(完整版)课后习题
- 格式:doc
- 大小:70.37 KB
- 文档页数:4
第一章绪论(1)1-2 现代机械系统由哪些子系统组成, 各子系统具有什么功能?(2)答: 组成子系统及其功能如下:(3)驱动系统其功能是向机械提供运动和动力。
(4)传动系统其功能是将驱动系统的动力变换并传递给执行机构系统。
第二章执行系统其功能是利用机械能来改变左右对象的性质、状态、形状或位置, 或对作业对象进行检测、度量等, 按预定规律运动, 进行生产或达到其他预定要求。
第三章控制和信息处理系统其功能是控制驱动系统、传动系统、执行系统各部分协调有序地工作, 并准确可靠地完成整个机械系统功能。
第四章机械设计基础知识2-2 什么是机械零件的失效?它主要表现在哪些方面?答:(1)断裂失效主要表现在零件在受拉、压、弯、剪、扭等外载荷作用时, 由于某一危险截面的应力超过零件的强度极限发生的断裂, 如螺栓的断裂、齿轮轮齿根部的折断等。
(2)变形失效主要表现在作用在零件上的应力超过了材料的屈服极限, 零件产生塑性变形。
(3)表面损伤失效主要表现在零件表面的腐蚀、磨损和接触疲劳。
2-4 解释名词: 静载荷、变载荷、名义载荷、计算载荷、静应力、变应力、接触应力。
答: 静载荷大小、位置、方向都不变或变化缓慢的载荷。
变载荷大小、位置、方向随时间变化的载荷。
名义载荷在理想的平稳工作条件下作用在零件上的载荷。
计算载荷计算载荷就是载荷系数K和名义载荷的乘积。
静应力不随时间变化或随时间变化很小的应力。
变应力随时间变化的应力, 可以由变载荷产生, 也可由静载荷产生。
(1)2-6 机械设计中常用材料选择的基本原则是什么?(2)答:机械中材料的选择是一个比较复杂的决策问题, 其基本原则如下:①材料的使用性能应满足工作要求。
使用性能包含以下几个方面:②力学性能③物理性能④化学性能①材料的工艺性能应满足加工要求。
具体考虑以下几点:②铸造性③可锻性④焊接性⑤热处理性⑥切削加工性①力求零件生产的总成本最低。
主要考虑以下因素:②材料的相对价格③国家的资源状况④零件的总成本2-8 润滑油和润滑脂的主要质量指标有哪几项?答: 衡量润滑油的主要指标有: 粘度(动力粘度和运动粘度)、粘度指数、闪点和倾点等。
第一章绪论1-1 试比较开环控制系统和闭环控制系统的优弊端.解答: 1 开环系统(1)长处 :构造简单,成本低,工作稳固。
用于系统输入信号及扰动作用能早先知道时,可获得满意的成效。
(2)弊端:不可以自动调理被控量的偏差。
所以系统元器件参数变化,外来未知扰动存在时,控制精度差。
2闭环系统⑴长处:不论因为扰乱或因为系统自己构造参数变化所惹起的被控量偏离给定值,都会产生控制作用去消除此偏差,所以控制精度较高。
它是一种按偏差调理的控制系统。
在实质中应用宽泛。
⑵弊端:主要弊端是被控量可能出现颠簸,严重时系统没法工作。
1-2什么叫反应?为何闭环控制系统常采纳负反应?试举例说明之。
解答:将系统输出信号引回输入端并对系统产生控制作用的控制方式叫反应。
闭环控制系统常采纳负反应。
由1-1 中的描绘的闭环系统的长处所证明。
比如,一个温度控制系统经过热电阻(或热电偶)检测出目前炉子的温度,再与温度值对比较,去控制加热系统,以达到设定值。
1-3试判断以下微分方程所描绘的系统属于何种种类(线性,非线性,定常,时变)?2 d 2 y(t)3 dy(t ) 4y(t ) 5 du (t ) 6u(t )(1)dt 2 dt dt(2) y(t ) 2 u(t)(3)t dy(t) 2 y(t) 4 du(t) u(t ) dt dtdy (t )u(t )sin t2 y(t )(4)dtd 2 y(t)y(t )dy (t ) (5)dt 2 2 y(t ) 3u(t )dt(6)dy (t ) y 2 (t) 2u(t ) dty(t ) 2u(t ) 3du (t )5 u(t) dt(7)dt解答: (1)线性定常(2)非线性定常 (3)线性时变(4)线性时变(5)非线性定常(6)非线性定常(7)线性定常1-4 如图 1-4 是水位自动控制系统的表示图, 图中 Q1,Q2 分别为进水流量和出水流量。
控制的目的是保持水位为必定的高度。
(完整版)⼈⼒资源管理课后习题答案第⼀章⼈⼒资源管理概述1.对照西⽅⼯业化国家现代管理演进的过程,你认为我国企业管理的发展是否也会遵循同⼀规律?为什么?(1)我国企业管理的发展不会再把西⽅⼯业化国家的现代管理演进的过程再⾛⼀遍,⼀⽅⾯由我国的具体的国情的决定的,我国的企业管理演进由中国的具体国情决定,不同于西⽅社会的发展历程,另⼀⽅⾯,由当今经济的发展的阶段决定的。
正如我国的社会发展阶段不会经过如同西⽅资本主义的发展阶段⼀样⼀个道理。
(2)西⽅国家现代管理的演进的过程,我们可以从中汲取有益的东西,结合中国的国情,加以应⽤。
(3)管理的发展规律是有共性的,同样适⽤⽤于中国的企业,中国企业应当抓住管理的发展规律,发现和发展适合中国企业的管理理论和模式。
2.当前我国企业⼈⼒资源管理主要症结在哪⾥?出路在何⽅?学完本章,对你有什么启迪?(1)我国企业⼈⼒资源管理的主要症结不在于具体的部门设置,不在于具体的管理体制,不在于具体的管理⽅法,不在于对于管理理念的理解,不在于员⼯的能⼒,这些我们都可以在相当短的时间内解决。
问题的关键在于两个⽅⾯:⼀是观念问题,⼆是执⾏问题。
这两个⽅⾯是我国企业⼈⼒资源管理的主要症结。
观念问题并不是代表你知道这个观念,⽽是这个观念能否成为你的习惯,成为中国企业的习惯。
执⾏的问题并不是代表你不具备这个能⼒,相反你恰恰具备这种能⼒,但是你没有去执⾏。
中国的很多企业配备了相应的适合的先进的⼈⼒资源管理制度,但是在执⾏上出了问题。
(2)关于路在何⽅,主要是解决观念和执⾏的问题,这两个问题的解决要齐头并进,在观念的指导下推进执⾏,在执⾏的磨练下培养观念。
执⾏的关键在于要注意细节,观念的关键不在于灌输⽽在于引导。
第⼆章⼈⼒资源战略与规划1.⼈⼒资源战略与企业战略有什么关系?(1)⼈⼒资源战略必须服从企业战略,企业战略的是长远的规划,所以⼈⼒资源战略必须长远规划。
(2)企业的发展战略有很多类型,所以⼈⼒资源战略必须根据不同的企业战略类型来相应的指定,⽽不能与企业战略背道⽽驰。
工程力学练习册学校学院专业学号教师姓名第一章静力学基础 1第一章静力学基础1-1 画出下列各图中物体A,构件AB,BC或ABC的受力图,未标重力的物体的重量不计,所有接触处均为光滑接触。
(a)(b)(c)2 第一章静力学基础(d)(e)(f)(g)第一章静力学基础 3 1-2 试画出图示各题中AC杆(带销钉)和BC杆的受力图(a)(b)(c)(a)4 第一章静力学基础1-3 画出图中指定物体的受力图。
所有摩擦均不计,各物自重除图中已画出的外均不计。
(a)第一章静力学基础 5 (b)(c)(d)6 第一章静力学基础(e)第一章静力学基础7 (f)(g)8 第二章 平面力系第二章 平面力系2-1 电动机重P=5000N ,放在水平梁AC 的中央,如图所示。
梁的A 端以铰链固定,另一端以撑杆BC 支持,撑杆与水平梁的夹角为30 0。
如忽略撑杆与梁的重量,求绞支座A 、B 处的约束反力。
题2-1图∑∑=︒+︒==︒-︒=PF F FF F F B A yA B x 30sin 30sin ,0030cos 30cos ,0解得: N P F F B A 5000===2-2 物体重P=20kN ,用绳子挂在支架的滑轮B 上,绳子的另一端接在绞车D 上,如第二章 平面力系 9图所示。
转动绞车,物体便能升起。
设滑轮的大小及轴承的摩擦略去不计,杆重不计,A 、B 、C 三处均为铰链连接。
当物体处于平衡状态时,求拉杆AB 和支杆BC 所受的力。
题2-2图∑∑=-︒-︒-==︒-︒--=030cos 30sin ,0030sin 30cos ,0P P F FP F F F BC yBC AB x解得: PF P F AB BC 732.2732.3=-=2-3 如图所示,输电线ACB 架在两电线杆之间,形成一下垂线,下垂距离CD =f =1m ,两电线杆间距离AB =40m 。
电线ACB 段重P=400N ,可近视认为沿AB 直线均匀分布,求电线的中点和两端的拉力。
1.1已知图中 U1=2V, U2=-8V,则U AB= ( -10V ) 。
习题1.1图1.2电路的三种工作状态是 ( 通路 )、( 断路 ) 、( 短路 ) 。
1.3有三个6Ω的电阻,若把它们串联,等效电阻是( 18 )Ω;若把它们并联,等效电阻是 ( 2 )Ω;若两个并联后再与第三个串联,等效电阻是( 9 ) Ω。
1.4用电流表测量电流时,应把电流表( 串联 )在被测电路中;用电压表测量电压时,应把电压表与被测电路 ( 并联 )。
1.5电路中任意一个闭合路径称为 ( 回路 ) ;三条或三条以上支路的交点称为( 节点 ) 。
1.6电路如图所示,设U=12V、I=2A、R=6Ω,则U AB=( -24 )V。
习题1.6图1.7直流电路如图所示,R1所消耗的功率为2W,则R2的阻值应为 ( 2 )Ω。
习题1.7图1.8电路中电位的参考点发生变化后,其他各点的电位 ( 均发生变化 ) 。
1.9基尔霍夫定律包括( B )个定律。
A、1B、2C、31.10支路电流法是以( B )为求解对象。
A、节点电压B、支路电流C、电路功率1.11用一个电动势和内阻串联表示的电源称为( A )。
A、电压源B、电流源C、受控源1.12用一个电激流和内阻并联表示的电源称为( B )。
A、电压源B、电流源C、受控源1.13恒流源可以等效为恒压源( B )A、正确B、不正确1.14戴维南定理适用于( A )A、有源线性二端网络B、非线性二端网络C、任意二端网络1.15电位是指电路中某点与( B )之间的电压。
A、任意点B、参考点C、地1.16电位和电压相同之处是( C )。
A.定义相同 B.方向一致 C.单位相同 D.都与参考点有关1.17两个阻值相同的电阻器串联后的等效电阻与并联后的等效电阻之比是( A )A.4:1 B.1:4 C.1:2 D.2:11.18有一段16Ω的导线,把它们对折起来作为一条导线用,其电阻是( C )。
《普通高中课程标准实验教科书生物1 必修分子与细胞》第一章走近细胞第1节从生物圈到细胞资料分析1。
提示:草履虫除能完成运动和分裂外,还能完成摄食、呼吸、生长、应激性等生命活动。
如果没有完整的细胞结构,草履虫不可能完成这些生命活动.2。
提示:在子女和父母之间,精子和卵细胞充当了遗传物质的桥梁.父亲产生的精子和母亲产生的卵细胞通过受精作用形成受精卵,受精卵在子宫中发育成胚胎,胚胎进一步发育成胎儿。
胚胎发育通过细胞分裂、分化等过程实现.3.提示:完成一个简单的缩手反射需要许多种类的细胞参与,如由传入神经末梢形成的感受器、传入神经元、中间神经元、传出神经元、相关的骨骼肌细胞,等等.人的学习活动需要种类和数量繁多的细胞参与.由细胞形成组织,由各种组织构成器官,由器官形成系统,多种系统协作,才能完成学习活动。
学习活动涉及到人体的多种细胞,但主要是神经细胞的参与。
4。
提示:例如,胰岛细胞受损容易导致胰岛素依赖型糖尿病;脊髓中的运动神经元受损容易导致相应的肢体瘫痪;大脑皮层上的听觉神经元受损可导致听觉发生障碍,等等。
5.提示:例如,生物体的运动离不开肌细胞;兴奋的传导离不开神经细胞;腺体的分泌离不开相关的腺(上皮)细胞,等等。
(三)思考与讨论1.提示:如果把龟换成人,图中其他各层次的名称不变,但具体内容会发生变化.例如,心脏应为二心房、二心室;种群应为同一区域的所有人,等等.应当指出的是,生物圈只有1个.如果换成一棵松树,图中应去掉“系统"这个层次,细胞、组织、器官、种群的具体内容也会改变。
如果换成一只草履虫,细胞本身就是个体,没有组织、器官、系统等层次.2。
提示:细胞层次;其他层次都是建立在细胞这一层次的基础之上的,没有细胞就没有组织、器官、系统等层次。
另一方面,生物体中的每个细胞具有相对的独立性,能独立完成一系列的生命活动,某些生物体还是由单细胞构成的。
3。
提示:一个分子或一个原子是一个系统,但不是生命系统,因为生命系统能完成一定的生命活动,单靠一个分子或一个原子是不可能完成生命活动的.(四)练习基础题1.(1)活细胞:A、D、G、I;(2)死细胞:B、E;(3)细胞的产物:C、F、H.2.(1)细胞层次(也是个体层次,因为大肠杆菌是单细胞生物);(2)种群层次;(3)群落层次。
第1章控制系统概述【课后自测】1-1 试列举几个日常生活中的开环控制和闭环控制系统,说明它们的工作原理并比较开环控制和闭环控制的优缺点。
解:开环控制——半自动、全自动洗衣机的洗衣过程。
工作原理:被控制量为衣服的干净度。
洗衣人先观察衣服的脏污程度,根据自己的经验,设定洗涤、漂洗时间,洗衣机按照设定程序完成洗涤漂洗任务。
系统输出量(即衣服的干净度)的信息没有通过任何装置反馈到输入端,对系统的控制不起作用,因此为开环控制。
闭环控制——卫生间蓄水箱的蓄水量控制系统和空调、冰箱的温度控制系统。
工作原理:以卫生间蓄水箱蓄水量控制为例,系统的被控制量(输出量)为蓄水箱水位(反应蓄水量)。
水位由浮子测量,并通过杠杆作用于供水阀门(即反馈至输入端),控制供水量,形成闭环控制。
当水位达到蓄水量上限高度时,阀门全关(按要求事先设计好杠杆比例),系统处于平衡状态。
一旦用水,水位降低,浮子随之下沉,通过杠杆打开供水阀门,下沉越深,阀门开度越大,供水量越大,直到水位升至蓄水量上限高度,阀门全关,系统再次处于平衡状态。
开环控制和闭环控制的优缺点如下表1-2 自动控制系统通常有哪些环节组成?各个环节分别的作用是什么?解:自动控制系统包括被控对象、给定元件、检测反馈元件、比较元件、放大元件和执行元件。
各个基本单元的功能如下:(1)被控对象—又称受控对象或对象,指在控制过程中受到操纵控制的机器设备或过程。
(2)给定元件—可以设置系统控制指令的装置,可用于给出与期望输出量相对应的系统输入量。
(3)检测反馈元件—测量被控量的实际值并将其转换为与输入信号同类的物理量,再反馈到系统输入端作比较,一般为各类传感器。
(4)比较元件—把测量元件检测的被控量实际值与给定元件给出的给定值进行比较,分析计算并产生反应两者差值的偏差信号。
常用的比较元件有差动放大器、机械差动装置和电桥等。
(5)放大元件—当比较元件产生的偏差信号比较微弱不足以驱动执行元件动作时,可通过放大元件将微弱信号作线性放大。
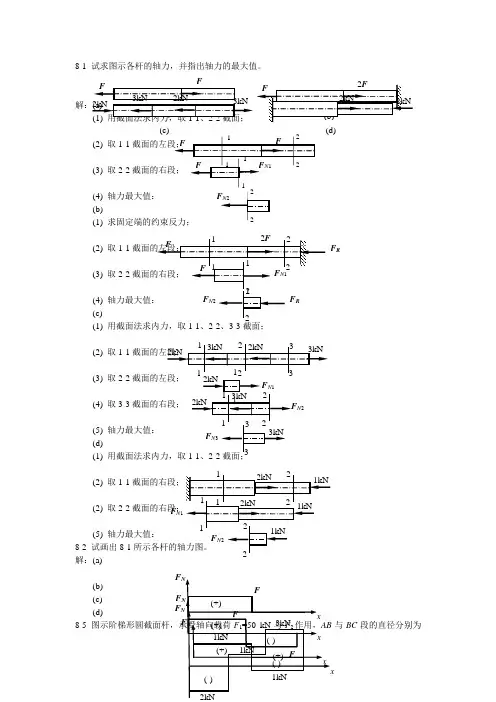
8-1 试求图示各杆的轴力,并指出轴力的最大值。
(2) 取1-1(3) 取2-2(4) 轴力最大值: (b)(1) 求固定端的约束反力; (2) 取1-1(3) 取2-2(4) (c)(1) 用截面法求内力,取1-1、2-2、3-3截面;(2) 取1-1(3) 取2-2 (4) 取3-3截面的右段;(5) 轴力最大值: (d)(1) 用截面法求内力,取1-1、(2) 取1-1(2) 取2-2(5) 轴力最大值: 8-2 试画出8-1解:(a) (b) (c) (d) 8-5与BC 段的直径分别为(c) (d)F RN 2F N 3 F N 1F F Fd 1=20 mm 和d 2=30 mm ,如欲使AB 与BC 段横截面上的正应力相同,试求载荷F 2之值。
解:(1) 用截面法求出(2) 求1-1、2-28-6 题8-5段的直径d 1=40 mm ,如欲使AB 与BC 段横截面上的正应力相同,试求BC 段的直径。
解:(1)用截面法求出1-1、2-2截面的轴力;(2) 求1-1、2-2截面的正应力,利用正应力相同;8-7 图示木杆,承受轴向载荷F =10 kN 作用,杆的横截面面积A =1000 mm 2,粘接面的方位角θ= 450,试计算该截面上的正应力与切应力,并画出应力的方向。
解:(1) (2) 8-14 2=20 mm ,两杆F =80 kN 作用,试校核桁架的强度。
解:(1) 对节点A(2) 列平衡方程 解得: (2) 8-15 图示桁架,杆1A 处承受铅直方向的载荷F 作用,F =50 kN ,钢的许用应力[σS ] =160 MPa ,木的许用应力[σW ] =10 MPa 。
解:(1) 对节点A (2) 84 mm 。
8-16 题8-14解:(1) 由8-14得到的关系;(2) 取[F ]=97.1 kN 。
8-18 图示阶梯形杆A 2=100 mm 2,E =200GPa ,试计算杆AC 的轴向变形 解:(1) (2) AC 8-22 图示桁架,杆1与杆2的横截面面积与材料均相同,在节点A 处承受载荷F 作用。
绪论1、什么是焊接?焊接是指通过加热或加压,或两者并用,并且用或者不用填充材料,使工件达到结合的一种方法。
第一章1、焊接热过程有何特点?焊条电弧焊焊接过程中,电弧热源的能量以什么方式传递给焊件?其一是对焊件的加热是局部的,焊件热源集中作用在焊件的接口部位,整个焊件的加热时不均匀的。
其二是焊接过程是瞬时的,焊接热源始终以一定速度运动。
主要是通过热辐射和热对流。
2、什么叫焊接温度场?温度场如何表示?影响温度场的主要因素有哪些?焊接过程中每一瞬时焊接接头上各点的温度分布状态称为焊接温度场。
可用列表法、公式法或图像法表示。
影响因素:1热源的性质及焊接工艺参数,2被焊金属的热物理性质,3焊件的几何尺寸级状态。
3、焊接热循环的主要参数有哪些?有何特点?有哪些影响因素?焊接热循环的主要参数是加热速度(VH)、最高加热温度Tm、相对温度以上停留时间(tH)及冷却速焊接热循环具有以下特点:1焊接热循环的参数对焊接冶金过程和焊接热影响区的组织性能有强烈的影响,从而影响焊接质量。
2焊件上各点的热循环不同主要取决于各点离焊缝中心的距离,离焊缝中心越近,其加热速度越大,峰值温度越高,冷却速度也越大。
4、焊接冶金有何特点?焊条电弧焊有几个焊接化学冶金反应区?1焊接冶金反应分区域连续进行,2焊接冶金反应具有超高温特征,3冶金反应界面大,4焊接冶金过程时间短,5焊接金属处于不断运动状态。
药皮反应区、熔滴反应区、熔池反应区。
5、焊条电弧焊各冶金反应区的冶金反应有何不同?药皮反应区是整个冶金过程的准备阶段,其产物就是熔滴和熔池反应区的反应物,对冶金过程有一定的影响。
熔滴反应区是冶金反应最剧烈的区域,对焊缝的成分影响最大。
熔池反应区是对焊缝成分起决定性作用的反应区。
6、焊条加热与焊化的热量来自于哪些方面?电阻热过大队焊接质量有何影响?来自于三个方面:焊接电弧传递给焊条的热能;焊接电流通过焊芯时产生的电阻热;化学冶金反应产生的反应热。
课后练习题答案第一章一、单项选择题1. D2. C3. A4. A5. D6. A7. B8. A9. A10.D二、判断题1.╳2.╳3.╳4.∨5.╳6.╳7.∨8.╳9.∨10.╳三、判断题1.BCD2.ABD3.ABD4.ABC5.ABD6.ABCE7.ABEF8.ABCDE9.BCE10.CDE四、计算实务题(一)1.资产2.负债3.资产4.资产5.资产6.负债7.负债8.资产9.资产10.负债11.资产12.负债13.资产14.资产15.所有者权益16.负债17.资产18.所有者权益19.收入20.费用21.费用22.负债1、收付实现制利润=22 800-8 100=14 700(元)2、权责发生制利润=26 000-15 400=12 500(元)3、因为两种方法确定收入和费用的原则不同。
收付实现制是以实际收到现金时作为收入,实际付出现金时作为费用。
而权责发生制则是按照收入和费用的归属期来确认的,而不是以现金实际收付来确认的,所以两种制度计算的收入、费用和利润是不同的。
第二章一、单项选择题1. B2. D3. B4. D5. A6. B7. A8. D9. D10.B二、判断题1.╳2.╳3.╳4.∨5.╳6.∨7.∨8.╳9.╳10.∨三、多项选择题1.ABCD2.ACD3.ABD4.BCD5.ABDF6.AD7.ABCE8.CDEF9.ABCD10.ABCDE四、计算实务题(一)○1=38 000 ○2=1 940 ○3=5 040 ○4=12 880(二)所属要素所用会计科目23.资产银行存款24.负债短期借款25.资产库存现金26.资产原材料27.资产库存商品28.负债应付职工薪酬29.负债应付账款30.资产长期债权投资31.资产无形资产32.负债应付票据33.负债长期借款34.负债其他应付款35.资产委托加工物资36.资产固定资产37.所有者权益实收资本38.资产固定资产39.资产应收账款40.所有者权益未分配利润41.收入主营业务收入42.费用销售费用43.费用管理费用44.收入其他业务收入45.费用所得税费用46.费用营业外支出(三)(四)借银行存款贷期初余额80 000(1)30 000(2)50 000 (3) 2 000(4)80 000 (5)130 000本期发生额130 000 本期发生额162 000期末余额48 000第三章一、单项选择题1. B2. C3. C4. C5. B6. D7. B8. B9. A10.C二、判断题1.╳2.╳3.╳4.╳5.╳6.∨7.∨8.∨9.╳10.∨三、多项选择题1.BCE2.ABCE3.ABDE4.ACE5.ACD6.ABDE7.ABCDE8.ACDE9.DE10.ABC四、业务题(一)(1)借:生产成本--- A产品90000生产成本--- B产品70000制造费用40000贷:原材料200000(2)借:生产成本---A产品90000生产成本---B产品60000制造费用---工资费40000贷:应付职工薪酬180000(3)借:预付账款45000贷:银行存款45000借:制造费用15000贷:预付账款15000(4)借:制造费用20000贷:累计折旧20000(5)借:制造费用5000贷:银行存款5000(6)本月发生的制造费用总额=40000+40000+15000+20000+5000=120000 借:生产成本---A产品72000生产成本---B产品48000贷:制造费用120000(7)借:库存商品---A产品252000库存商品---B产品178000贷:生产成本---A产品252000生产成本---B产品178000(二)(1)借:其他应收款---李勤3000贷:库存现金3000(2)借:原材料---甲材料10000应交税费---应交增值税1700贷:应付账款11700(3)借:生产成本---A产品20000生产成本---B产品40000制造费用30000管理费用10000贷:原材料100000(4)借:银行存款292500应收账款---沃尔玛292500应收账款---乐购351000贷:主营业务收入---A产品500000主营业务收入---B产品300000应交税费---应交增值税136000(5)借:管理费用12000贷:银行存款12000(6)借:制造费用20000管理费用10000贷:累计折旧30000(7)借:生产成本---A产品80000生产成本---B产品40000制造费用40000管理费用60000贷:应付职工薪酬220000(8)本月发生的制造费用总额=30000+20000+40000=90000 借:生产成本---A产品60000生产成本---B产品30000贷:制造费用90000(9)借:库存商品---A产品160000库存商品---B产品110000贷:生产成本---A产品160000生产成本---B产品110000(10)借:主营业务成本162500贷:库存商品---A产品80000库存商品---B产品82500(11)借:财务费用1000贷:应付利息1000(12)借:主营业务收入800000贷:本年利润800000借:本年利润255500贷:主营业务成本162500管理费用92000财务费用1000(13)本月税前利润=主营业务收入—主营业务成本—管理费用—财务费用=800000—255500=544500元本月应交所得税=544500×25%=136125元借:所得税费用136125贷:应交税费---应交所得税136125借:本年利润136125贷:所得税费用136125第四章一、单项选择题1. C2. C3. B4. A5. D6. D7. D8. B9. B10.C二、判断题1.╳2.╳3.∨4.╳5.╳6.∨7.╳8.╳9.∨10.╳三、多项选择题1.ACE2.ABE3.ABCDE4.AD5.ACDE6.BCEF7.四、计算实务题(一)现金日记账银行存款日记账(二)1.有错误,应用红字更正法更正:借:管理费用 贷:库存现金 借:管理费用 贷:银行存款 900 2.有错误,可以用补充登记法更正: 借:预付账款 5 400 贷:银行存款 5 400 3.有错误,应用红字更正法更正:借:预付账款 贷:银行存款 45.有错误,应用红字更正法予以更正: 借:本年利润 贷:主营业务收入 借:主营业务收入 85 000 贷:本年利润 85 000(三)1、编制会计分录如下: (1)借:管理费用 5 000 贷:银行存款 5 000 应编入银行存款汇总付款凭证。
高中数学必修1课后习题答案 第一章 集合与函数概念1.1集合1.1.1集合的含义与表示练习(第5页)1.用符号“∈”或“∉”填空:(1)设A 为所有亚洲国家组成的集合,则:中国_______A ,美国_______A ,印度_______A ,英国_______A ;(2)若2{|}A x x x ==,则1-_______A ; (3)若2{|60}B x x x =+-=,则3_______B ;(4)若{|110}C x N x =∈≤≤,则8_______C ,9.1_______C . 1.(1)中国∈A ,美国∉A ,印度∈A ,英国∉A ;中国和印度是属于亚洲的国家,美国在北美洲,英国在欧洲.(2)1-∉A 2{|}{0,1}A x x x ===.(3)3∉B 2{|60}{3,2}B x x x =+-==-. (4)8∈C ,9.1∉C 9.1N ∉. 2.试选择适当的方法表示下列集合:(1)由方程290x -=的所有实数根组成的集合; (2)由小于8的所有素数组成的集合;(3)一次函数3y x =+与26y x =-+的图象的交点组成的集合; (4)不等式453x -<的解集.2.解:(1)因为方程290x -=的实数根为123,3x x =-=,所以由方程290x -=的所有实数根组成的集合为{3,3}-; (2)因为小于8的素数为2,3,5,7,所以由小于8的所有素数组成的集合为{2,3,5,7};(3)由326y x y x =+⎧⎨=-+⎩,得14x y =⎧⎨=⎩,即一次函数3y x =+与26y x =-+的图象的交点为(1,4),所以一次函数3y x =+与26y x =-+的图象的交点组成的集合为{(1,4)};(4)由453x -<,得2x <,所以不等式453x -<的解集为{|2}x x <.1.1.2集合间的基本关系练习(第7页)1.写出集合{,,}a b c 的所有子集.1.解:按子集元素个数来分类,不取任何元素,得∅;取一个元素,得{},{},{}a b c ; 取两个元素,得{,},{,},{,}a b a c b c ; 取三个元素,得{,,}a b c ,即集合{,,}a b c 的所有子集为,{},{},{},{,},{,},{,},{,,}a b c a b a c b c a b c ∅.2.用适当的符号填空:(1)a ______{,,}a b c ; (2)0______2{|0}x x =; (3)∅______2{|10}x R x ∈+=; (4){0,1}______N ;(5){0}______2{|}x x x =; (6){2,1}______2{|320}x x x -+=.2.(1){,,}a a b c ∈ a 是集合{,,}a b c 中的一个元素;(2)20{|0}x x ∈= 2{|0}{0}x x ==;(3)2{|10}x R x ∅=∈+= 方程210x +=无实数根,2{|10}x R x ∈+==∅;(4){0,1}N (或{0,1}N ⊆) {0,1}是自然数集合N 的子集,也是真子集;(5){0}2{|}x x x = (或2{0}{|}x x x ⊆=) 2{|}{0,1}x x x ==;(6)2{2,1}{|320}x x x =-+= 方程2320x x -+=两根为121,2x x ==.3.判断下列两个集合之间的关系:(1){1,2,4}A =,{|8}B x x =是的约数;(2){|3,}A x x k k N ==∈,{|6,}B x x z z N ==∈;(3){|410}A x x x N +=∈是与的公倍数,,{|20,}B x x m m N +==∈.3.解:(1)因为{|8}{1,2,4,8}B x x ==是的约数,所以AB ;(2)当2k z =时,36k z =;当21k z =+时,363k z =+,即B 是A 的真子集,BA ;(3)因为4与10的最小公倍数是20,所以A B =.1.1.3集合的基本运算练习(第11页)1.设{3,5,6,8},{4,5,7,8}A B ==,求,A B A B .1.解:{3,5,6,8}{4,5,7,8}{5,8}A B ==, {3,5,6,8}{4,5,7,8}{3,4,5,6,7,8}AB ==.2.设22{|450},{|1}A x x x B x x =--===,求,AB A B .2.解:方程2450x x --=的两根为121,5x x =-=, 方程210x -=的两根为121,1x x =-=,得{1,5},{1,1}A B =-=-, 即{1},{1,1,5}AB A B =-=-.3.已知{|}A x x =是等腰三角形,{|}B x x =是直角三角形,求,A B A B .3.解:{|}A B x x =是等腰直角三角形,{|}AB x x =是等腰三角形或直角三角形.4.已知全集{1,2,3,4,5,6,7}U =,{2,4,5},{1,3,5,7}A B ==, 求(),()()U U U AB A B 痧?.4.解:显然{2,4,6}U B =ð,{1,3,6,7}U A =ð, 则(){2,4}U AB =ð,()(){6}U U A B =痧. 1.1集合习题1.1 (第11页) A 组1.用符号“∈”或“∉”填空:(1)237_______Q ; (2)23______N ; (3)π_______Q ;(4_______R ; (5Z ; (6)2_______N .1.(1)237Q ∈ 237是有理数; (2)23N ∈ 239=是个自然数;(3)Q π∉ π是个无理数,不是有理数; (4R(5Z3=是个整数; (6)2N ∈ 2)5=是个自然数.2.已知{|31,}A x x k k Z ==-∈,用 “∈”或“∉” 符号填空: (1)5_______A ; (2)7_______A ; (3)10-_______A . 2.(1)5A ∈; (2)7A ∉; (3)10A -∈. 当2k =时,315k -=;当3k =-时,3110k -=-; 3.用列举法表示下列给定的集合: (1)大于1且小于6的整数; (2){|(1)(2)0}A x x x =-+=; (3){|3213}B x Z x =∈-<-≤.3.解:(1)大于1且小于6的整数为2,3,4,5,即{2,3,4,5}为所求;(2)方程(1)(2)0x x -+=的两个实根为122,1x x =-=,即{2,1}-为所求; (3)由不等式3213x -<-≤,得12x -<≤,且x Z ∈,即{0,1,2}为所求. 4.试选择适当的方法表示下列集合:(1)二次函数24y x =-的函数值组成的集合; (2)反比例函数2y x=的自变量的值组成的集合;(3)不等式342x x ≥-的解集.4.解:(1)显然有20x ≥,得244x -≥-,即4y ≥-,得二次函数24y x =-的函数值组成的集合为{|4}y y ≥-;(2)显然有0x ≠,得反比例函数2y x =的自变量的值组成的集合为{|0}x x ≠; (3)由不等式342x x ≥-,得45x ≥,即不等式342x x ≥-的解集为4{|}5x x ≥.5.选用适当的符号填空:(1)已知集合{|233},{|2}A x x x B x x =-<=≥,则有:4-_______B ; 3-_______A ; {2}_______B ; B _______A ; (2)已知集合2{|10}A x x =-=,则有:1_______A ; {1}-_______A ; ∅_______A ; {1,1}-_______A ; (3){|}x x 是菱形_______{|}x x 是平行四边形; {|}x x 是等腰三角形_______{|}x x 是等边三角形.5.(1)4B -∉; 3A -∉; {2}B ; BA ;2333x x x -<⇒>-,即{|3},{|2}A x x B x x =>-=≥;(2)1A ∈; {1}-A ; ∅A ; {1,1}-=A ; 2{|10}{1,1}A x x =-==-;(3){|}x x 是菱形{|}x x 是平行四边形;菱形一定是平行四边形,是特殊的平行四边形,但是平行四边形不一定是菱形;{|}x x 是等边三角形{|}x x 是等腰三角形.等边三角形一定是等腰三角形,但是等腰三角形不一定是等边三角形.6.设集合{|24},{|3782}A x x B x x x =≤<=-≥-,求,AB A B .6.解:3782x x -≥-,即3x ≥,得{|24},{|3}A x x B x x =≤<=≥, 则{|2}AB x x =≥,{|34}A B x x =≤<.7.设集合{|9}A x x =是小于的正整数,{1,2,3},{3,4,5,6}B C ==,求A B ,AC ,()A B C ,()A B C .7.解:{|9}{1,2,3,4,5,6,7,8}A x x ==是小于的正整数, 则{1,2,3}AB =,{3,4,5,6}AC =, 而{1,2,3,4,5,6}B C =,{3}B C =, 则(){1,2,3,4,5,6}AB C =,(){1,2,3,4,5,6,7,8}A B C =.8.学校里开运动会,设{|}A x x =是参加一百米跑的同学,{|}B x x =是参加二百米跑的同学,{|}C x x =是参加四百米跑的同学,学校规定,每个参加上述的同学最多只能参加两项,请你用集合的语言说明这项规定, 并解释以下集合运算的含义:(1)AB ;(2)A C . 8.解:用集合的语言说明这项规定:每个参加上述的同学最多只能参加两项, 即为()A B C =∅.(1){|}A B x x =是参加一百米跑或参加二百米跑的同学; (2){|}AC x x =是既参加一百米跑又参加四百米跑的同学.9.设{|}S x x =是平行四边形或梯形,{|}A x x =是平行四边形,{|}B x x =是菱形,{|}C x x =是矩形,求BC ,A B ð,S A ð.9.解:同时满足菱形和矩形特征的是正方形,即{|}BC x x =是正方形,平行四边形按照邻边是否相等可以分为两类,而邻边相等的平行四边形就是菱形, 即{|}A B x x =是邻边不相等的平行四边形ð, {|}S A x x =是梯形ð.10.已知集合{|37},{|210}A x x B x x =≤<=<<,求()R AB ð,()R A B ð,()R A B ð,()R A B ð.10.解:{|210}A B x x =<<,{|37}A B x x =≤<,{|3,7}R A x x x =<≥或ð,{|2,10}R B x x x =≤≥或ð, 得(){|2,10}R A B x x x =≤≥或ð, (){|3,7}R A B x x x =<≥或ð, (){|23,710}R A B x x x =<<≤<或ð,(){|2,3710}R AB x x x x =≤≤<≥或或ð.B 组1.已知集合{1,2}A =,集合B 满足{1,2}A B =,则集合B 有 个.1.4 集合B 满足AB A =,则B A ⊆,即集合B 是集合A 的子集,得4个子集.2.在平面直角坐标系中,集合{(,)|}C x y y x ==表示直线y x =,从这个角度看,集合21(,)|45x y D x y x y ⎧-=⎫⎧=⎨⎨⎬+=⎩⎩⎭表示什么?集合,C D 之间有什么关系?2.解:集合21(,)|45x y D x y x y ⎧-=⎫⎧=⎨⎨⎬+=⎩⎩⎭表示两条直线21,45x y x y -=+=的交点的集合,即21(,)|{(1,1)}45x y D x y x y ⎧-=⎫⎧==⎨⎨⎬+=⎩⎩⎭,点(1,1)D 显然在直线y x =上,得D C .3.设集合{|(3)()0,}A x x x a a R =--=∈,{|(4)(1)0}B x x x =--=,求,A B A B .3.解:显然有集合{|(4)(1)0}{1,4}B x x x =--==, 当3a =时,集合{3}A =,则{1,3,4},A B A B ==∅; 当1a =时,集合{1,3}A =,则{1,3,4},{1}A B A B ==; 当4a =时,集合{3,4}A =,则{1,3,4},{4}AB A B ==;当1a ≠,且3a ≠,且4a ≠时,集合{3,}A a =,则{1,3,4,},AB a A B ==∅.4.已知全集{|010}U AB x N x ==∈≤≤,(){1,3,5,7}U A B =ð,试求集合B .4.解:显然{0,1,2,3,4,5,6,7,8,9,10}U =,由U AB =,得U B A ⊆ð,即()U UAB B =痧,而(){1,3,5,7}U A B =ð,得{1,3,5,7}U B =ð,而()U UB B =痧,即{0,2,4,6,8.9,10}B =.第一章 集合与函数概念1.2函数及其表示1.2.1函数的概念练习(第19页)1.求下列函数的定义域:(1)1()47f x x =+; (2)()1f x =.1.解:(1)要使原式有意义,则470x +≠,即74x ≠-,得该函数的定义域为7{|}4x x ≠-;(2)要使原式有意义,则1030x x -≥⎧⎨+≥⎩,即31x -≤≤,得该函数的定义域为{|31}x x -≤≤. 2.已知函数2()32f x x x =+,(1)求(2),(2),(2)(2)f f f f -+-的值; (2)求(),(),()()f a f a f a f a -+-的值.2.解:(1)由2()32f x x x =+,得2(2)322218f =⨯+⨯=,同理得2(2)3(2)2(2)8f -=⨯-+⨯-=,则(2)(2)18826f f +-=+=,即(2)18,(2)8,(2)(2)26f f f f =-=+-=;(2)由2()32f x x x =+,得22()3232f a a a a a =⨯+⨯=+,同理得22()3()2()32f a a a a a -=⨯-+⨯-=-, 则222()()(32)(32)6f a f a a a a a a +-=++-=,即222()32,()32,()()6f a a a f a a a f a f a a =+-=-+-=.3.判断下列各组中的函数是否相等,并说明理由:(1)表示炮弹飞行高度h 与时间t 关系的函数21305h t t =-和二次函数21305y x x =-; (2)()1f x =和0()g x x =.3.解:(1)不相等,因为定义域不同,时间0t >; (2)不相等,因为定义域不同,0()(0)g x x x =≠.1.2.2函数的表示法练习(第23页)1.如图,把截面半径为25cm 的圆形木头锯成矩形木料,如果矩形的一边长为xcm , 面积为2ycm ,把y 表示为x 的函数. 1,y ==,且050x <<,即(050)y x =<<.2.下图中哪几个图象与下述三件事分别吻合得最好?请你为剩下的那个图象写出一件事.(1)我离开家不久,发现自己把作业本忘在家里了,于是返回家里找到了作业本再上学;(2)我骑着车一路匀速行驶,只是在途中遇到一次交通堵塞,耽搁了一些时间; (3)我出发后,心情轻松,缓缓行进,后来为了赶时间开始加速.2.解:图象(A )对应事件(2),在途中遇到一次交通堵塞表示离开家的距离不发生变化;(A )(B )(C )(D )图象(B )对应事件(3),刚刚开始缓缓行进,后来为了赶时间开始加速; 图象(D )对应事件(1),返回家里的时刻,离开家的距离又为零;图象(C )我出发后,以为要迟到,赶时间开始加速,后来心情轻松,缓缓行进. 3.画出函数|2|y x =-的图象.3.解:2,2|2|2,2x x y x x x -≥⎧=-=⎨-+<⎩,图象如下所示.{|},{0,1}A x x B ==是锐角,从A 到B 的映射是“求正弦”,4.设与A 中元素60相对应的B 中的元素是什么?与B 中的元素2相对应的A 中元素是什么?4.解:因为3sin 60=,所以与A 中元素60相对应的B ;因为2sin 452=,所以与B 中的元素2相对应的A 中元素是45. 1.2函数及其表示 习题1.2(第23页)1.求下列函数的定义域:(1)3()4xf x x =-; (2)()f x =(3)26()32f x x x =-+; (4)()1f x x =-.1.解:(1)要使原式有意义,则40x -≠,即4x ≠, 得该函数的定义域为{|4}x x ≠;(2)x R ∈,()f x =即该函数的定义域为R ;(3)要使原式有意义,则2320x x -+≠,即1x ≠且2x ≠,得该函数的定义域为{|12}x x x ≠≠且; (4)要使原式有意义,则4010x x -≥⎧⎨-≠⎩,即4x ≤且1x ≠, 得该函数的定义域为{|41}x x x ≤≠且.2.下列哪一组中的函数()f x 与()g x 相等?(1)2()1,()1x f x x g x x=-=-; (2)24(),()f x x g x ==;(3)2(),()f x x g x ==2.解:(1)()1f x x =-的定义域为R ,而2()1x g x x=-的定义域为{|0}x x ≠, 即两函数的定义域不同,得函数()f x 与()g x 不相等;(2)2()f x x =的定义域为R ,而4()g x =的定义域为{|0}x x ≥,即两函数的定义域不同,得函数()f x 与()g x 不相等;(32x =,即这两函数的定义域相同,切对应法则相同,得函数()f x 与()g x 相等.3.画出下列函数的图象,并说出函数的定义域和值域.(1)3y x =; (2)8y x=; (3)45y x =-+; (4)267y x x =-+. 3.解:(1)定义域是(,)-∞+∞,值域是(,)-∞+∞;(2)定义域是(,0)(0,)-∞+∞,值域是(,0)(0,)-∞+∞;(3)定义域是(,)-∞+∞,值域是(,)-∞+∞;(4)定义域是(,)-∞+∞,值域是[2,)-+∞.4.已知函数2()352f x x x =-+,求(f ,()f a -,(3)f a +,()(3)f a f +.4.解:因为2()352f x x x =-+,所以2(3(5(28f =⨯-⨯+=+即(8f =+同理,22()3()5()2352f a a a a a -=⨯--⨯-+=++,即2()352f a a a -=++;22(3)3(3)5(3)231314f a a a a a +=⨯+-⨯++=++,即2(3)31314f a a a +=++;22()(3)352(3)3516f a f a a f a a +=-++=-+,即2()(3)3516f a f a a +=-+.5.已知函数2()6x f x x +=-, (1)点(3,14)在()f x 的图象上吗?(2)当4x =时,求()f x 的值;(3)当()2f x =时,求x 的值.5.解:(1)当3x =时,325(3)14363f +==-≠-, 即点(3,14)不在()f x 的图象上;(2)当4x =时,42(4)346f +==--, 即当4x =时,求()f x 的值为3-;(3)2()26x f x x +==-,得22(6)x x +=-, 即14x =.6.若2()f x x bx c =++,且(1)0,(3)0f f ==,求(1)f -的值.6.解:由(1)0,(3)0f f ==,得1,3是方程20x bx c ++=的两个实数根,即13,13b c +=-⨯=,得4,3b c =-=,即2()43f x x x =-+,得2(1)(1)4(1)38f -=--⨯-+=, 即(1)f -的值为8.7.画出下列函数的图象:(1)0,0()1,0x F x x ≤⎧=⎨>⎩; (2)()31,{1,2,3}G n n n =+∈.7.图象如下:8.如图,矩形的面积为10,如果矩形的长为x ,宽为y ,对角线为d ,周长为l ,那么你能获得关于这些量的哪些函数?8.解:由矩形的面积为10,即10xy =,得10(0)y x x=>,10(0)x y y =>,由对角线为d ,即d =,得(0)d x =>, 由周长为l ,即22l x y =+,得202(0)l x x x =+>, 另外2()l x y =+,而22210,xy d x y ==+,得(0)l d ===>,即(0)l d =>.9.一个圆柱形容器的底部直径是dcm ,高是hcm ,现在以3/vcm s 的速度向容器内注入某种溶液.求溶液内溶液的高度xcm 关于注入溶液的时间ts 的函数解析式,并写出函数的定义域和值域.9.解:依题意,有2()2dx vt π=,即24v x t d π=,显然0x h ≤≤,即240v t h dπ≤≤,得204h d t v π≤≤, 得函数的定义域为2[0,]4h d vπ和值域为[0,]h . 10.设集合{,,},{0,1}A a b c B ==,试问:从A 到B 的映射共有几个?并将它们分别表示出来.10.解:从A 到B 的映射共有8个.分别是()0()0()0f a f b f c =⎧⎪=⎨⎪=⎩,()0()0()1f a f b f c =⎧⎪=⎨⎪=⎩,()0()1()0f a f b f c =⎧⎪=⎨⎪=⎩,()0()0()1f a f b f c =⎧⎪=⎨⎪=⎩,()1()0()0f a f b f c =⎧⎪=⎨⎪=⎩,()1()0()1f a f b f c =⎧⎪=⎨⎪=⎩,()1()1()0f a f b f c =⎧⎪=⎨⎪=⎩,()1()0()1f a f b f c =⎧⎪=⎨⎪=⎩.B组1.函数()r f p =的图象如图所示.(1)函数()r f p =的定义域是什么?(2)函数()r f p =的值域是什么?(3)r 取何值时,只有唯一的p 值与之对应?1.解:(1)函数()r f p =的定义域是[5,0][2,6)-;(2)函数()r f p =的值域是[0,)+∞;(3)当5r >,或02r ≤<时,只有唯一的p 值与之对应.2.画出定义域为{|38,5}x x x -≤≤≠且,值域为{|12,0}y y y -≤≤≠的一个函数的图象.(1)如果平面直角坐标系中点(,)P x y 的坐标满足38x -≤≤,12y -≤≤,那么其中哪些点不能在图象上?(2)将你的图象和其他同学的相比较,有什么差别吗?2.解:图象如下,(1)点(,0)x 和点(5,)y 不能在图象上;(2)省略.3.函数()[]f x x =的函数值表示不超过x 的最大整数,例如,[ 3.5]4-=-,[2.1]2=.当( 2.5,3]x ∈-时,写出函数()f x 的解析式,并作出函数的图象.3.解:3, 2.522,211,10()[]0,011,122,233,3x x x f x x x x x x --<<-⎧⎪--≤<-⎪⎪--≤<⎪==≤<⎨⎪≤<⎪≤<⎪⎪=⎩图象如下4.如图所示,一座小岛距离海岸线上最近的点P的距离是2km,从点P沿海岸正东12km处有一个城镇.(1)假设一个人驾驶的小船的平均速度为3/km h ,步行的速度是5/km h ,t (单位:h )表示他从小岛到城镇的时间,x (单位:km )表示此人将船停在海岸处距P 点的距离.请将t 表示为x 的函数.(2)如果将船停在距点P 4km 处,那么从小岛到城镇要多长时间(精确到1h )?4.解:(112x -,得1235x t -=+,(012)x ≤≤,即1235x t -=+,(012)x ≤≤.(2)当4x =时,12483()355t h -=+=≈.第一章 集合与函数概念1.3函数的基本性质1.3.1单调性与最大(小)值练习(第32页)1.请根据下图描述某装配线的生产效率与生产线上工人数量间的关系.1.答:在一定的范围内,生产效率随着工人数量的增加而提高,当工人数量达到某个数量时,生产效率达到最大值,而超过这个数量时,生产效率随着工人数量的增加而降低.由此可见,并非是工人越多,生产效率就越高.2.整个上午(8:0012:00)天气越来越暖,中午时分(12:0013:00)一场暴风雨使天气骤然凉爽了许多.暴风雨过后,天气转暖,直到太阳落山(18:00)才又开始转凉.画出这一天8:0020:00期间气温作为时间函数的一个可能的图象,并说出所画函数的单调区间.2.解:图象如下[8,12]是递增区间,[12,13]是递减区间,[13,18]是递增区间,[18,20]是递减区间.3.根据下图说出函数的单调区间,以及在每一单调区间上,函数是增函数还是减函数.3.解:该函数在[1,0]-上是减函数,在[0,2]上是增函数,在[2,4]上是减函数,在[4,5]上是增函数.4.证明函数()21f x x =-+在R 上是减函数.4.证明:设12,x x R ∈,且12x x <,因为121221()()2()2()0f x f x x x x x -=--=->,即12()()f x f x >,所以函数()21f x x =-+在R 上是减函数.5.设()f x 是定义在区间[6,11]-上的函数.如果()f x 在区间[6,2]--上递减,在区间[2,11]-上递增,画出()f x 的一个大致的图象,从图象上可以发现(2)f -是函数()f x 的一个 .5.最小值.1.3.2单调性与最大(小)值练习(第36页)1.判断下列函数的奇偶性:(1)42()23f x x x =+; (2)3()2f x x x =- (3)21()x f x x+=; (4)2()1f x x =+. 1.解:(1)对于函数42()23f x x x =+,其定义域为(,)-∞+∞,因为对定义域内每一个x 都有4242()2()3()23()f x x x x x f x -=-+-=+=,所以函数42()23f x x x =+为偶函数;(2)对于函数3()2f x x x =-,其定义域为(,)-∞+∞,因为对定义域内每一个x 都有33()()2()(2)()f x x x x x f x -=---=--=-,所以函数3()2f x x x =-为奇函数;(3)对于函数21()x f x x+=,其定义域为(,0)(0,)-∞+∞,因为对定义域内 每一个x 都有22()11()()x x f x f x x x-++-==-=--, 所以函数21()x f x x+=为奇函数; (4)对于函数2()1f x x =+,其定义域为(,)-∞+∞,因为对定义域内每一个x 都有22()()11()f x x x f x -=-+=+=,所以函数2()1f x x =+为偶函数.2.已知()f x 是偶函数,()g x 是奇函数,试将下图补充完整.2.解:()f x 是偶函数,其图象是关于y 轴对称的;()g x 是奇函数,其图象是关于原点对称的.习题1.3A 组1.画出下列函数的图象,并根据图象说出函数()y f x =的单调区间,以及在各单调区间上函数()y f x =是增函数还是减函数.(1)256y x x =--; (2)29y x =-. 1.解:(1)函数在5(,)2-∞上递减;函数在5[,)2+∞上递增;(2)函数在(,0)-∞上递增;函数在[0,)+∞上递减.2.证明:(1)函数2()1f x x =+在(,0)-∞上是减函数;(2)函数1()1f x x=-在(,0)-∞上是增函数. 2.证明:(1)设120x x <<,而2212121212()()()()f x f x x x x x x x -=-=+-,由12120,0x x x x +<-<,得12()()0f x f x ->,即12()()f x f x >,所以函数2()1f x x =+在(,0)-∞上是减函数;(2)设120x x <<,而1212211211()()x x f x f x x x x x --=-=, 由12120,0x x x x >-<,得12()()0f x f x -<,即12()()f x f x <,所以函数1()1f x x=-在(,0)-∞上是增函数. 3.探究一次函数()y mx b x R =+∈的单调性,并证明你的结论.3.解:当0m >时,一次函数y mx b =+在(,)-∞+∞上是增函数;当0m <时,一次函数y mx b =+在(,)-∞+∞上是减函数,令()f x mx b =+,设12x x <,而1212()()()f x f x m x x -=-,当0m >时,12()0m x x -<,即12()()f x f x <,得一次函数y mx b =+在(,)-∞+∞上是增函数;当0m <时,12()0m x x ->,即12()()f x f x >,得一次函数y mx b =+在(,)-∞+∞上是减函数.4.一名心率过速患者服用某种药物后心率立刻明显减慢,之后随着药力的减退,心率再次慢慢升高.画出自服药那一刻起,心率关于时间的一个可能的图象(示意图).4.解:自服药那一刻起,心率关于时间的一个可能的图象为5.某汽车租赁公司的月收益y 元与每辆车的月租金x 元间的关系为21622100050x y x =-+-,那么,每辆车的月租金多少元时,租赁公司的月收益最大?最大月收益是多少?5.解:对于函数21622100050x y x =-+-, 当162405012()50x =-=⨯-时,max 307050y =(元), 即每辆车的月租金为4050元时,租赁公司最大月收益为307050元.6.已知函数()f x 是定义在R 上的奇函数,当0x ≥时,()(1)f x x x =+.画出函数()f x的图象,并求出函数的解析式.6.解:当0x <时,0x ->,而当0x ≥时,()(1)f x x x =+,即()(1)f x x x -=--,而由已知函数是奇函数,得()()f x f x -=-,得()(1)f x x x -=--,即()(1)f x x x =-,所以函数的解析式为(1),0()(1),0x x x f x x x x +≥⎧=⎨-<⎩.B 组1.已知函数2()2f x x x =-,2()2([2,4])g x x x x =-∈.(1)求()f x ,()g x 的单调区间; (2)求()f x ,()g x 的最小值.1.解:(1)二次函数2()2f x x x =-的对称轴为1x =,则函数()f x 的单调区间为(,1),[1,)-∞+∞,且函数()f x 在(,1)-∞上为减函数,在[1,)+∞上为增函数,函数()g x 的单调区间为[2,4],且函数()g x 在[2,4]上为增函数;(2)当1x =时,min ()1f x =-,因为函数()g x 在[2,4]上为增函数,所以2min ()(2)2220g x g ==-⨯=.2.如图所示,动物园要建造一面靠墙的2间面积相同的矩形熊猫居室,如果可供建造围墙的材料总长是30m ,那么宽x (单位:m )为多少才能使建造的每间熊猫居室面积最大?每间熊猫居室的最大面积是多少?2.解:由矩形的宽为x m ,得矩形的长为3032x m -,设矩形的面积为S , 则23033(10)22x x x S x --==-, 当5x =时,2max 37.5S m =,即宽5x =m 才能使建造的每间熊猫居室面积最大,且每间熊猫居室的最大面积是18.75m^2.3.已知函数()f x 是偶函数,而且在(0,)+∞上是减函数,判断()f x 在(,0)-∞上是增函数还是减函数,并证明你的判断.3.判断()f x 在(,0)-∞上是增函数,证明如下:设120x x <<,则120x x ->->,因为函数()f x 在(0,)+∞上是减函数,得12()()f x f x -<-,又因为函数()f x 是偶函数,得12()()f x f x <,所以()f x 在(,0)-∞上是增函数.复习参考题A 组1.用列举法表示下列集合:(1)2{|9}A x x ==;(2){|12}B x N x =∈≤≤;(3)2{|320}C x x x =-+=.1.解:(1)方程29x =的解为123,3x x =-=,即集合{3,3}A =-; (2)12x ≤≤,且x N ∈,则1,2x =,即集合{1,2}B =;(3)方程2320x x -+=的解为121,2x x ==,即集合{1,2}C =.2.设P 表示平面内的动点,属于下列集合的点组成什么图形?(1){|}P PA PB =(,)A B 是两个定点;(2){|3}P PO cm =()O 是定点.2.解:(1)由PA PB =,得点P 到线段AB 的两个端点的距离相等,即{|}P PA PB =表示的点组成线段AB 的垂直平分线;(2){|3}P PO cm =表示的点组成以定点O 为圆心,半径为3cm 的圆.3.设平面内有ABC ∆,且P 表示这个平面内的动点,指出属于集合{|}{|}P PA PB P PA PC ==的点是什么.3.解:集合{|}P PA PB =表示的点组成线段AB 的垂直平分线,集合{|}P PA PC =表示的点组成线段AC 的垂直平分线,得{|}{|}P PA PB P PA PC ==的点是线段AB 的垂直平分线与线段AC 的垂直平分线的交点,即ABC ∆的外心.4.已知集合2{|1}A x x ==,{|1}B x ax ==.若B A ⊆,求实数a 的值.4.解:显然集合{1,1}A =-,对于集合{|1}B x ax ==,当0a =时,集合B =∅,满足B A ⊆,即0a =;当0a ≠时,集合1{}B a =,而B A ⊆,则11a =-,或11a =, 得1a =-,或1a =,综上得:实数a 的值为1,0-,或1.5.已知集合{(,)|20}A x y x y =-=,{(,)|30}B x y x y =+=,{(,)|23}C x y x y =-=,求A B ,A C ,()()A B B C .5.解:集合20(,)|{(0,0)}30x y A B x y x y ⎧-=⎫⎧==⎨⎨⎬+=⎩⎩⎭,即{(0,0)}A B =;集合20(,)|23x y AC x y x y ⎧-=⎫⎧==∅⎨⎨⎬-=⎩⎩⎭,即A C =∅; 集合3039(,)|{(,)}2355x y B C x y x y ⎧+=⎫⎧==-⎨⎨⎬-=⎩⎩⎭; 则39()(){(0,0),(,)}55A B B C =-. 6.求下列函数的定义域:(1)y =(2)||5y x =-. 6.解:(1)要使原式有意义,则2050x x -≥⎧⎨+≥⎩,即2x ≥, 得函数的定义域为[2,)+∞;(2)要使原式有意义,则40||50x x -≥⎧⎨-≠⎩,即4x ≥,且5x ≠,得函数的定义域为[4,5)(5,)+∞. 7.已知函数1()1x f x x-=+,求:(1)()1(1)f a a +≠-; (2)(1)(2)f a a +≠-.7.解:(1)因为1()1x f x x-=+, 所以1()1a f a a -=+,得12()1111a f a a a-+=+=++, 即2()11f a a+=+; (2)因为1()1x f x x-=+, 所以1(1)(1)112a a f a a a -++==-+++, 即(1)2a f a a +=-+. 8.设221()1x f x x+=-,求证:50 (1)()()f x f x -=; (2)1()()f f x x=-. 8.证明:(1)因为221()1x f x x+=-, 所以22221()1()()1()1x x f x f x x x+-+-===---, 即()()f x f x -=;(2)因为221()1x f x x+=-, 所以222211()11()()111()x x f f x x x x++===---, 即1()()f f x x=-. 9.已知函数2()48f x x kx =--在[5,20]上具有单调性,求实数k 的取值范围.9.解:该二次函数的对称轴为8k x =, 函数2()48f x x kx =--在[5,20]上具有单调性, 则208k ≥,或58k ≤,得160k ≥,或40k ≤, 即实数k 的取值范围为160k ≥,或40k ≤.10.已知函数2y x -=,(1)它是奇函数还是偶函数?(2)它的图象具有怎样的对称性?(3)它在(0,)+∞上是增函数还是减函数?(4)它在(,0)-∞上是增函数还是减函数?10.解:(1)令2()f x x -=,而22()()()f x x x f x ---=-==,即函数2y x -=是偶函数;(2)函数2y x -=的图象关于y 轴对称;(3)函数2y x -=在(0,)+∞上是减函数;(4)函数2y x -=在(,0)-∞上是增函数.B 组1.学校举办运动会时,高一(1)班共有28名同学参加比赛,有15人参加游泳比赛,有8人参加田径比赛,有14人参加球类比赛,同时参加游泳比赛和田径比赛的有3人,同时参加游泳比赛和球类比赛的有3人,没有人同时参加三项比赛.问同时参加田径和球类比赛的有多少人?只参加游泳一项比赛的有多少人?1.解:设同时参加田径和球类比赛的有x 人,则158143328x ++---=,得3x =,只参加游泳一项比赛的有15339--=(人),即同时参加田径和球类比赛的有3人,只参加游泳一项比赛的有9人.2.已知非空集合2{|}A x R x a =∈=,试求实数a 的取值范围.2.解:因为集合A ≠∅,且20x ≥,所以0a ≥.3.设全集{1,2,3,4,5,6,7,8,9}U =,(){1,3}U AB =ð,(){2,4}U A B =ð,求集合B . 3.解:由(){1,3}U AB =ð,得{2,4,5,6,7,8,9}A B =, 集合A B 里除去()U A B ð,得集合B ,所以集合{5,6,7,8,9}B =.4.已知函数(4),0()(4),0x x x f x x x x +≥⎧=⎨-<⎩.求(1)f ,(3)f -,(1)f a +的值. 4.解:当0x ≥时,()(4)f x x x =+,得(1)1(14)5f =⨯+=;当0x <时,()(4)f x x x =-,得(3)3(34)21f -=-⨯--=;(1)(5),1(1)(1)(3),1a a a f a a a a ++≥-⎧+=⎨+-<-⎩. 5.证明:(1)若()f x ax b =+,则1212()()()22x x f x f x f ++=; (2)若2()g x x ax b =++,则1212()()()22x x g x g x g ++≤. 5.证明:(1)因为()f x ax b =+,得121212()()222x x x x a f a b x x b ++=+=++, 121212()()()222f x f x ax b ax b a x x b ++++==++, 所以1212()()()22x x f x f x f ++=; (2)因为2()g x x ax b =++, 得22121212121()(2)()242x x x x g x x x x a b ++=++++, 22121122()()1[()()]22g x g x x ax b x ax b +=+++++ 2212121()()22x x x x a b +=+++, 因为2222212121212111(2)()()0424x x x x x x x x ++-+=--≤, 即222212121211(2)()42x x x x x x ++≤+, 所以1212()()()22x x g x g x g ++≤. 6.(1)已知奇函数()f x 在[,]a b 上是减函数,试问:它在[,]b a --上是增函数还是减函数?(2)已知偶函数()g x 在[,]a b 上是增函数,试问:它在[,]b a --上是增函数还是减函数?6.解:(1)函数()f x 在[,]b a --上也是减函数,证明如下:设12b x x a -<<<-,则21a x x b <-<-<,因为函数()f x 在[,]a b 上是减函数,则21()()f x f x ->-,又因为函数()f x 是奇函数,则21()()f x f x ->-,即12()()f x f x >,所以函数()f x 在[,]b a --上也是减函数;(2)函数()g x 在[,]b a --上是减函数,证明如下:设12b x x a -<<<-,则21a x x b <-<-<,因为函数()g x 在[,]a b 上是增函数,则21()()g x g x -<-,又因为函数()g x 是偶函数,则21()()g x g x <,即12()()g x g x >,所以函数()g x 在[,]b a --上是减函数. 7.《中华人民共和国个人所得税》规定,公民全月工资、薪金所得不超过2000元的部分不必纳税,超过2000元的部分为全月应纳税所得额.此项税款按下表分段累计计算:某人一月份应交纳此项税款为26.78元,那么他当月的工资、薪金所得是多少?7.解:设某人的全月工资、薪金所得为x 元,应纳此项税款为y 元,则0,02000(2000)5%,2000250025(2500)10%,25004000175(4000)15%,40005000x x x y x x x x ≤≤⎧⎪-⨯<≤⎪=⎨+-⨯<≤⎪⎪+-⨯<≤⎩由该人一月份应交纳此项税款为26.78元,得25004000x <≤,25(2500)10%26.78x +-⨯=,得2517.8x =,所以该人当月的工资、薪金所得是2517.8元.第三章函数的应用3.1函数与方程练习(P88)1.(1)令f(x)=-x2+3x+5,作出函数f(x)的图象(图3-1-2-7(1)),它与x轴有两个交点,所以方程-x2+3x+5=0有两个不相等的实数根.(2)2x(x-2)=-3可化为2x2-4x+3=0,令f(x)=2x2-4x+3,作出函数f(x)的图象(图3-1-2-7(2)),它与x轴没有交点,所以方程2x(x-2)=-3无实数根.(3)x2=4x-4可化为x2-4x+4=0,令f(x)=x2-4x+4,作出函数f(x)的图象(图3-1-2-7(3)),它与x轴只有一个交点(相切),所以方程x2=4x-4有两个相等的实数根.(4)5x2+2x=3x2+5可化为2x2+2x-5=0,令f(x)=2x2+2x-5,作出函数f(x)的图象(图3-1-2-7(4)),它与x轴有两个交点,所以方程5x2+2x=3x2+5有两个不相等的实数根.图3-1-2-72.(1)作出函数图象(图3-1-2-8(1)),因为f(1)=1>0,f(1.5)=-2.875<0,所以f(x)=-x3-3x+5在区间(1,1.5)上有一个零点.又因为f(x)是(-∞,+∞)上的减函数,所以f(x)=-x3-3x+5在区间(1,1.5)上有且只有一个零点.(2)作出函数图象(图3-1-2-8(2)),因为f(3)<0,f(4)>0,所以f(x)=2x·ln(x-2)-3在区间(3,4)上有一个零点.又因为f(x)=2x·ln(x-2)-3在(2,+∞)上是增函数,所以f(x)在(3,4)上有且仅有一个零点.(3)作出函数图象(图3-1-2-8(3)),因为f(0)<0,f(1)>0,所以f(x)=e x-1+4x-4在区间(0,1)上有一个零点.又因为f(x)=e x-1+4x-4在(-∞,+∞)上是增函数,所以f(x)在(0,1)上有且仅有一个零点.(4)作出函数图象(图3-1-2-8(4)),因为f(-4)<0,f(-3)>0,f(-2)<0,f(2)<0,f(3)>0,所以f(x)=3(x+2)(x-3)(x+4)+x在(-4,-3),(-3,-2),(2,3)上各有一个零点.图3-1-2-8练习(P91)1.由题设可知f(0)=-1.4<0,f(1)=1.6>0,于是f(0)·f(1)<0,所以函数f(x)在区间(0,1)内有一个零点x0.下面用二分法求函数f(x)=x3+1.1x2+0.9x-1.4在区间(0,1)内的零点.取区间(0,1)的中点x1=0.5,用计算器可算得f(0.5)=-0.55.因为f(0.5)·f(1)<0,所以x0∈(0.5,1).再取区间(0.5,1)的中点x2=0.75,用计算器可算得f(0.75)≈0.32.因为f(0.5)·f(0.75)<0,所以x0∈(0.5,0.75).同理,可得x0∈(0.625,0.75),x0∈(0.625,0.687 5),x0∈(0.656 25,0.687 5).由于|0.687 5-0.656 25|=0.031 25<0.1,所以原方程的近似解可取为0.656 25.2.原方程可化为x+lgx-3=0,令f(x)=x+lgx-3,用计算器可算得f(2)≈-0.70,f(3)≈0.48.于是f(2)·f(3)<0,所以这个方程在区间(2,3)内有一个解x0.下面用二分法求方程x=3-lgx在区间(2,3)的近似解.取区间(2,3)的中点x1=2.5,用计算器可算得f(2.5)≈-0.10.因为f(2.5)·f(3)<0,所以x0∈(2.5,3).再取区间(2.5,3)的中点x2=2.75,用计算器可算得f(2.75)≈0.19.因为f(2.5)·f(2.75)<0,所以x0∈(2.5,2.75).同理,可得x0∈(2.5,2.625),x0∈(2.562 5,2.625),x0∈(2.562 5,2.593 75),x0∈(2.578 125,2.593 75),x0∈(2.585 937 5,2.59 375).由于|2.585 937 5-2.593 75|=0.007 812 5<0.01,所以原方程的近似解可取为2.593 75.习题3.1 A组(P92)1.A,C 点评:需了解二分法求函数的近似零点的条件.2.由x,f(x)的对应值表可得f(2)·f(3)<0,f(3)·f(4)<0,f(4)·f(5)<0,又根据“如果函数y=f(x)在区间[a,b]上的图象是连续不断的一条曲线,并且f(a)·f(b)<0,那么函数y=f(x)在区间(a,b)内有零点.”可知函数f(x)分别在区间(2,3),(3,4),(4,5)内有零点.3.原方程即(x+1)(x-2)(x-3)-1=0,令f(x)=(x+1)(x-2)(x-3)-1,可算得f(-1)=-1,f(0)=5.于是f(-1)·f(0)<0,所以这个方程在区间(-1,0)内有一个解. 下面用二分法求方程(x+1)(x-2)(x-3)=1在区间(-1,0)内的近似解.取区间(-1,0)的中点x1=-0.5,用计算器可算得f(-0.5)=3.375.因为f(-1)·f(-0.5)<0,所以x0∈(-1,-0.5).再取(-1,-0.5)的中点x2=-0.75,用计算器可算得f(-0.75)≈1.58.因为f(-1)·f(-0.75)<0,所以x0∈(-1,-0.75).同理,可得x0∈(-1,-0.875),x0∈(-0.937 5,-0.875).由于|(-0.875)-(-0.937 5)|=0.062 5<0.1,所以原方程的近似解可取为-0.937 5.4.原方程即0.8x-1-lnx=0,令f(x)=0.8x-1-lnx,f(0)没有意义,用计算器算得f(0.5)≈0.59,f(1)=-0.2.于是f(0.5)·f(1)<0,所以这个方程在区间(0.5,1)内有一个解.下面用二分法求方程0.8x-1=lnx在区间(0,1)内的近似解.取区间(0.5,1)的中点x1=0.75,用计算器可算得f(0.75)≈0.13.因为f (0.75)·f (1)<0,所以x 0∈(0.75,1).再取(0.75,1)的中点x 2=0.875,用计算器可算得f (0.875)≈-0.04.因为f (0.875)·f (0.75)<0,所以x 0∈(0.75,0.875).同理,可得x 0∈(0.812 5,0.875),x 0∈(0.812 5,0.843 75).由于|0.812 5-0.843 75|=0.031 25<0.1,所以原方程的近似解可取为0.843 75.5.由题设有f (2)≈-0.31<0,f (3)≈0.43>0,于是f (2)·f (3)<0,所以函数f (x )在区间(2,3)内有一个零点.下面用二分法求函数f (x )=lnx x2-在区间(2,3)内的近似解. 取区间(2,3)的中点x 1=2.5,用计算器可算得f (2.5)≈0.12.因为f (2)·f (2.5)<0,所以x 0∈(2,2.5).再取(2,2.5)的中点x 2=2.25,用计算器可算得f (2.25)≈-0.08.因为f (2.25)·f (2.5)<0,所以x 0∈(2.25,2.5).同理,可得x 0∈(2.25,2.375),x 0∈(2.312 5,2.375),x 0∈(2.343 75,2.375),x 0∈(2.343 75,2.359 375),x 0∈(2.343 75,2.351 562 5),x 0∈(2.343 75,2.347 656 25).由于|2.343 75-2.347 656 25|=0.003 906 25<0.01,所以原方程的近似解可取为2.347 656 25.B 组1.将系数代入求根公式x 得x =223(3)42(1)22±--⨯⨯-⨯=4173+, 所以方程的两个解分别为x 1=4173+,x 2=4173-.下面用二分法求方程的近似解.取区间(1.775,1.8)和(-0.3,-0.275),令f (x )=2x 2-3x -1.在区间(1.775,1.8)内用计算器可算得f (1.775)=-0.023 75,f (1.8)=0.08.于是f (1.775)·f (1.8)<0.所以这个方程在区间(1.775,1.8)内有一个解.由于|1.8-1.775|=0.025<0.1,所以原方程在区间(1.775,1.8)内的近似解可取为1.8.同理,可得方程在区间(-0.3,-0.275)内的近似解可取为-0.275.所以方程精确到0.1的近似解分别是1.8和-0.3.2.原方程即x3-6x2-3x+5=0,令f(x)=x3-6x2-3x+5,函数图象如下图所示.图3-1-2-9所以这个方程在区间(-2,0),(0,1),(6,7)内各有一个解.取区间(-2,0)的中点x1=-1,用计算器可算得f(-1)=1.因为f(-2)·f(-1)<0,所以x0∈(-2,-1).再取(-2,-1)的中点x2=-1.5,用计算器可算得f(-1.5)=-7.375.因为f(-1.5)·f(-1)<0,所以x0∈(-1.5,-1).同理,可得x0∈(-1.25,-1),x0∈(-1.125,-1),x0∈(-1.125,-1.062 5).由于|(-1.062 5)-(-1.125)|=0.062 5<0.1,所以原方程在区间(-2,0)内的近似解可取为-1.062 5.同理,可得原方程在区间(0,1)内的近似解可取为0.7,在区间(6,7)内的近似解可取为6.3.3.(1)由题设有g(x)=2-[f(x)]2=2-(x2+3x+2)2=-x4-6x3-13x2-12x-2.(2)函数图象如下图所示.图3-1-2-10(3)由图象可知,函数g(x)分别在区间(-3,-2)和区间(-1,0)内各有一个零点.取区间(-3,-2)的中点x1=-2.5,用计算器可算得g(-2.5)=0.187 5.因为g(-3)·g(-2.5)<0,所以x0∈(-3,-2.5).再取(-3,-2.5)的中点x2=-2.75,用计算器可算得g(-2.75)≈0.28.因为g(-3)·g(-2.75)<0,所以x0∈(-3,-2.75).同理,可得x0∈(-2.875,-2.75),x0∈(-2.812 5,-2.75).由于|-2.75-(-2.812 5)|=0.062 5<0.1,所以原方程在区间(-3,-2)内的近似解可取为-2.812 5.同样可求得函数在区间(-1,0)内的零点约为-0.2.所以函数g(x)精确到0.1的零点约为-2.8或-0.2.点评:第2、3题采用信息技术画出函数图象,并据此明确函数零点所在的区间.在教学中,如果没有信息技术条件,建议教师直接给出函数图象或零点所在区间.第三章复习参考题A组(P112)1.C2.C3.设经过时间t后列车离C地的距离为y,则y=200100,02,100200,2 5.t tt t-≤≤⎧⎨-<≤⎩图3-24.(1)圆柱形; (2)上底小、下底大的圆台形;(3)上底大、下底小的圆台形; (4)呈下大上小的两节圆柱形. 图略.图3-35.令f(x)=2x3-4x2-3x+1,函数图象如图3-3所示:函数分别在区间(-1,0)、(0,1)和区间(2,3)内各有一个零点,所以方程2x3-4x2-3x+1=0的最大的根应在区间(2,3)内.取区间(2,3)的中点x1=2.5,用计算器可算得f(2.5)=-0.25.因为f(2.5)·f(3)<0,所以x0∈(2.5,3). 再取(2.5,3)的中点x2=2.75,用计算器可算得f(2.75)≈4.09.因为f(2.5)·f(2.75)<0,所以x0∈(2.5,2.75).同理,可得x0∈(2.5,2.625),x0∈(2.5,2.5625),x0∈(2.5,2.53125),x0∈(2.515625,2.53125),x0∈(2.515625,2.5234375).由于|2.523 437 5-2.515 625|=0.007 812 5<0.01,所以原方程的最大根约为2.523 437 5.6.令lgx =x 1,即得方程lgx x 1-=0,再令g (x )=lgx x1-,用二分法求得交点的横坐标约为2.5.图3-47.如图,作DE ⊥AB,垂足为E.由已知可得∠ADB=90°.因为AD=x ,AB=4,于是AD 2=AE×AB,即AE=AB AD 2=42x . 所以CD=AB-2AE=4-2×42x =422x -. 于是y =AB+BC+CD+AD=4+x +422x -+x =22x -+2x +8. 由于AD>0,AE>0,CD>0,所以x >0,42x >0,422x ->0,解得0<x <22. 所以所求的函数为y =22x -+2x +8,0<x <22. 8.(1)由已知可得N=N 0(λe 1)t .因为λ是正常数,e >1,所以e λ>1,即0<λe1<1. 又N 0是正常数,所以N=N 0(λe1)t 是在于t 的减函数. (2)N=N 0e -λt ,因为e -λt =0N N ,所以-λt =ln 0N N ,即t =λ1-ln 0N N . (3)当N=20N 时,t =λ1-002N N =λ1-ln 2. 9.因为f (1)=-3+12+8=17>0,f (2)=-3×8+12×2+8=8>0,f (3)<0,所以,下次生产应在两个月后开始.B 组1.厂商希望的是甲曲线;客户希望的是乙曲线.2.函数的解析式为y=f(t)=22,01, 2(2)12,22.tt tt<≤⎪⎪⎪⎪--+<≤⎨>⎪⎩函数的图象为图3-5备课资料[备选例题]【例】对于函数f(x)=ax2+(b+1)x+b-2(a≠0),若存在实数x0,使f(x0)=x0成立,则称x0为f(x)的不动点.(1)当a=2,b=-2时,求f(x)的不动点;(2)若对于任何实数b,函数f(x)恒有两个相异的不动点,求实数a的取值范围.解:(1)f(x)=ax2+(b+1)x+b-2(a≠0),当a=2,b=-2时,f(x)=2x2-x-4,设x为其不动点,即2x2-x-4=x,则2x2-2x-4=0,解得x1=-1,x2=2,即f(x)的不动点为-1,2.(2)由f(x)=x,得ax2+bx+b-2=0.关于x的方程有相异实根,则b2-4a(b-2)>0,即b2-4ab+8a>0.又对所有的b∈R,b2-4ab+8a>0恒成立,故有(4a)2-4·8a<0,得0<a<2.。
第一章习题答案1. 设总量函数为A(t) = t2 + 2t + 3 。
试计算累积函数a(t) 和第n 个时段的利息In 。
解: 把t = 0 代入得A(0) = 3 于是:a(t) =A(t)A(0)=t2 + 2t + 33In = A(n) − A(n −1)= (n2 + 2n + 3) −((n −1)2 + 2(n −1) + 3))= 2n + 12. 对以下两种情况计算从t 时刻到n(t < n) 时刻的利息: (1)Ir(0 < r <n); (2)Ir = 2r(0 < r < n).解:(1)I = A(n) − A(t)= In + In¡1 + ・・・+ It+1=n(n + 1)2− t(t + 1)2(2)I = A(n) − A(t)=Σnk=t+1Ik =Σnk=t+1Ik= 2n+1 −2t+13. 已知累积函数的形式为: a(t) = at2 + b 。
若0 时刻投入的100 元累积到3 时刻为172 元,试计算:5 时刻投入的100 元在10 时刻的终值。
第1 页解: 由题意得a(0) = 1, a(3) =A(3)A(0)= 1.72⇒ a = 0.08, b = 1∴A(5) = 100A(10) = A(0) ・ a(10) = A(5) ・ a(10)a(5)= 100 × 3 = 300.4. 分别对以下两种总量函数计算i5 和i10 :(1) A(t) = 100 + 5t; (2) A(t) = 100(1 + 0.1)t. 解:(1)i5 =A(5) − A(4)A(4)=5120≈4.17%i10 =A(10) − A(9)A(9)=5145≈3.45%(2)i5 =A(5) − A(4)A(4)=100(1 + 0.1)5 −100(1 + 0.1)4100(1 + 0.1)4= 10%i10 =A(10) − A(9)A(9)=100(1 + 0.1)10 −100(1 + 0.1)9100(1 + 0.1)9= 10%第2 页5.设A(4) = 1000, in = 0.01n. 试计算A(7) 。
目录第一章绪论...................................................错误!未定义书签。
第二章饱和烃.................................................错误!未定义书签。
第三章不饱和烃...............................................错误!未定义书签。
第四章环烃...................................................错误!未定义书签。
第五章旋光异构...............................................错误!未定义书签。
第六章卤代烃.................................................错误!未定义书签。
第七章波谱法在有机化学中的应用...............................错误!未定义书签。
第八章醇酚醚.................................................错误!未定义书签。
第九章醛、酮、醌.............................................错误!未定义书签。
第十章羧酸及其衍生物.........................................错误!未定义书签。
第十一章取代酸...............................................错误!未定义书签。
第十二章含氮化合物...........................................错误!未定义书签。
第十三章含硫和含磷有机化合物.................................错误!未定义书签。
第十四章碳水化合物...........................................错误!未定义书签。
第一章化学反应热教学内容1.系统、环境等基本概念; 2. 热力学第一定律; 3. 化学反应的热效应。
教学要求掌握系统、环境、功、热(恒容反应热和恒压反应热)、状态函数、标准态、标准生成焓、反应进度等概念;熟悉热力学第一定律;掌握化学反应标准焓变的计算方法。
知识点与考核点1.系统(体系)被划定的研究对象。
化学反应系统是由大量微观粒子(分子、原子和离子等)组成的宏观集合体。
2.环境(外界)系统以外与之密切相关的部分。
系统和环境的划分具有一定的人为性,划分的原则是使研究问题比较方便。
系统又可以分为敞开系统(系统与环境之间既有物质交换,又有能量交换);封闭体系(系统与环境之间没有..能量交换);..物质交换,只有孤立系统(体系与环境之间没有物质交换,也没有能量交换)系统与环境之间具有边界,这一边界可以是实际的相界面,也可以是人为的边界,目的是确定研究对象的空间范围。
3.相系统中物理性质和化学性质完全相同的均匀部分。
在同一个系统中,同一个相可以是连续的,也可以是不连续的。
例如油水混合物中,有时水是连续相,有时油是连续相。
4.状态函数状态是系统宏观性质(T、p、V、U等)的综合表现,系统的状态是通过这些宏观性质描述的,这些宏观性质又称为系统的状态函数。
状态函数的特点:①状态函数之间往往相互制约(例如理想气体状态方程式中p、V、n、T之间互为函数关系);②其变化量只与系统的始、末态有关,与变化的途径无关。
5*.过程系统状态的变化(例如:等容过程、等压过程、等温可逆过程等)6*.途径完成某过程的路径。
若系统的始、末态相同,而途径不同时,状态函数的变量是相同的。
7*.容量性质这种性质的数值与系统中的物质的量成正比,具有加合性,例如m(质量)V、U、G等。
8*.强度性质这种性质的数值与系统中的物质的量无关,不具有加合性,例如T、 (密度)、p(压强)等。
9.功(W)温差以外的强度性质引起的能量交换形式 [W=W体+W有]。
第 1 章计算机系统结构的基本概念1.1 解释下列术语层次机构:按照计算机语言从低级到高级的次序,把计算机系统按功能划分成多级层次结构,每一层以一种不同的语言为特征。
这些层次依次为:微程序机器级,传统机器语言机器级,汇编语言机器级,高级语言机器级,应用语言机器级等。
虚拟机:用软件实现的机器。
翻译:先用转换程序把高一级机器上的程序转换为低一级机器上等效的程序,然后再在这低一级机器上运行,实现程序的功能。
解释:对于高一级机器上的程序中的每一条语句或指令,都是转去执行低一级机器上的一段等效程序。
执行完后,再去高一级机器取下一条语句或指令,再进行解释执行,如此反复,直到解释执行完整个程序。
计算机系统结构:传统机器程序员所看到的计算机属性,即概念性结构与功能特性。
在计算机技术中,把这种本来存在的事物或属性,但从某种角度看又好像不存在的概念称为透明性。
计算机组成:计算机系统结构的逻辑实现,包含物理机器级中的数据流和控制流的组成以及逻辑设计等。
计算机实现:计算机组成的物理实现,包括处理机、主存等部件的物理结构,器件的集成度和速度,模块、插件、底板的划分与连接,信号传输,电源、冷却及整机装配技术等。
系统加速比:对系统中某部分进行改进时,改进后系统性能提高的倍数。
Amdahl 定律:当对一个系统中的某个部件进行改进后,所能获得的整个系统性能的提高,受限于该部件的执行时间占总执行时间的百分比。
程序的局部性原理:程序执行时所访问的存储器地址不是随机分布的,而是相对地簇聚。
包括时间局部性和空间局部性。
CPI:每条指令执行的平均时钟周期数。
测试程序套件:由各种不同的真实应用程序构成的一组测试程序,用来测试计算机在各个方面的处理性能。
存储程序计算机:冯诺依曼结构计算机。
其基本点是指令驱动。
程序预先存放在计算机存储器中,机器一旦启动,就能按照程序指定的逻辑顺序执行这些程序,自动完成由程序所描述的处理工作。
系列机:由同一厂家生产的具有相同系统结构、但具有不同组成和实现的一系列不同型号的计算机。
第2 章2.什么是聚合物的结晶和取向?它们有何不同?研究结晶和取向对高分子材料加工有何实际意义?聚合物的结晶:高聚物发生的分子链在三维空间形成局部区域的、高度有序的排列的过程。
聚合物的取向:高聚物的分子链沿某特定方向作优势的平行排列的过程。
包括分子链、链段和结晶高聚物的晶片、晶带沿特定方向择优排列。
不同之处:(1)高分子的结晶属于高分子的一个物理特性,不是所有的高聚物都会结晶,而所有的高聚物都可以在合适的条件下发生取向。
(2)结晶是某些局部区域内分子链在三维空间的规整排列,而取向一般是在一定程度上的一维或二维有序,是在外力作用下整个分子链沿特定方向发生较为规整排列。
(3)结晶是在分子链内部和分子链之间的相互作用下发生的,外部作用也可以对结晶产生一定的影响;取向一般是在外力作用和环境中发生的,没有外力的作用,取向一般不会内部产生。
(4)结晶主要发生在Tg~Tm范围内,而取向可以发生在Tg或Tm以上的任何温度(热拉伸或流动取向),也可以在室温下进行冷拉伸获得。
(5)结晶单元为高分子链和链段,而取向单元还可以是微晶(晶粒)。
结晶是结晶性高聚物加工成型过程中必然经历的过程,结晶直接影响到聚合物的成型加工和制品的性能。
结晶温度越低,聚合物加工熔点越低且熔限越宽,结晶温度越高,熔点较高且熔限越窄。
化学结构相似而结晶度较大的聚合物成型加工温度较高。
结晶过程中结晶速度的快慢直接决定了制品的成型加工周期,结晶越快,冷却时间越短,而结晶越慢,加工成型周期变长。
聚合物结晶颗粒的尺寸对制品的透明性、表观形态和机械性能也有非常大的影响。
因此结晶在聚合物的成型加工过程中占有举足轻重的低位。
取向是聚合物在加工过程中或者加工后处理阶段形成的,结晶聚合物和非晶聚合物均可以产生取向。
非晶态高聚物的取向,包括链段的取向和大分子链的取向,而结晶态高分子的取向包括晶区的取向和非晶区的取向,晶区的取向发展很快,非晶区取向较慢。
取向能提高拉伸制品的力学强度,还可使分子链有序性提高,这有利于结晶度的提高,从而提高其耐热性。
在纤维和薄膜的生产中取向状况的控制显得特别重要。
但对其他成型制品,如果流动过程中取向得以保存,则制品的力学强度会降低并易变型,严重时会造成内力不均而易开裂。
5.什么是结晶度,结晶度的大小对聚合物有什么影响结晶度用来表示聚合物中结晶区域所占的比例。
1)力学性能结晶使塑料变脆(耐冲击强度下降),韧性较强,延展性较差。
2)光学性能结晶使塑料不透明,因为晶区与非晶区的界面会发生光散射。
减小球晶尺寸到一定程式度,不仅提高了塑料的强度(减小了晶间缺陷)而且提高了透明度,(当球晶尺寸小于光波长时不会产生散射)。
3)热性能结晶性塑料在温度升高时不出现高弹态,温度升高至熔融温度TM 时,呈现粘流态。
因此结晶性塑料的使用温度从Tg (玻璃化温度)提高到TM(熔融温度)。
4)耐溶剂性,渗透性等得到提高,因为结晶分排列更加紧密。
第3章1.高分子材料中加入添加剂的目的是什么?添加剂可分为哪些主要类型目的:满足成型加工上的要求,满足制品性能上的要求,满足制品功能上的要求,满足制品经济上的要求。
主要类型:工艺性添加剂、功能性添加剂7.增塑剂的作用机理?增塑剂是指用以使高分子材料制品塑性增加,改进其柔软性、延伸性和加工性的物质。
按作用机理不同,有外增塑和内增塑之分。
(1)起外增塑作用的是低相对分子质量的化合物或聚合物,通常为高沸点的较难挥发的液体或低熔点的固体,且绝大多数为酯类有机化合物。
以PVC为例,增塑剂分子上的极性基团与PVC上的氯原子相互吸引,减少了PVC分子间的相互作用,即减少了物理交联点。
此外,增塑剂的分子比PVC要小得多,活动较容易,增加了PVC分子链段活动的空间,从而使PVC 的Tg下降,塑性增加。
这类增塑剂生产较简单,性能较全面,其增塑作用可在较大范围内依加入增塑剂的品种和数量进行调节。
其缺点是耐久性较差,易挥发、迁移和抽出。
(2)起内增塑作用的通常为共聚树脂,即在均聚物Tg较高的单体中引入均聚物Tg 较低的第二单体,进行共聚,降低高分子化合物的有序程度(即结晶度),增加分子的柔软性,氯乙烯-醋酸乙烯共聚树脂即为典型的一种。
此外,在高分子化合物分子链上引入支链或取代基也是一种常见的方法,如氯化聚乙烯。
它们的优点是耐久性好,不挥发、难抽出,缺点是必须在聚合过程中引入,工艺较复杂,成本高,使用温度范围较窄,应用较少。
第4章3.在生产宽1200mm,厚0.5mm的聚氯乙烯软膜时,采用以下配方:聚氯乙烯树脂100,三盐基硫酸铅2,硬脂酸钡1.2,硬脂酸铅0.8,邻苯二甲酸二辛酯30,癸二酸二辛酯10,环氧大豆油,氯化石蜡5,硬脂酸0.8,碳酸钙8,钛菁蓝0.5问:配方中各组分的作用?答:聚氯乙烯树脂为基体树脂;三盐基硫酸铅、硬酯酸钡和硬酯酸铅为热稳定剂;邻苯二甲酸二辛酯和癸二酸二辛酯为增塑剂;环氧大豆油有增塑和热稳定的作用;氯化石蜡有增塑、润滑和阻燃的作用;硬酯酸为润滑剂;碳酸钙为无机填充剂;钛菁兰为颜料(即着色剂)。
4.高分子材料进行配方设计的一般原则和依据各是什么?(1)依据:充分发挥其物理机械性能,改善成型加工性能,降低制品成本,提高经济效益。
(2)原则:制品的性能要求、成型加工性能的要求、选用的原料材料来源容易、质量稳定可靠,价格合理。
第5章6.聚合物的分子量及其分布与聚合物熔体粘度的关系聚合物的粘性流动是分子链重心沿流动方向发生位移和链间相互滑移的结果.分子量越大,一个分子链包含的链段数目就越多,为了实现重心的迁移,需要完成的链段协同作用的次数就越多,所以聚合物熔体的剪切粘度随分子量的增加而增加,分子量大的流动性就差,表观粘度就高,而且分子量的缓慢增加会引起表观粘度的急剧增高.这主要可以用链缠结理论解释,分子量大,分子链缠结越严重,使流动阻力变大,粘度升高。
第6章10.3.什么叫塑料的混合和塑化,其主要区别在哪里塑料的混合:物料的初混合,在低于流动温度和较为缓和的剪切速率下进行,混合后,物料各组分的物理性质和化学性质无变化,只增加各组分颗粒的无规则排列程度,不改变颗粒大小塑料的塑化:再混合,在高于流动温度和较强烈的剪切速率下进行,混合后,物料各组分物化性质有所改变。
第7章2.简述热固性塑料模压成型的工艺步骤。
(1)计量:重量法和容量法,按制品的要求计量物料的质量或体积。
(2)预压:在室温下将松散的粉状或纤维状的热固性塑料压成形状规则的型坯。
也可以在低温下(50~90℃)预压,预压的密度一般达到制品密度的80%。
(3)预热:模压前对塑料进行加热具有预热和干燥两个作用,前者是为了提高料温,便于成型,后者是为了去除水分和其它挥发物。
(4)嵌件安放:在加料前嵌件必须放入模具,嵌件安放要求平稳准确,以免造成废品或损伤模具。
(5)加料:把已计量的模塑料放入模具中,要求堆放合理,避免局部缺料。
(6)闭模:加料完毕后闭合模具,应先快后慢,避免物料被空气吹出,造成缺料。
(7)排气:排气不仅能缩短硬化时间,而且可以避免制品内部出现分层和气泡现象。
排气时卸压使模具松开少许时间,次数和时间根据具体情况而定。
(8)保压固化:排气后以慢速升高压力,在一定的模压压力和温度下保持一段时间,使缩聚反应完全。
一般在模内的保压固化时间为数分钟。
(9)脱模冷却:热固性塑料固化完毕后即可趁热脱模,脱模通常靠顶出杆完成,形状复杂的制品应加压冷却,防止翘曲。
(10)制品后处理:脱模后需对制品进行修整和热处理。
修整主要是去掉溢料产生的毛边,热处理将制品在一定温度下加热一段时间,缓慢冷却至室温,使固化完全。
10.橡胶的硫化历程分为几个阶段?各阶段的实质和意义是什么?答:(1)焦烧期-硫化起步阶段,是指橡胶在硫化开始前的延迟作用时间,在此阶段胶料尚未开始交联,胶料在模型内有良好的流动性。
(对于模型硫化制品,胶料的流动、充模必须在此阶段完成,否则就发生焦烧.出现制品花纹不清,缺胶等缺陷。
)意义:焦烧期的长短决定了胶料的焦烧性及操作安全性。
这一阶段的长短取决于配合剂的种类和数量。
(2)欠硫期-预硫阶段,焦烧期以后橡胶开始交联的阶段。
在此阶段,随着交联反应的进行,橡胶的交联程度逐渐增加,并形成网状结构.橡胶的物理机械性能逐渐上升,但尚未达到预期的水平.但有些性能如抗撕裂性、耐磨性等却优于正硫化阶段时的胶料。
意义:预硫时间的长短反映了硫化反应速度的快慢(主要取决于配方)。
(3)正硫期-正硫化阶段,正硫化是胶料的各项性能在一个阶段基本上保持恒定或变化很少,也称硫化平坦期。
意义:这个阶段橡胶的综合性能最好,是选取正硫化时间的范围。
(硫化平坦期的宽窄取决于:配方、温度等)(4)过硫期-过硫阶段,橡胶的交联反应达到一定的程度,此时的各项物理机械性能均达到或接近最佳值,其综合性能最佳。
此时交联键发生重排、裂解等反应。
意义:过硫阶段的性能变化情况反映了硫化平坦期的长短,不仅表明了胶料热稳定性的高低,而且对硫化工艺的安全性及制品硫化质量有直接影响。
15.某一胶料的硫化温度系数为2,当硫化温度为137℃时,测出其硫化时间为80min,若将硫化温度提高到143℃,求该胶料达正硫化所需要的时间?上述胶料的硫化温度时间缩短到60min时,求所选取的硫化温度是多少?第8章4.什么是挤出机螺杆的长径比?长径比的大小对塑料挤出成型有什么影响?长径比太大又会造成什么后果?答:挤出机螺杆的长径比是指螺杆工作部分的有效长度L与直径Ds之比。
L/Ds大,能发送塑料的温度分布,混合更均匀,并可减少挤出时的逆流和漏流,提高挤出机的生产能力。
L/Ds过小,对塑料的混合和塑化都不利。
L/Ds太大,对热敏性塑料会因受热时间太长而易分解,同时螺杆的自重增加,自由端挠曲下垂,容易引起料筒和螺杆擦伤,制造和安装都困难,也增大了挤出机的功率消耗。
12.挤出管材的工艺过程是什么,基础管材如何定径?过程是原料烘干、加料、加热熔融、挤出、冷却、切割、包装。
外定径:内压法,抽真空;内定径:直角式,偏移式机头第9章6.试分析注射成型中物料温度和注射压力之间的关系,并控制成型区域示意图。
答:注射过程中注射压力与塑料温度是相互制约的。
在一定的料温和注射压力范围内,料温高时注射压力可适当减小;反之,料温低时,所需的注射压力加大。
物料温度和注射压力之间的关系图如图所示:料温一般在粘流温度以上和分解温度以下,在料温非常低的情况下,即在表面不良线以下的料温时,无论多高的注射压力,都成型困难;而物料温度太高时则会分解。
在较低的注射压力和较低的料温下,即在缺料线以下的区域,由于物料黏度太低,流动性太差,会出现缺料现象;当升高温度或者增大注射压力,即可越过缺料线进入成型区域,此时可顺利成型制品。
当注射压力过大或者料温较高时,由于物料黏度太低,流动性太好,在较大的注射压力下,则会出现溢料现象,进入溢料线以上区域。