模具基本结构简介之两板模
- 格式:ppt
- 大小:420.00 KB
- 文档页数:3
六、模具类型(Mold Types):两板模(Two-Plate Molds)﹕两板模是最常用的模具类型,与三板模比较,两板模具有成本低、结构简单及成型周期短的优点。
单模穴两板模许多单穴模具采用两板模的设计方式,如果你的产品只用一个浇口,不要流道,那么塑料会由竖流道直接流到型腔中。
多模穴与家族模穴两板模你可以使用两板模在一模多穴和家族模穴模中,但是这种结构中限制进浇的位置,因为在两板模中流道和浇口也位于分模面上,这样他们才能随开模动作一起作业。
在你设计多穴模具之前,你应该分析单个成品(分析类型用Part Only)来决定浇口位置。
如果分模面与浇口在同一线上,那么就能用两板模。
当你设计一模多穴的模具时,到达流动平衡对你设计流道是重要的。
对于一模多穴而言,使用常用的两板模结构,使各模穴的流动到达平衡不大可能,因此你或许要用三板模或者用热流道的两板模代替。
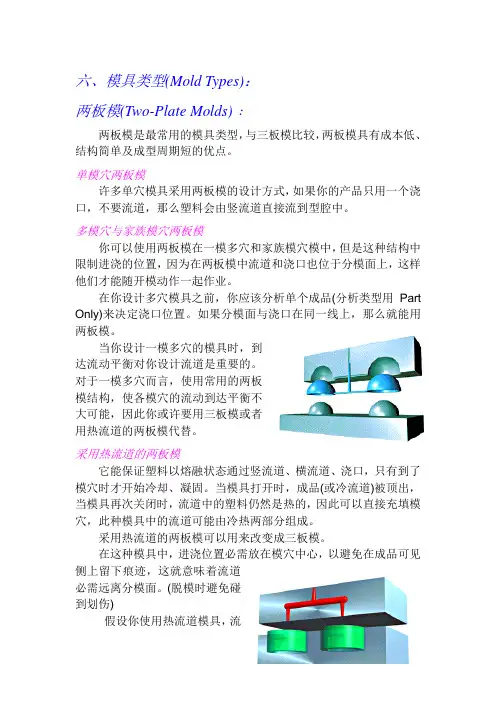
采用热流道的两板模它能保证塑料以熔融状态通过竖流道、横流道、浇口,只有到了模穴时才开始冷却、凝固。
当模具打开时,成品(或冷流道)被顶出,当模具再次关闭时,流道中的塑料仍然是热的,因此可以直接充填模穴,此种模具中的流道可能由冷热两部分组成。
采用热流道的两板模可以用来改变成三板模。
在这种模具中,进浇位置必需放在模穴中心,以避免在成品可见侧上留下痕迹,这就意味着流道必需远离分模面。
(脱模时避免碰到划伤)假设你使用热流道模具,流道不需顶出,因此流道远离分模面也不会引起任何问题。
热流道也适用于小产品的一模多穴模具中,假如有许多小产品,常用的流道系统可能会浪费许多材料,如果它不能回收的话。
热流道的优点:较少的废料,无需回收较不明显的浇口痕迹可以不要切除浇口缩短成型周期可较大程度上控制模穴充填和胶体流动热流道的缺点:较高的成本难于改变材料颜色易于出故障,特别是加热控制系统对热敏性材料不适用对高数量、高品质的产品,采用热流道系统利大于弊。
在有些案中,最好的结果也许是采用热流道与冷流道的结合。
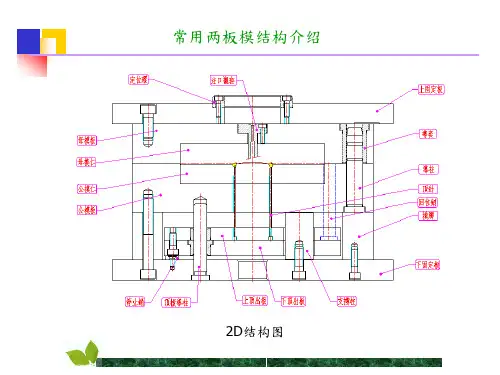
模具的基本結構1、雙板模(2板模)A.典型操作條件1)塑料型腔壓力從1000至12000ps(典型值為5000ps)(1)注嘴衬套——有锥度的插入注塑模中,让塑料从注喙流入分浇道。
(2)定位环——常用来精确校准模具在机器模板上的正确位置。
(3)阴模板——包含模具型腔的半付模具。
(4)阳模板——另半付模具,模芯常装在可移动的模具上使注塑件容易脱模。
(5)推杆(顶销)——使注塑件和浇道脱出模具的移动杆。
(6)浇道拉料杆——设计成当模具开模时从注嘴衬套中拉出塑料注道残料。
(7)支承板——使模具提高抗挠度的支承板后面。
(8)支承柱——放在抗挠度的支承板后面。
(9)推杆回定板——固定推杆和拉料杆的头部。
(10)导柱——用作精确位上下两片模上彼此相关的位置。
(11)夹模板(装模板)——夹持或用螺栓固定于机器模板上的底板。
(12)冷却通道——在支承板或阴模板和阳模板中,常被用来分散注塑件的热量。
(13)加热元件——对热固性塑料模具,热固元件用来帮助塑料固化。
注塑模具基础1.二板模与三板模的区别是什么?请画出二种类模具简图,并描述三板模的开合模顺序?✧二板模与三板模的区别是:三板模在定模部分多一次取出流道与产品分离。
三板模一般采用点浇口二板模浇口可根据产品及要求灵活选用。
✧二板模结构(2plate mold)✧前模压板(top damp plate)✧母模板(A plate)✧活动板(或推板strpper plate, 在推板顶出时选用);✧公模板(B plate)✧承板(supplrt plate)✧间隔板(spaoer block)✧顶针固定板(ejector retainer plate)✧顶针板(ejector plate)✧公模固定板(bottom damp plate)在AMP模具有Ejectorhousing,实际上是为了防止产品异物掉落顶出机构,而用封闭的间隔板✧三板模结构(3 plate mold)在二板模的前模板与母模板中加一块水口脱料板(runner strpper plate);模具一般有四支导柱(guide pin)和四支拉杆(support pin);另外也有只用四支长导柱,导柱兼拉杆用。

模具基本结构简介之两板模主讲:吴会清前言模具基本结构一般分为:两板模、三板模、热流道模1.两板模(2 plate mold )两板模又称单一分型面模,是注塑模中最简单的一种,它以分型面为界将整个模具分为两部分;动模和定模,一部分型腔在动模;一部分型腔在定模,主流道在定模;分流道开设在分型面上,开模后,制品和流道留在动模,动模部分设有顶出系统,其它模具都是两板模的发展。
2.三板模或细水口模(3 plate mold, pin-point gate mold)有两个分型面将模具分成三部分,比两板模增加了浇口板,适用于制品的四周不准有浇口痕迹的场合,这种模具采用点浇口,所以叫细水口模,这种模具相应复杂些,启动动用山打螺丝或拉板。
3.热流道模(hot runner manifold)借助加热装置使浇注系统中的塑料不会凝固,也不会随制品脱模,所以又称无流道模。
模具结构一般由客户或者依据产品来决定的。
在这里主要讲述两板模的基本结构。
两板模模架形式工字模直身模定位环浇口衬套导柱衬套运输板定位块导柱顶板导柱顶板导柱工字模轴侧图运输板定位块计数器工字模平面图冷却水道浇口衬套斜导销定位环定位环螺钉内模镶件上固定板导套动模板导柱模脚、方铁、垫板下固定板成型斜顶块内模镶件铲机滑块斜顶块顶针撑头顶针固定板、面针板顶针推板、底针板撑头固定螺丝顶针顶板导柱顶板导套回位销模胚固定螺丝两板模基本零件简介1.上固定板:作用是将定模座板和连接于定模座板的其它定模部分安装在注射机的定模板上。
定模座板比其它模板宽25~30mm,便于用压板或螺栓固定。
2.定位环:作用是保证模具中心和注射机喷嘴中心一致。
外径与注射机定模板的定位孔间隙配合,内径与浇口套间隙配合。
3.浇口衬套:作用是形成浇注系统的主流道。
4.定模板:作用是开设型腔,成型塑件外形。
5.动模板:作用是固定型芯和组成模腔。
6.型芯、公模:用来成型塑料的内表面。
7.导柱:作用是合模时与导套配合,为动模部分和定模部分导向。
1、大水口就是前模不单独分型的模具也称二板模导柱正装,而细水口则是定模有单独分型的也就是说模具不只分型一次(至少二次)2、笼统的说大水口就是产品脱模后有水口在上面或多或少而已,细水口刚好相反!3、大水口前模都是A板定死的细水口有简化和标准的水口出在前模4、多一块水口推板~~ 细水口就是:比大水口多一块水口料推板.5、大水口:需要后序手工或其他手段去除的水口。
细水口:不需要后序手工或其他手段去除的水口,顶出之后产品与流道分开的水口.6、简单的说大水口是二板模,细水口是三板模。
7、简单的说:大水口就是两板模,小水口就是三板模,两着只差一个刮料板而已。
8、细水口就是:比大水口多一块水口料推板.9、非限性浇口(大水口):优点:充型快,压力小,补缩能力强,适用于粘度高,流动性差的塑料,压力损失少. 缺点:封浇时间长,周期慢,内应力大对塑件影响大,难切除. 限制性浇口(细水口):优点:剪切,摩擦,降粘,便于充型,纹理清晰效率周期快,减少内应力,防止变形破裂,对制品影响少,易切除. 缺点:注射压力要高补编能力小,压力降低,对热敏性塑料易分解变色,缩孔,凹陷!10、大小水口的区别就是母模两板与三板的区别,小水口也叫三板模,点进胶方式,中间多一快脱料板,起进胶分流和分型时将料头与产品分离并从灌嘴来出,使物料自动分离。
三板模比两板模多装树脂或机械开闭器,小拉杆,大拉杆(模具较小时可以不设计)脱料伴拉料钉等。
前两种主要起控制开模顺序的作用,大拉杆起保护小拉杆的作用,拉料钉装在母模固定板上,拉住脱料板上的料头。
11、大水口一般都需要水口顶针的,而细水口需要拉料针.细水口是点直入水,产品取出后不需再加工;大水口一般大口直入,产品取出后还要剪水口的.大水口还分边直入和打底直入.12、细水口三块板,也有特殊2块板的!进料口,上大下小,-1.2MM。
拉料杆装上模,在上模3板中间板手拉取出料头!一般用与产品表面要求高的产品,壳体,瓶盖,齿轮等!大水口就是直进料,潜伏式,等其他类型。