中英文生产作业指导书
- 格式:xls
- 大小:132.00 KB
- 文档页数:1

生产作业指导书英文英文回答:Standard Operating Procedure (SOP) for Production Operations.Purpose.The purpose of this Standard Operating Procedure (SOP) is to establish clear and consistent procedures for all production operations within the organization. This SOPwill help to ensure that all products are manufactured to the highest quality standards, while maintaining safety and efficiency.Scope.This SOP applies to all employees involved in production operations, including:Production operators.Supervisors.Quality control inspectors.Maintenance personnel.Definitions.Batch: A specific quantity of product that is produced at one time.Lot: A group of batches that are produced under the same conditions.Operating Procedure: A set of instructions that describes how a specific task should be performed.Quality Control: The process of ensuring that products meet the required specifications.Standard Operating Procedure (SOP): A document that describes the standard procedures for a specific operation.Procedures.1. Pre-Production Planning.Review production schedule and ensure that all necessary materials and equipment are available.Calibrate and verify all equipment to ensure accuracy and functionality.Train operators on the specific production procedures for the scheduled products.2. Production.Follow the established operating procedures for each production task.Monitor production processes closely and makenecessary adjustments to maintain quality standards.Record all production data, including batch numbers, lot numbers, and any deviations from standard procedures.3. Quality Control.Inspect products at regular intervals to ensure they meet the required specifications.Conduct final inspections on completed products before they are released for distribution.Document all quality control inspections and any corrective actions taken.4. Maintenance.Perform regular maintenance on all equipment to prevent breakdowns and ensure optimal performance.Keep a maintenance log to record all maintenanceactivities and repairs.Calibrate and verify equipment regularly to ensure accuracy and functionality.5. Continuous Improvement.Monitor production processes and identify areas for improvement.Implement process improvements to enhance efficiency, reduce costs, and improve product quality.Train employees on new or updated operating procedures.6. Safety.Adhere to all safety regulations and wear appropriate personal protective equipment (PPE).Identify and mitigate potential hazards in the production area.Report all accidents and near-misses to the safety department.7. Documentation.Maintain a production log to record all production activities, including batch numbers, lot numbers, and any deviations from standard procedures.Keep quality control records, including inspection reports and corrective action plans.Retain maintenance logs for all equipment.8. Training.Provide comprehensive training to all employees involved in production operations.Train employees on specific operating procedures, quality control methods, and safety regulations.Conduct refresher training on a regular basis.9. Management Responsibility.Supervisors are responsible for ensuring that production operations are conducted in accordance with this SOP.Supervisors are responsible for providing training, monitoring production processes, and implementingcorrective actions.Management is responsible for reviewing and approving this SOP, as well as any updates or revisions.10. Performance Monitoring.Regularly review production metrics, including efficiency, quality, and safety.Identify trends and areas for improvement.Implement corrective actions to address any performance issues.Review and Revision History.This SOP will be reviewed and revised as needed to ensure that it remains current and effective. All revisions will be documented and approved by management.中文回答:生产作业指导书。

TITLE of ELEMENTRevision: A Page 1 of 2WORK INSTRUCTION01-01-011.0 PURPOSE1.1(What is the reason for writing this work instruction) Start with the following statement:purpose of this document is to provide instructions for - - - - - - - - .” 1.2Be as specific as you need to be to define the purpose of the document.2.0 SCOPE2.1(Define the area or process that this instruction applies to)3.0 RECORDS3.1(Indicate specific type of records to be maintained and where they will be maintained)4.0 ASSOCIATED DOCUMENTS4.1(Reference upward to the procedures that the work instruction is controlled by andreference forms by control number used to create records. Also, reference other documents, standards or information that are relevant.)5.0 DEFINITIONS5.1(Define any terms and phrases that might be unique to this instruction or to this particularindustry)6.0 RESPONSIBILITY6.1(List department(s) or functions responsible for maintaining these instructions)7.0 TOOLS, GAGES, FIXTURES7.1(List all unique tools required to perform tasks as indicated in this work instruction)8.0 SAFETY REQUIREMENTS8.1(List all necessary safety precautions that employees must comply with and all safetyequipment that must be used while following the operations specified in this work instruction)9.0 INSTRUCTIONS9.1(List all steps to be taken to complete the scope of this work instruction, in the exactsequence necessary. Work instructions may be in the form of flow charts, bulletinstructions, text, photos, digitized images, numbered instructions or any combination of all, as long as the instructions are clear, crisp and do the job as intended)。

TITLE : WORK INSTRUCTION FOR DOCUMENT CHANGE NOTICE (DCN) GENERATION 文件变更通知(DCN)生成作业指导书Document No.: DC30002 Rev. No. : A00 Page 1 of 9Revision HistoryREV DCN # INITIATEDBYEFFECTIVEDATE(MM/DD/YY)DESCRIPTIONA00 D141603 WilliamMagramo04/18/14 Initial ReleaseAPPROVED BY Motoaki Wakui AUTHORIZED BY SK LamCONFIDENTIALPROPERTY OF ZHONGSHAN SUNMING OPTICAL TECHNOLOGIES LIMITEDThis document, and the information it contains, are the property of Zhong shan Sunming Optical Technologies Limited and are protected by law. Both must be held in strict confidence at all times. No license expressed or implied, under any patent, copyright or other intellectual property right is granted or implied by the provision or possession of this document. No part of this document may be reproduced, transmitted, transcribed, stored in a retrieval system, translated into any language or computer language, in any form or by any means,whatsoever, without the prior written consent ofZhongshan Sunming Optical Technologies Limited.©2014 ZHONGSHAN SUNMING OPTICAL TECHNOLOGIES LIMITEDALL RIGHTS RESERVED1.0 SCOPE范围1.1 This work instruction is used in generating Document Change Notice (DCN) applicable toquality management system (QMS) documentation such as system quality manual,corporate procedures and working instructions..本作业指导书适用于质量管理体系(QMS)的系统文件,如系统手册,程序文件和作业指导书的文件变更通知(DCN)的生成。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==指导书英语篇一:英文版作业指导书(1)WI-0210-001Report Name: Receiver and distributor working instruction to Main warehouseEffective Date: 201X.2.1Code No: WI-0210-001Approve by:1. Purpose: Guarantee the data accurate about the whole course that fabric in-out warehouse2. Scope: All fabrics, which enter into warehouse.3. Concept: Receiver and distribute is the whole course that counts out the fabric and arranges till to fabric distribution.4. Specific process4.1 Flow diagramFabric entranceCount and accept, arrangingFabric receipt information Fabric swatch making and distribution Input the receipt dataCreate the computer barReceive the manufacture indicationMaking the fabric and material swatchDistribute the fabric cutting roomSubcontract produceSettle accounts Return of goodsInput the receipt sheetStock managingMake an inventory4.2 Procedure.4.2.1 Goods receipt dataIncluding Key invoice, invoice and packing list. When the Key invoice reach, the concerned clerk will know the actual arrival time offabric and prepare for it.4.2.2 The fabric delivery. check and receipt4.2.2.1 While the fabric delivery into warehouse, should put the packing mark face tooutside.4.2.2.2 According to the packing list, check each roll in each container. If find anydifference with the packing breakdown, must mark it down carefully.4.2.2.3 Fabric arrangement and stock4.2.3.1 Know well about all the fabric in warehouse; put the un-inspect fabric into theto-inspect area, and put the inspected fabric into the regulative area strictly. Thepile height should be within the limitation, No higher than 1.7m for silk fabric andman-make fabric, and no higher than 1.5m for wool.4.2.3.2 Keep the fabric stock in dry, clean and net environment and stock should be keptwith the indoor temperature. To silk fabric, should be covered up to keep thesunlight out.4.2.4 Input and distribute the report form, create the computer bar.4.2.4.1 Make sure the amount is correctly and this group fabric will be use in which style.If find any difference , should mark down on the sheet.4.2.4.2 Distribute the sheet , which be confirmed by in-charge and PPIC/F, to account,scheduler, PPIC/F, and ask for receipt signure.4.2.5 Making the fabric swatch, confirming and distributing4.2.5.1 Fill the fabric swatch (including supplier, fabric No., fabric width, construction,custom, style, arrival date.)4.2.5.2 To elastic and inclined fabric, should make a decision by PPIC/F, whether makethe red fabric sample and remark the specialty.4.2.5.3 Making fabric swatch, the fabric should be face up according to the custominstruction and fabric factory remark. If unclear, should ask for confirm by PPIC/F.4.2.5.4 To the paint, plaid, check fabric, should pay attention to whether has the recyclespecialty. To the warp fabric, should point out the fabric way.4.2.5.5 Pass the fabric swatch to confirm by the in-charge of receiver and distributor team,PPIC and PPIC/F. The PPIC should remark the important point, just like whether。
PROCESS AUDIT GUIDELINES制 程 稽 核 准 则SUGGESTED CONTENT包含的内容WORK INSTRUCTIONS作业指导书Available at each process step每个步骤是否被执行Work Instruction under revision control and at current revision level作业指导书是否有版本管制及当前版本。
Calls out current production part number and revision level有没有注明产品编号及版本。
Calls out direct materials P/N, description, usage, and designator有无直接罗列所用材料料号,规格,用量,点位。
Calls out operation machine name & station number, machine program name & revision, fixtures name/part number & revision有无机器名称/编号,机器程序名/版本,治具名/编号/版本。
Call out tools/gages with part number or name, indirect materials with detailed description, and their working conditions有无罗列所用工具及计量器名称或编号,以及用到的间接材料(如胶,锡丝)有无具体说明,包括他们工作条件。
Calls out work process/instruction for the station每一站有无罗列作业步骤及作业指导。
Call out highlights/special notes for the operation在作业指导书中有没有对相关注意事项做重点标识。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==作业指导书英文篇一:PFMEA作业指导书(中英文)德信诚培训网PFMEA作业指导书1 PURPOSE(目的)The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs.此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。
2 SCOUPE(范围)This work instruction applies to any manufacturing process that has a customer requirement for failure mode effect analysis or any process at FLEX (Doumen) where management requires a PFMEA.适用于客户要求或管理要求而需要做失效模式及效果分析的所有制程。
3 DEFINITIONS(定义)3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all thepotential failure modes which may occur in process and their corresponding failure effects; evaluate and rank the severity, occurrence and detection of the failures. It should also describe the current control method, recommend corrective action, person responsible responsibility and due date.PFMEA--制程失效模式及效果分析。
一、适用范围:适用于造粒部滚轮机。
Application: roller M/C of the compound二、使用工具及设备:滚轮机、循环水冷却系统、割胶刀、手套、口罩.毛刷.气枪等。
Apparatus: roller M/C、circulating water cooling system、compound slitter、glove、respirator、hairbrush、air gun三、作业条件:Operating conditions:3.0 当滚轮机温度在55℃±10℃时投入密炼好的胶料.。
Put in material when the temp. reached 55+/-10c.3.1 束薄厚度为3mm-4mm翻转两次,束薄厚度为1mm-2mm两次。
Sheeting two times, thickness 3-4 mm and two times, 1-2mm.3.2 操作员要具备有判断材料品质异常的能力。
Ability to judge whether the quality of material is abnormal四、操作标准:Operation standard:4.0 开机前将滚筒及料斗清理干净,调整好滚筒厚度及两边挡板距离,检查油位是否正常,紧急刹车开关是否灵敏。
Clean up the roller and hopper prior to starting up the M/C; Adjust the roller thickness 、baffle distance, and check for oil level and the sensibility of emergency brake switch.4.1 严格按照PFC作业.操作员佩戴PPE,随时监控滚轮温度控制在55℃±10℃范围内,如发现滚轮温度异常应立即调整滚轮温度至标准范围内,同时要掌控束薄次数及束薄厚度在标准内。
作业指导书标准范文英语(3篇精选)作业指导书标准范文英语(篇1)1. IntroductionThis Standard Operating Procedure (SOP) outlines the detailed steps for completing a specific task within our organization. It ensures consistency, safety, and compliance with industry standards. This document is to be followed by all personnel involved in the task.2. Job OverviewProvide a brief overview of the task, including its purpose, importance, and the expected outcome. Identify the key objectives and the overall workflow.3. Tools and MaterialsList all the necessary tools, equipment, and materials required to complete the task. Specify the type, model, and any specific requirements for each item. Ensure that all necessary safety certifications and approvals are met.4. Job StepsProvide a detailed, step-by-step guide to completing the task. Each step should be clearly written and easy to understand. Include any specific techniques, procedures, or measurements required. Reference any diagrams, sketches, or images that may aid in understanding.5. Safety PrecautionsOutline all the necessary safety measures to be taken during the task. This should include personal protective equipment, environmental controls, and any specific safety procedures or protocols. Emphasize the importance of adhering to these measures to prevent accidents or injuries.6. Quality StandardsDefine the expected quality outcomes for the task. Include any specific metrics, tolerances, or performance criteria. Identify any quality control measures or testing procedures that will be used to ensure compliance.7. Common Issues and TroubleshootingIdentify common problems or issues that may arise during the task. For each issue, provide a troubleshooting guide with steps to resolve the problem. Include any specific tools or techniques that may be required.8. AppendicesInclude any additional information or references that may be useful for completing the task. This could include technical specifications, drawings, diagrams, safety data sheets, or any other relevant documents.Remember to review and update this SOP periodically to ensure it remains accurate and compliant with industry standards.作业指导书标准范文英语(篇2)1. Purpose and ScopeThis Standard Operating Procedure (SOP) outlines the specific steps and guidelines for performing a particular task within our organization. It aims to ensure consistency, safety, and quality in the execution of the task. The scope of this SOP covers all necessary steps, tools, materials, and safety measures required for the successful completion of the task.2. Safety PrecautionsBefore commencing the task, it is crucial to ensure the safety of all personnel involved. Appropriate safety gear, such as gloves, eye protection, and safety shoes, must be worn at all times. Ensure the workspace is clean, organized, and free of any hazards. Familiarize yourself with the safety measures outlined in the relevant safety data sheets and follow them strictly.3. Tools and MaterialsGather all the necessary tools and materials required for the task. Verify their condition and ensure they are suitable for the job. Keep them organized and easily accessible throughout the task. Refer to the tool and material list provided in the appendix for a detailed inventory.4. Step-by-Step GuideFollow the step-by-step guide provided below to ensure the task is completed accurately and efficiently. Read each step carefully and perform the task in the order provided. Do not skip any steps or deviate from the guidelines without explicit authorization.Step 1: [Description of step 1]Step 2: [Description of step 2]Step 3: [Description of step 3]...Final Step: [Description of the final step]5. TroubleshootingIn case of any issues or problems encountered during the task, refer to the troubleshooting section below. It provides solutions and workarounds for common problems that may arise. If the issue persists, contact the designated support team or supervisor for assistance.Issue 1: [Description of issue 1]Solution: [Description of solution for issue 1]Issue 2: [Description of issue2]Solution: [Description of solution for issue 2]...6. Quality ControlQuality is paramount in our organization. Therefore, itis essential to perform quality checks throughout the task to ensure the desired outcomes are achieved. Follow the quality control measures outlined below and record the results for future reference.Quality Check 1: [Description of quality check 1]Quality Check 2: [Description of quality check 2]...7. Post-Task ActionsUpon completion of the task, it is crucial to perform certain post-task actions to ensure the workspace is left in a safe and organized condition. This includes cleaning up any debris, storing tools and materials properly, and verifying that all safety measures are in place.8. ReferencesFor further information or additional guidance, refer to the following references:[Reference 1: Title or Description][Reference 2: Title or Description]...Appendices:Tool and Material ListSafety Data SheetsRelevant Technical DocumentsRemember to adhere strictly to this SOP to ensure the safety, quality, and efficiency of the task. Regular updates and reviews are recommended to reflect any changes or improvements.作业指导书标准范文英语(篇3)1. Assignment ObjectivesThe primary objective of this assignment is to achieve [specific goal or objectives of the assignment]. This SOPoutlines the necessary steps, tools, and precautions to ensure a smooth and safe completion of the task.2. Tool PreparationBefore starting the assignment, ensure that you have all the necessary tools and materials prepared. This includes but is not limited to:[List of tools and materials required for the assignment]It is essential to have these tools ready and functioning properly to avoid any delays or issues during the assignment.3. Step-by-Step GuideFollow the step-by-step guide below to complete the assignment effectively:Step 1: [Description of Step 1]Step 2: [Description of Step 2]...Step N: [Description of the final step]Refer to the diagrams, screenshots, or additional resources provided for further clarification if needed.4. Safety PrecautionsWhile performing the assignment, it is crucial to prioritize safety. Therefore, adhere to the following safety guidelines:Wear protective gear as recommended.Handle tools and materials with caution to avoid accidents.Follow the correct procedures and do not take shortcuts that may compromise safety.Immediately stop the assignment and seek assistance if any unsafe conditions are observed.5. Assignment Check Upon completion of the assignment, conduct a thorough check to ensure the desired results are achieved. Verify that all steps have been followed correctly, and there are no errors or omissions. It is recommended to refer to the assignment rubric or criteria for guidance.6. Problem HandlingIf any issues or challenges arise during the assignment, take the following steps to address them:Refer to the troubleshooting section or relevant resources for solutions.Seek assistance from classmates, mentors, or teachers if needed.Be proactive in seeking help and communicating any issues to ensure timely resolution.7. Assignment SubmissionOnce you have completed the assignment, follow the submission guidelines provided:Ensure all work is saved and backed up.Submit the assignment through the designated platform or system.Adhere to the submission deadline and any additional instructions provided.By following this SOP, you will be able to completethe assignment effectively, safely, and in a timely manner. Remember to refer to the resources and additional guidance provided throughout the assignment process.。
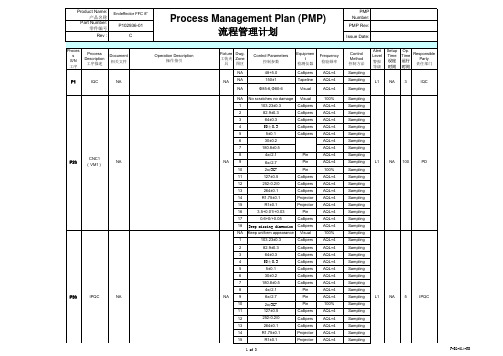
适用机种/Mode All the models 工站名称 Process 物料
Material 名 称/Name
料号/(P/N)规格/Specification 数量Quantity . 1CHASSIS MAIN
HNSR0303200N/A N/A
2
BRKT DECK HAET1401400步驟/Step 攻 牙tapping
Specification material number is correct, look no more
than 10 centimeters obvious scratch, no deformation
Check the incoming material 4送料进行试产。
生产至少5PCS,确认生产无异常。
做好工件定位,丝攻和供油到位,通知好品质人员进行首检
生产顺畅;工件首检合格。
Production flow; Artifacts first inspection qualified.
工件传递和放置确定好,进行连续作业进行生产。
操作人员随机抽检,每30个至少检查一次,发现不良及时停机确认。
Feeding testing. Production at least 5 PCS,confirm production without exception Completes the workpiece positioning, screw tap and oil in place, first inspection notice good quality staff
3将来料放入专用夹具中,定位放好,装好所需丝攻。
做好工件堆放和机台旁的辅助台清理的工作.
2检查来料
规格料号正确,外观无10厘米以上明显刮伤,无变形。
Material to be included in the special
fixture, positioning and installed the
screw tap
Make workpiece stacking and beside the machine
auxiliary machine cleaning work 操 作 內容Fuck for content
注 意 事 項/Notices 1点检攻牙机 攻牙机开关正常,气压和供油正常。
tally tapping machine Tapping machine, switch to normal air pressure and oil
supply is normal
攻牙机
Tapping
machine 牙规Tooth gauge
En kang metal products co., LTD 攻牙作业指导书Tapping wi
版次Rev: 1备注/Remark Customer name HJ 使用工具Use Tools o l
Remark Remark 附件8o l
6WANGYONG Production date 2014年4月2
*出现的品质问题:漏攻牙,孔攻错导致尺寸不良要重点项目管控。
* the quality problem: leak tapping, size our lead to adverse to control key projects 7检查无误后传到下一工站。
动作要轻,以免碰伤工件。
Check and send to the next station.The movement wants light, in order to avoid artifacts
bruised
核准
APPR 審核CHECK 做好自主检查。
Independent inspection 无漏攻牙,攻牙歪斜,攻牙深度不够等不良现象.
No leakage tapping, tapping askew, tapping depth etc.
Bad phenomenon
Random operator, check at least once every 30, adverse downtime to confirm in time.制作PRO 5Artifacts and determine well placed,
continuous operation for production
備注Remark 備注Remark Remark
Remark。