柳钢转炉厂方坯连铸机全自动出坯功能的实现
- 格式:doc
- 大小:24.00 KB
- 文档页数:3
海鑫七流海鑫七流方坯方坯方坯连铸机连铸机连铸机电气自动化说明书电气自动化说明书中冶连铸技术工程股份有限公司中冶连铸技术工程股份有限公司20020099·6目录一、电气操作说明1.概述1.1控制说明1.2电气控制柜、操作台2.公用系统2.1 大包回转台2.2 钢包加盖2. 3 滑动水口2.4 中间罐车2.5 二冷室排汽风机2.6 主机液压站系统2.7 出坯液压站系统2.8 油气润滑站系统2.9出坯辊道2.10移坯车2.11翻转冷床3.铸流系统3. 1 结晶器控制系统3.2 拉矫机控制系统3.3 拉坯辊、脱坯辊3.4火切机系统3.5 切前辊道3.6 输送辊道3.7 翻钢机3. 8 升降档板4.仪表配水系统4.1 二冷水喷淋系统二、二冷水自动配水操作说明1.概述1.1.操作说明1.2.自动配水操作简要说明1.3.自动配水的具体操作三、变频器参数表一、电气自动化操作说明1.概述1.1.控制说明根据设计要求,本电气设备设计主要包括MCC马达控制系统和自动控制PLC 系统。
根据工艺要求,MCC设备设计包括大包回转台、中间罐车、排汽风机、拉矫机、切前辊道、输送辊道及存放装置、火切机系统、出坯辊道和主机液压站等设备。
具体请见MCC设备设计图纸R255C3301。
自动化控制系统采用了八台德国西门子SIEMENS S7 300 系列PLC控制系统,其中每铸流一台,共7台;公用一台。
铸流CPU及公用CPU与工作站、工作站与工作站以及工作站与服务器之间的通讯是通过以太网连接的;铸流、公用的CPU与远程站、变频器之间的连接是通过PROFIBUS网连接的;具体请见PLC 设备设计图纸R255C3302 和仪表设备设计图纸R255C3401。
1.2.电气控制柜、操作台箱本连铸机设:1.MCC控制柜(包括变频器柜28台:其中LZ0-P1~LZ0-P14为公用铸流部分控制柜;LZ1-P1~LZ1-P2~ LZ7-P1~LZ7-P2为铸流部分控制柜。
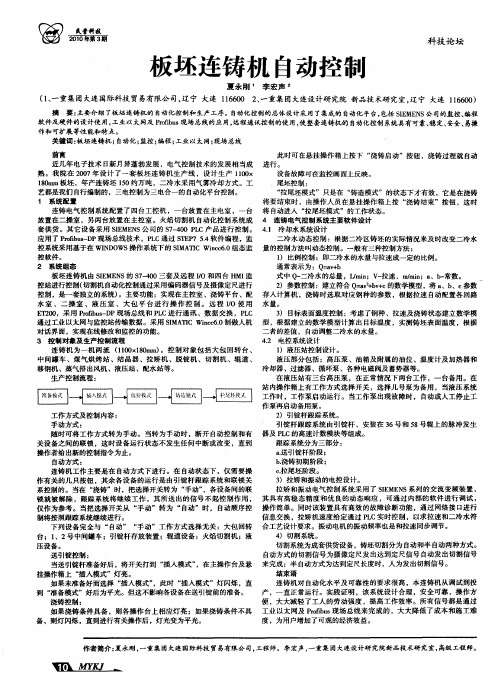

板坯连铸机电气自动化的优化随着钢铁工业的发展与进步,板坯连铸技术越来越成为制造优质钢材的重要方法之一。
板坯连铸机的电气自动化是保证连铸质量、提升生产效率、降低成本的关键。
因此,对板坯连铸机电气自动化的优化已成为钢铁企业不可避免的问题。
板坯连铸机电气自动化的特点在于需要实现多参数的自动控制,包括液压、气动、水系、机械传动等方面的控制,同时要与上位系统实现数据采集、状态监测、通信联络等功能。
在对板坯连铸机电气自动化的优化过程中,需要解决的问题主要有以下几个方面:1.连铸机的自动化程度板坯连铸机的自动化程度越高,掌握材料质量、冷却控制、结晶器工作方式等关键技术就会越来越容易。
通过连铸机自动化掌握以上各项技术,可以保证钢坯的质量与稳定性,同时也可以提高生产效率与降低成本。
2.连铸机控制系统的可靠性板坯连铸机的控制系统需要具有高精度、高灵敏、高可靠的特点。
在连铸过程中,一旦控制系统出现故障导致连铸过程无法正常进行,不仅会影响钢材的质量,也会浪费大量时间与资源。
因此,控制系统的可靠性是连铸机电气自动化优化过程中的重要考虑因素。
随着智能化技术的发展,板坯连铸机的控制系统也应逐步实现智能化。
通过智能化技术的应用,可以实现设备在故障条件下自动切换、自动保护等功能,避免了人为干预控制系统带来的误操作与事故隐患。
在实际生产中,钢铁企业通过多种方式开展板坯连铸机电气自动化的优化。
具体优化策略如下:1. 现场实时监测与控制通过在生产现场使用现代集成式控制、自动化技术,可以实现在线监测与控制,保证了钢坯制造工艺的稳定性、一致性和连铸坯尺寸的准确性。
同时,实现自动化技术的应用,也可以有效掌握操作人员所不能掌握的大量的有关生产过程的数据和信息,以便决策部门对钢坯制造工艺做出更具有科学性和合理性的调整,得到更好的经济效益。
2. 智能化控制系统的应用智能化控制系统是按照钢铁行业的特点,对控制系统进行研究和开发的产品,具备高可靠性、高稳定性、高可控性、高安全性等特点。


转炉全自动出钢国内应用情况
转炉全自动出钢是一种先进的炼钢技术,它可以实现出钢过程的自动化和智能化控制,提高出钢效率和质量稳定性。
目前,该技术在国内已经得到广泛应用,主要体现在以下几个方面:
1. 大型钢铁企业的应用:国内一些大型钢铁企业已经开始采用全自动出钢技术,如宝钢、武钢、沙钢等。
这些企业通常拥有多座转炉,采用全自动出钢技术可以大幅度提高生产效率和产品质量,同时降低生产成本和环境污染。
2. 中小型钢铁企业的应用:除了大型钢铁企业,一些中小型钢铁企业也开始逐渐采用全自动出钢技术,以提高生产效率和产品质量。
这些企业通常规模较小,采用全自动出钢技术可以更好地适应市场需求,提高企业竞争力。
3. 技术升级和改造:一些传统的炼钢企业也开始对生产线进行技术升级和改造,采用全自动出钢技术来提高生产效率和产品质量。
这些企业通常面临着市场竞争和环保压力,采用先进技术可以更好地应对挑战。
总的来说,随着国内钢铁行业的不断发展和市场竞争的加剧,全自动
出钢技术在国内的应用范围将会进一步扩大。
一、连铸机主要参数:二、连铸机工艺流程图转炉出钢→钢包回转台→中间罐→结晶器→二次冷却→拉矫机→火焰切割机→输送辊道→翻钢机、移坯机→出坯三、中间包的准备与烘烤1、定径水口技术要求:定径水口技术参数控制表2、中间包的检查:必须认真检查中间包水口座砖,发现座砖有问题,应及时更换。
绝热板包应认真检查中间包绝热板和绝热板之间的泥料,发现问题,及时处理;然后方可安装定径水口。
干式料中包应认真检查中包快换机构工作是否正常,是否存在滑块打不到位,滑块打不正等情况。
3、中间包的烘烤:3.1、绝热板包的烘烤:3.1.1、使用绝热板中间包,中包烘烤前必须清扫干净。
正常生产准备条件下,中间包在线烘烤时间为1-2小时,按以下步骤烘烤:小火烘烤不小于20分钟,中火烘烤不小于20分钟,大火烘烤不小于20分钟,大火烘烤时据煤气压力可考虑开风机。
3.1.2、非正常生产准备条件下,中间包在线烘烤时间不得低于40分钟,中火烘烤20分钟,大火烘烤20分钟。
3.1.3、定径水口安装后,应比内衬提前1小时以上进行烘烤,烘烤时间最长不得超过3小时。
3.2方坯干式料包的烘烤:3.2.1、使用干式料中间包,中包烘烤前必须清扫干净,包盖损坏要及时更换。
正常生产准备条件下,中间包烘烤时间2.5-3.5小时,按以下步骤烘烤:小火烘烤不小于50分钟,中火烘烤不小于50分钟,大火烘烤不小于50分钟,确保烘烤温度大于900℃,中包为红热状态。
3.2.2、非正常生产准备条件下,中间包在线烘烤时间不得低于2小时,中火烘烤60分钟,大火烘烤60分钟。
四、基本工艺参数控制:1、连铸钢水准备:1.1、常炼钢种:Q195-Q235、HRB400E等,其成分应符合相应的国家标准规定,并保证有良好的流动性,要求Mn/S必须大于15,Mn/Si不小于2.5。
1.2、钢水必须脱氧良好,钢中酸溶铝≤0.006%。
1.3、钢水必须进行吹N2处理,吹N2时间普碳钢不低于2分钟、低合金钢不低于3分钟,品种钢执行品种钢操作要点,氮气压力和流量以能达到钢包液渣面翻动而不裸露钢水为准。
板坯连铸机电气自动化的优化随着工业化进程的不断发展,越来越多的企业开始注重生产过程中的自动化和智能化水平。
在钢铁行业,板坯连铸机作为生产中不可或缺的设备,也需要不断改进和优化,以适应市场需求和提高生产效率。
电气自动化技术在板坯连铸机中的应用,可以带来很多优势和改进,本文将探讨板坯连铸机电气自动化的优化方案。
一、现状分析1.板坯连铸机的基本结构板坯连铸机是钢铁生产中的重要设备,其主要结构包括铸模、机架、冷却设备、铸坯机构等。
在生产过程中,铸模通过连续浇铸熔化的钢水,形成板坯,然后通过冷却设备进行冷却,最终由铸坯机构将板坯送至下游工序。
2.传统电气控制在传统的板坯连铸机中,电气控制主要通过PLC(可编程逻辑控制器)进行,通过采集传感器的信号,并根据程序进行控制。
传统的电气控制存在着以下问题:一是响应速度慢,无法满足快速生产的需求;二是维护成本高,PLC系统复杂,容易出现故障;三是缺乏智能化和自动化功能,无法实现远程监控和智能优化。
3.电气设备老化随着板坯连铸机的长期运行,其电气设备也会逐渐老化,造成设备稳定性和可靠性的下降。
传统的电气设备使用寿命短,需要频繁更换,增加了企业的维护成本和停机时间,影响了生产效率。
二、优化方案1.智能控制系统针对传统电气控制存在的问题,可以采用先进的智能控制系统进行优化。
智能控制系统包括PLC、变频器、触摸屏等设备,通过传感器采集生产过程中的各种参数,并通过算法进行分析和控制,以实现生产过程的自动化和智能化。
2.远程监控和智能优化通过智能控制系统,可以实现对板坯连铸机的远程监控和智能优化。
企业可以通过互联网远程监控板坯连铸机的运行状态和生产参数,及时发现问题并进行调整。
利用大数据分析技术,可以对生产过程进行智能优化,提高生产效率和产品质量。
三、优化效果1.提高生产效率通过电气自动化的优化,可以实现生产过程的智能化和自动化。
智能控制系统可以更快速地响应生产需求,减少人为操作的误差,提高生产效率和生产能力。
柳钢转炉厂方坯连铸机全自动出坯功能的实现
【摘要】本文介绍了柳钢转炉厂方坯连铸机全自动出坯功能的设计思路、控制流程以及生产应用效果。
【关键词】方坯连铸机;铸坯;全自动出坯
1 项目概况
柳钢转炉炼钢厂目前共有6台方坯连铸机,产能规模约500万吨钢,原方坯连铸机工艺控制流程包含:大回转台自动浇注钢包钢水到中间罐车;中间罐车的塞棒自动控制实现结晶器恒定液面浇注铸坯;结晶器的液面自动控制实现拉矫机自动恒拉速拉钢;红外定尺系统实现自动定尺切割铸坯;切割完好的铸坯经过运输辊道自动送坯到出坯冷床区域;在出坯冷床区域经过人工手动操作翻钢机翻转、移钢机移动铸坯来完成出坯。
实现方坯连铸出坯区域的全自动出坯功能是提升方坯连铸机全自动化装备水平的一个瓶颈问题。
根据转炉厂的发展需求:提升连铸机自动化装备水平,规范标准化操作。
实现方坯连铸出坯区域的全自动出坯功能势在必行!
2 全自动出坯功能的实现及其应用
2.1 设计方案
为了实现出坯辊道区域全自动出坯功能,根据现场环境、现有设备、控制流程、铸坯热装要求等等因素,确定设计方案:
(1)在连铸机出坯辊道区域实现对铸坯进入冷床、完成翻转信号的检测与判断。
(2)根据各个流次的铸坯到达冷床的先后顺序进行排列组合,使翻钢机按顺序依次进行周期性自动翻转铸坯。
(3)根据生产要求、铸坯热装工艺,设备承受状况等因素,移钢机按设定两个周期进行自动循环推动铸坯完成出坯任务。
2.2 铸坯进入冷床的检测
对每一流的铸坯进入冷床的情况进行检测通常我们采用的一些安装在现场的感应开关、光电开关等元器件来实现,但是由于现场环境温度高、水汽大等因素这些元器件寿命很短、引发故障率高。
通过几次元器件的改造换型后,我们采用了非接触式铸坯检测系统来判定每一流铸坯到位情况。
非接触式铸坯检测信号具有:准确率高、故障率低、使用寿命长等方面的优点。
2.3 翻钢机自动翻转铸坯
翻钢机的功能就是将辊道送来的铸坯翻转90度到距辊面上一层的平台支架上。
当非接触式铸坯检测系统检测到有铸坯进入冷床到位信号后,PLC控制程序根据检测信号按铸坯先到先翻转的原则对铸坯进行周期内排队组合,同时翻钢机进行翻坯动作(当某一流出现故障后,可以采用手动干预翻坯动作,手动翻坯动作具有优先级别)。
翻钢机翻坯动作分两个周期循环进行,第一个周期翻坯4支,第二个周期翻坯3支(周期内的翻坯支数可以在HMI上人工设定),当非接触式铸坯检测系统检测到支架上的翻坯支数等于我们所设定的数值时,判断翻钢完成了一个周期的动作任务等待进行下一个周期,以后依次循环。
2.4 移钢机自动循环推铸坯
移钢机的功能就是将翻钢机翻转到平台支架上的铸坯推送到冷床上实现热装热送。
当翻钢机完成一个周期的翻坯任务后,移钢机在满足自动运行连锁条件下开始从原点位置自动推坯,运转到终点位后经过10秒钟延时等待后自动返回到原点位位置完成一个周期的出坯任务,以后依次循环完成下一个周期的出坯任务(见图1)。
图1 全自动出坯功能流程图
2.5 安全互锁
由于7个流次的翻钢机和移钢机它们都是独立的设备,都是有着独立的PLC 系统控制,各PLC系统采用工业以太网进行通讯。
在以往生产操作过程中经常出现移钢机推动铸坯撞坏翻钢机的情况发生。
为了避免这一情况的发生,通过现场生产工序跟踪、分析,结合翻钢机、移钢钢机的工作特性,通过以太网交换各个PLC系统的数据信号,在自动控制模式下运转制定不同情况下的推钢机与翻钢机之间的动作限定一些有效可行的安全互锁条件,具体如下所示。
(1)7个流翻钢机都必须在回到原位。
否则移钢机禁止动作。
(2)移钢机未在原点位置,翻钢机禁止自动翻坯动作、移钢机无法自动启动运行。
(3)非接触式铸坯检测系统检测平台支架上的铸坯支数不等于设定的周期内数量时,移钢机禁止自动运行动作。
(4)在各流翻钢完毕、翻钢机回到原位后,方可将该流铸坯输送入冷床辊道。
3 结语
该功能自2013年11月从开发到投入使用以来,它的整个设备控制准确率、
设备运行完好率都达98%以上,满足实际工艺生产要求,并将该功能在全厂方坯连铸机上进行推广使用。
该功能的实现,进行一步提高了转炉厂连铸机自动化程度,优化操作水平,为转炉厂信息化工作创造良好条件。
同时满足了后期公司“方坯热送项目”的快速性、准确性的工艺要求。