酸性水汽提装置操作规程
- 格式:doc
- 大小:117.50 KB
- 文档页数:21

一、酸性水汽提工艺1.单塔加压侧线抽出汽提工艺在应用单塔加压侧线抽出汽提工艺时需要将酸性水分成冷、热进料运送汽提塔进行理塔。
单塔加压侧线抽出汽提工艺应用的主要设备分别为主汽提塔、冷进料冷却器、酸性气冷凝冷却器、酸性气分液罐、一级冷凝冷却器、重沸器、原料水净化水一级换热器、原料水净化水二级换热器、净化水空冷器、凝结水罐以及净化水冷却器。
单塔加压侧线抽出汽提工艺的处理流程在应用中较为简单,蒸汽耗量较低并且占地面积较小,可以有效地控制投资以及操作成本,并且具有很强的灵活性,能够有效处理不同性质酸性水中硫化氢以及氨浓度。
副产品氨气质量基本能够达到国家合格品标准。
单塔加压侧线抽出汽提工艺当前广泛应用于国内炼油石化行业,为污水气体技术的发展开辟了新的路线,针对一些处理量较大并且副产品氨气可以回收利用的工厂有着较强的应用优势。
2.单塔低压汽提工艺图1 酸性水单塔低压汽提流程示意图单塔低压气体工艺需要确认塔顶压力和温度,保障氨在水中的溶解度贴近于零,从而获取更好的净化水质。
酸性水单塔低压汽提技术在实际应用时存在有塔顶气冷凝回流和不冷凝回流两种流程,如图1所示为酸性水单塔低压汽提流程。
其中主要设备根据图示编号分别为主汽提塔、原料水净化水换热器、原料水进料泵、净化水加压泵、净化水冷却器、重沸器、塔顶空冷器、塔顶回流罐、塔顶回流泵以及凝结水罐。
酸性水单塔低压汽提处理工艺优势在于应用的设备较少,消耗较低,从而能够有效控制建设费用和操作成本,最终净化水质质量较高可以直接回收利用。
需要注意的是酸性水单塔低压汽提技术配套的硫磺回收装置主燃烧炉需设置烧氨火嘴(燃烧温度不低于1250度),从而确保将氨气完全分解,能够真正解决炼油厂副产氨气带来的污染问题,由于操作容易、投资及占地面积最省因此能够有效提升炼油厂的经济效益和社会效益。
3.单塔加压汽提工艺在炼油厂酸性水水量较小且硫化氢和氨气浓度不高的情况下,如果只希望获取高纯度的酸性气体进入硫回收装置,可以采用单塔加压气体工艺减少生产能耗。

酸性水汽提装置工艺说明书xx石化集团股份有限公司 60吨/小时酸性水汽提装置说明书xx石化工程设计有限公司2009年1月9日档案号:Y0407A-1 xx 设计阶段:施工图说明书石化工程设计有限公司第1 页共 39 页建设单位:xx石化集团股份有限公司项目名称:60吨/小时酸性水汽提装置编制:校核:审核:审定:项目负责人:技术负责人:档案号:Y0407A-1 xx 设计阶段:施工图说明书石化工程设计有限公司第2 页共 39 页目录1 概述 .....................................................................3 2 原料及产品性质 ......................................................... 5 3 物料平衡 ................................................................ 6 4 主要操作条件 ............................................................7 5 流程简介 ................................................................ 7 6 主要设备计算与选择 .....................................................9 7 设备平面布置说明 ....................................................... 9 8 公用工程及材料消耗 .................................................... 28 9 装置定员 ...............................................................31 10 装置内外关系 ......................................................... 32 11 分析化验 (34)12 劳动安全卫生 .........................................................35 13 环境保护 .............................................................. 36 14 消防 ...................................................................37 15 设计中采用的规范 ..................................................... 38 16 施工技术要求 ......................................................... 39 17 存在的问题及建议 (39)档案号:Y0407A-1 xx 设计阶段:施工图说明书石化工程设计有限公司第3 页共 39 页1 概述1.1 设计依据本项目的设计依据为:(1).xx石化工程设计有限公司与xx石化集团有限公司签定的“关于新建60吨/小时酸性水汽提装置设计”的合同书。


酸性⽔汽提操作规程最终版解读第⼀章酸性⽔汽提装置概述第⼀节⼯艺设计说明1.1设计规模装置建成后为连续⽣产,年开⼯按8000⼩时计,设计规模为50T/H,装置设计弹性范围为0.6-1.2。
1.2⼯艺技术特点采⽤单塔汽提⼯艺技术,流程简单,操作⽅便,能耗低,酸性⽔经过净化,可以达到回⽤指标,送⾄其它装置回⽤。
1.3原料及产品1.3.1原料酸性⽔汽提装置原料来源于两套常减压装置及两套催化装置及新建的延迟焦化装置、加氢精制装置、硫磺回收装置的酸性⽔。
现有及新建装置酸性⽔情况1.3.2产品产品为净化⽔及酸性⽓。
产品质量控制指标1.4装置主要操作条件酸性⽔汽提塔(C-2511):1.5装置物料平衡1.6.1装置给⽔⽔量1.6.2装置排⽔⽔量1.6.3蒸汽耗量及回收冷凝⽔量1.6.4净化空⽓耗量1.6.6装置能耗及能耗指标全年能耗:22492.8×104MJ全年酸性⽔处理量:40×104T单位计算能耗:562.32 MJ/T酸性⽔1.6.7汽提装置主要⽣产控制分析项⽬表第⼆节酸性⽔汽提⼯艺原理及流程简述2.1 ⼯艺原理在炼油⼚⼀、⼆次加⼯过程中,原料中的含硫、含氮化合物由于受热分解,⽣成⼀定的氨和硫化氢及其它物质,污染油品并产⽣含硫含氮污⽔,直接排放将会造成严重污染,因此需对此污⽔进⾏处理,并回收硫和氨。
含硫含氮污⽔在进⼊污⽔处理场之前,需对其中的硫和氮化物含量严格控制,否则将对污⽔处理场的微⽣物系统造成冲击,使污⽔场处理⽔排放不达标,造成环境污染,影响企业的经济效益和社会效益。
因此含硫含氮污⽔需经汽提处理,使污⽔中的NH3-N < 80ppm,硫化氢< 30ppm 才能进⼊污⽔场进⾏下⼀步的处理。
酸性⽔汽提装置就是利⽤酸性⽔中的H2S、CO2、NH3、H2O的相对挥发度不同,⽤蒸汽作为热源,把挥发性的H2S、CO2、NH3从污⽔中汽提出去,从⽽将污⽔净化,并分离提取氨和硫化氢的⼀种装置。
酸性水汽提技术一、酸性水的来源及性质酸性水来源及性质见下表:产品酸性气主要组成:富含H2S、CO2气体。
净化水产品指标:H2S≤10PPm,NH3≤100PPm。
液氨产品规格:NH3不小于99.6wt%,H2S不大于2 ppm,H2O不大于0.2wt%。
产品流向酸性气至硫化回收装置。
液氨送至氨法脱硫或作为产品。
合格的净化水返回粉煤气化装置回用。
二、工艺原理及流程规模为2×150吨/小时1.工艺原理及流程汽提原理:酸性水所含有害物质中以氨、硫化氢、二氧化碳为主。
汽提法以脱除和回收氨和硫化氢为主要目的。
NH3-H2S-H2O三元体系是化学平衡、电离平衡和相平衡共存的复杂体系。
氨、硫化氢和水都是挥发性弱电解质,能互相起化学反应,并能电离成离子:氨和硫化氢能不同程度的溶解于水。
•NH3+ H2O → NH4++ OH-硫化氢在水中也有少许电离:H2S → H++ HS- 2—1—2 当氨和硫化氢同时存在水中时,则生成硫氢化铵,它是弱酸和弱碱生成的盐,在水中被大量水解又重新生成游离的氨和硫化氢分子,即:NH4++ HS-→ (NH3+H2S)液 2—1—3在液相的游离氨和硫化氢分子又与气相中的氨和硫化氢呈相平衡:(NH3+H2S)液→ (NH3+H2S)气2—1—4结合(3)和(4)可写为:NH4++HS-(即NH4HS) →(NH3+H2S)液→(NH3+H2S)气2—1—5图NH3-H2S-H2O三元体系示意图污水中有大量的二氧化碳,它也能溶解于水,但溶解度比硫化氢更小,在同样温度下,它的蒸汽压也比硫化氢大,因而相比挥发度也比硫化氢大,所以它比氨和硫化氢更容易汽提出来。
因此,对污水净化而言,二氧化碳的存在并无影响,但是,值得指出的是:二氧化碳的存在,特别是在低温条件下,会与氨作用生成胺基甲酸铵。
2NH3(g) + CO2(g) = NH2CO2NH4(s) 2—1—6它是一种难溶的盐,会造成管道和阀门堵塞。
酸性水汽提装置的工艺优化范华宇发布时间:2021-11-24T01:30:08.760Z 来源:基层建设2021年第25期作者:范华宇[导读] 当前高硫原油的比例及加工深度在逐年提升,导致各炼油厂内的装置所产生的污水量(特别是酸性水)以及酸性水中的污染物含量也在不断增加中石化九江石化公司江西省九江市 332000摘要:当前高硫原油的比例及加工深度在逐年提升,导致各炼油厂内的装置所产生的污水量(特别是酸性水)以及酸性水中的污染物含量也在不断增加。
由于各装置产生的酸性水中不仅含有比较多的硫化物和氨等污染物,并且还有酚类、氰化物类和油等,故不可以直排到污水处理场,因此处理石化企业含硫酸性水的汽提装置已经成为不可或缺的重要装置。
酸性水汽提装置,主要用于对来自常减压蒸馏、延迟焦化、催化裂化、加氢精制、加氢裂化、硫回收等装置排放的酸性原料水进行初步处理,从而使处理后的净化水可以排入污水处理厂进一步处理,或可以直接回用于上游的各装置,而酸性原料水中的H2S、NH3可通过汽提的方式脱除和回收。
因此,酸性水汽提装置不仅是不可缺少的环保装置,还能增加额外的经济效益。
本文主要对酸性水汽提装置的工艺优化进行了简单的探讨,以供相关人员参考。
关键词:酸性水;汽提装置;工艺优化引言石化装置所产生的酸性水是一种含有H2S、NH3和CO2等挥发性弱电解质的水溶液,同时含有酚、氰化物和油等污染物,直接排放会对环境造成较大的危害。
因此,酸性水必须经过处理后,使水中的污染物含量达到一定标准后才可以排出。
国内酸性水处理大多采用蒸汽汽提法,该工艺称为酸性水汽提。
1、酸性水汽工艺技术概述含硫酸性水处理的主要工艺大致可分为直接氧化法、常压汽提法、双塔汽提法、单塔侧线抽出汽提法以及单塔全抽出汽提法。
本文主要针对的是应用较普遍的单塔侧线抽出和单塔全抽出汽提法。
单塔加压侧线抽氨汽提工艺,是将待处理的酸性原料水分为冷进料和热进料分别进入汽提塔的顶部填料段和汽提塔上部,塔顶的酸性气经分液处理后送到硫磺回收工艺装置;在汽提塔中部的氨富集区域抽出的侧线气进行处理和氨精制。
酸性水汽提装置操作规程一、酸性水汽提装置概述本装置是由青岛英派尔化学工程有限公司设计的处理量为50t/h单塔汽提装置,年开工时数为8000h。
将全厂的含硫污水处理掉。
该装置的作用为净化污水,回收[wiki]化工[/wiki]资源,减轻大气污染,化害为利,变废为宝,造福人类,是环保必不可少的一项工程。
该装置的作用是对常减压、重油催化、加[wiki]氢[/wiki]、焦化的含硫污水,利用高温蒸汽进行加温加压气体分离,使水质得以净化主力后排放,同时提取氨气、氨水和酸性气。
其产品净化水可以作为催化分馏塔顶及常减压装置电脱盐注水使用,氨水可做农肥使用,酸性气可做硫磺装置的原料。
本装置的工艺特点:采用单塔加压侧线抽出汽提流程。
经过装置处理后的净化水的各种排放指标均符合国家标准,且该装置具有耗能低,占地面积小,流程简单,[wiki]设备[/wiki]少,操作方面方便而又经济的特点,是我国目前正积极推广的一套先进装置。
二、产品及副产品说明1、产品净化水:硫化氢含量不大于50*10-6 (质量分数),氨氮含量不大于100*10-6 (质量分数)。
净化水可以作催化分馏塔顶及常减压装置电脱盐注水使用。
2、副产品2.1、硫化氢(H2S)含量大于85[wiki]%[/wiki](体积分数),氨含量小于2%(体积分数)。
2.1.1物理性质硫化氢是一种无色具有臭鸡蛋气味的剧毒气体,空气中含有微量的硫化氢就会使人感到头疼、头晕、恶心。
空气中含量达0.145kg/m3 时,吸入一口即可致死;达到0.00093 kg/m3 至0.000154 kg/m3 时,一分钟内可引起人体急性中毒。
硫化氢的分子量为:34.09;比重为1.1906;密度为1.539 kg/m3 ,自燃点为246℃(在空气中),[wiki]爆炸[/wiki]极限为4.33%-45.5%(体积分数),在水中的溶解度标准状况下,1体积水溶解2.6体积的硫化氢气体,其[wiki]沸点[/wiki]为-60.2℃。
硫化氢可作为硫磺回收装置的原料制取硫磺。
2.1.2化学性质a)热不稳定性H2S→H2 + S↑b)可燃性2 H2S+ O2 →2S+2H2O+Q(氧不足)2H2S+3O2→2SO2+2H2O(氧充足)c)还原性2H2S+SO2→3S+2H2O2.1.3硫化氢在工业中的危害2.1.3.1硫化氢氧化为二氧化碳与是作用生成亚[wiki]硫酸[/wiki]而[wiki]腐蚀[/wiki]设备,在存在水蒸气和高温情况下更为严重。
2.1.3.2硫化氢溶于水生成氢硫酸而腐蚀设备。
2.1.3.3硫化氢在管道中与氧发生氧化而堵塞设备和管线。
2.1.3.4硫化氢与氨反应生成硫氢化铵结晶堵塞设备和管线。
2.1.3.5硫化氢具有氢脆腐蚀性。
2.2氨水(NH3 )氨含量15%(质量分数),硫化氢含量小于0.2%(质量分数)。
2.2.1物理性质氨是一种无色具有刺激性气味的气体,低浓度的氨对呼吸道有刺激作用,接触时可使皮肤灼伤,高浓度的氨对三叉神经有刺激作用,可使呼吸终止。
在标准状况下氨的密度是0.77 kg/m3 ,比重为0.5971,氨及易溶于水,在常温下一体积水可溶解700体积的氨,0℃时液氨的比重为0.6836,其分子量为17.034,沸点-33.35℃,凝固点-77.7℃,氨在空气中的含量达11%-14%时会发生燃烧,气爆炸极限为15.5%-27%(体积分数)。
在常温下冷却到-33.35℃或常温下加压到0.7Mpa-0.8Mpa时,气态氨就凝结成无色的液态氨。
液氨具有导电性,并溶于少量润滑油。
2.2.2化学性质a)氨与水反应氨与水法应生成一水合氨,它可以小部分电离成NH4+ 和OH- ,并且受热分解。
NH3 +H2O=NH3 •H2O= NH4+ + OH-b)氨的水合物对锌、铜及铜合金具有腐蚀性:Cu+2NH4OH→Cu(OH)2+2NH3↑Zn+2NH4OH→Zn(OH)2+3NH3↑c)氨在530℃以上分解为氮气和氢气:2NH3→N2+3H2 ↑d)氨与酸的反应:NH3+HCl→NH4ClNH3+H2S→NH4HSe)氨与氧的反应:4NH3+5O2→4NO+6H2O三、原料、公用工程系统1、原料的来源含硫含碱污水来于常减压装置、重油催化装置、加氢精制装置、焦化装置。
2原料的组成含硫含碱污水(简称酸性水)中的主要成分是水,其中还含有硫化氢、二氧化碳、氨、酚、氰化物、烃等有害物质。
硫化氢含量在5000mg/L,氨氮含量在3000mg/L左右。
3原料的性质由于原料酸性水中995以上是水,所以其性质与纯水基本相近。
污水汽提就是除去原料污水中的有害物质,以达到净化污水水质的目的。
含硫污水中的有害物质以H2S、NH3、CO2 为主,酸水汽提的主要目的是驱除和回收H2S、NH3 。
含硫污水是一个由NH3-H2S-H2O组成的三元体系,要了解酸水汽提的生产工艺原理,首先必须了解原料的NH3-H2S-H2O三元体系的热力学性质。
由于原料污水中含有H2S、NH3 等都是挥发性弱电解质,能相互起化学反应,并能电离成离子,氨和硫化氢能不同程度溶解于水。
一体积水能溶解700体积的氨,一体积水能溶解2.6体积的硫化氢。
因此,NH3-H2S-H2O三元体系是一个化学电离和相平衡共存的复杂体系。
4公用工程新鲜水(常温,0.4Mpa)、循环冷水(31℃,0.4Mpa)、氮气(常温,0.3Mpa)、蒸汽(250℃,1Mpa)四动力消耗指标项目进料量400000t/a年消耗量能耗指标能耗单位数量单位数量电力Kwh 57.0393*104 Mj/kWh 12.56 716.47*104蒸汽t 604*104 Mj/t 3390.26 21697.63*104循环冷水t 411.47*104 Mj/t 4.19 1722.2*104新鲜水t 42.7*104 Mj/t 7.53 321.43*104净化空气m3 80*104 Mj/m3 1.67 133.93*104单位能耗603.18Mj/t能耗合计24591*104酸性水汽提装置开工方案一、生产方法、工艺原理该装置采用单塔加压侧线抽出蒸汽汽提工艺,其生产方法是:利用硫化氢和二氧化碳的相对挥发度比氨高,而溶解度比氨小的特性,首先从气提塔的上部将污水中的二氧化碳汽提出来,而塔顶部的气氨被冷却水吸收,再通过控制适宜的塔体各部位温度分布,使酸性污水中的中部形成NH3/(H2S+C O2 )分子比大于10的氨聚集区,在此抽出分离,再采用变温变压的三级分凝设施,将侧线抽出的氨气逐渐浓缩,最后取的纯度较高的氨气。
酸性污水单塔汽提的工艺原理单塔汽提处理含硫污水的方法就是用带有一定压力的蒸汽,把挥发性的硫化氢、氨分别从污水中汽提出来,从而达到净化污水,提取硫化氢、氨的目的。
该装置的工艺是一个化学、电离和相平衡共存的复杂体系。
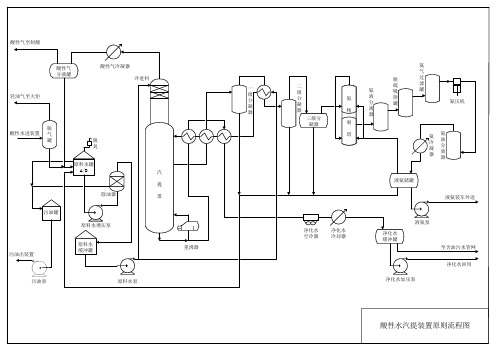
其整个反应过程可用如下综合反应式表示:H+ +OH- + NH4+ +HS- =(NH3 + H2S+ H2O)液=(NH3 + H2S+ H2O)气H+ +OH- +2 NH4+ + CO32- = (2NH3 + CO2+ 2H2O)液8 = (2NH3 + CO2+ 2H2O)气NH4+ +HS- =(NH3 + H2S)液=(NH3 + H2S)气二、工艺流程叙述自常减压、催化裂化、加氢精制、延迟焦化装置来的含硫污水汇合后进入动力车间原料水罐(G501)沉降除油,为了保持G502/G503的液位,在三台原料水罐之间设“n”形管,自G503/G502脱除的污油自流入动力车间污油池。
经脱油后的含硫污水,由原料水泵升压,然后分两路进入汽提塔(C4101),一路做为冷进料由汽提塔塔顶进入;另一路热进料先经过E4105→E4104/4-1与侧线气、净化水换热器换热至140℃以上后进入汽提塔第50层塔盘。
汽提蒸汽(1.0Mpa )由塔底第一层塔盘下吹入,汽提塔的17、19、21层塔盘处开一侧线抽出口抽出富氨气,净化水由塔底排出。
酸性气在不大于50℃的条件下有塔顶抽出,经沉降分液罐(D4105)分液,酸性气去硫脲或放火炬,分凝液返回原料水罐(G503)。
17、19、21层侧线抽出的富氨气,先与原料水换热(E4105)冷凝冷却至135℃左右进入一级分凝器(D4106)进行分凝,气相经冷却器(E4106)冷却至110℃左右进入二级分凝器(D4107)分凝,从二级分凝器出来的富氨气经循环水冷却器(E4107)冷却至50℃左右,进入三级分凝器(D4108)分凝,一、二级分凝液混合后经冷却器(E4102/1、2)冷却后与三级分凝液混合返回原料水罐(G501)。
从三级分凝器出来的纯度为90%左右的氨气,经氨水混合器用净化水吸收后进入氨水罐(D4111/1,2)氨水罐内氨水经氨水循环泵(P4102)循环吸收氨气,待氨水罐内的氨水浓度达到15%,输出装置。
汽提塔底排除的净化水经(E4104/1-4)与原料水换热后,再空冷冷却器(A4101)冷却至50℃送出装置外排或作为常减压、重催注水用。
三、装置的开工1、开工程序1.1 开工前的准备——联系调度引蒸汽、新鲜水、循环水进装置——联系调度、空压站引仪表风和工业风进装置——联系调度、电工检查电气设备,无问题后送电——联系调度、钳工进行单机试运——联系调度、动力车间做好送水准备1.2贯通吹扫1.2.1吹扫的目的:——清扫设备、管线内的杂质,确保管线设备的畅通——通过吹扫使操作人员熟悉设备、流程等1.2.2吹扫准备工作——按规定拆装好盲板,把好关键[wiki]阀门[/wiki],以防跑串——联系施工单位,做好保运工作——准备吹扫工具1.2.3贯通吹扫的原则及注意事项1.2.3.1水管线用汽、水贯通;风管线用风或水贯通。
1.2.3.2吹扫前应拆除管线上的孔板、调节阀、流量计、过滤器,吹扫时可以通过副线或接临时短管代替1.2.3.3卸开管线与设备连接[wiki]法兰[/wiki],加临时盲板或使其错开。
严禁将管线中的杂质吹入容器内。
1.2.3.4吹扫蒸汽不得进入泵体,以防[wiki]机械[/wiki]杂质进入泵体损坏叶轮和机械密封。
1.2.3.5吹扫时,必须将冷却器的循环冷水关闭,并将内部存水放尽,以防水击现象发生;另外,冷换设备的另一程排空阀打开,防止汽化憋压损坏设备。
1.2.3.6蒸汽进入塔、容器时,塔、容器的顶部要放空,底部要排凝。
1.2.3.7地下管线严禁用蒸汽贯通,可用水、风贯通。
1.2.3.8吹扫过程中,若发现液位计、放空阀、设备管线的低点排凝有堵塞现象,要停蒸汽泄压后处理,以免发生烫伤。
1.2.3.9吹扫时,处于吹扫状态的阀门必须处于全开或全关状态,以免机械杂质将阀芯损坏。