特别状况等。
J、品质特性的决定以现场第一线所发生的问题来考虑。
K、管理者避免指示。
L、一个完整的鱼骨图,必须经过三阶段的酝酿----提出原因、
说明原因、圈选要因。
4、特性要因图的特点
A、绘制特性要因图就是一种教育,让大家一起讨论,亦是
让
每一个人把自己的经验技术内容发表出来,如此,所有参加绘
图的人员都可以获得新知识。
B、特性要因图是讨论问题的捷径,有共同的目标一起讨论,因此,讨论时不会离题。
C、特性要因图可以表示出水准。
特性要因图画得好,可说
对
制程的内容已有充分的把握。
D、展现现场问题的因果关系、工作层次。
5、特性要因图的用法
A、所有原因写完后,依最末端的原因,调查现场实情,并与操作标准的内容做比较,以决定是否修订标准、改善及检讨。
B、特性要因图需挂在工作现场附近,便于发生问题时,就近集合全员讨论,寻找过去未注意的原因追加上去,有不同意见或看法时,可进一步收集数据统计分析。
C、为了改善品质、提高产量、降低成本、增加工作效率,可用特性要因图考虑各个原因,及有何种程度的影响,以便改善。
D、制程管制中主要是以管制图判明制程是否稳定,当有点子出现在管制界限上或外面,或离在界限内但呈一定规则时,一般认为有异常原因,欲查明异常原因之有关因素时,可采用特性要因图寻找有关的因素。
E、全员参加讨论时,可使用特性要因图将每一个人的经验及技术内容整理出来,使大家获得完整的思想,增进分析能力。
案例:1、冲压件长度尺寸过长
机器物料人员
尺寸过长环境方法。