探伤检测报告
- 格式:doc
- 大小:57.39 KB
- 文档页数:1
吊车探伤检测报告模板前言吊车是高空作业时不可缺少的装备之一。
吊车的安全性关系到人身安全和财产安全。
为了保障吊车的正常使用和安全运营,周期性的吊车检测是非常有必要的。
其中,吊车探伤检测是一种常见的检测方式,它可以检测吊车中的金属材料是否存在缺陷,如裂纹、疲劳等问题。
本文介绍了吊车探伤检测报告的模板和内容,以便吊车运营单位和检测机构参考。
本模板仅为参考,具体检测要求和内容应当根据吊车的实际情况进行适当调整。
吊车基本信息项目详情吊车型号出厂日期报告编号检测日期检测单位检测人员吊车使用年限检测项目及结果1. 金属材料的表面和几何形状检测序号检测位置检测参数检测结果1 表面平整度2 表面腐蚀程度3 几何形状偏差2. 磁粉探伤检测序号检测位置检测参数检测结果1 初步磁粉探伤结果2 复检磁粉探伤结果3 磁粉探伤不合格部位不合格部位位置、形状、大小、深度等具体情况说明3. 超声波探伤检测序号检测位置检测参数检测结果1 初步超声波探伤结果2 复检超声波探伤结果3 超声波探伤不合格部位不合格部位位置、形状、大小、深度等具体情况说明4. 其他检测根据实际情况,可以添加其他检测项目并说明检测结果。
结论和建议根据吊车探伤检测结果,得出如下结论和建议:1.吊车金属材料无明显缺陷,吊车使用安全。
2.部分金属材料存在轻微缺陷,需要定期检测和维护。
3.部分金属材料存在严重缺陷,需要进行紧急维修,并重新进行探伤检测。
4.对于检测不合格的部分,需要给出具体的维修建议和时间表。
附录检测员签字:日期:。
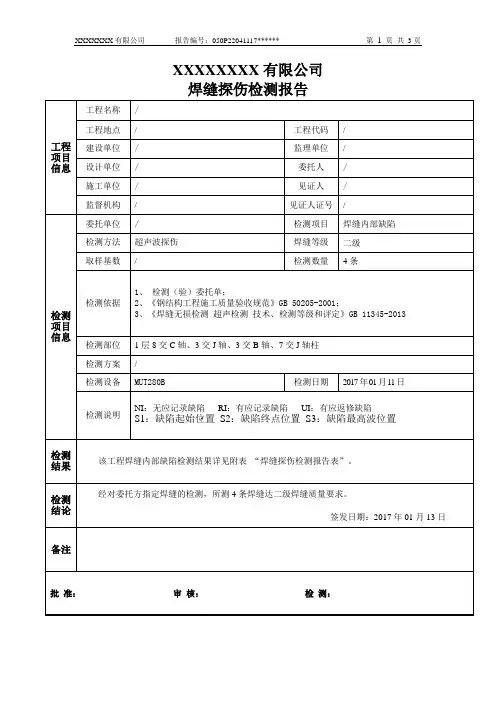
钢结构焊缝探伤报告
《钢结构焊缝探伤报告》
检测单位:XXXXX有限公司
报告编号:1234567890
报告日期:2020年5月8日
检测项目:钢结构焊缝探伤
检测设备:XXXXX探伤仪
检查范围:焊缝焊缝
检查对象:钢结构
【检测结果】
1、目测检查:
(1)焊缝形式:整体焊接
(2)外观检查:焊缝表面光洁,无明显变形。
2、磁粉检查:
(1)焊缝及对接缝处,磁粉检查结果正常,无明显异常。
3、高频探伤检查:
(1)检查结果:焊缝及对接缝处,探伤结果正常,无明显异常。
【结论】
通过目测检查、磁粉检查及高频探伤检查,经检测,钢结构焊缝无明显缺陷,焊接质量合格。
- 1 -。

磁粉探伤报告
磁粉探伤是一种常用的非破坏性检测方法,通过磁粉粘附在被检测物表面的方法,可以检测出材料内部的裂纹、夹杂等缺陷。
下面是一份磁粉探伤报告的范例,共700字。
磁粉探伤报告
被检物件名称:钢轨
被检物件编号:2021001
探伤方法:磁粉探伤
探伤人员:XX
检测日期:2021年1月1日
检测结果:
1. 检测目的:对钢轨进行磁粉探伤,检测表面是否存在裂纹和夹杂等缺陷。
2. 检测方法:使用磁粉检测仪器对钢轨进行磁粉探伤。
3. 总体情况:经过磁粉探伤,未发现钢轨表面存在裂纹和夹杂等缺陷。
4. 检测数据:以下是钢轨各部位的具体检测数据。
4.1 轨头:未发现异常情况,表面平滑,没有裂纹和夹杂。
4.2 轨腰:未发现异常情况,表面干净整齐,没有裂纹和夹杂。
4.3 轨底:未发现异常情况,表面平整,没有裂纹和夹杂。
4.4 轨肩:未发现异常情况,表面光滑,没有裂纹和夹杂。
4.5 非轨道部位:未检测到任何异常情况,表面平整,没有裂纹和夹杂。
5. 结论:经过磁粉探伤,钢轨表面未发现任何裂纹和夹杂等缺陷。
被检物件在正常使用范围内,具备良好的使用寿命。
6. 建议:定期进行磁粉探伤检测,以确保钢轨的安全性和稳定性。
如发现任何异常情况,请及时进行修复或更换。
以上为磁粉探伤报告,希望对您有所帮助。
如有任何问题,请随时联系我们。
焊缝超声波探伤检测报告一、检测目的本次检测旨在对焊缝进行超声波探伤检测,以确定焊缝的质量和存在的缺陷情况,为后续工作提供参考依据。
二、检测对象本次检测对象为某工程项目中的焊缝,包括横焊缝和纵焊缝。
三、检测方法采用超声波探伤技术进行检测,具体操作步骤如下:1. 对焊缝进行清洁处理,确保表面无杂质和污垢。
2. 将超声波探头放置在焊缝上方,通过超声波的传播和反射,获取焊缝内部的信息。
3. 对焊缝进行全面扫描,记录下焊缝内部的缺陷情况和位置。
4. 根据检测结果,对焊缝进行评估和分类,确定焊缝的质量等级。
四、检测结果经过超声波探伤检测,得到如下结果:1. 横焊缝横焊缝的质量较好,未发现明显的缺陷,焊缝内部结构均匀,无裂纹、气孔等缺陷。
2. 纵焊缝纵焊缝存在一些缺陷,主要包括气孔和裂纹。
其中,气孔分布较为集中,主要集中在焊缝的两端,大小不一,最大的气孔直径为3mm;裂纹主要分布在焊缝的中部,长度不一,最长的裂纹长度为10mm。
五、检测结论根据检测结果,对焊缝进行评估和分类,确定焊缝的质量等级。
横焊缝的质量等级为一级,纵焊缝的质量等级为二级。
六、建议措施针对纵焊缝存在的缺陷,建议采取以下措施:1. 对焊缝进行修补,填补气孔和裂纹,确保焊缝的完整性和稳定性。
2. 对焊接工艺进行优化,减少气孔和裂纹的产生。
3. 对焊接人员进行培训,提高其焊接技能和质量意识。
七、总结超声波探伤技术是一种非破坏性检测方法,可以对焊缝进行全面、准确的检测,为保证焊缝的质量和安全性提供了重要的技术支持。
在实际工程中,应加强对焊缝的检测和管理,确保焊缝的质量符合要求。
探伤自检报告
报告编号:TSZJ20210701
被探测物:钢板
探伤方法:磁粉探伤
检测人员:XXX
检测时间:2021年7月1日
报告摘要:
本次探伤自检共检测钢板15块,其中5块有缺陷。
具体如下:
编号缺陷类型缺陷位置缺陷长度/mm 缺陷深度/mm
1 裂纹区域A 10 0.5
2 裂纹区域B 30 0.3
3 气孔区域C 5 0.2
4 疤痕区域D 1
5 0.1
5 裂纹区域E 20 0.4
根据相关规定,缺陷类型、缺陷位置、缺陷长度、缺陷深度均达到了探伤标准,属于不合格品。
建议对以上5块钢板进行淘汰或重新处理。
此外,对于检测过程中出现的一些异常情况,我们已经进行了记录,具体内容如下:
1. 在探伤过程中,因为探伤棒损坏,造成探伤不准确的情况,对检测过程中的误差请予以谅解。
2. 在检测过程中,有一块钢板出现了传感器失灵的情况,我们立即更换了传感器,但是由于此时钢板已经受到损坏,可能会造成影响,请有关人员注意。
报告结论:
本次探伤自检共检测钢板15块,其中5块不合格,建议进行淘汰或重新处理。
同时记录了检测过程中的异常情况,请相关人员注意。
第1篇一、实验目的1. 理解超声波探伤的基本原理和操作流程。
2. 掌握超声波探伤仪器的使用方法和操作技巧。
3. 通过实际操作,了解超声波探伤在检测金属缺陷中的应用。
4. 分析超声波探伤结果的准确性和可靠性。
二、实验背景超声波探伤是一种利用超声波在材料中传播的特性,对材料内部缺陷进行检测的技术。
由于超声波具有穿透能力强、方向性好、无损检测等优点,因此在工业、军事、医学等领域得到广泛应用。
三、实验原理超声波探伤的基本原理是利用超声波在材料中传播时,遇到缺陷会发生反射、折射、散射等现象。
通过分析反射波的特征,可以判断材料内部的缺陷位置、大小和性质。
四、实验器材1. 超声波探伤仪:用于发射和接收超声波信号。
2. 探头:用于发射和接收超声波。
3. 试块:用于模拟实际材料的缺陷。
4. 耦合剂:用于改善探头与试块之间的耦合效果。
5. 记录仪:用于记录实验数据。
五、实验步骤1. 将探头安装到超声波探伤仪上,调整探头频率和探头间距。
2. 将耦合剂均匀涂抹在试块表面,确保探头与试块之间良好耦合。
3. 将探头放置在试块表面,开始发射超声波。
4. 分析接收到的超声波信号,判断材料内部的缺陷。
5. 记录实验数据,包括缺陷位置、大小和性质。
六、实验结果与分析1. 通过实验,成功检测到试块内部的缺陷,包括裂纹、气孔等。
2. 分析缺陷反射波的特征,可以判断缺陷的位置、大小和性质。
3. 实验结果表明,超声波探伤具有较高的检测准确性和可靠性。
七、实验总结1. 超声波探伤是一种有效的无损检测技术,可以用于检测金属材料内部的缺陷。
2. 掌握超声波探伤仪器的使用方法和操作技巧,可以提高检测准确性和可靠性。
3. 实验结果表明,超声波探伤在检测金属缺陷方面具有较高的应用价值。
八、实验建议1. 在实际应用中,应根据被检测材料的特性选择合适的探头频率和探头间距。
2. 注意耦合剂的选择和涂抹,确保探头与试块之间良好耦合。
3. 分析反射波特征时,应注意缺陷定位、大小和性质的判断。
磁粉探伤报告
一、探伤目的。
本次磁粉探伤的目的是对XX设备进行全面的检测,以发现潜在的裂纹、疲劳
损伤或其他缺陷,确保设备的安全可靠运行。
二、探伤方法。
磁粉探伤是一种常用的无损检测方法,通过在被检测物体表面涂覆磁粉,然后
施加磁场,当有裂纹或缺陷存在时,磁粉会在这些地方集聚,形成可见的磁粉痕迹,从而发现缺陷。
三、探伤结果。
经过磁粉探伤,发现了设备表面多处裂纹和疲劳损伤,其中最严重的是在XX
位置发现了一条长度约XX毫米的裂纹,对设备的安全运行造成了潜在的威胁。
四、处理建议。
针对发现的裂纹和疲劳损伤,建议立即对设备进行修复和加固,确保裂纹得到
有效的修复,同时加强对设备的定期检测和维护,以减少类似问题再次发生的可能性。
五、结论。
通过本次磁粉探伤,发现了设备表面的裂纹和疲劳损伤,及时修复和加固是确
保设备安全运行的关键。
同时,加强对设备的定期检测和维护也是非常重要的,以确保设备长期稳定运行。
六、附录。
1. 磁粉探伤设备使用记录。
2. 裂纹和疲劳损伤的详细位置和尺寸记录。
3. 修复和加固方案的制定和实施记录。
以上为本次磁粉探伤的报告内容,希望能对设备的安全运行起到一定的帮助和指导。
超声探伤实验报告超声波探伤实验报告篇二:超声波探伤实验报告超声波探伤姓名:王焕友学号:U201012465 班级:机械(中英)1001班一、实验目的1.通过实验了解超声波探伤的基本原理;2.掌握超声波探伤仪器的各个旋钮的名称、功能和使用方法。
3.了解超声检测仪的使用规范。
二、实验设备和器材1.超声检测仪2.直探头和斜探头3.耦合剂:甘油4.试块和试件三、实验内容超声波探伤是利用探头发射超声波扫描试件内部,在荧光屏上可得到工件两界面(表面及底面)的反射波,如工件内部有缺陷,则缺陷将产生缺陷反射回波并显示在两界面波之间。
缺陷波峰距两界面波之间的距离即缺陷至两界面之间的距离,缺陷大小及性质可按相关标准确定。
1、超声波探伤原理(1)超声波的传播特性声波是由物体的机械振动所发出的波动,它在均匀弹性介质中匀速传播,其传播距离与时间成正比。
当声波的频率超过20000赫时,人耳已不能感受,即为超声波。
声波的频率、波长和声速间的关系是:??c (1) f式中λ——波长;c——波速;f——频率。
由公式可见,声波的波长与频率成反比,超声波则具有很短的波长。
超声波探伤技术,就是利用超声波的高频率和短波长所决定的传播特性。
即:1)具有束射性(又叫指向性),如同一束光在介质中是直线传播的,可以定向控制。
2)具有穿透性,频率越高,波长越短,穿透能力越强,因此可以探测很深(尺寸大)的零件。
穿透的介质超致密,能量衰减越小,所以可用于探测金属零件的缺陷。
3)具有界面反射性、折射性,对质量稀疏的空气将发生全反射。
声波频率越高,它的传播特性越和光的传播特性接近。
如超声波的反射、折射规律完全符合光的反射、折射规律。
利用超声波在零件中的匀速传播以及在传播中遇到界面时发生反射、折射等特性,即可以发现工件中的缺陷。
因为缺陷处介质不再连续,缺陷与金属的界面就要发生反射等。
如图1所示超声波在工件中传播,没有伤时,如图1a,声波直达工件底面,遇界面全反射回来。
mt探伤报告
报告编号:20210201
探伤日期:2021年2月1日
被测件名称:XXX机器零件
被测件编号:XXX-001
探伤方法:MT(磁粉探伤)
探伤结果:
经过磁粉探伤,发现被测件存在以下缺陷:
1. 表面裂纹:位置在被测件的左上角,长度约5 mm,深度约1.0 mm。
2. 疲劳裂纹:位置在被测件的右下角,长度约15 mm,深度约1.5 mm。
3. 未发现其他可疑缺陷。
备注:
1. 缺陷位置、长度和深度参照如下图:
(图略)
2. 缺陷类型和位置均符合《机械零件超声波探伤标准》。
3. 被测件经过修复后,需重新进行探伤,以确保无缺陷。
4. 报告仅针对被测件的表面,不对内部进行探伤。
编写人员:XXX
审核人员:XXX
MT探伤报告的格式通常包括报告编号、探伤日期、被测件名
称和编号、探测方法、探测结果以及备注等内容,具体内容可以
根据需要适当调整。
在编写MT探伤报告时,应注意详细记录检
测结果,包括缺陷的类型、位置、长度和深度等,以便后续的修
复和检测工作。
同时,应在报告中明确标注编写人员和审核人员,以确保报告的可靠性和准确性。
焊缝pt探伤报告模板1. 引言本文是针对焊接缺陷进行PT(荧光渗透探伤)检测的探伤报告。
该焊缝位于某工程项目的焊接部位,探伤检测的目的是为了确定焊缝是否存在缺陷,评估焊接质量。
2. 检测标准本次PT 探伤检测的依据是国际标准XXXX。
3. 检测对象探伤对象为焊缝XXX,被检测焊缝的材质为XXX(例如:碳钢)。
4. 设备和材料本次探伤所使用的设备为XXX(例如:PT 渗透液和荧光灯等)。
设备按照国际标准进行校准,并符合要求。
5. 检测方法探伤过程中,采用了以下步骤:1. 清洁焊缝表面:使用溶剂清洗焊缝表面,以确保表面无油污、锈迹或其他掩盖缺陷的物质。
2. 施加PT 渗透液:将PT 渗透液均匀涂覆在焊缝表面上,并确保渗透剂充分渗入可能存在的焊缝缺陷中。
3. 清除多余液体:在浸渍时间过后,清除焊缝表面上多余的PT 渗透液,可以使用棉布或吹风机进行清除。
4. 施加荧光反应剂:将荧光反应剂均匀涂覆在焊缝表面上,使得渗透剂中的缺陷更加清晰可见。
5. 使用荧光灯照射:使用荧光灯在黑暗环境中照射焊缝,观察焊缝表面是否有荧光反应,以确定焊缝是否存在缺陷。
6. 检测结果经过PT 探伤检测,得出以下结果:- 检测焊缝共发现X 个缺陷。
- 缺陷类型包括但不限于裂纹、气孔、夹渣等。
- 缺陷的位置分布在焊接接头的X 区域。
7. 缺陷评级和建议根据国际标准XXXX,对检测到的焊缝缺陷进行评级和建议:缺陷评级:1. 严重缺陷:缺陷对焊缝强度和使用寿命造成严重影响,需要及时修复。
2. 中等缺陷:缺陷对焊缝强度和使用寿命具有一定影响,需要进行修复,并采取相应措施加强焊接质量。
3. 轻微缺陷:缺陷对焊缝强度和使用寿命影响较小,可在需要时进行修复。
建议:根据检测结果,对不同等级的缺陷提出相应的建议,包括但不限于:- 严重缺陷:立即进行修复,并对焊接过程进行全面评估和改进。
- 中等缺陷:计划修复,并分析焊接过程中的潜在问题。
- 轻微缺陷:根据需要进行修复,结合焊接质量控制要求优化焊接工艺。
钢结构探伤检测报告范本
【探伤检测报告】
项目名称:钢结构探伤检测
检测对象:钢结构构件
检测技术:超声波探伤
检测日期:2021年XX月XX日
检测单位:XXX检测技术有限公司
一、检测目的:
针对XXX项目中的钢结构构件进行探伤检测,了解其内部缺
陷情况,为使用和维护提供参考依据。
二、检测方法:
采用超声波探伤技术,通过向钢结构构件内部发送超声波信号,利用回波反射原理确定构件内部的缺陷位置和尺寸。
三、检测仪器:
1. 超声波探伤仪
2. 探头
3. 数据采集系统
四、检测结果:
1. 检测范围:对钢结构构件进行全面覆盖扫描,共检测XX个构件。
2. 检测发现的缺陷情况:
a. 第一构件:未发现任何缺陷。
b. 第二构件:在构件底部发现一处长度为XXcm的裂纹缺陷,最大深度为XXmm。
c. 第三构件:未发现任何缺陷。
...
五、缺陷等级评定:
根据相关标准,对检测发现的缺陷进行等级评定,以指导后续处理措施。
1. 第一构件:无缺陷。
2. 第二构件:等级为A,建议进行修复处理。
3. 第三构件:无缺陷。
...
六、建议处理方案:
根据缺陷等级评定结果,针对不同等级的缺陷,提出相应的处理建议,以确保钢结构构件的使用安全和寿命延长。
七、检测结论:
通过超声波探伤技术的应用,对钢结构构件进行了全面的探测,发现了某些构件的缺陷,并对缺陷进行了评定和建议处理。
根据检测结果,认为钢结构整体质量良好,并提供了后续使用和维护的参考依据。
检测人员:XXX
检测日期:2021年XX月XX日。
超声波探伤报告
超声波探伤报告
根据您提供的需求,我们对被测物进行了超声波探伤,并给出了以下报告。
本次探伤共使用了超声波探伤仪器和相关探头对被测物进行检测。
被测物为一块金属板,尺寸为100cm×50cm×2mm。
通过
探头将超声波发送到被测物上,并接收反射回来的超声波信号,通过分析信号的强度和时间延迟,我们可以获得被测物的内部结构和缺陷信息。
首先我们对被测物进行了表面扫描,结果显示被测物的表面平整,无明显凹凸、杂质或裂纹的存在,符合要求。
接下来我们对被测物的内部结构进行了层析成像。
通过超声波的传播和接收,我们获得了被测物不同深度处的截面图像。
结果显示被测物内部结构均匀,无明显的松散区域、分层或夹杂等现象。
最后我们对被测物的缺陷进行了检测。
我们发现被测物中存在一处局部凹陷缺陷,缺陷大小约为10mm×10mm×0.5mm。
缺
陷位置位于被测物的下表面,但没有穿透整个材料。
根据我们的检测结果,您的被测物表面平整,内部结构均匀,仅存在一处局部凹陷缺陷。
根据您的需求,这样的缺陷可能会对被测物的某些性能产生一定的影响。
建议您在使用过程中注
意控制缺陷的发展,以避免其对性能造成更大的影响。
需要注意的是,本次探伤仅对被测物的表面和表面以下部分进行了检测,并且结果受到仪器和操作者的影响。
如果有更深层次的结构或更细小的缺陷需要检测,您可以考虑使用其他探伤方法或增加检测层数。
希望以上报告能对您有所帮助,如有任何疑问或需要进一步的解释,请随时联系我们。
探伤检查统计报告模板1. 简介探伤检查是一种常用的无损检测技术,主要用于检查材料内部的缺陷和异物,有效地预防了材料失效的情况。
本报告旨在提供一份探伤检查统计报告模板,方便相关从业人员快速撰写报告。
2. 报告内容2.1 检测概况在此部分列出了检测的概况,包括检测时间、地点、检测对象(材料或设备)、探头型号、探测方法等。
2.2 检测结果此部分汇总了探伤检查的主要结果,对检测对象内部的缺陷和异物进行描述,包括所在位置、形状、大小、数量等信息。
在描述检测结果时,建议使用表格、图表等形式呈现数据,以方便读者的理解。
2.3 结论和建议此部分基于检测结果给出结论和建议,建议针对不同的缺陷和异物给出不同的处理方法,包括修补、更换、加强支撑等。
同时为了避免严重的安全事故发生,对于严重的缺陷和异物需要进行标记和报告,并及时制定相应的应急措施。
2.4 签名此部分需要填写报告编写人员的姓名、职务、联系方式等信息,并留有签名和日期。
3. 补充说明3.1 报告格式本报告的格式应按照相应的规范进行统一,包括字体大小、行距、对齐方式等。
在书写报告时,建议使用专业的文字编辑软件,如Word等,以便于使用模板完成本报告。
3.2 数据内容本模板是一份标准的探伤检查统计报告模板,如果需要对检测结果进行更详细的描述,需要根据实际情况进行扩展。
3.3 报告保密本报告属于机密文件,未经相关人员授权,不得将内容外泄。
如果需要将报告提供给其他人员查阅,需要实施相应的保密措施,以避免数据泄露和安全事故的发生。
4. 结束语探伤检查是保障工程安全和提高产品质量的必要手段,探伤检查统计报告是记录检测过程和结果的重要文件。
本报告模板旨在为相关从业人员提供一个统一的撰写格式,方便检测人员快捷准确地完成检测工作。
在应用报告模板时,应根据实际情况进行适当修改,以确保报告的准确性和完整性。
探伤报告单模板
一、报告单基本信息
项目内容
报告单编号
报告日期
检测点
检测日期
检测单位
检测机构
检测人员
被检测企业
检测对象
二、报告单概述
1. 编写目的
2. 装置概述
3. 探伤工艺
4. 缺陷分类
三、报告单内容
1. 缺陷总数与分布
缺陷种类数量占比
合计100%
2. 缺陷详细信息
序号检测
位置
缺陷
种类
缺陷
类型
缺陷
形态
缺陷长度
(mm)
缺陷深度
(mm)
缺陷宽度
(mm)
备
注
1
2
……
3. 特殊处理缺陷列表
4. 确认检测结果
5. 检测结论
6. 报告附录
四、报告注意事项
1.本报告单的所有数据只适用于本次检测时的具体条件和检测范围。
2.对于报告单的内容,任何引用、修改、删除及误用均须得到检测机构
的书面同意,否则,检测机构对此不承担任何责任。
3.除法定例外,未经报告单位同意,检测机构不得向第三方披露本报告
单的任何内容。
4.检测单位和被检测企业应当共同关注本文档内容,并遵守相关规定。
五、报告单签字
检测机构负责人签字被检测企业代表签字日期
六、附录
1.报告单编号的编写规则
2.检测工艺流程图。