WI-SPD-0027 FOLUNGWIN回流焊保养作业指导书
- 格式:doc
- 大小:332.00 KB
- 文档页数:4
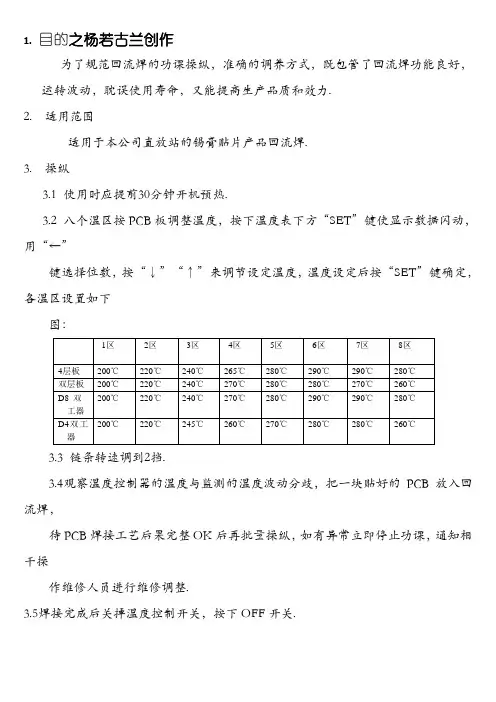
1.目的之杨若古兰创作为了规范回流焊的功课操纵,准确的调养方式,既包管了回流焊功能良好,运转波动,耽误使用寿命,又能提高生产品质和效力.3.3 链条转速调到2挡.3.4观察温度控制器的温度与监测的温度波动分歧,把一块贴好的PCB放入回流焊,待PCB焊接工艺后果完整OK后再批量操纵,如有异常立即停止功课,通知相干操作维修人员进行维修调整.3.5焊接完成后关掉温度控制开关,按下OFF开关.3.6空机运转10~15分钟后关掉回流焊的总电源.4. 保护调养4.1 在机器附近设置灭火设备;4.2 每次用完后擦拭清理;4.3 每月将机器内部的污垢清理干净;4.4 以毛刷不定期清除冷却风扇叶片不锈钢网上之灰法.4.5 边接发热体的高温线定期检查,三个月摆布一次;4.6大电流的接线端子要进行紧固;4.7回流焊保护调养要填写《回流焊保护调养记录表》5. 留意事项5.1 经常将机身、运输、冷却风机等马达壳清洁以利于散热及保温;5.2 在设备运转中,应经常监视各马达的外壳温度,出现过热景象应停机动性检查5.3 定期检查电控箱内各电器并紧定其接线端子的螺钉,如发现有触点烧蚀、吸合不灵活等景象,应及时处理;5.4 定期检查预热器、电热管的接头情况,如现发头松动、接触不良、绝缘老化等现象应及时清理和更换;5.5 应经常检查设备呵护接地安装是否良好;;5.6 开电源总开关时应先停止锡炉、预热和波峰等大电流负载后再进行;5.7 电源总开关跳闸后,须查明缘由排除子障后,方可从头合闸;;5.8 各传动部分应坚持良好的润滑,除角度调零件构可用普通的油膏外,其它均用高温油膏润滑;5.9 各传动链条的松紧度,应定时进行检查调整;5.10维修保护调养要填写《回流焊保护调养记录表》。
焊接机操作保养作业指导书引言概述:焊接机是一种用于连接金属的重要设备,它在各种工业领域中起到至关重要的作用。
为了确保焊接机的正常运行和延长其使用寿命,正确的操作和保养是必不可少的。
本文将为您提供一份焊接机操作保养作业指导书,帮助您正确操作和保养焊接机。
一、焊接机操作1.1 准备工作1.2 开机操作1.3 关机操作准备工作是焊接机操作的第一步,它包括以下几个方面。
首先,确保焊接机所在的工作区域干燥、通风良好,并清除周围的杂物。
其次,检查焊接机的电源线、接地线和电源插头是否完好无损,并确保焊接机的电源接地良好。
最后,检查焊接机的各个部件是否正常,如电源开关、电流调节器、焊接电极等。
开机操作是焊接机操作的核心步骤,正确的开机操作可以确保焊接机的正常运行。
首先,将焊接机的电源开关置于“关”位,然后将焊接电极插入焊接机的电极插座,并用螺母固定。
接下来,将焊接机的电流调节器调至适当的电流值,根据焊接材料的厚度和焊接要求进行调节。
最后,将焊接机的电源开关置于“开”位,焊接机即可开始工作。
关机操作是焊接机操作的最后一步,正确的关机操作可以确保焊接机的安全停机。
首先,将焊接机的电源开关置于“关”位,焊接机停止工作。
然后,将焊接电极从焊接机的电极插座中拔出,并将其放置在安全的位置。
最后,检查焊接机的各个部件是否正常,如电源线、接地线等,确保焊接机的安全性。
二、焊接机保养2.1 清洁焊接机2.2 润滑焊接机2.3 定期检查和维护清洁焊接机是保养焊接机的重要步骤,它可以确保焊接机的正常运行。
在清洁焊接机之前,首先将焊接机的电源开关置于“关”位,并拔掉电源插头。
然后,使用干净的布或刷子清除焊接机表面的灰尘和杂物。
对于焊接电极,可以使用专用的电极清洁剂进行清洁。
最后,将焊接机的外壳擦拭干净,并确保焊接机的通风孔畅通。
润滑焊接机是保养焊接机的另一个重要步骤,它可以减少焊接机的磨损和摩擦。
在润滑焊接机之前,首先将焊接机的电源开关置于“关”位,并拔掉电源插头。
制程别发行版本发行日期页数SMT A011/1
站别
6 作 业 指 导 书Standard Operation Procedure 文件编号
机种AM8726M 通用作业说明Operation Instruction
站名回焊炉
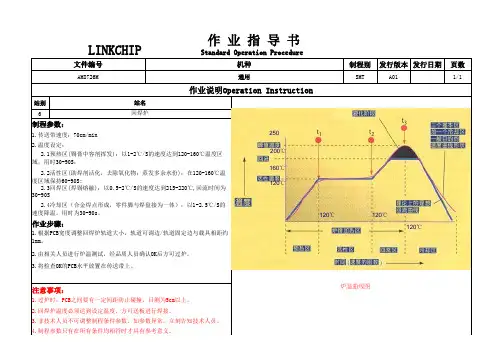
制程参数:1.传送带速度:70cm/min 2.温度设定: 2.1预热区(锡膏中容剂挥发):以1-2℃/S的速度达到120-160℃温度区域,用时30-90S;1.根据PCB宽度调整回焊炉轨道大小,轨道可调边/轨道固定边与载具相距约1mm。
2.由相关人员进行炉温测试,经品质人员确认OK后方可过炉。
3.将检查OK的PCB水平放置在传送带上。
2.2活性区(助焊剂活化,去除氧化物;蒸发多余水份):在120-160℃温度区域保持60-90S;
2.3回焊区(焊锡熔融):以0.5-2℃/S的速度达到215-220℃,回流时间为30-90S
2.4冷却区(合金焊点形成,零件脚与焊盘接为一体):以1-2.5℃/S的速度降温,用时为30-90s。
作业步骤:
3.非技术人员不可调整制程条件参数,如参数异常,立刻告知技术人员。
4.制程参数只有在所有条件均相符时才具有参考意义。
注意事项:
1.过炉时,PCB之间要有一定间距防止碰撞,目测为5cm以上。
2.回焊炉温度必须达到设定温度,方可送板进行焊接。
炉温曲线图120℃160℃
250
120℃120℃
120℃200℃。
焊接机操作保养作业指导书一、操作指导1. 准备工作a. 确保焊接机周围环境整洁,无杂物和易燃物。
b. 检查焊接机的电源线是否完好,插头是否接地良好。
c. 检查焊接机的电源开关是否处于关闭状态。
d. 确保焊接机的冷却系统正常运行,冷却液是否充足。
2. 操作步骤a. 打开焊接机的电源开关,待指示灯亮起后,将焊接枪插入焊接机的插座。
b. 调整焊接机的电流和电压,根据焊接材料和厚度来确定合适的参数。
c. 穿戴好焊接手套、护目镜和防护服,确保人身安全。
d. 将焊接枪对准焊接位置,按下焊接枪的扳机开始焊接。
e. 焊接完成后,松开焊接枪的扳机,关闭焊接机的电源开关。
3. 注意事项a. 在操作焊接机时,必须佩戴防护设备,包括焊接手套、护目镜和防护服,以防止火花溅射和紫外线辐射对人身安全造成伤害。
b. 在焊接过程中,要注意周围的环境,确保焊接机周围无易燃物和杂物,以防止火灾和意外事故的发生。
c. 在调整焊接机的电流和电压时,应根据焊接材料和厚度来确定合适的参数,以保证焊接质量和效果。
d. 焊接完成后,要及时关闭焊接机的电源开关,以节约能源和防止机器长期运行导致过热。
二、保养指导1. 日常保养a. 每日使用结束后,清理焊接机表面的焊渣和杂物,保持机器的清洁。
b. 定期检查焊接机的电源线和插头,确保其完好无损。
c. 定期检查焊接机的冷却系统,清洁冷却液并补充充足。
d. 定期检查焊接机的电流和电压调节装置,确保其正常工作。
2. 周期性保养a. 每隔一段时间,对焊接机进行全面检查和维护,包括内部电路、电源系统和冷却系统等。
b. 定期更换焊接枪的电极和喷嘴,以保证焊接质量。
c. 定期检查焊接机的接地装置,确保接地良好,以防止电击和漏电事故的发生。
d. 定期校准焊接机的电流和电压调节装置,确保其准确可靠。
3. 注意事项a. 在进行保养和维修焊接机时,必须切断电源,以免触电和造成设备故障。
b. 在更换焊接枪的电极和喷嘴时,必须使用相应的工具,避免损坏焊接枪和导电部件。

焊接机操作保养作业指导书引言概述:焊接机是一种常见的工业设备,广泛应用于各个行业。
为了确保焊接机的正常运行和延长其使用寿命,操作保养工作至关重要。
本文将从操作、保养、故障排除和安全方面,为大家详细介绍焊接机的操作保养作业指导。
一、操作1.1 机器准备- 检查焊接机的电源线是否完好无损,插头是否接地良好。
- 检查焊接机的控制面板是否正常,各个按钮和开关是否灵活可用。
- 检查焊接机的电源开关是否关闭,以及其他关键部件是否处于正常工作状态。
1.2 操作步骤- 打开焊接机的电源开关,待其预热完毕。
- 根据焊接材料的种类和厚度,调整焊接机的电流和电压。
- 将焊接材料放置在焊接机工作台上,并确保其牢固稳定。
- 使用焊接枪将焊接材料进行焊接,保持焊接速度均匀稳定。
- 焊接完成后,关闭焊接机的电源开关,并将焊接枪放置在安全位置。
1.3 注意事项- 在操作焊接机时,必须佩戴防护眼镜、手套和防护服等个人防护装备。
- 避免焊接机过度使用,以免过热损坏关键部件。
- 在焊接过程中,注意保持焊接枪与焊接材料的垂直角度,以确保焊接质量。
- 遵守焊接机的使用说明书,严禁擅自改动焊接机的电路和结构。
二、保养2.1 清洁- 定期清洁焊接机的外壳和工作台,避免灰尘和杂质进入焊接机内部。
- 清洁焊接枪的喷嘴和电极,确保其通畅无堵塞。
- 清洁焊接机的冷却系统,保证散热效果良好。
2.2 润滑- 定期给焊接机的关键部件进行润滑,如焊接枪的传动装置和焊接机的电机轴承。
- 使用适当的润滑剂,避免使用过多或过少。
2.3 定期检查- 定期检查焊接机的各个部件是否正常工作,如电源线、电流表和电压表等。
- 检查焊接机的电源开关和其他开关是否灵活可用。
- 检查焊接机的冷却系统是否正常,如散热风扇和散热片等。
三、故障排除3.1 电源故障- 检查焊接机的电源线是否插紧,电源插座是否正常。
- 检查焊接机的电源开关是否打开,以及电源线是否损坏。
3.2 焊接质量问题- 检查焊接枪的电极和喷嘴是否磨损,如有需要及时更换。
文件类别三阶文件FOLUNGWIN回流焊操作作业指导书文件名称: FOLUNGWIN回流焊操作作业指导书签章:文件编号 :版本:A修正次数: 0生效日期:编写部门 : SMT 生产会签会签发放与签收记录是否分发部门份数会签分发部门份数□是□否总经办□是□否行政部□是□否市场部□是□否采购部SMT 事业部组装事业部是否分发部门份数会签分发部门份数□是□否PMC 部□是□否PMC 部□是□否N P I□是□否生产部□是□否生产部□是□否品质部□是□否测试部□是□否工程部□是□否品质部□是□否财务部□是□否财务部□是□否****修改记录*****版本修改内容备注A首次发行制定:审核:核准:文件类别三阶文件版本 :A修正次数: 0 FOLUNGWIN回流焊操作作业指导书页次:2/4生效日期:1.目的为了保障工作人员能按正常统一流程使用FOLUNGWIN FL-VP860回流炉。
2.范围适用本公司 FOLUNGWIN FL-VP860系列回焊炉。
3.内容3.1 开机3.1.1 配电箱总电源空气开关打开。
3.1.2 检查抽风是否开,抽风口的合叶是否打开,有风通过抽风管,风管会颤动。
3.1.3 检查供气气压是否在 0.5 ± 0.05mpa范围内。
3.1.4 开启机器电源开关,将开关转为ON( - )位置(如图 1)。
图 1:机器主电源开关图 2:紧急开关3.1.5检查所以紧急开关 (E-STOP)是否都已复位(如图 2)。
3.1.6控制电脑正常启动后,启动到主界面(如图 3)。
3.1.7点击主界面键进入控制界面(如图 4)。
3.1.8点击控制界面做左上方的登陆键(如图 5),输入密码后登陆。
生效日期:3.1.9 登陆后点击左上方文件栏中的打开制程(如图6)。
图3:主界面图4:控制界面图5:登陆界面图6:打开制程文件界面3.1.10 选择需要生产的程序名称后点击打开。
3.1.11 再在控制界面右边选择手动控制,打开开机,风机,加热,运输。
1.0目的:
确保回流焊运行正常、焊接的质量和使用寿命。
2.0 适用范围:
适用于JW-D-4CR热风回流焊机。
3.0 职责:
3.1 生产操作者负责日常维护、保养。
3.2 ME负责例行维护、保养。
4.0 日常维护、保养内容:
4.1 开机前检查各部件是否有损坏,有无清洁干净,避免因灰尘等影响焊接质量;
4.2检查面板电源开关、气缸动作开关是否处于中间(OFF)状态;
4.3检查抽风系统是否运行正常;
4.4检查各部件有无异音,传动部分运行是否正常;
4.5检查各段升温曲线是否正常(黄-升温;绿-恒温;红-异常)。
5.0 定期维护、保养内容:
5.1检查计算机内所配置的数据文件、系统文件、批处理文件有无改动,并定期的维护,保
证电脑内的支持文件齐全;
5.2检查各发热器是否正常,如有损坏应及进更换;
5.3检查清洁冷却风扇,保证长期正常工作,以确保热风电机及电控箱内的电器元件正常
工作面不致烧坏;
5.4检查各部件有无松动现象,并给以加固;
5.5定期给滚筒、轴、轴承、链条、链轮、各电机、冷却风扇等传动部分加清除污垢并加
以耐温润滑油,以保证机器能正常工作和部件的磨损;
5.6所有加固部件全面加固,水平度调试,检测各部件有无老化、使用寿命过期等,并采取
更换措施。
6.0 维护、保养详情见《设备定期检修(保养)表》、《定期维护保养计划时间表》。
回流焊作业指导
一、作业内容:
1、将回流焊的电源开关打开,电源指示灯会亮(绿色)。
打开电脑主机,
调出所需要生产的炉温,打开加热和温度循环系统。
从开机到恒温
需要20分钟,有电脑显示数据,恒温后电脑显示绿色(温度过高显
示红色,温度不够显示黄色,不同的产品都有不同的温度设置)。
注意: 不同的产品都有不同的温度设置,在生产不同产品的时候或温度不够和温度过高时请不要过PCB板(炉温不够使所生产
的产品达不到理想效果,过高会损坏元件或PCB板),以免造
成不必要的损失。
2、回流焊有自动恒温装置,炉温度达到需要生产的炉温时,炉温会处于
恒温状态(间接加热)。
3、当回流焊达到要求的温度后,再打开运输轨道和运输系统、散热系统、
制冷系统,待生产。
4、经常测回流焊的实际温度,每隔一小时到输出口检查,锡膏:焊点光
度、圆滑,连焊、虚焊、立碑。
红胶:胶水的粘贴的强度。
若有以
上不良现象,应立即分析原因,妥善处理。
二.注意事项:
(1)检验锡炉运转是否正常,锡温是否稳定。
(2)检验循环风机的速度及噪音是否正常。
(3)调整输送链宽度与PCB相适,传送速度根据材料来
调节。
三.设备维护与保养:。
回流焊作业指导书大连捷成文件编号:版本号: A 页码:3/4回流焊作业指导书修改状态:0 实施日期: 年月日依据:5、锡膏中助焊剂的量及焊剂的活性。
焊剂量太多,会造成锡膏的局部塌落,从而使焊锡珠容易产生。
另外,焊剂的活性小时,焊剂的去氧化能力弱,从而也容易产生锡珠。
免清洗锡膏的活性较松香型和水溶型锡膏要低,因此就更有可能产生焊锡珠。
6、此外,锡膏在使用前,须进行3小时以上的解冻,否则,锡膏容易吸收水分,在回流焊接时焊锡飞溅而产生锡珠。
7、模板开孔合适的模板开孔形状及尺寸也会减少焊锡球的产生。
模板开孔的尺寸应比相对应焊盘小10%,同时采用如下图列举的一些模板开孔方式设计进行开孔:8.印制不良线路板的清洗对印制不良线路板进行清洗时,若未清洗干净,印制板表面和过孔内就会残余的部分锡膏,焊接时就会形成锡珠。
因此须加强操作员在生产过程中的责任心,与线路板的清洗方法,严格按照工艺要求进行生产,加强工艺过程的质量控制。
9、元件贴装压力及元器件的可焊性。
如果元件在贴装时压力过大,锡膏就容易被挤压到元件下面的阻焊层上,在再流焊时焊锡熔化跑到元件的周围形成焊锡珠。
解决方法:减小贴装时的压力,并采用上面推荐使用的模板开口形式,避免锡膏被挤压到焊盘外边去。
另外,元件和焊盘焊性也有直接影响,如果元件和焊盘的氧化度严重,也会造成焊锡珠的产生。
经过热风整平的焊盘在锡膏印刷后,改变了焊锡与焊剂的比例,使焊剂的比例降低,焊盘越小,比例失调越严重,这也是产生焊锡珠的一个原因。
综上可见,焊锡珠的产生是一个极复杂的过程,我们在调整参数时应综合考虑,在生产中摸索经验,达到对焊锡珠的最佳控制。
修改履历受控状态批准审核制作回流焊作业指导书。
室温批 准 文件编号: MLK-DIS-032
回流焊机保养指导书
工具、原料 版本:A.0 修订: 0
工序名称
回流焊机保养型号CCWE-V8使用部门SMT 部抹布、气枪、润滑油,
作 业 步 骤 及 简 图
编 制审 核作业条件编写日期1、上班前,开机顺序是:电源总开关
电源开关 电脑 2、检查电源指示灯是否点亮;检查链条宽窄调节旋钮是否有用、可调;检查急停开关是否灵
活、可急停;以上若有任何异常请及时通知相
关技术人员。
照着操作指导书上说明把机器调
试OK 之后再开始放入PCB 板过炉焊接。
6、给活动的轴承部位注入适量的润滑油,保持机器的运作顺畅。
3、下班前,关机顺序是:先关电脑 电源开关 电源总开关。
4、用沾有酒精的抹布将机器表面
擦拭干净,保持机器的表面清洁。
5、给两边链条上的小油瓶注
入适量的高温润滑油,使链条
有充足的润滑油供给,保持机
器的运作顺畅。
安全工作要点:机器工作时,严禁用手去碰拖PCB 板支架,防止烫伤或压伤;在保养时,一定要关闭电源总开关,防止被电击。
A 电源总开关
B 电源开关
C 电脑 F 急停开关
D 电源指示灯
E 链条宽窄调节旋钮 G 电脑
H 电源开I 电源总开关
L 给轴承注入润滑油
K 给链条上的油瓶
倒入高温润滑油 J 用抹布擦拭。
回流焊作业指导书
1、打上主电源开关,然后按下UPS开关,风机钮,转
动钮第1温区,第2温区,第3温区,第4温区,冷却钮各温区的设定为:第1温区为180℃、第2温区200℃、第3温区245℃,第4温区265℃,带速设定为每分钟
0.5米。
等待以上的设定都达到设定的标准时,再进行
生产。
(注意:放机板时要特别小心,不能把元件或IC 碰走位,若出现有锡浆未熔解,应检查温区的温度是否合标准。
)
2、在生产完毕后,需要停机时则按逆向时关按钮,先关
第4温区第3温区第2温区第1温区送风机 UPS 冷却总电源。
3、若在生产时遇到紧急情况,则按上紧急停止开关(此
开关至尾有2个红色按钮)此时风机冷却温控都停止工作,但运输链还在工作。
若需要恢复正常工作,就按下旋转急停开关制即可。
4、在工作时出现报警情况,则应检查此温区是否超温,
一般设置温差为正负10℃。
5、设备保养:保持每天操作完毕后,清洁外壳,并按下
开仓钮用风枪吹干净里面杂物,保持机器干净,清洁。
负责人:
年月日。
回流焊作业指导书一、目的为规范作业流程,以达到正确操作、切实保养、合理利用之目的 二、 范围车间回流焊三、 权职操作员、技术员、工程师负责对机器的使用与维护保养 四、 作业内容1.操作面板控制控制说明:操作解析详见:如下图示一(1)导轨开关:用于导轨宽窄的调节(无导轨时此开关无效)(2)炉盖升降开关:用于炉盖上升和下降的开启与关闭 (3)PC 电源开关:用于设备电脑电源的开启与关闭 (4)电源开关:用于机器整体电源的开启与关闭 五、 开机步骤1. 打开(POWER)电源开关2. 打开PC 电源开关3. 打开电脑主机电源开关,系统启动并进入回流焊系统软件4. 点击用户注册(输入对应之密码后点击确定即可)方法:按操作面板中锁图标后会出现登录密码画面:如下图示二导轨开关炉盖升降开关PC 电源开关电源开关(图示一)(图示二)5.确认炉温参数方法:从菜单栏选择“设置”后点击进入运行参数6. 炉温工艺选择:方法:点击“打开”并选择相应的炉温曲线:如下图示四(图示三)(图示四)7. FR-4跟铝基板炉温工艺升温确认方法:确定相关参数是否正确,确定OK 后再点击“确定”按钮:如下图示五(图示五)8.进入炉温操作面板方法:点击菜单栏“操作”按钮并打开“操作面板”:如下图示六(图示六)9.升温前各开关启动方法:打开各选项(开机、加热、热风、冷却、运输、):如下图示七10.炉温确认生产状态方法:待设备各温区达到设定值、工作显示灯为绿色时便可生产:如下图示八六、关机步骤1. 关机步骤(1)方法:先把设备降温,当炉膛温度达到45度,从文件选项中选择退出或者直接点击退出控制系统,关闭控制电脑(图示十)5. 关闭控制面板上之PC电源开关6. 等设备自动降温完成后关闭“POWER”电源开关即可七、温度控制1. 每天生产前必须先测试其温度曲线并打印出来,使温度及时间等均在可控范围内2. 回流焊各温区感应限定超温范围:设定温度±10℃,超出该范围則知会工程師处理方法:设定值SV参数,加热峰值PV两者是否在±10℃内:超出该范围則知会工程師处理3.热固胶水工艺要求a. 固化温度90±5度的时间为480秒以上.b. 最高温度不可超100度c.参考温度设置d.更改炉温后必须在《回流焊温度变更记录表》上进行登记并确认e.以上条件热固胶水要求满足,首件确认胶有无固化,透镜有无融化,并送IPQC测试推力达到标准后才可生产.4.锡膏工艺回流要求以WI-E02-035 SMT LED通用炉温曲线设定标准调试八、注意事项1. 在生产过程中,不允许运行其它软件,电脑显示为炉温主控界面,以便出现异常情况时能及时看到提示信息,利于尽快处理异常并解决问题2. 如果遇到紧急情况或停电等其它异常时必须停止过板,待恢复正常后方可继续生产3. 关机前必须首先确认炉腔内有无PCB板材4. 任何产品回流次数均不可超过3次5. 日保养设备外观清洁链条运行情况检查6. 周保养炉腔内异物检查链条松紧度检查传动部位加油确认7. 月保养炉腔内部清洁助焊剂回收箱清洁九、使用表单《回流焊保养记录表》《回流焊点检记录表》《回流炉温度变更记录表》《SMT设备维修履历表》批准:审核:编制:。