品质异常对策书
- 格式:xls
- 大小:37.00 KB
- 文档页数:3
质量问题整改措施(优秀)为了确保工作或事情有序地进行,通常需要提前准备好一份方案,方案是从目的、要求、方式、方法、进度等方面进行安排的书面计划。
那么什么样的方案才是好的呢?以下内容是牛牛范文为您带来的7篇质量问题整改措施,希望能够对困扰您的问题有一定的启迪作用。
一、概况20xx年2月22日,建设单位会同监理、施工、劳务四方单位对我单位施工的17、18楼工程外墙砖粘贴、内墙抹灰进行了质量检查,提出了一些工程施工中存在的质量问题,针对所提出的问题,我单位确定了整改方案,主要整改措施如下:二、存在问题及整改方案:存在问题1:外墙砖阴阳角线缝不顺直碰角不协调;外墙滴水线未按设计要求及相关规范施工。
存在问题2:室内阳台墙面砖粘贴垂直度平整度达8㎜,阳台两边宽尺寸±2㎝;阳台窗边线条不顺直,窗边墙平整度超规范。
存在问题3:窗边墙面砖粘贴平整度超规范;窗边不方正;楼梯间窗边上下接错不平整:楼梯间窗台无压顶。
存在问题4:花架墙面不平整,阴阳角碰角不协调。
处理办法:返工处理。
具体方法为:先将不合要求的外墙砖踢打干净,提前1d用水充分湿润墙面,修补时,先在底面及四周刷水灰比为0.4~0.5的素水泥浆一遍,用1:3水泥砂浆扫毛。
再用水平仪测出外墙各阴阳角处的水平控制点,弹上水平线使外墙水平线四周交圈,再根据面砖的皮数尺寸,弹出各施工段水平控制线。
根据排列情况,用线锤挂出直阴阳角做上灰饼并作为阴阳角的垂直标志,外墙有排水要求的部位应贴滴水线。
滴水线应顺直,流水坡度方向正确,坡度应符合设计要求。
存在问题5:内抹灰局部墙面垂直度、平整度超规范。
存在问题6:沉降缝处飘窗板平整度超规范,板与板之间线条不统一、不顺直。
存在问题7:局部有裂纹、空鼓现象、阴阳角不顺直。
处理办法:返工处理。
具体方法为:先将墙面凿毛,提前1d用水充分湿润墙面,修补时,先在底面及四周刷水灰比为0.4~0.5的素水泥浆一遍,施工时先湿润墙面,做标志块。
不良对策书模板
一、问题概述
在最近的一次产品检查中,我们发现了一些不良品。
这些不良品主要表现在以下几个方面:
1.外观缺陷:产品表面有划痕、污渍或颜色不均。
2.尺寸偏差:产品尺寸不符合设计要求。
3.性能问题:产品在测试过程中表现不佳,达不到预期的性能标准。
二、原因分析
经过初步调查,我们发现造成这些不良品的主要原因如下:
1.生产设备老化,精度下降,导致产品尺寸偏差。
2.生产过程中操作不规范,如员工未按规定佩戴手套、工具使用不当等。
3.原材料质量不稳定,导致产品性能波动。
4.质检环节存在漏洞,部分不良品未被及时发现和拦截。
三、对策及措施
针对以上问题,我们提出以下改进措施:
1.更新生产设备:对老化的设备进行更换或升级,提高产品制造精度。
2.规范操作流程:加强员工培训,确保每个人都能够按照规定的操作规程进行生产。
3.严把原材料关:与供应商协商,加强原材料的质量控制,确保进厂
原材料的质量符合标准。
4.加强质检力度:增设备检人员,采用更先进的检测设备和方法,提高不良品的检出率。
5.建立质量追溯体系:对每个产品进行编号,记录其生产过程和检测结果,便于问题发生时进行追溯和处理。
四、预期效果
通过实施以上对策和措施,我们预期能够达到以下效果:
1.提高产品质量,减少不良品的产生。
2.提升生产效率,降低生产成本。
3.提高客户满意度,增强市场竞争力。
4.树立企业良好形象,为长远发展奠定基础。
品质异常改善报告范文(一)引言概述:
品质异常改善报告旨在分析和解决产品或服务中出现的品质异常问题,提出改进措施,以确保产品或服务的质量符合预期标准。
本报告将针对品质异常问题进行分析,并提出相应的改善措施,以期为企业的品质管理提供参考。
正文内容:
一、问题分析
1. 异常问题的定义和范围
2. 异常问题对产品或服务的影响
3. 异常问题发生的原因分析
4. 异常问题的统计数据和趋势分析
5. 异常问题的追踪和溯源分析
二、改善措施
1. 建立品质异常问题管理的流程和标准
2. 加强员工培训和意识提升
3. 确定并改进异常问题的关键环节和流程
4. 优化供应链管理,提高原材料和零部件的品质控制
5. 注重数据分析和持续改进,建立反馈机制和监控措施
三、实施方案
1. 制定品质异常问题改善计划
2. 完善相关的工作流程和标准操作程序
3. 调整和优化人员配置和岗位职责
4. 配备必要的资源和设备支持改善措施的实施
5. 制定监控指标和评估体系,确保改善效果的可追溯性
四、改善效果评估
1. 分析改善措施的实施情况和进展
2. 比较改善前后的数据和指标,评估改善效果
3. 收集员工的反馈和建议,及时调整和改进
4. 确定改善措施的可持续性和稳定性
5. 提出下一步改善计划和目标设定
五、总结
通过对品质异常问题的分析和改善措施的实施,我们成功解决了产品或服务中存在的品质异常问题,并取得了显著的改善效果。
然而,品质异常问题的改善工作是一个持续的过程,我们将继续加强品质管理,提升品质意识,以确保产品或服务的持续稳定性和卓越性。
品质异常改善报告范文品质异常改善报告。
报告编号,QA2022001。
报告日期,2022年3月15日。
报告对象,公司管理层。
报告人,质量管理部。
一、报告目的。
根据公司质量管理体系的要求,对最近出现的品质异常情况进行分析和改善,确保产品质量稳定,提升客户满意度。
二、异常情况描述。
近期,公司部分产品出现了品质异常情况,主要表现为产品外观不良、尺寸偏差、性能不稳定等问题。
这些问题严重影响了产品的质量和可靠性,给客户带来了负面影响,也损害了公司的声誉。
经过初步调查,发现异常情况的主要原因包括生产工艺不稳定、原材料质量不合格、生产设备维护不到位等。
三、改善措施。
1. 生产工艺优化,对生产工艺进行全面审查,找出存在的问题和不足之处,对关键工艺节点进行优化和调整,确保产品加工过程稳定可控。
2. 原材料质量管控,加强对原材料的进货检验,建立严格的原材料质量管控制度,对不合格原材料进行退货或淘汰处理,确保原材料质量符合要求。
3. 生产设备维护,加强对生产设备的日常维护和保养,定期进行设备检修和保养,确保设备运行稳定,减少因设备故障导致的品质异常情况。
4. 品质管理培训,加强对生产人员的品质管理培训,提高员工对产品质量的重视和责任意识,确保每位员工都能够严格执行品质管理要求。
5. 品质监控加强,加强对产品品质的监控和检验,建立完善的质量监控体系,及时发现和处理品质异常情况,确保产品质量稳定可靠。
四、改善效果。
经过上述改善措施的实施,目前公司产品的品质异常情况已得到明显改善。
外观不良、尺寸偏差、性能不稳定等问题得到了有效控制,产品的质量稳定性和可靠性得到了提升。
客户投诉情况明显减少,客户满意度得到了提升,公司的声誉也得到了恢复。
五、后续工作。
为了确保产品质量稳定,公司质量管理部将继续加强对生产工艺、原材料、设备和人员的管理和监控,建立健全的品质管理体系,不断提升产品质量和客户满意度。
六、结论。
通过本次品质异常改善报告的分析和改善措施的实施,公司已经有效控制了产品的品质异常情况,提升了产品质量稳定性和可靠性,客户满意度得到了提升,公司的声誉也得到了恢复。
2024品质出问题的检讨书范文古人云:失之毫厘,谬以千里。
这其中的“毫厘”在我们产品质量管理中,即是品质,对企业的生存和发展具有至关重要的作用。
近期我们产品质量出现了一系列问题,已经引起了我们足够的重视。
为提升企业产品质量形象,保障消费者权益,确保企业可持续发展,现就近期出现的产品质量问题进行深入反思并提出相应改进措施。
一、原因分析在近期的产品检查中,我们发现了一系列品质问题。
具体问题主要表现在以下几个方面:质量意识淡薄近期的问题反映出部分员工对质量把控的意识较为薄弱,没有将“品质第一”的理念深入到日常工作中。
个别员工对质量把控的重视程度不够,缺乏对产品质量的敬畏之心。
操作不规范部分生产线员工在操作过程中未能严格按照生产流程进行作业,导致产品在某些环节存在缺陷。
此外,设备日常点检和保养不及时也导致产品质量受到影响。
质量培训不到位企业在发展过程中未能持续地对员工进行质量意识培训,使得员工在操作中无法有效把控质量。
对员工进行质量意识和技能的培训,对于提高产品合格率具有积极的推动作用。
原材料质量问题原材料质量的优劣直接影响到产品的品质。
近期出现的问题中有部分是由于原材料质量不达标所致,这与企业对供应商的管控力度不够有关。
质量管理体系不完善企业质量管理体系的完善程度直接关系到产品质量的稳定性。
目前企业的质量管理体系还存在一定程度的不足,需要进一步完善和加强。
二、解决方案针对上述问题,我们提出以下解决方案:加强员工质量意识教育通过开展定期的质量意识培训和交流会,提高员工对产品质量的重视程度。
同时,在日常工作中加强质量意识的宣传和引导,使员工牢记“品质第一”的原则。
规范操作流程对生产线上的操作流程进行全面梳理和优化,确保每个环节都有明确的操作规范和质量标准。
加强员工的操作技能培训,确保每位员工都能熟练掌握并按照规范进行操作。
完善质量培训体系建立健全质量培训体系,定期组织质量意识培训和技能提升培训。
通过案例分析、实战演练等多种形式提高培训效果,使员工在实际工作中能够更好地运用所学知识把控质量。

质量问题措施⽅案质量问题措施⽅案 在不断进步的社会中,措施起到的作⽤越来越⼤,措施是管理学的名词,通常是指针对问题的解决办法、⽅式、⽅案、途径,可以分为⾮常措施、应变措施、预防措施、强制措施、安全措施。
写起措施来就毫⽆头绪?下⾯是⼩编为⼤家收集的质量问题措施⽅案,欢迎阅读与收藏。
质量问题措施⽅案1 ⼀、编制⽬的 20XX年4⽉9⽇质监部门对清流西苑南北地块⼯程质量存在的⼀些问题,我项⽬⼗分重视,⽴即召开了针对这次检查的专项会议,对这次查出的问题进⾏逐⼀整改并编制了有针对性的有效整改⽅案。
⼆、编制依据 《清流西苑施⼯组织设计》 《混凝⼟结构⼯程施⼯质量验收规范》-GB50204-2002 《混凝⼟质量控制标准》-JGJT50164-20XX 《钢筋焊接及验收规程》-JGJ18-20XX 《滁州市质量通病防治导则》 《建筑抗震设计规范》-GB50011-20XX 《建筑变形测量规范》-JGJ8-20XX 施⼯图集11G101-1及相关设计⽂件 三、存在的问题: 1、未严格执⾏《滁州市住宅⼯程质量通病防治导则》,质量通病防治专项⽅案⽆针对性。
2、15#楼五层顶⽆同条件试块及拆模试块报告,但模板已拆除;电渣压⼒焊接头豁边,成型差,未做处理。
3、15#楼七层楼⾯⼲缩裂缝严重,操作⾯现浇板养护不⾜两天就进⾏钢筋安装,存在隐患。
4、后浇带拆除过早,存在质量安全隐患。
5、个别型号钢筋进场时验收不到位,如批号1212028300直径12mm的HRB400的钢筋未见质量合格证明⽂件。
6、施⼯单位未对⼯程进⾏沉降观测。
7、⼯程未办理施⼯许证⼿续。
四、整改措施: 1、未严格执⾏《滁州市住宅⼯程质量通病防治导则》,质量通病防治专项⽅案⽆针对性。
1.1补救措施 关于现场15#楼未严格按照《滁州市住宅⼯程质量通病防治导则》相关规定执⾏,项⽬⽴即组织相关技术⼈员及管理⼈员重新把《滁州市住宅⼯程质量通病防治导则》学习了⼀遍,并加强了内部管理,严格按照通病防治导则去执⾏,并对现场存在的⼀些问题,有针对性的重新编制了通病防治施⼯⽅案。
品质异常改善报告范文
近年来,我们公司一直致力于提高产品品质,以满足客户对高品质产品的需求。
经过一段时间的努力,我们成功地改善了产品的品质异常情况,现在我将向大家汇报我们的改善情况。
首先,我们对产品的生产流程进行了全面的审查和改进。
通过对生产流程的深
入分析,我们发现了一些潜在的问题和瓶颈,我们采取了一系列的措施来解决这些问题。
我们优化了生产工艺,提高了生产效率,减少了废品率,从根本上提升了产品的质量。
其次,我们加大了对原材料的把控力度。
我们与供应商建立了更加紧密的合作
关系,对原材料的质量进行了严格的把关和监控。
我们还加强了对原材料的检测和筛选工作,确保每一批原材料都符合我们的质量标准,从源头上杜绝了产品品质异常的可能性。
此外,我们还对产品的质量管理体系进行了全面的升级。
我们建立了更加完善
的质量管理体系,明确了每个环节的责任和义务,加强了对产品质量的监控和管理。
我们还加强了对生产人员的培训和考核,提高了员工的质量意识和责任感,确保每一道工序都符合质量要求。
通过以上的努力,我们成功地改善了产品的品质异常情况。
现在,我们的产品
质量稳步提升,得到了客户的一致好评。
我们将继续努力,不断提高产品的品质,为客户提供更加优质的产品和服务。
总之,我们的品质异常改善工作取得了显著的成效,这离不开公司全体员工的
共同努力和支持。
我们将继续秉承“品质第一,客户至上”的宗旨,不断提高产品的品质,为客户创造更大的价值。
相信在全体员工的共同努力下,我们的产品品质将会迎来更加美好的未来。
感谢大家的支持和配合!。
品质改善报告书范本三份品质改善报告书 1为了提升公司的品质,我司内部进行改善,将从人力、设备、材料、工艺、工作环境方面进行改善,使其达到贵司的品质标准要求。
我司前段时间所出现的问题点做如下不良原因分析及改善对策:1、CPU反向:主要原因:SMT多功能机在贴装CPU时,作业员对托盘内放置的IC方向未仔细确认,检查,炉前QC疏忽检验,流至成品区。
改善对策:后续作业员对所有方向的托盘物料,上机前全检方向是否一致,写好上料记录,并经品管确认方可上线贴片,炉前QC对贴片OK的PCBA按品质标准进行检验,IPQC加大巡检力度,对换料后的第一片板进行首件确认,跟踪全制程的品质,发现异常即时反馈ME部门,分析问题发生的原因及实施有效的改正方案,让问题点第一时间解决;2、电容错件:主要原因:维修员维修补料使用散料造成,维修作业时未按【散料使用规范】作业,没有对散料进行测试和经品管确认,私自将物料补上。
改善对策:使用散料生产线自测OK标示好后,送检品管确认OK后,方可使用,参照BOM表把原件焊接到PCB上的相应位置,做好散料使用记录,外观OK的PCBA,送检品管确认,全检并做好维修标识出货,以便后续追溯;3、元件少锡,假焊:主要原因:我司目前采用半自动印刷机印制电路板,印刷员锡膏添加不及时,没有及时检查锡膏量,印刷少锡,导致炉后焊接少锡。
改善对策:印刷操作员严格按照【锡膏添加作业规范】对锡膏进行添加,2小时1次,手动印刷机操作员需视使用量进行添加,对印刷作业完成的线路板,根据印刷品质标准,自检确认OK 后,方可投入贴片,炉前QC对所贴装好的PCB板进行全检,有异常及时反馈;4、PCBA板面有锡珠主要原因:锡珠,锡渣为后焊作业时产生。
改善对策:后续增加一工位对锡渣、锡珠进行专拣,同时,对我司目前使用的焊接材料纯度进行检测,如不符合贵司焊接品质要求,我司重新选择焊接材料供应商,评估供货质量,选择高纯度的焊接材料,合理科学的配置助焊剂,对波峰焊的运行速度、焊接温度进行调整,手工焊接加强对焊接人员的焊接技能培训,使其熟练的掌握焊接技能,达到好的焊接品质。
文件修正一览表变更前:1. 目的为使质量系统内所产生之现有或潜在性问题,能有效加以记录分析,提出解决方案并跟催改善结果,进而防止此类异常再次发生,已达到持续改善,维持系统正常运转。
2. 范围适用于质量系统内所有现有或潜在性问题的处理与改善3. 参考记录3.1 《客户抱怨处理单》3.2 《品质异常反馈单》3.3 《8D纠正措施报告》4.维护单位品保部5. 权责品保部:进料及制程异常的发现及反馈,异常案件的主导处理直至结案。
业务部:客户端异常的信息收集及反馈。
采购课:协助品保部对进料异常进行处理。
工程部:协助品保部进行异常分析、改善。
资材部:协助品保部进行异常物料的清查、隔离。
生产部:1.部门内来料异常的发现及反馈。
2.部门内异常原因分析及改善。
6. 作业程序与说明6.1 客诉异常处理6.1.1 业务单位收到客户反馈异常后,由业务单位收集客户反馈资料(必要信息:异常产品的品名,规格,料号,生产批号,日期,异常现象及异常比例,异常图片或能提供异常样品。
如果能提供客户发现异常的地点,工站就更有利于分析异常)整理并填写《客户抱怨处理单》通知品保单位.,品保单位对异常进行判定,如判定异常属实,则由品保单位接手正式立案处理。
6.1.2 客诉案例正式立案成立后,由品保部QE主导进行异常处理:6.1.2.1 QE依据业务反馈的客户端信息,联合资材部对所有涉及到客户反馈异常的在制、库存物料进行清查,并隔离所有可能存在异常的物料、半成品、成品。
并暂停所有涉及异常物料的生产,以防止异常的扩大。
以上如有可能涉及到供应商,一并通知供应商处暂停生产并需隔离供应商处物料。
6.1.2.2 由QE主导召开客诉会议,客诉会议由资材、工程、业务、生产部门组成,必要时通知研发或总经理参加。
会议中需根据生产部门提供的生产记录及品保部的检验记录及客户反馈的异常信息做出初步原因及责任单位的判定,以及异常物料的处理(包含客户端物料的处理及厂内、供应商处隔离物料的处理方法),并成立客诉处理小组。
0.不具合情報(現象・件数・内容など)1.事実の把握(現品の確認結果・要因分析・生産品の品質状況)--1.現品確認結果※良品や図面と比較して何が悪いのかを明記する3.ロット追跡と変化点調査※対象範囲とその前後の4M変化点調査1.批次追溯年6月18日年6月2日台依客户OCD 反馈的现品票信息,该异常品对应批次的工程生△产日期及数量如下:※品質保証責任者(社内責任の場合は部署の長)コメント台殿 2.4M 变化点调查殿不具合詳細説明(発見状況・事象・写真等):年月日 2.工程の説明※工程のフローと、発生・流出対象工程を明確化する4.要因分析※決め事と実際の事実により問題点を抽出する1、通过对比通常品与异常品的成分分析,虽然两者的成分检测结果都满足SPHC原材料的标准要求,但同时也发现两者的发生工程C含量有明显的差异対策書の処置 □ 来社報告 □ 対策書のみ □受領 □再提出□ その他( 月 日)标准要求: ≤0.12記 事2、进一步对热处理生产履历记录表进行调查,发现2020-1-6对象批次的制品硬度实测值偏低,通常品一般硬度在HRB35以上,而异常批次对应制品的硬度为RHB24/27不具合コード流出工程综上分析,推断本回异常可能是在热处理过程中因制品加热及総数台NG数台保温时间过长而导致的偶发性的脱碳不良;进而推断如下原因:①制品在热处理框内因卡住而滞留在框内进行了二次或多次的热处理加工,从而导致其脱碳不良;②制品因锻造异常而进行返热处理,且同时与第一回热处理的制品混为进行。
2.原因の究明(再現テスト・発生のメカニズム・直接原因・なぜなぜ分析)3.適切な対策(対策内容)5.水平展開(類似部品・類似工程への展開)1.再現テスト※原因の判定をする 3.不具合発生/原因 1.発生対策(担当)(期限)有無(水平展開の概要、「無」の場合は展開しない理由を明記)相关类似品之FC制品,均无需经过热处理加工2.発生のメカニズム 4.不具合流出原因参见附件:热处理炉操作及热处理作业手顺书 6.効果予測(※実績は対策フォローにて報告)教育训练签到及考核表 2.流出対策原因コード03020199 4.源流へのフィードバック(標準・仕組み・ルールへの反映内容)歯止め発工程FMEA 6/2012345コントロールプラン6/20生作業標準類2/25流設備/治具/12345記録類6/20出教育記録2/25Q-2131-424.4.24改訂△80.008方法1.硬度实测值<55HRB2.锻造工程无该项目的检查内容C 含量通常品异常品0.042冷锻冲床SPHC 8.0 敝司于2020年2月13日和14日分别采 用普通退火炉以及真空退火炉,在 相同的热处理条件下进行热处理, 结果如下:→硬度测量值、切削后外观、表 面处理后外观等均无异常发现 由此推断:本回异常无法再现, 属于偶发性异常制品在热处理过程中加热及保温时 间过长导致偶发性的脱碳不良参见附件:分析报告(通常品) 分析报告(异常品)1、因该异常现象需要切削后才能发现,广州二宫工 程内无法检出;2、异常发生前,客户OCD及敝司双方均对该异常现象 的检查和判定基准不明确,且经成分分析和晶粒 度分析与通常品无明显差异,所以将该异常误判为OK品,从而导致该异常品流出至最终客户处。
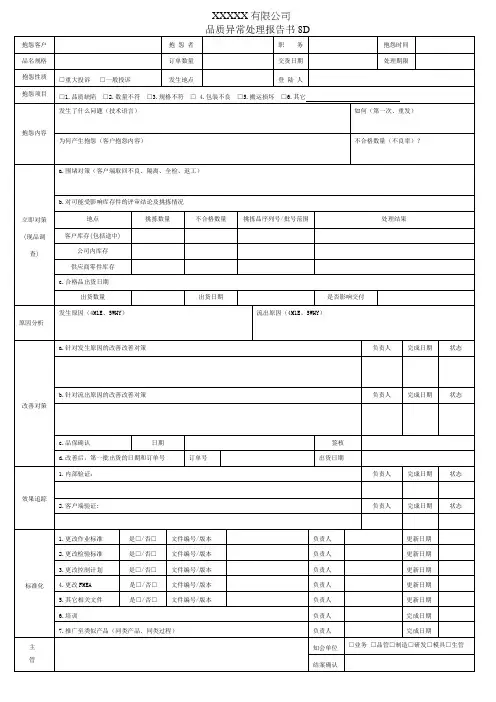
品质不良报告格式品质不良报告格式篇一:品质不良对策报告书威尔丽特品质不良对策报告书第 1 页共 2 页第 2 页共 2 页篇二:品质不良对策报告书勤拓品质不良对策报告书. 第 1 页共 3 页第 2 页共 3 页第 3 页共 3 页篇三:品质部品质异常检讨报告品质部品质异常检讨报告事件问题描述如下:在6-1至6-3号生产的T8椭圆1/2平钩26*29.5和T8 1/2斜钩V字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。
产品工序责任人如下:开机技术员:蔡灿军、赖虔洲品质IPQC:廖仲坤、赖惠兰点数贴标签:廖凤凤、罗贞凤、吕明裁管:廖国林出货检验:易浩品质部经查证对此事做原因分析如下:1、商务部的制令单上的图纸没更新只是文字描述。
2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模具生产下一款时,技术员未跟品质或点数工序沟通说下。
3、产品点数贴标签的时候标签贴错了,但当班的IPQC盖章时没检查到位发现问题。
4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主动把首件拿给OQC检验确认。
5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。
6、出货检查时OQC检验没及时发现问题杜绝流入客户那里。
7、新来员工及临时工未做相关岗前作业培训,容易放错误。
永久改善纠正措施如下:1、通知此事件相关负责人,然后召开品质异常检讨会。
2、商务部发出的制令单产品资料要及时更新。
3、新来员工及临时工应做相关的产品品质与作业规模培训再上岗。
4、品质部加强对品质检验员的培训与督导,特别是出货检查要把关到位。
5、生产车间5S要做好,如产品要准确标识区分,对于类似的产品要做明显标识并分开放置。
6、各部门的岗位职责说明书的制定落实。
让工作流程化,制度化。
这样大家工作更顺心。
7、各部门的管理制度撰写制定出来,并落实执行到位。
品质异常改善报告范文近期,公司对产品品质进行了全面的检查和改善工作。
经过各部门的通力合作和努力,我们已经取得了一定的成效。
以下是我们品质异常改善的报告。
首先,我们对产品生产过程进行了全面的检查和分析。
我们发现了一些存在的问题,并立即采取了相应的措施加以改善。
例如,在生产过程中,我们发现了一些原材料的质量不稳定的情况,我们立即与供应商进行了沟通,并对原材料进行了严格的筛选和检验,确保了原材料的质量稳定。
其次,我们对生产设备进行了全面的维护和检修。
我们发现了一些设备存在的问题,并对设备进行了及时的维护和维修,确保了设备的正常运转,提高了生产效率和产品质量。
另外,我们加强了对生产工艺的管理和控制。
我们对生产工艺进行了全面的调整和优化,提高了生产效率,减少了生产过程中的浪费,提高了产品的一致性和稳定性。
在品质异常改善的过程中,我们还加强了对员工的培训和管理。
我们对员工进行了全面的培训,提高了员工的技能和素质,确保了员工的操作规范和流程的稳定性。
通过以上的改善措施,我们已经取得了一定的成效。
产品的品质稳定性得到了提高,客户的投诉率明显下降,产品的市场反馈也变得更加积极。
未来,我们将继续加强对产品品质的管理和控制,不断优化生产工艺和流程,提高产品的一致性和稳定性,确保产品的品质达到更高的水平。
在品质异常改善的过程中,我们也意识到品质管理是一个持续改进的过程,我们将继续努力,不断提高产品品质,为客户提供更优质的产品和服务。
我们相信,在全体员工的共同努力下,公司的产品品质一定会取得更大的进步,为公司的可持续发展奠定更加坚实的基础。