不合格品标识
- 格式:xlsx
- 大小:9.98 KB
- 文档页数:1
不合格品控制程序(识别、标识、记录、隔离、评价和处置)1.目的对不合格品进行标识、记录、隔离、评价和处置等控制,以防止不合格品的非预期使用。
2.适用范围适用于产品形成全过程的不合格品和可疑材料控制及交付后的不合格品的处理。
3.定义3.1不合格品:没有满足规定的一个或多个质量特性的产品。
3.2废品:凡丧失使用性能且无法修复或不能经济修复的产品。
3.3返工:对不合格品采取的纠正措施使其满足规定的要求。
3.4返修:对不合格品采取的纠正措施,虽不符合规定要求但能满足使用要求。
4.职责4.1检查科是不合格品控制的归口管理部门,下属质量管理室和检验室具体负责不合格品的鉴别、记录、标识、隔离、评审和处置等工作。
4.2技术科负责返工产品规程的制定。
4.3生产安全科负责执行对外协件、半成品、成品评审后不合格品的处置。
4.4计划供应部负责执行对原材料、外购件中不合格品的处置。
4.5总经理或管理者代表负责对严重不合格品的处置的审批。
5.工作程序5.1不合格品的鉴别专职检验员按《检验和试验控制程序》规定的要求,对原材料、外购/外协件、半成品、成品分别进行进货检验、过程检验和最终检验,及时作出合格与否的判定。
5.2鉴别依据不合格品的判定依据是产品质量标准(包括产品图纸、技术标准、工艺文件、检验规程等)。
5.3不合格品缺陷严重性分类:5.3.1严重缺陷(A类):必然会造成产品在使用中丧失功能、运转故障、增加安全风险、降低使用寿命和顾客索赔。
5.3.2主要缺陷(B类):可能影响后道工序加工、装配、装车等困难,但易于排除,而不影响产品功能,外露部分有锐利边缘及返工痕迹,明显的外观缺陷(氧化皮过涂,裂纹,折纹等)。
5.3.3轻微缺陷(C类):不影响产品在使用时的功能和寿命,不明显的外观缺陷(如划痕、斑点、轻微色差等)。
5.4标识、记录、隔离、报告5.4.1一经发现或怀疑为不合格品,专职检验员负责立即对不合格品按《检验和试验状态控制程序》的规定进行标识,并在《不合格品通知单》上记录产品不合格项,采取必要措施对以前的产品进行检查或复查,将不合格品隔离至规定区域,及时将《不合格品通知单》上报检查科。
不良品标识及处理流程文件编号ZS-GL-1204 修订状态A/0页码共2页一、目的:对不良品进行分类、标识及处理,适用范围:适用于铸造、机加工、仓库,生产线及储存的所有不良品控制。
二、职责1、技术部、品管部负责组织不良品的检验、判定、接受标准及处理方案的制定。
2、采购供应部负责入出库、储存、运输环节不良品的区域定置、隔离和标识管理。
3、生产部负责生产过程环节的不良品隔离、标识、返工,和不良品评审后的实施。
4、)品管部负责不良品、报废品数据的汇集、分析,制定返工、返修检验标准。
5)技术部负责制定不良品返工、返修作业标准和操作规范。
三、不良品严重度分类不良品特性分类安全、环保法规装配方面外观项目关键的不合格完全影响无法装配严重缺失重要的不合格部分影响装配困难明显缺失一般的不合格无影响装配不方便轻微缺失四、不良品标识(第九条、附“不良品标方法”)1)标识卡红色;表示报废。
黄色;表示待定、待判,或需返工、需修的。
绿色;表示合格。
2)记号笔黄色点;表示该产品不良点的具体部位。
8~10㎝长度黄线+英文字母;表示该产品不良及主要原因。
3)铁丝或机械压点;表示该毛坯件不良。
4)不良品标识管理由品管部会同技术部、生产部制定,品管部负责组织实施。
五、不良品标识以及处理责任单位1)、铸造件毛坯不良品由铸造车间分类并集中以框、托盘摆放定置区域隔离,以黄色点、扎铁丝、黄色标识卡或机压点标识。
2)机加线上不良品以黄色点标识并做好隔离,少量不良品可随线流程生产;批量不良品集中隔离、标识待品管、技术判定后处理。
3)机加线倒角工序严格查验并挑出不良品,打毛刺工序最后把关禁止不良品流入终检关,挑出的不良品做好隔离和标识。

不合格品标识管理规定目的:为了严格不合格品的管理,清晰辨别不合格品,防止不合格品与合格品的混淆。
范围:不合格品标识的管理。
规定:1.不合格品指受污染或经检验不符合质量标准的原料、半成品及成品,超过有效期的亦按不合格品管理。
2.品控员应使用不合品标识来对不合格品进行管理,禁止以口头的方式对不合格品进行管理。
3.品控员一经查实有不合格品,并将其推到凉冻间不合格品专区,并贴上不合格品标签标识,根据轻重程度标示:让步接收、返工、报废。
4.如不合格品要进行筛选而品控员未有时间及时进行筛选的,应将不合格品先推到不合格品专区,并贴上待检标签,通知区域主管筛选,再由品控员复检后,方可旅行。
5.如不合格品要进行待确认的,应将不合格品先推到不合格品专区,并贴上待检标签。
6.让步接收方式的处理:让步接受的产品经过与生产部相关部门进行问题沟通并记录进不合格品记录表后,品控部推进合格品区让步放行。
7.返工方式的处理:生产部对需返工的产品进行重新改造后,应通知品控部重新检查合格后方可通过。
8.报废方式的处理:①少量报废:10单位以下,不含10单位,由品控员报表记录后,直接放在指定报废胶托里。
②批量报废:10单位以上,含10单位的由品控员推到不合格品专区,并贴上报废单,后填写批量质量问题报表,由区域主管当天处理。
9.待检方式的处理:要筛选的筛选完再进入下一步,待确认的确认完再进入下一步。
10.不合格产品,品控员抽出来后,要在生产部流转单上登记数量,并签名(包含整批报废的情况)。
11.生区品控员每天早上10:00前,要负责检查熟区凉冻间有无不合格品未处理,或有隔夜的产品未处理,并与生产部进行对接处理。
不合格品管理程序文件编号页码3/4 版本 A流程图流程说明责任部门文件/表单1不合格品来源:外协来料、制程过程中半成品、成品及客户反馈不良品。
2品质部负责不合格品标识,仓库/车间负责隔离。
3由品质组织召开不合格分析改进会议,提出纠正与预防措施,并落实责任人与时限。
4-6对返工/返修的产品,由技术部制定返工或返修工艺,生产部作业,检验合格后才能往下流转。
全数分选:由责任部门实施,挑选后的零件必须重新检验。
7-9检验人员按返工、返修工艺要求对返工返修后的产品进行检验。
“不合格品评审处置记录”应和不合格品一起流转,作为产品的标识。
10-11由责任部门应办理“让步接收申请单”,质量、技术部门、在“让步接收申请单”上注明意见/建议后报总经理核准。
如有顾客要求,让步接收还需得到顾客批准。
12-13 质量负责废品处理14-15仓库办理退货手续16-19质量组织召开不合格分析改进会议,拟定纠正预防措施,并落实责任人与时限,跟踪验证。
20质量每月对《不合格品清单》汇总,将已验证OK措施予以标准化(修正文件)并将相关资料归档。
生产/质量质量/技术/生产质量/技术/生产质量/技术/生产质量/技术/生产/仓库质量/技术/生产质量质量/仓库质量/相关部门质量检验报告红标签/不合格品评审处置记录不合格品评审处置记返工/返修工艺返修封样件《返工/返修复检记录》入库单不合格品评审处置记录让步接收申请单产品标识牌报废申请单退货单不合格品评审处置记录实施验证记录《不合格品清单》。
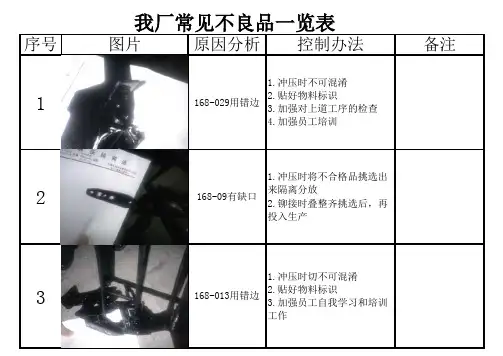
序号图片原因分析控制办法备注
1168-029用错边1.冲压时不可混淆
2.贴好物料标识
3.加强对上道工序的检查
4.加强员工培训
2168-09有缺口1.冲压时将不合格品挑选出来隔离分放
2.铆接时叠整齐挑选后,再投入生产
我厂常见不良品一览表
3168-013用错边1.冲压时切不可混淆
2.贴好物料标识
3.加强员工自我学习和培训工作
4188连接好的工
件锈迹斑斑1.铆接时将锈迹工件选出来放锈件框
2.生产过程中见一个处理一个,层层把关,
5168-015有缺口1.冲压时将不合格品挑选出来隔离分放
2.铆接时叠整齐挑选再投入生产
62805连接片缺料1.冲压时将不合格品挑选出来隔离分放
2.冲压成型时要叠整齐挑选后再投入生产
7管材锈迹斑斑1.加强原材料保护,不可淋
雨
2.对已生锈的管材要先除锈
再投入生产
有时原材料也有问
题
8188扣片成型没
放到位置1.加强员工操作意识及操作危害的培训
2.操作工冲坏后应隔离分放予以报废
9168-020成型没
放到位置产生大
小边1.加强员工操作培训
2.冲坏后应分放予以报废
104311-05少一道
冲孔工序1.加强新员工培训
2.冲压时不可将没冲的工件混入已冲工件框
11168椅架04没成
型就铆出来了1.加强对上道工序的检查
2.加强新员工培训
铆接班正在返工
12工件严重变形 1.加强新员工培训
2.不可将已变形工件混入合
格工件框
品质部:陈继鸿
2008.12.8。
iso9000不合格品的定义摘要:一、不合格品的概念二、不合格品的原因三、不合格品的处理方法四、预防不合格品的措施五、总结正文:不合格品在ISO9000质量管理体系中是指“未能满足规定的要求的产品或服务”。
不合格品的存在会影响企业的产品质量、声誉和客户满意度,因此,对不合格品的定义、原因分析、处理方法和预防措施的了解至关重要。
一、不合格品的概念不合格品不仅包括最终产品,还包括生产过程中的半成品、原材料及服务。
这些产品或服务未能满足质量标准、规格要求或客户需求,可能导致生产线停顿、产品质量下降、售后问题频发等问题。
二、不合格品的原因1.设计问题:产品设计不合理或设计缺陷导致生产出的产品无法满足使用要求。
2.原材料问题:原材料质量不稳定、供应商管理不善等原因导致不合格品。
3.生产过程:生产过程中操作不规范、设备故障、工艺不合理等导致不合格品。
4.检验不合格:检验设备不准确、检验方法不合适或检验人员素质低等原因导致不合格品。
5.储存和运输问题:储存条件不当、运输过程中受到损坏等导致不合格品。
三、不合格品的处理方法1.返工:对不合格品进行重新加工,使其满足规定要求。
2.返修:对不合格品进行局部修复,使其满足使用要求。
3.报废:对于无法修复或修复成本过高的不合格品,予以报废。
4.降级:将不合格品降至较低的标准,作为次品销售或内部使用。
四、预防不合格品的措施1.优化设计:加强产品设计审查,确保设计合理、可行。
2.严格原材料检验:加强对原材料供应商的管理,严把原材料质量关。
3.提高生产过程控制:规范生产操作,加强设备维护,优化工艺流程。
4.提高检验水平:配备准确的检验设备,培训专业检验人员,完善检验制度。
5.加强储存和运输管理:确保储存条件适宜,提高运输安全性。
五、总结不合格品是企业在生产过程中无法避免的问题。
通过对不合格品的定义、原因、处理方法和预防措施的了解,企业可以更好地控制产品质量,提高客户满意度,实现可持续发展。
为对不合格产品进行有效的遏制,有效处置质量异常,执行有效的纠正措施来保护下道工序和最终顾客。
本办法合用于对不合格产品进行遏制,执行保护下道工序和最终顾客的相应纠正措施的管理。
3.1 质量部对本办法负管理职责。
3.2 公司各部门对正确执行本程序负责。
3.3 各级不合格品审理人员对不合格品的审理结果负责。
4.1 不合格品根据其偏离的要素对产品质量影响的大小,可分为A、B 两类:4.1.1 A 类不合格品:产品非凡特性偏离的不合格品。
4.1.2 B 类不合格品: A 类不合格品以外的不合格品。
4.2 断点:产生不合格产品的起始点和结束点,通过断点可以界定不合格产品的范围。
4.3 可疑品:是否合格,状态不明的产品,对可疑品按照不合格品进行控制。
5.1.1 生产部在生产线设置不合格品箱,不合格品架或者不合格品区,外表面统一使用红色。
5.1.2 生产部、采购部、质量部等单位在相应的区域设置不合格产品隔离区域,并在适当位置做出固定、明显的不合格品区域标识。
区域线使用红色,不合格品区域标识牌(固定标识)尺寸为 700mm×450mm (长×宽,可根据现场条件按比例缩小),字体为红色黑体字,格式如图 1 所示。
如现场条件不能设置固定的不合格品区域,可将不合格品放置在有明显区域线的区域内,并且能够与合格产品严格分开,同时在适当位置做出明显的不合格品区域标识。
不合格品区域标识牌(可挪移标识)可用A4 纸打印,字体为红色黑体字,格式如图 2 所示,放置时必须竖立。
不合格品图 1 不合格品区域标识牌(固定标识)不合格品图 2 不合格品区域标识牌(可挪移标识)5.1.3 生产线发现的不合格品,必须放入贴有不合格品区域标识牌的不合格品箱或者不合格品架中,并在“不合格记录表”上进行记录不合格品型号、不合格内容、数量等。
图 3 不合格品标签5.1.4 生产部、仓库、质量部等单位控制的被判定为不合格或者可疑品的批量产品,必须将不合格品分类后放到各自的不合格品区域,并在每一个容器/包装的醒目位置贴不合格品标识,标识样式如图 3。
1 目的
为实现对现场不合格品的规范划管理,避免不合格品无用、混用和违规出厂,特制定本方案。
2 标识对象
工厂生产现场所有的不合格品的在制品、半成品、成品等。
3 标识的形式
标识的形式包括核准对的印章、标签、产品加工工艺卡、检验记录以及试验报告等。
4 标识物分类和使用情况
本工厂的标识物主要分为标识牌、标签或卡片以及色标,具体分类及适用情况如下表所示。
标识物分类和适用情况说明
5制程中不合格品得到标识
5.1设置不合格品箱
(1)生产现场的每台机器旁,每条装配台、包装线或每个工位旁边一般应设置专门的不合格品箱。
(2)员工自检出的或制程质量检验员在巡检中判定的不合格品,员工应主动地放入不合格品箱中。
(3)每只箱内只能装同款、同色、同材质的不合格品,不能混装.
5.2贴箱头纸或标签
待不合格品箱装满时或该工单产品生产完成时,由专门员工清点数量,并在容器的外包装表面指定的位置贴上箱头纸或标签。
5.3质量检验与摆放
所管部门的质量检验员后盖“不合格”或“拒收”印章。
5。
4堆放
将不合格产品搬运到现场划定的不合格区域摆放整齐,所有不合格品表面不能有包装物和标签纸等附属物。
6注意事项
6。
1凡经检验合格的制品,外包装上应有“合格”标识或合格证明文件,不合格应有“不合格”标识并进行隔离管制。
6.2质量状态不明的产品应有“待检”标识。
6.3未经检验、试验或未经批准的不合格品不得进入下道工序,当生产急需用料时,应按产品的可追溯性程序中的规定,由工厂规定的部门或人员批准后,才能进行例外转序。
银川威力减速器有限公司
ZL/08-07 V 1.0 No:1
产品检验标识规定
一、首件标识:在零件明显位置采用钢印标识字母“A”;
二、过程中的抽检产品:在零件明显位置采用钢印或刻字笔标识字母“C”;
三、不合格品的标识:
1.返工/返修:1).发现此类不合格产品,待评审结果出来后,立即转入《不合
格品程序》,并且要有《返工/返修检验记录》跟踪;
2).用红色记号笔标记缺陷位并标识“△”符号。
2.让步接收:在零件明显位置标识“○”符号;
3.报废:在零件明显位置采用白色或红色油漆笔标识“废”字。
编制:审核:批准:。