圆螺母检验标准
- 格式:pdf
- 大小:634.85 KB
- 文档页数:8

螺母检验标准检验类型:A:全检(首检交检)B:抽检(首检交检)C:自检(下序检验)一、下料,此处按C类型检验1、检验内容:(1)材质是否符合图纸要求(2)下料尺寸是否符合图纸要求(3)端面和轴心线垂直度是否小于1mm以内2、量具:游标卡尺3、检验标准:(1)判断材质是否是GGr15材料(2)下料尺寸,长度公差为0~1mm,端面与轴心线的垂直度小于1mm(3)外圆直径视公司现有的圆钢为定,且表面不能有凹凸不平二、普车1、检验内容:螺母的外圆、长度;法兰盘的外圆、长度;密封圈的孔径和深度;倒角的大小;斜空刀的大小;密封圈孔与螺母外圆的同轴度<0.20mm;螺母两端面对螺母外圆的垂直度误差<0.20mm2、量具:游标卡尺3、检验标准:(1)对螺母的外圆直径检验,此处按A类型检验<1>比上公差大0.1mm以内的为让步处理<2>比上公差大0.1mm以上的为返修处理<3>比下公差小0.05mm以内的为让步处理<4>比下公差小0.0.5mm以上的,应该报告质检员,由质检员来判定且产品的表面粗糙度应为3.2(2)对法兰盘的外圆直径按自由公差表进行(详见附录2),此处按B类型检验<1>比法兰盘大的应该返修<2>比法兰盘小0.5mm以上的应报废(3)对长度按自由公差表进行,此处按B类型检验不能将长度短于0.5mm以上,超过0.5mm以上,应为报废。
(4)对密封圈孔的检验,此处按B类型检验应使用密封圈,能放进即可,反之,则返修(5)对倒角、斜孔刀,此处按B类型检验①倒角不能太大,且不能有震纹,倒角超过2*45°应报废处理②斜空刀的底面不能太毛糙,反之,则安排返修(6)法兰盘外圆夹痕深度<0.50mm,后序可磨起三、数控车1、检验内容:螺母内孔孔径;H值2、量具:游标卡尺、外径千分尺3、检验标准:(1)用游标卡尺测量螺母内孔孔径,主要分为四类情况,此处按B类型检验①比上公差大0.0~0.1mm以内的,为让步②比上公差大0.1mm以上的,直接报废③比下公差小0.1mm以内的,如不返修则为让步④比下公差小0.1mm以上的,应安排返修(2)螺母的H值,主要是由螺母芯轴控制,此处按B类型检验①比上公差打0.1mm以内的,为让步②比下公差小0.1mm以内的,为让步③比下公差小0.15mm以上的,为报废正常的检测结果,应靠近H值上公差,即:螺母和螺纹芯轴偶的配合间隙要小,不能很松(否则为报废)四、数控铣1、检验内容:反向孔的孔径以及反向孔在螺纹中的对中性,键槽的宽度、深度、长度及反向孔靠断面的距离,以及反向孔的孔壁不能有台阶,不能有锥度2、量具:数显游标卡尺3、检验标准:此处按B类型检验①测量反向孔的孔径,用数显游标卡尺测量,然后用相应规格的反向器去试反向孔,塞进及可;对反向孔的对中性,用眼睛去看,即:孔距离两边齿顶的距离,如有偏的,如超过0.3mm以上的,为报废处理,在0.3mm以内的,为让步处理,并作标注。


螺母/螺栓检验规范(IATF16949/ISO9001-2015)1.0目的为检验员提供检验规则和检验方法,保证螺母/螺栓满足客户的要求。
2.0适用范围适用于本公司螺母/螺栓的检验。
3.0作业内容3.1 测量工具:图纸、卡尺、螺纹样板、胶纸、十六格刀片、NacL、纯净水、量杯、硬度测试仪。
3.2 缺陷分类及定义:A类:单位产品的极重要质量特性不符合规定。
B类:单位产品的一般质量特性不符合规定。
3.3判定依据:抽样检验依《抽样方案表》。
3.4不合格制品按《不合格品管理控制程序》、《原材料不合格处理流程》执行。
3.5 检验项目、标准、缺陷分类一览表# 检验项目验收标准检验方法及工具 A B 备注1 洛氏硬度图纸方法:GB/T 3098.1工具:硬度测试仪2外观表面参照《电镀件检验参照《电镀件检验作业指导书》电镀层表面划伤尘点(凸点、麻点)作业指导书》3性能附着力测试参照《电镀件检验作业指导书》参照《电镀件检验作业指导书》盐雾测试4 尺寸图纸要求方法:测绘法工具:游标卡尺5 结构图纸要求方法:测绘法工具:游标卡尺4.0相关文件4.1 《产品规格书》4.2《不合格品管理控制程序》4.3《原材料不合格处理流程》5.0记录表格5.1 《抽样方案表》5.2 《螺母/螺栓检验报告表》螺母/螺栓检验报告表来料批次制品型号质检员外协单位检验日期检验项目标准要求实测值单项结论洛氏硬度图纸外观表面电镀良好,光泽均匀、无发黑、发黄现象表面划伤长度≤20m m,宽度≤0.2mm,深度≤0.1mm,数量≤4尘点(凸点、麻点)直径≤0.3mm,距离>20mm,数量≤4性能附着力测试脱落总面积≤0.05盐雾测试表面无锈蚀、变色及镀层脱落尺寸图纸要求结构图纸要求其它要求:备注:。
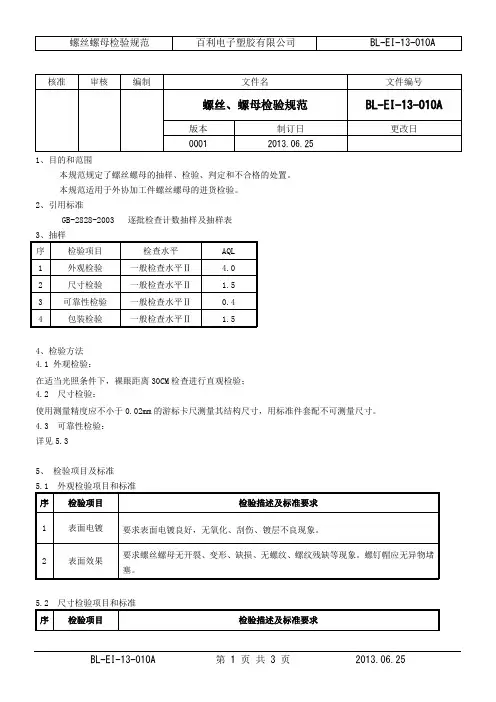
1、目的和范围
本规范规定了螺丝螺母的抽样、检验、判定和不合格的处置。
本规范适用于外协加工件螺丝螺母的进货检验。
2、引用标准
GB-2828-2003 逐批检查计数抽样及抽样表
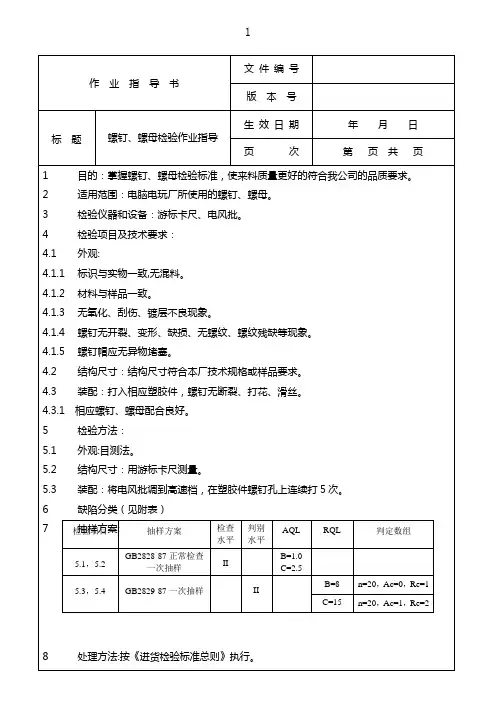
4、检验方法 4.1 外观检验:
在适当光照条件下,裸眼距离30CM 检查进行直观检验; 4.2 尺寸检验:
使用测量精度应不小于0.02mm
的游标卡尺测量其结构尺寸,用标准件套配不可测量尺寸。
4.3 可靠性检验: 详见5.3
5、 检验项目及标准
5.4 包装检验项目与标准
5.4.1 产品内包装要求产品堆放规整,并有防潮保护。
5.4.2 产品外包装采用纸箱包装,应牢固,不破损,包装箱上应付有产品名称,数量,生日期等标志。
5.4.3 产品在运输中一定要避免冲击、挤压、雨淋、受潮以及化学的腐蚀。
5.4.4 每批次货要求附有送货单、出厂检验报告。
6、检验、判定
6.1 从批产品中随机抽取相应的样本进行检验;
6.2 抽样检验中发现的不合格品数小于或等于相应的接收数Ac,则该批产品判为合格;
6.3 若抽样检验中发现的不合格数等于或大于相应的拒收数Re,则该批产品判定为不合格;
7、不合格的处置
7.1 通常情况下,不合格的批产品不得发放生产。
仓库应及时反馈采购部门,并在规定的
时间内向供应商退换;
7.2 让步接收应经不合格品审理,必要时应征得客户同意。

锁紧螺钉、锁紧螺母标准件检验规范1. 引言锁紧螺钉、锁紧螺母作为机械装配中的重要连接件,其质量和性能对于设备的安全和正常运行具有重要影响。
为了确保锁紧螺钉、锁紧螺母标准件的质量,制定本检验规范。
2. 适用范围本检验规范适用于锁紧螺钉、锁紧螺母的标准件检验。
3. 检验内容3.1 外观检验锁紧螺钉、锁紧螺母应具有光洁度、表面无划痕、无氧化层、无裂纹、无变形等外观缺陷。
3.2 尺寸检验锁紧螺钉、锁紧螺母的长度、直径、孔径、螺距、螺纹规格等尺寸参数应符合相关标准要求。
3.3 材质检验锁紧螺钉、锁紧螺母应选用高强度材料制作,其材质应符合相关标准要求。
3.4 物理性能检验锁紧螺钉、锁紧螺母应具有足够的抗拉强度、抗剪强度、硬度等物理性能,检验应符合相关标准要求。
3.5 功能检验锁紧螺钉、锁紧螺母在使用过程中应具有良好的自锁功能,检验时应测试其自锁性能和紧固效果。
4. 检验方法4.1 外观检验方法采用目视检查和触摸检查的方法,对锁紧螺钉、锁紧螺母进行外观检验。
4.2 尺寸检验方法采用量具测量的方法,对锁紧螺钉、锁紧螺母的相关尺寸进行检验。
4.3 材质检验方法采用化学分析或光谱分析等方法,对锁紧螺钉、锁紧螺母的材质进行检验。
4.4 物理性能检验方法采用拉伸试验、剪切试验、硬度测试等方法,对锁紧螺钉、锁紧螺母的物理性能进行检验。
4.5 功能检验方法采用装配测试的方法,对锁紧螺钉、锁紧螺母的自锁功能和紧固效果进行检验。
5. 检验记录与判定对于锁紧螺钉、锁紧螺母的检验结果,应进行详细记录,包括检验日期、检验人员、检验方法、检验结果等信息,并进行相应的判定。
6. 不合格品处理对于不符合检验要求的锁紧螺钉、锁紧螺母,应按照相关标准和规范进行处理,可选择返修、更换或报废等方式。
7. 检验报告与归档对于锁紧螺钉、锁紧螺母的检验结果应编制检验报告,并按要求进行归档保存。
8. 附则本检验规范的具体实施细则可按照实际情况进行制定,并与相关标准相衔接。
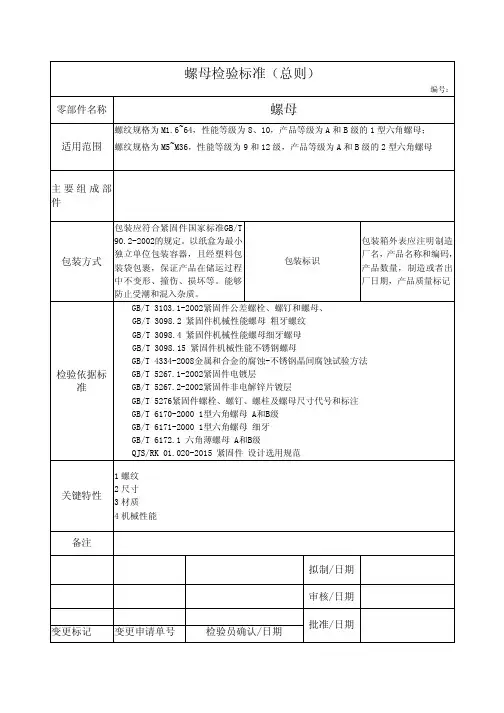
螺母检验标准及装配规定介绍螺母常用标准· GB41 Ⅰ型六角螺母——C级· GB6170 Ⅰ型六角螺母——A、B级· GB6171 Ⅰ型六角螺母—细牙—A、B级· GB6172 六角薄螺母——A、B级—倒角· GB6173 六角薄螺母——细牙—A、B级· GB6174 六角薄螺母——B级—无倒角· GB6175 Ⅱ型六角螺母——A、B级· GB6176 Ⅱ型六角螺母——细牙—A、B级· GB6177 六角法兰面螺母—A级· GB56 六角厚螺母· GB1229 大六角螺母(钢结构用高强度)螺母欧洲标准· HG20613-97 钢制管法兰用紧固件(美洲体系)· HG20634-97 钢制管法兰用紧固件(欧洲体系)· SHJ404-88 中石化公司标准(管法兰用紧固件)· HGJ75-91 化工机械部标准(螺母)· GD0534 水利电力部标准(厚六角螺母)· GD0535 水利电力部标准(六角螺母)· H17-67 化工机械部标准(螺母)· JB2770-79 机械部标准(Pg160-320kg/cm2接头螺母)· JB2775-79 机械部标准(Pg160-320kg/cm2螺母)· JB2954-81 机械部标准(汽轮机罩螺母技术条件)· SY15-76 上海压力容器厂标准(高压六角螺母)· DIN2510/5-74 德国标准(螺母)· DIN2510/6-74 德国标准(长螺母)· ASME/ASNIB18.2.2 美国标准(螺母)螺母安装规范介绍:螺母拧紧后,螺栓头部应露出螺母端面 2~3个螺距,螺母和垫圈均以反面面向被连接体(螺母标有字样的一面为正面,垫圈圆滑一面为的正面 )。
WJ/WI-QC-XIS38螺栓、螺母检验规程1.范围本标准规定了公司螺栓、螺母检验的检验项目及要求、注意事项等内容。
适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。
2.参照依据GB/T 90.1-2002 紧固件验收检查GB/T 16938-2008 紧固件螺栓、螺钉、螺柱和螺母通用技术条件GB/T 3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱GB/T 3103.1-2002 紧固件公差螺栓、螺钉、螺柱和螺母GB/T 3103.3-2000 紧固件公差平垫圈GB/T 3104-1982 紧固件六角产品的对边宽度GB/T 5267.4-2009紧固件表面处理耐腐蚀不锈钢钝化处理GB/T 5779.1-2000紧固件表面缺陷螺栓、螺钉和螺柱一般要求3.检验项目及要求检验前应填写好“螺栓、螺母检验记录”中的合同号、产品名称、产品型号、出厂编号,必要时需该项目车间负责人在旁。
序号产品名称检验项目技术要求检验方法抽样方法1 螺母尺寸对边、配合、厚度、螺纹精度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验A C=1外观表面无明显缺陷、裂纹,丝扣清晰,按标准倒角目测材质材质及表面处理达到图纸技术要求供方提供检测报告性能拉伸测试,扭力测试供方提供机械性能报告2 螺栓尺寸对边、六角厚度、螺杆长度、螺纹长度、螺纹精度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 AC=1螺纹螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验1.目测丝纹情况2.用标准螺纹规检验外观1.无裂纹和裂槽、毛刺2.丝扣清晰,按要求倒角3.色彩涂层均匀,无斑纹、水迹、锈迹目测4.安全及注意事项试验过程中,应参照Q/HZJ 6802做好人身和设备安全的措施。
5.相关记录及文件5.1 质检后处理按照以上标准检测之后,及时记录下试验数据,同时用贴纸将不合格项目记录下来,粘贴在被测件上,已方便工人修改,工人不得擅自撕下贴纸,必须经质检部再起检查后,确认无误方可撕去。
螺母硬度检测标准1. 引言螺母是一种常用的紧固件,其硬度直接影响其连接的强度和稳定性。
为了保证螺母的质量,硬度检测是至关重要的环节。
本标准旨在规定螺母硬度检测的方法和要求,以确保螺母的质量符合相关标准。
2. 适用范围本标准适用于钢材、不锈钢和其他材质制造的螺母的硬度检测。
3. 测试设备和工具3.1 硬度计:使用合适的硬度计,如洛氏硬度计或布氏硬度计进行测试。
3.2 其他辅助设备:测试台、支撑块等辅助设备。
4. 测试方法4.1 样品准备:从生产中随机选取一定数量的螺母作为样品,保证样品具有代表性。
4.2 样品处理:对样品进行清洗和除杂处理,确保表面光洁,不影响测试结果。
4.3 测试位置选择:选择被测螺母的合适位置进行测试,避免影响螺母的使用功能。
4.4 测试过程:将样品放置在测试台上,使用合适的工具固定住,并按照所选硬度计的操作说明进行测试。
每个样品至少进行三次测试,取平均值作为最终结果。
4.5 结果记录:记录每个样品的测试结果和所用硬度计的型号及编号,以便追溯和评估。
5. 测试要求5.1 硬度范围:根据螺母的材料和相关标准,确定测试时的硬度范围。
5.2 目标值:根据相关标准或客户要求,确定螺母的硬度目标值。
5.3 误差控制:测试结果的误差应控制在规定范围内,确保测试结果的准确性和可靠性。
6. 结果评判和记录6.1 结果评判:根据螺母硬度的相关标准和目标值,对测试结果进行评判,确定样品的合格与否。
6.2 记录保存:记录每个样品的测试结果和评判结果,并将其保存至少一年,以备后续审查和追溯。
7. 附则7.1 所有测试人员应受过相关培训,熟悉测试方法和操作规程,并具备相应的资质认证。
7.2 如有特殊要求,可以根据实际情况进行相应的调整和变更。
7.3 本标准的实施应符合国家相关法律法规和标准。
注:该标准仅供参考使用,具体操作应根据实际情况进行确定,并遵循相关规范和标准。
螺柱、紧固螺母标准件检验规范1. 引言本文档旨在规范螺柱和紧固螺母标准件的检验程序和要求,确保其质量符合特定标准。
该检验规范适用于生产、供应和安装过程中的螺柱和紧固螺母标准件。
2. 检验程序2.1 外观检验螺柱和紧固螺母标准件的外观应该整洁、无明显的损坏或缺陷。
检验人员应检查表面是否有裂纹、崩边、腐蚀等缺陷。
如有发现,应予以标记并报告。
2.2 尺寸检验螺柱和紧固螺母标准件的尺寸应符合相关标准。
检验人员应使用准确的测量工具,例如卡尺和影像测量仪,测量外径、螺纹长度、键槽深度等关键尺寸。
如存在尺寸偏差超出允许范围,应予以标记并报告。
2.3 螺纹检验螺柱和紧固螺母标准件的螺纹应符合相关标准。
检验人员应使用螺纹检测仪器,如测微计和螺纹环规,检测螺纹的内外径、螺距和螺纹牙。
3. 检验要求3.1 样品数量从每个批次中随机选取一定数量的样品进行检验,以代表整个批次。
样品数量应根据相关标准进行确定。
3.2 检验频率根据生产和供应的要求,制定螺柱和紧固螺母标准件的检验频率。
对于大批量生产的标准件,建议进行批量检验;对于小批量生产或特殊要求的标准件,建议进行逐个检验。
3.3 检验记录在每次检验过程中,检验人员应详细记录检验结果、样品信息、检验日期等相关信息。
检验记录应保存,并根据需要进行归档和备份。
4. 总结本文档为螺柱和紧固螺母标准件的检验规范,包括外观检验、尺寸检验和螺纹检验。
为确保产品质量符合标准要求,建议按照本文档的检验程序和要求进行检验。
检验过程中应记录详细的检验信息,以便追溯和监控产品质量。
螺丝、螺母标准件检验规范
一、目的
本文档旨在制定螺丝、螺母标准件的检验规范,确保产品质量
符合相关标准和要求。
二、检验要求
1. 外观检查:螺丝、螺母表面应无明显的划痕、氧化、锈蚀等
缺陷。
2. 规格检查:螺丝、螺母应符合相关标准规定的尺寸、材质等
要求。
3. 功能检查:螺丝与螺母之间的拧合应达到预期的紧固效果。
三、检验流程
1. 取样:从生产批次中随机抽取一定数量的螺丝、螺母进行检验。
2. 外观检查:仔细观察螺丝、螺母表面是否存在明显缺陷,记
录检查结果。
3. 规格检查:使用合适的测量工具对螺丝、螺母进行尺寸测量,并与相关标准进行比对,记录检查结果。
4. 功能检查:将螺丝与螺母进行拧合,检查是否能够紧固良好,记录检查结果。
5. 检验结果评定:根据检查结果,判定螺丝、螺母是否合格,
并记录评定结果。
四、检验记录
1. 对每个检验批次的螺丝、螺母进行详细记录,包括检验日期、批号、检验人员等信息。
2. 记录每个螺丝、螺母的外观检查结果、规格检查结果和功能
检查结果。
3. 若发现不合格螺丝、螺母,记录具体缺陷,并采取相应的措
施进行处理。
五、质量控制台账
1. 通过以上检验流程产生的检验记录将作为质量控制台账进行
保存。
2. 质量控制台账应包括每个检验批次的信息、检查结果以及评
定结果。
3. 质量控制台账应按照一定的存档规定进行保存,并定期进行
备份。
以上为螺丝、螺母标准件检验规范,希望能够确保产品质量,并满足相关标准和要求。